Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Tratamentos Térmicos PROF: Elias Junior
TÉCNOLOGIA MECÂNICA Tratamentos Térmicos PROF: Elias Junior

2
CONCEITO Ao processo de aquecer e resfriar um aço, visando modificar as sua propriedades, denomina-se TRATAMENTO TÉRMICO.

3
Finalidade: Tratamentos Térmicos
Alterar as microestruturas e como consequência as propriedades mecânicas das ligas metálicas

4
Objetivos: TRATAMENTO TÉRMICO - Remoção de tensões internas
- Aumento ou diminuição da dureza - Aumento da resistência mecânica - Melhora da ductilidade - Melhora da usinabilidade - Melhora da resistência ao desgaste - Melhora da resistência à corrosão - Melhora da resistência ao calor - Melhora das propriedades elétricas e magnéticas

5
FASES O tratamento térmico pode ser feito em três fases distintas:
1 - aquecimento 2 - manutenção da temperatura 3 – resfriamento

6
MATERIAL + TRATAMENTO TÉRMICO
O TRATAMENTO TÉRMICO ESTÁ ASSOCIADO DIRETAMENTE COM O TIPO DE MATERIAL. PORTANTO, DEVE SER ESCOLHIDO DESDE O INÍCIO DO PROJETO

7
Principais Tratamentos Térmicos
Recozimento Normalização Tempera e Revenido Cementação Alívio de tensões Recristalização Homogeneização Total ou Pleno Isotérmico Nitretação

8
Tipos de tratamentos térmicos
Existem duas classes de tratamentos térmicos; 1ª) modificam as propriedades de toda a massa do aço. a - Têmpera b – Revenimento c – Recozimento 2ª) Os que modificam as propriedades somente numa fina camada superficial da peça. a - Cementação b - Nitretação
 modificam as propriedades de toda a massa do aço. a - Têmpera. b – Revenimento. c – Recozimento. 2ª) Os que modificam as propriedades somente numa fina camada superficial da peça. a - Cementação. b - Nitretação.")
9
Têmpera É o tratamento térmico aplicado aos aços com porcentagem igual ou maior do que 0,4% de carbono. O efeito principal da têmpera num aço é o aumento de dureza.

10
Têmpera 1ª Fase: Aquecimento – A peça é aquecida em forno ou forja, até uma temperatura recomendada. (Por volta de 800ºC para os aços ao carbono). 2ª Fase: Manutenção da temperatura – Atingida a temperatura desejada esta deve ser mantida por algum tempo afim de uniformizar o aquecimento em toda a peça. 3ª Fase: Resfriamento – A peça uniformemente aquecida na temperatura desejada é resfriada em água, óleo ou jato de ar.

11
Efeitos da Têmpera 1 - Aumento considerável da dureza do aço.
2 - Aumento da fragilidade em virtude do aumento de dureza. (O aço torna-se muito quebradiço). OBS: Para reduzir a fragilidade de um aço temperado, aplica-se um outro tratamento térmico denominado revenimento.
. OBS: Para reduzir a fragilidade de um aço temperado, aplica-se um outro tratamento térmico denominado revenimento.")
12
Revenimento É o tratamento térmico que se faz nos aços já temperados, com a finalidade de diminuir a sua fragilidade, isto é, torná-lo menos quebradiço. O revenimento é feito aquecendo-se a peça temperada até uma certa temperatura resfriando-a em seguida. As temperaturas de revenimento são encontradas em tabelas e para os aços ao carbono, há uma variação entre 210ºC e 320ºC

13
TABELA

14
Fases do revenimento 1ª Fase: Aquecimento – Feito geralmente em fornos controlando a temperatura da peça com o pirômetro. 2ª Fase: Manutenção da Temperatura – É possível quando o aquecimento é feito em fornos. 3ª Fase: Resfriamento – O resfriamento da peça pode ser: a) Lento : quando a peça é esfriada naturalmente. b) Rápido: mergulhando a peça em água ou óleo.
 Lento : quando a peça é esfriada naturalmente. b) Rápido: mergulhando a peça em água ou óleo.")
15
Efeitos do revenimento
Diminui um pouco a dureza da peça temperada, porém aumenta consideravelmente a sua resistência aos choques. Geralmente, toda peça após ser temperada passa por um revenimento

16
Recozimento O recozimento é o tratamento térmico que tem por finalidade eliminar a dureza de uma peça temperada ou normalizar materiais com tensões internas resultantes do forjamento, da laminação, trefilação etc..

17
Tipos de recozimento 1 - Recozimento para eliminar a dureza de uma peça temperada. 2 - Recozimento para normalizar a estrutura de um material.

18
FASES DO RECOZIMENTO 1ª Fase:
Aquecimento – A peça é aquecida a uma temperatura que varia de acordo com o material a ser recozido. (Entre 500ºC e 900ºC). A escolha da temperatura de recozimento é feita mediante consulta a uma tabela.
. A escolha da temperatura de recozimento é feita mediante consulta a uma tabela.")
19
FASES DO RECOZIMENTO 2ª Fase:
Manutenção da temperatura – A peça deve permanecer aquecida por algum tempo na temperatura recomendada para que as modificações atinjam toda a massa da mesma.

20
FASES 3ª Fase: Resfriamento – O resfriamento deve ser feito lentamente, tanto mais lento quanto maior for a porcentagem de carbono do aço. No resfriamento para recozimento adotam-se os seguintes processos:

21
Processos 1 - Exposição da peça aquecida ao ar livre. (Processo pouco usado). 2 - Colocação da peça em caixas contendo cal, cinza, areia ou outros materiais

22
Efeitos do recozimento no aço
a) Elimina a dureza de uma peça temperada anteriormente, fazendo-se voltar a sua dureza normal. b) Torna o aço mais homogêneo, melhora sua ductilidade tornando-o facilmente usinável
 Elimina a dureza de uma peça temperada anteriormente, fazendo-se voltar a sua dureza normal. b) Torna o aço mais homogêneo, melhora sua ductilidade tornando-o facilmente usinável.")
23
Fatores de Influência nos Tratamentos Térmicos
Temperatura Tempo Velocidade de resfriamento Atmosfera*

24
Fatores de Influência nos Tratamentos Térmicos
Tempo: O tempo de trat. térmico depende muito das dimensões da peça e da microestrutura desejada.

25
Fatores de Influência nos Tratamentos Térmicos
Temperatura: depende do tipo de material e da transformação de fase ou microestrutura desejada

26
Fatores de Influência nos Tratamentos Térmicos
Velocidade de Resfriamento: - Depende do tipo de material e da transformação de fase ou microestrutura desejada - É o mais importante porque é ele que efetivamente determinará a microestrutura, além da composição química do material

27
Principais Meios de Resfriamento
Ambiente do forno (+ brando) Ar Banho de sais ou metal fundido (+ comum é o de Pb) Óleo Água Soluções aquosas de NaOH, Na2CO3 ou NaCl (+ severos)
 Ar. Banho de sais ou metal fundido (+ comum é o de Pb) Óleo. Água. Soluções aquosas de NaOH, Na2CO3 ou NaCl (+ severos)")
28
Como Escolher o Meio de Resfriamento ?
É um compromisso entre: - Obtenção das caracterísitcas finais desejadas (microestruturas e propriedades), - Sem o aparecimento de fissuras e empenamento na peça, - Sem a geração de grande concentração de tensões
, - Sem o aparecimento de fissuras e empenamento na peça, - Sem a geração de grande concentração de tensões.")
29
CEMENTAÇÃO A cementação é um tratamento que consiste em aumentar a porcentagem de carbono numa fina camada externa da peça

30
CEMENTAÇÃO

31
CEMENTAÇÃO Após a cementação tempera-se a peça; as partes externas adquirem elevada dureza enquanto as partes internas permanecem sem alterações.

32
CEMENTAÇÃO Parte dura Parte mole

33
Como é feita a cementação?
A cementação é feita aquecendo-se a peça de aço de baixo teor de carbono, junto com um material rico em carbono (carburante). Quando a peça atinge alta temperatura (750ºC a 1.000ºC) passa a absorver parte do carbono do carburante
. Quando a peça atinge alta temperatura (750ºC a 1.000ºC) passa a absorver parte do carbono do carburante.")
34
Fases da cementação 1ª Fase: Aquecimento
a) Cementação em caixa: As peças são colocadas em caixas juntamente com o carburante, fechadas hermeticamente e aquecidas até a temperatura recomendada.
 Cementação em caixa: As peças são colocadas em caixas juntamente com o carburante, fechadas hermeticamente e aquecidas até a temperatura recomendada.")
35
Cementação em caixa

36
Cementação em banho: b) Cementação em banho: As peças são mergulhadas no carburante líquido aquecido, através de cestas ou ganchos.
 Cementação em banho: As peças são mergulhadas no carburante líquido aquecido, através de cestas ou ganchos.")
37
Qualidade da cementação
Quanto mais tempo a peça permanecer aquecida com o carburante, mais espessa se tornará a camada. Os carburantes podem ser sólidos, (grãos ou pós), líquidos ou gasosos. A qualidade dos carburantes influi na rapidez com que se forma a camada.
, líquidos ou gasosos. A qualidade dos carburantes influi na rapidez com que se forma a camada.")
38
2ª Fase: Manutenção da temperatura
O tempo de duração desta fase varia de acordo com a espessura da camada que se deseja e da qualidade do carburante utilizado. (0,1mm a 0,2mm por hora).
.")
39
3ª Fase: Resfriamento A peça é esfriada lentamente dentro da própria caixa. Após a cementação as peças são temperadas.

40
NITRETAÇÃO Nitretação é um processo que também altera a composição de uma camada superficial do aço. Ao contrário da cementação, a camada nitretada não necessita ser temperada, pois os nitretos que se formam já possuem dureza elevada evitando o empeno da peça. A nitretação é feita na faixa de temperatura entre 500° e 600° C, o que diminui a possibilidade de empenamentos por transformação de fase. A camada nitretada tem menor espessura do que a cementada, raramente ultrapassando 0,8 mm,

41
Vantagens da nitretação
a) alta dureza com alta resistência ao desgaste b) alta resistência à fadiga e baixa sensibilidade ao entalhe c) melhor resistência à corrosão d) alta estabilidade dimensional
 alta dureza com alta resistência ao desgaste b) alta resistência à fadiga e baixa sensibilidade ao entalhe c) melhor resistência à corrosão d) alta estabilidade dimensional.")
42
Nitretação a gás Neste processo é utilizada amônia que é injetada no forno aquecido geralmente a 510° C. Nesta temperatura a amônia se dissocia e libera nitrogênio atômico que difunde para o aço. Os tempos de tratamento variam entre 12 e 120 horas

43
Nitretação por via líquida
É o processo semelhante ao utilizado na cementação líquida. Neste banho teremos, então, cianeto de sódio ou potássio, carbonato de sódio ou de potássio e cloreto de potássio ou de sódio. Este banho contém entre 30 e 40% de cianeto. A temperatura utilizada situa-se entre 550° e 570° C. Nesta faixa de temperatura não ocorre a reação de cementação e portanto teremos apenas a adição de nitrogênio ao aço. Os tempos de nitretação são curtos, geralmente entre 1 e 4 horas.

44
Peças cementadas

45
QUESTIONÁRIO 1- O que é tratamento térmico?
2- Quais as fases do tratamento térmico? 3- Quais as classes do tratamento térmico? 4- Qual o resultado da têmpera no aço? 5- A peça ao ser temperada deve ter a temperatura elevada de que maneira? Justifique 6- Que tipo de tratamento térmico têm por objetivo melhorar a resistência mecânica do material já temperado?

46
QUESTIONÁRIO 7- Qual a variação de temperatura para revenir uma peça de aço carbono? 8- O que é cor de revenimento? 9- Quando o recozimento deve ser aplicado? 10- Quais os tipos de recozimento? 11- O que é cementação? 12- Qual o objetivo da nitretação?

47
1- RECOZIMENTO Objetivos:
- Remoção de tensões internas devido aos tratamentos mecânicos - Diminuir a dureza para melhorar a usinabilidade - Alterar as propriedades mecânicas como a resistência e ductilidade - Ajustar o tamanho de grão - Melhorar as propriedades elétricas e magnéticas - Produzir uma microestrutura definida

48
TIPOS DE RECOZIMENTO Recozimento para alívio de tensões (qualquer liga metálica) Recozimento para recristalização (qualquer liga metálica) Recozimento para homogeneização (para peças fundidas) Recozimento total ou pleno (aços) Recozimento isotérmico ou cíclico (aços)
 Recozimento total ou pleno (aços) Recozimento isotérmico ou cíclico (aços)")
49
1.1- RECOZIMENTO PARA ALÍVIO DE TENSÕES
Objetivo Remoção de tensões internas originadas de processos (tratamentos mecânicos, soldagem, corte, …) Temperatura Não deve ocorrer nenhuma transformação de fase Resfriamento Deve-se evitar velocidades muito altas devido ao risco de distorções
 Temperatura. Não deve ocorrer nenhuma transformação de fase. Resfriamento. Deve-se evitar velocidades muito altas devido ao risco de distorções.")
50
Abaixo da linha A1 em que ocorre nenhuma transformação (600-620oC)
Ex:RECOZIMENTO PARA ALÍVIO DE TENSÕES DOS AÇOS Ou linha crítica 723 C Temperatura Abaixo da linha A1 em que ocorre nenhuma transformação ( oC)
")
51
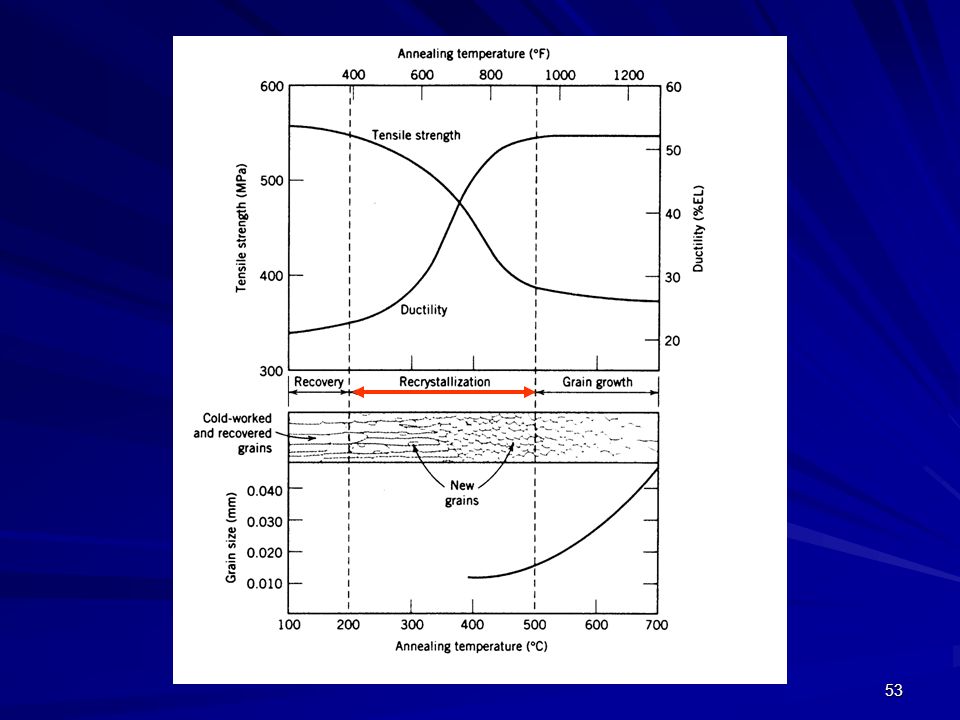
INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA RESIST
INFLUÊNCIA DA TEMPERATURA DE RECOZIMENTO NA RESIST. À TRAÇÃO E DUTILIDADE Alívio de Tensões (Recuperação/Recovery)
")
52
1.2- RECOZIMENTO PARA RECRISTALIZAÇÃO
Objetivo Elimina o encruamento gerado pela deformação à frio Temperatura Não deve ocorrer nenhuma transformação de fase Resfriamento Lento (ao ar ou ao forno)
")
54
1.3- RECOZIMENTO HOMOGENEIZAÇÃO
Objetivo Melhorar a homogeneidade da microestruturade peças fundidas Temperatura Não deve ocorrer nenhuma transformação de fase Resfriamento Lento (ao ar ou ao forno)
")
55
1.4- RECOZIMENTO TOTAL OU PLENO
Objetivo Obter dureza e estrutura controlada para os aços

56
1.4- RECOZIMENTO TOTAL OU PLENO
Temperatura Hipoeutetóide 50 °C acima da linha A3 Hipereutetóide Entre as linhas Acm e A1 Resfriamento Lento (dentro do forno) implica em tempo longo de processo (desvantagem) Usado para aços
 implica em tempo longo de processo (desvantagem) Usado para aços.")
57
+ +Fe3C +Fe3C Recozimento total ou pleno

58
1.1- RECOZIMENTO TOTAL OU PLENO
Constituintes Estruturais resultantes Hipoeutetóide ferrita + perlita grosseira Eutetóide perlita grosseira Hipereutetóide cementita + perlita grosseira * A pelita grosseira é ideal para melhorar a usinabilidade dos aços baixo e médio carbono * Para melhorar a usinabilidade dos aços alto carbono recomenda-se a esferoidização

59
1.5- RECOZIMENTO ISOTÉRMICO OU CÍCLICO
Usado para aços A diferença do recozimento pleno está no resfriamento que é bem mais rápido, tornando-o mais prático e mais econômico, Permite obter estrutura final + homogênea Não é aplicável para peças de grande volume porque é difícil de baixar a temperatura do núcleo da mesma Esse tratamento é geralmente executado em banho de sais

60
2- ESFEROIDIZAÇÃO OU COALESCIMENTO
ESFEROIDITA Objetivo Produção de uma estrutura globular ou esferoidal de carbonetos no aço melhora a usinabilidade, especialmente dos aços alto carbono facilita a deformação a frio

61
Esferoidização ou coalescimento
+ +Fe3C +Fe3C Esferoidização ou coalescimento

62
OUTRAS MANEIRAS DE PRODUZIR ESFEROIDIZAÇÃO OU COALESCIMENTO
Aquecimento por tempo prolongado a uma temperatura logo abaixo da linha inferior da zona crítica, Aquecimento e resfriamentos alternados entre temperaturas que estão logo acima e logo abaixo da linha inferior de transformação.

63
3- NORMALIZAÇÃO Objetivos: Usada para aços Refinar o grão
Melhorar a uniformidade da microestrutra *** É usada antes da têmpera e revenido

64
+ +Fe3C +Fe3C

65
Ao ar (calmo ou forçado)
3- NORMALIZAÇÃO Temperatura Hipoeutetóide acima da linha A3 Hipereutetóide acima da linha Acm* *Não há formação de um invólucro de carbonetos frágeis devido a velocidade de refriamento ser maior Resfriamento Ao ar (calmo ou forçado)
")
66
3- NORMALIZAÇÃO Constituintes Estruturais resultantes
Hipoeutetóide ferrita + perlita fina Eutetóide perlita fina Hipereutetóide cementita + perlita fina * Conforme o aço pode-se obter bainita Em relação ao recozimento a microestrutura é mais fina, apresenta menor quantidade e melhor distribuição de carbonetos

67
4- TÊMPERA Objetivos: Obter estrutura matensítica que promove:
- Aumento na dureza - Aumento na resistência à tração - redução na tenacidade *** A têmpera gera tensões deve-se fazer revenido posteriormente

68
4- TÊMPERA MARTENSITA

69
Rápido de maneira a formar martensíta (ver curvas TTT)
4- TÊMPERA Temperatura Superior à linha crítica (A1) * Deve-se evitar o superaquecimento, pois formaria matensita acidular muito grosseira, de elevada fragilidade Resfriamento Rápido de maneira a formar martensíta (ver curvas TTT)
 * Deve-se evitar o superaquecimento, pois formaria matensita acidular muito grosseira, de elevada fragilidade. Resfriamento. Rápido de maneira a formar martensíta (ver curvas TTT)")
70
4- TÊMPERA Meios de Resfriamento
Depende muito da composição do aço (% de carbono e elementos de liga) e da espessura da peça
 e da espessura da peça.")
71
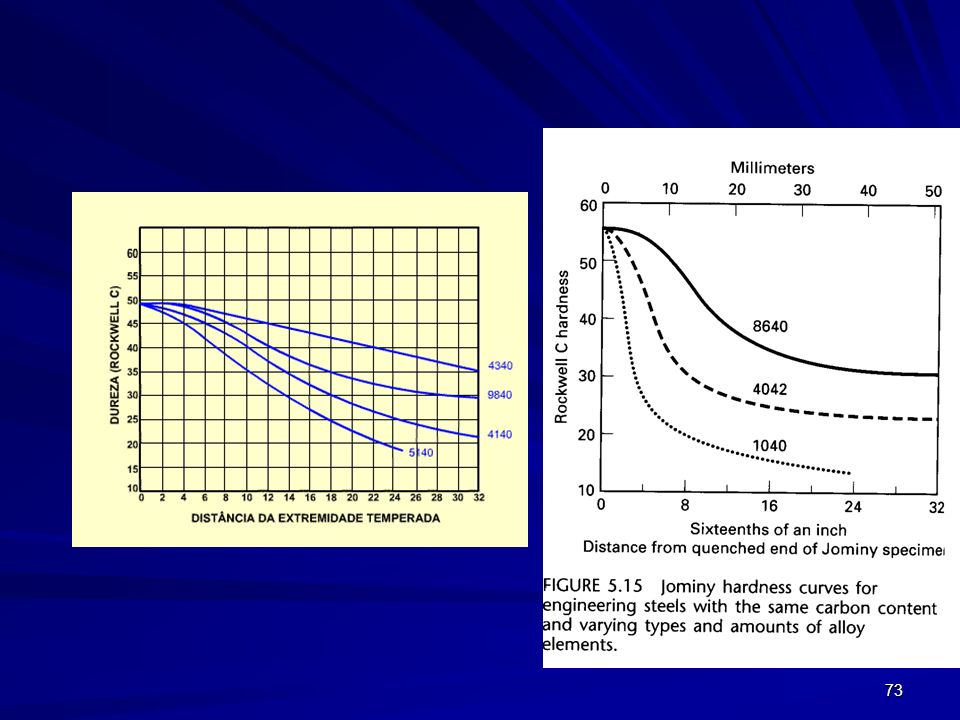
TEMPERABILIDADE CAPACIDADE DE UM AÇO ADQUIRIR DUREZA POR TÊMPERA A UMA CERTA PROFUNDIDADE VEJA EXEMPLO COMPARATIVO DA TEMPERABILIDADE UM AÇO 1040 E DE UM AÇO 8640 A CURVA QUE INDICA A QUEDA DE DUREZA EM FUNÇÃO DA PROFUNDIDADE RECEBE O NOME DE CURVA JOMINY QUE É OBTIDA POR MEIO DE ENSAIOS NORMALIZADOS

72
TEMPERABILIDADE Veja como é feito o ensaio de temperabilidade Jominy no site: didático

74
TEMPERABILIDADE DOS AÇOS EM FUNÇÃO DO TEOR DE CARBONO

75
5- REVENIDO Objetivos: *** Sempre acompanha a têmpera
- Alivia ou remove tensões - Corrige a dureza e a fragilidade, aumentando a dureza e a tenacidade

76
5- REVENIDO Temperatura
Pode ser escolhida de acordo com as combinações de propriedades desejadas

77
5- REVENIDO 150- 230°C os carbonetos começam a precipitar
Estrutura: martensita revenida (escura, preta) Dureza: 65 RC 60-63 RC °C os carbonetos continuam a precipitar em forma globular (invisível ao microscópio) Estrutura: TROOSTITA Dureza: 62 RC 50 RC
 Dureza: 65 RC 60-63 RC °C os carbonetos continuam a precipitar em forma globular (invisível ao microscópio) Estrutura: TROOSTITA. Dureza: 62 RC 50 RC.")
78
5- REVENIDO °C os carbonetos crescem em glóbulos, visíveis ao microscópio Estrutura: SORBITA Dureza: RC °C os carbonetos formam partículas globulares Estrutura: ESFEROIDITA Dureza: <20 RC

79
MICROESTRUTURAS DO REVENIDO
TROOSTITA E MARTENSITA SORBITA

80
FRAGILIDADE DE REVENIDO
Ocorre em determinados tipos de aços quando aquecidos na faixa de temperatura entre °C ou quando resfriados lentamente nesta faixa. A fragilidade ocorre mais rapidamente na faixa de °C A fragilidade só é revelada no ensaio de resist. ao choque, não há alteração na microestrutura.

81
AÇOS SUSCEPTÍVEIS À FRAGILIDADE DE REVENIDO
Aços -liga de baixo teor de liga Aços que contém apreciáveis quantidades de Mn, Ni, Cr, Sb*, P, S Aços ao Cr-Ni são os mais suceptíveis ao fenômeno *é o mais prejudicial

82
COMO MINIMIZAR A FRAGILIDADE DE REVENIDO
Manter os teores de P abaixo de 0,005% e S menor 0,01% Reaquecer o aço fragilizado a uma temperatura de ~600 °C seguido de refriamento rápido até abaixo de 300 °C .

83
6- SOLUBILIZAÇÃO SEGUIDA DE PRECIPITAÇÃO OU ENVELHECIMENTO
Consiste na precipitação de outra fase, na forma de partículas extremamente pequenas e uniformemente distribuídas. Esta nova fase enrijece a liga. Após o envelhecimento o material terá adquirido máxima dureza e resistência. O envelhecimento pode ser natural ou artificial.

84
6- Tratamento térmico de solubilização seguido de envelhecimento
Precipitação Resfriamento em água Chamado de envelhecimento que pode ser natural ou artificial A ppt se dá acima da T ambiente por reaqueci-mento A ppt se dá a T ambiente

85
EXEMPLO: Sistema Al-Cu
Solubilização 5,65% A fase endurecedora das ligas Al-Cu é CuAl2 ()
")
86
7- Outros tratamentos térmicos

87
TRATAMENTO SUB-ZERO Alguns tipos de aço, especialmente os alta liga, não conseguem finalizar a transformação de austenita em martensita. O tratamento consiste no resfriamento do aço a temperaturas abaixo da ambiente Ex: Nitrogênio líquido: -170oC Nitrogênio + álcool: -70oC

88
AÇO AISI 1321 cementado as linhas Mi e Mf são abaixadas.
Neste aço a formação da martensita não se finaliza, levando a se ter austenita residual a temperatura ambiente.

89
AUSTEMPERA E MARTEMPERA
Problemas práticos no resfriamento convencional e têmpera A peça/ parte poderá apresentar empenamento ou fissuras devidos ao resfriamento não uniforme. A parte externa esfria mais rapidamente, transformando-se em martensita antes da parte interna. Durante o curto tempo em que as partes externa e interna estão com diferentes microestruturas, aparecem tensões mecânicas consideráveis. A região que contém a martensita é frágil e pode trincar. Os tratamentos térmicos denominados de martempera e austempera vieram para solucionar este problema

90
MARTEMPERA O resfriamento é temporariamente interrompido, criando um passo isotérmico, no qual toda a peça atinga a mesma temperatura. A seguir o resfriamento é feito lentamente de forma que a martensita se forma uniformemente através da peça. A ductilidade é conseguida através de um revenimento final.

91
AUSTEMPERA Outra alternativa para evitar distorções e trincas é o tratamento denominado austêmpera, ilustrado ao lado Neste processo o procedimento é análogo à martêmpera. Entretanto a fase isotérmica é prolongada até que ocorra a completa transformação em bainita. Como a microestrutura formada é mais estável (alfa+Fe3C), o resfriamento subsequente não gera martensita. Não existe a fase de reaquecimento, tornando o processo mais barato.
, o resfriamento subsequente não gera martensita. Não existe a fase de reaquecimento, tornando o processo mais barato.")
92
MARTEMPERA E AUSTEMPERA
alternativas para evitar distorções e trincas

93
CASO PRÁTICO 1 Faça uma análise do seguinte procedimento adotado por uma da empresa Peça: eixo (10x100)mm Aço: SAE 1045 Condições de trabalho: solicitação à abrasão pura Tratamento solicitado: beneficiamento para dureza de 55HRC Condição para tempera: peça totalmente acabada

94
CASO PRÁTICO 2 Qual o tratamento térmico que você acha mais apropriado para um dado eixo flangeado para reconstituir a homogeneidade microestrutural com a finalidade de posteriormente ser efetuada a tempera? Informações: A região flangeada apresenta-se com granulação fina e homogênea, resultante do trabalho à quente; já o restante do eixo, que não sofre conformação, apresenta-se com microestrutura grosseira e heterogênea, devido ao aquecimento para forjamento.

95
CASO PRÁTICO 3 Porta insertos de metal duro são usados em estampos progressivos, confeccionados em aço AISI D2 e temperados para 60/62 HRC. Este tipo de aço costuma reter até 50% de austenita em sua estrutura à temperatura ambiente. Há algum inconveniente disto? Comente sua resposta.

96
RESUMOS

97
( + Fe3C) + a fase próeutetóide
TRANSFORMAÇÕES AUSTENITA Perlita ( + Fe3C) + a fase próeutetóide Bainita ( + Fe3C) Martensita (fase tetragonal) Martensita Revenida Ferrita ou cementita Resf. lento Resf. moderado Resf. Rápido (Têmpera) reaquecimento
 + a fase próeutetóide. Bainita. ( + Fe3C) Martensita. (fase tetragonal) Martensita Revenida. Ferrita ou cementita. Resf. lento. Resf. moderado. Resf. Rápido. (Têmpera) reaquecimento.")
98
Tratamentos Térmicos Recozimento Total ou Pleno Isotérmico
Normalização Tempera e Revenido Resfriamento Lento (dentro do forno) Resfriamento ao ar
 Resfriamento. ao ar.")
99
Recozimento Total ou Pleno Isotérmico Alívio de tensões
Recristalização Resfriamento Lento (dentro do forno) Temperatura Abaixo da linha A1 Não ocorre nenhuma transformação Resfriamento Deve-se evitar velocidades muito altas devido ao risco de distorções Abaixo da linha A1 ( oC) - Resfriamento (ao ar ou dentro do forno) **Elimina o encruamento gerado pelos processos de deformação à frio
 Temperatura. Abaixo da linha A1 Não ocorre nenhuma transformação Resfriamento. Deve-se evitar velocidades muito altas devido ao risco de distorções. Abaixo da linha A1 ( oC) - Resfriamento. (ao ar ou dentro. do forno) **Elimina o. encruamento. gerado pelos. processos de. deformação à frio.")
Apresentações semelhantes







>")
 CARACTERÍSTICAS GERAIS DOS BRONZES>")
. Nenhuns direitos reservados, excepto para fins comerciais. Por favor, não coloque.>")









