Carregar apresentação
A apresentação está carregando. Por favor, espere

1
TECNOLOGIA EM GESTÃO DA PRODUÇÃO INDUSTRIAL
PLANEJAMENTO PROGRAMA E CONTROLE DA PRODUÇÃO (PPCP) Prof. Edison Medeiros
 Prof. Edison Medeiros.")
2
Serviços = Setores terciários da Economia
- Abrange 75% dos empregos e do PIB Pressupõe um encontro entre fornecedor e recebedor dos serviços, no front office Dificuldade de controle Bem portador = bem tangível que acompanha os serviços

3
Características dos Serviços
Alto contato com o cliente Participação do cliente no processo Perecibilidade Não estocável Mão-de-obra intensiva Curtos lead-times Output variável e não padronizável Intangibilidade Dificuldade de se medir produtividade Dificuldade em se medir qualidade

4
Tendências no Setor de Serviços
Tecnologia e automação em serviços Assistência permanente de especialistas em automação Adequação de trabalhos em serviços Necessidade de qualificação e capacitacão superior dos funcionários Aumento da competitividade internacional Aumento da participação de empresas prestadoras de serviços na economia globalizada Melhoria da produtividade em serviços Utilização de softwares de gestão integrada

5
Planejamento da Produção em Serviços
Estratégias para gerir a demanda por serviços Atendimento da demanda, em tempo e hora, com excelente qualidade Encontrar um melhor equilíbrio entre oferta e demanda Estratégias: Preços diferenciados Distribuição de senhas Sistema de filas

6
Planejamento da Produção em Serviços
Estratégias para gerir a oferta de serviços Trabalhar em horas extras Subcontratar mão-de-obra durante os picos de demanda Trabalhar em dois ou mais turnos durante o período de pico

7
Programação da Produção em Serviços Regras de seqüenciamento
Exemplo: no dia 13/03 o sr. José Pereira assumiu a gerência de uma funilaria. Após efetuar um levantamento dos serviços pendentes, encontrou cinco casos críticos (veja tabela a seguir)
")
8
OS Nos. Entrada do Serviço Reparar e Polir (Duração em dias) Pintar (Duração em dias) Data prometida para entrega 18 02/03 2 1 08/03 26 04/03 30 4 3 18/03 31 20/05 36 12/03 16/03

9
O que fazer? Programar ordem de execução dos serviços a fim de atender melhor os clientes Considerar dias corridos Utilizar um critério de seqüenciamento de ordens de serviço

10
Critérios de Seqüenciamento de Ordens de Serviço
Menor tempo de processamento (METP) Seqüência crescente das durações totais 18 – 26 – 36 – 31 – 30 ou 26 – 18 – 36 – 31 – 30 Maior tempo de processamento (MATP) Seqüência decrescente das durações totais 30 – 31 – 36 – 18 – 26 ou 30 – 31 – 36 – 26 – 18 Primeiro a entrar, primeiro a sair (PEPS) Seqüência crescente das datas de entrada dos serviços 18 – 26 – 30 –
 Seqüência crescente das durações totais. 18 – 26 – 36 – 31 – 30 ou 26 – 18 – 36 – 31 – 30. Maior tempo de processamento (MATP) Seqüência decrescente das durações totais. 30 – 31 – 36 – 18 – 26 ou 30 – 31 – 36 – 26 – 18. Primeiro a entrar, primeiro a sair (PEPS) Seqüência crescente das datas de entrada dos serviços. 18 – 26 – 30 –")
11
Folga até a Entrega (FE)
Data de Entrega (DE) Função das datas de entrega previstas Resolver prioritariamente os atrasos concretizados 18 – 26 – 36 – 30 – 31 ou 26 – 18 – 36 – 31 – 30 Folga até a Entrega (FE) Seqüência crescente das folgas FE = (t-p), onde: t é o tempo até a entrega p é o tempo de execução restante 18 – 26 – 30 –
 Função das datas de entrega previstas. Resolver prioritariamente os atrasos concretizados. 18 – 26 – 36 – 30 – 31 ou 26 – 18 – 36 – 31 – 30. Folga até a Entrega (FE) Seqüência crescente das folgas. FE = (t-p), onde: t é o tempo até a entrega. p é o tempo de execução restante. 18 – 26 – 30 –")
12
Razão crítica (RC) Urgência (UR) RC = (t/p)
Se a RC < 1, já está configurado atraso na entrega 26 – 18 – 36 – 30 – 31 Urgência (UR) Razão entre a folga até a entrega (FE) e o número de operações restantes 18 – 26 – 30 – 36 – 31
 Razão entre a folga até a entrega (FE) e o número de operações restantes. 18 – 26 – 30 – 36 – 31.")
13
Algoritmo de Johnson Menor tempo total de processo necessário para executar todos os trabalhos Os passos são: Dados os tempos de cada trabalho em cada um dos dois postos de trabalho, selecionar o trabalho que apresenta o menor tempo Caso o menor tempo esteja no primeiro posto, programar este trabalho em primeiro lugar Caso o menor tempo esteja no segundo posto, programar este trabalho em último lugar Repetir o processo até programar todos os trabalhos

14
Menor Custo de Mudança (MCM)
Método da Designação Verificar as seguintes hipóteses: Existem n trabalhos a serem alocados a n postos de trabalho Cada trabalho somente pode ser alocado a um e somente um posto de trabalho Somente pode ser utilizado um critério de decisão (máximo lucro, mínimo custo ou menor tempo de processo) Menor Custo de Mudança (MCM) Para tipos de serviços onde a seqüência de execução de duas atividades tem custos diferentes Procura-se o menor custo de mudança
 Menor Custo de Mudança (MCM) Para tipos de serviços onde a seqüência de execução de duas atividades tem custos diferentes. Procura-se o menor custo de mudança.")
15
Importância do Cliente
Valor do Pedido

16
Critérios de avaliação das regras de seqüenciamento
Tempo médio de processamento Número médio de ordens de serviço no sistema Atraso médio

17
Programação de turnos (ou escalas) de mão-de-obra
Algoritmos especialmente desenvolvidos caso a caso São normais soluções altamente complexas Teoria das filas Formam-se pois a capacidade de atendimento e a velocidade de chegada de clientes não são constantes

18
PPCP PLANEJAMENTO PROGRAMA E CONTROLE DA PRODUÇÃO

19
? Sistema de Produção Convencional Demanda ? OF/RM PMP OC OM PCP
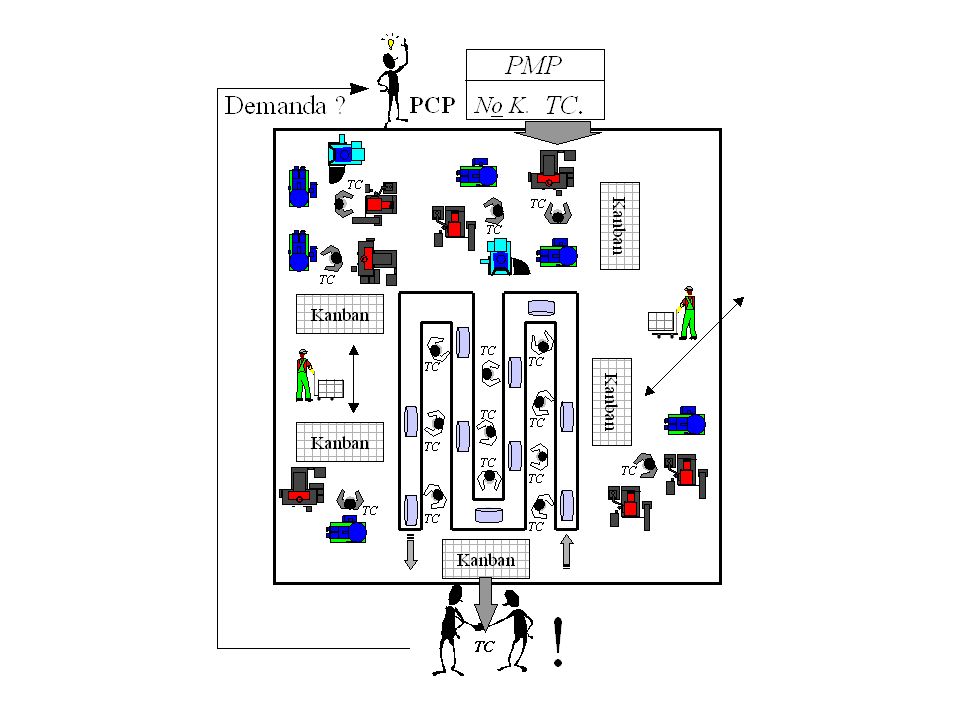
Almoxarifado PC/MP PA ? PCP Demanda ? OF/RM PMP OM OC WIP

21
Satisfazer as Necessidades dos Clientes
Significa entender e responder aos anseios dos clientes, fornecendo produtos de qualidade no momento em que for solicitado. Entenda-se como clientes, tanto os participantes da cadeia produtiva interna como os da cadeia externa à empresa. Existem várias maneiras de melhorar o relacionamento com os clientes, pode-se citar algumas: Reduzir os custos internos dos clientes; Produzir pequenos lotes com qualidade; Ser flexível; Reduzir os estoques do cliente; Projetar em conjunto com o cliente.

22
Eliminar Desperdícios
Significa analisar todas as atividades realizadas no sistema de produção e eliminar aquelas que não agregam valor ao produto. Identificar o que acrescenta valor para o cliente do produto (informações úteis para melhorar o projeto e produção dos bens/serviços), e em seguida o que não acrescenta valor. Desperdício de superprodução; Desperdício de espera; Desperdício de movimentação e transporte; Desperdício da função processamento; Desperdício de estoques; Desperdícios de movimentos improdutivos; Desperdícios de produtos defeituosos.
, e em seguida o que não acrescenta valor. Desperdício de superprodução; Desperdício de espera; Desperdício de movimentação e transporte; Desperdício da função processamento; Desperdício de estoques; Desperdícios de movimentos improdutivos; Desperdícios de produtos defeituosos.")
23
Melhorar Continuamente (Kaizen)
Significa que nenhum dia deve se passar sem que a empresa melhore sua posição competitiva. Todos dentro da empresa são responsáveis por isto, e devem trabalhar neste sentido. Desta forma um problema, ou um erro, acontecido dentro do sistema deve ser visto como uma oportunidade de melhoramento. É importante, sob a ótica do melhoramento contínuo, estabelecer metas bastante otimistas, mesmo que inatingíveis, como forma de direcionar o incremento de produtividade. Zero de defeitos; Zero de estoques; Zero de movimentações; Zero de leadtime; Zero de tempos de setups; Lotes unitários.

24
Envolver Totalmente as Pessoas
Praticamente todos os aspectos relacionados à filosofia JIT/TQC requerem um envolvimento total das pessoas. Mudanças de atitude a nível humano são solicitadas por toda a empresa, principalmente nos níveis gerenciais. A gerência deve travar um compromisso pela participação das pessoas, desenvolvendo treinamentos contínuos em atividades de equipes de trabalho, com o devido aporte financeiro. É importante deixar claro que as pessoas, e não a tecnologia, são a prioridade número um da empresa.

25
Organização e Visibilidade
A organização e a visibilidade do ambiente de trabalho é um requisito fundamental da filosofia JIT/TQC. É o início da luta contra os desperdícios e a base para a motivação das pessoas. A organização do ambiente de trabalho passa pela reformulação dos layouts convencionais, pela definição de locais específicos para armazenagem de materiais em processo e ferramentas, e pela própria postura dos funcionários ao seguirem os padrões de higiene e segurança. A organização leva ao benefício da visibilidade dos problemas, de forma que qualquer situação anormal seja óbvia.

Apresentações semelhantes

 e operações enxutas>")









 X Total Quality Control (TQC)>")








