Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Soldagem (parte 3) Professor: Tiago de Sousa Antonino
Universidade Federal de Pernambuco Centro de Tecnologia e Geociências Departamento de Engenharia Mecânica Soldagem (parte 3) Professor: Tiago de Sousa Antonino
 Professor: Tiago de Sousa Antonino.")
2
Mercado de Trabalho do Inspetor de Soldagem

3
Estaleiro

4
Vasos de Pressão

5
Ensaios em Juntas Soldadas
Avaliar as propriedades da junta soldada; Avaliar a sanidade de uma solda; Necessários para qualificar procedimentos de soldagem.

6
Tipos de Ensaios Mais Comuns
Ensaios Destrutivos: Ensaio de Tração Ensaio de Dobramento. Ensaio de Dureza Ensaio de Impacto Charpy V Ensaios Não-Destrutivos: Líquido Penetrante Partículas Magnéticas Estanqueidade Raios X e Gama Ultra-Som

7
Ensaios Destrutivos TEM COMO OBJETIVO A DETERMINAÇÃO QUANTITATIVA OU QUALITATIVA DAS PROPRIEDADES MECÂNICAS DOS MATERIAIS; UTILIZAÇÃO DE CORPOS DE PROVA PADRONIZADOS.

8
Significado dos Ensaios Mecânicos
DESTRUTIVOS: Propriedades Mecânicas NÃO-DESTRUTIVOS: Detectar falhas internas

9
Ensaios Mecânicos: Finalidades
METAIS: Determinação das Propriedades Mecânicas; Definição do comportamento do metal quando submetido a esforços mecânicos

10
Ensaios Mecânicos: Finalidades
SOLDA: Assegurar a qualidade mínima da solda em termos de Propriedades Mecânicas; Qualificação do Metal de Adição; Qualificação do Procedimento de Soldagem; Qualificação de Soldadores.

11
Ensaio de Tração Avalia a Resistência Mecânica e dutilidade da junta soldada; Corpo de prova Transversal à Solda; Preparação do CP tração: Rompeu fora da solda: Avaliar LR e dutilidade Rompeu na solda: Avaliar LR e dutilidade.

12
Ensaio de Tração Por que não se avalia o LE neste ensaio?
O MB e o MS podem ter composição química e microestrutura diferentes; Pode haver 2 LE (MB e MS); São Avaliados: Local da ruptura (na solda, fora da solda); Limite de Resistência; Alongamento.
; São Avaliados: Local da ruptura (na solda, fora da solda); Limite de Resistência; Alongamento.")
13
Ensaio de Dobramento Avalia se a solda tem defeitos como: trincas, falta de fusão, falta de penetração, porosidade. Avalia a integridade da solda. Rápido e Barato Dobramento de: Face Raiz Lateral

14
Ensaio de Dobramento PROPRIEDADE MECÂNICA AVALIADA:
FORNECE UMA INDICAÇÃO QUALITATIVA DA DUCTILIDADE DO MATERIAL NÃO DETERMINA NENHUM VALOR NUMÉRICO

15
Ensaio de Dobramento TEM O OBJETIVO DE FORNECER UMA INDICAÇÃO QUALITATIVA DA DUCTILIDADE DE UM MATERIAL; SIMPLES; MUITO UTILIZADO; CP DE EIXO RETILÍNEO E SECÇÃO TRANSVERSAL CIRCULAR, TUBULAR, RETANGULAR OU QUADRADA; A CARGA NEM SEMPRE PRECISA SER MEDIDA ; SEVERIDADE DO ENSAIO DEPENDE DO DIÂMETRO DO CUTELO E DO ÂNGULO DE FECHAMENTO (QUANTO MAIOR O ÂNGULO MAIOR A SEVERIDADE); ANÁLISE DA SUPERFÍCIE TRACIONADA;
; ANÁLISE DA SUPERFÍCIE TRACIONADA;")
16
Ensaio de Dobramento

17
Ensaio de Dobramento

19
Ensaio de Dureza Avalia a presença de regiões endurecidas da junta soldada; Zona Fundida, Linha de Fusão, ZTA e Metal Base; Ao menos 6 medidas em cada região; Aço carbono: Dureza máxima HV.

20
Descontinuidades Comuns em Soldas
Descontinuidade é uma interrupção ou uma violação da estrutura típica ou esperada de uma junta soldada. De acordo com as exigências de qualidade para a junta soldada (baseadas em normas ou em um contrato), uma descontinuidade pode ser considerada como prejudicial para a utilização futura da junta, constituindo-se, desta forma, em um defeito e exigindo ações corretivas. Devido ao alto custo dessas ações, a presença de defeitos deve sempre ser evitada.
, uma descontinuidade pode ser considerada como prejudicial para a utilização futura da junta, constituindo-se, desta forma, em um defeito e exigindo ações corretivas. Devido ao alto custo dessas ações, a presença de defeitos deve sempre ser evitada.")
21
Descontinuidades Comuns em Soldas
De acordo com a American Welding Society, tem-se três categorias básicas de descontinuidades: Descontinuidades Dimensionais: Distorção Dimensões Incorretas da Solda Perfil Incorreto da Solda Descontinuidades Estruturais: Porosidade Inclusões de Tungstênio Falta de Fusão Falta de Penetração Mordedura Trincas e outras Propriedades Inadequadas Propriedades Mecânicas Propriedades Químicas e outras

22
Descontinuidades Dimensionais
São inconformidades nas dimensões ou forma dos cordões de solda. Sua gravidade varia com a magnitude e a aplicação, ou processamento posterior que a peça soldada vai ser submetida.

23
Descontinuidades Dimensionais - Distorção
Origem: São alterações de forma e dimensões que componentes soldados sofrem como resultado de deformações plásticas devidas ao aquecimento não uniforme e localizado durante a soldagem. Causa Práticas: Soldagem em excesso, soldagem em juntas livres (aquelas em que as peças podem se mover facilmente), seleção incorreta do chanfro e da sequência de soldagem etc. Consequências: Mudanças de formas e dimensões. Medidas Corretivas: A distorção pode ser reduzida durante a soldagem, diminuindo-se a quantidade de calor e metal depositado, pela utilização de dispositivos de fixação, pelo martelamento entre passes, escolha correta do chanfro e da sequência de soldagem etc. A correção da distorção em soldas prontas exige medidas, em geral onerosas, como desempenamento mecânico ou térmico, remoção da solda e ressoldagem etc.
, seleção incorreta do chanfro e da sequência de soldagem etc. Consequências: Mudanças de formas e dimensões. Medidas Corretivas: A distorção pode ser reduzida durante a soldagem, diminuindo-se a quantidade de calor e metal depositado, pela utilização de dispositivos de fixação, pelo martelamento entre passes, escolha correta do chanfro e da sequência de soldagem etc. A correção da distorção em soldas prontas exige medidas, em geral onerosas, como desempenamento mecânico ou térmico, remoção da solda e ressoldagem etc.")
24
Descontinuidades Dimensionais - Distorção

25
Descontinuidades Dimensionais – Dimensão Incorreta da Solda
No projeto de uma estrutura, as dimensões das soldas são especificadas de modo a atender a algum requisito, por exemplo, resistência mecânica à tração. Dimensões fora das tolerâncias admissíveis configuram defeitos de soldagem, uma vez que a solda deixa de atender a esses requisitos. As dimensões de uma solda são verificadas, em geral, numa inspeção visual, com o auxílio de gabaritos.

26
Descontinuidades Dimensionais – Perfil Incorreto da Solda
Este deve ser considerado, na medida em que variações geométricas bruscas agem como concentradores de tensões, facilitando a formação e a propagação de trincas.

27
Descontinuidades Dimensionais – Perfil Incorreto da Solda
Convexidade excessiva de cordões em soldas multipasses podem causar falta de fusão e/ou inclusões de escória entre passes. Em quase todos os casos, um perfil inadequado do cordão de solda está relacionado com a manipulação ou posicionamentos imperfeitos do eletrodo e/ou utilização de parâmetros de soldagem inadequados.

28
Descontinuidades Dimensionais – Formato Incorreto da Junta
O posicionamento ou o dimensionamento inadequado das peças pode levar a problemas como o desalinhamento em juntas de topo. Problemas de distorção podem também ser um importante fator para a obtenção de juntas soldadas com um formato incorreto.

29
Descontinuidades Estruturais
São descontinuidades na micro ou macroestrutura na região da solda, associadas à falta de material ou à presença de material estranho em quantidades apreciáveis. Sua gravidade depende do tipo de descontinuidade, sua extensão e geometria.

30
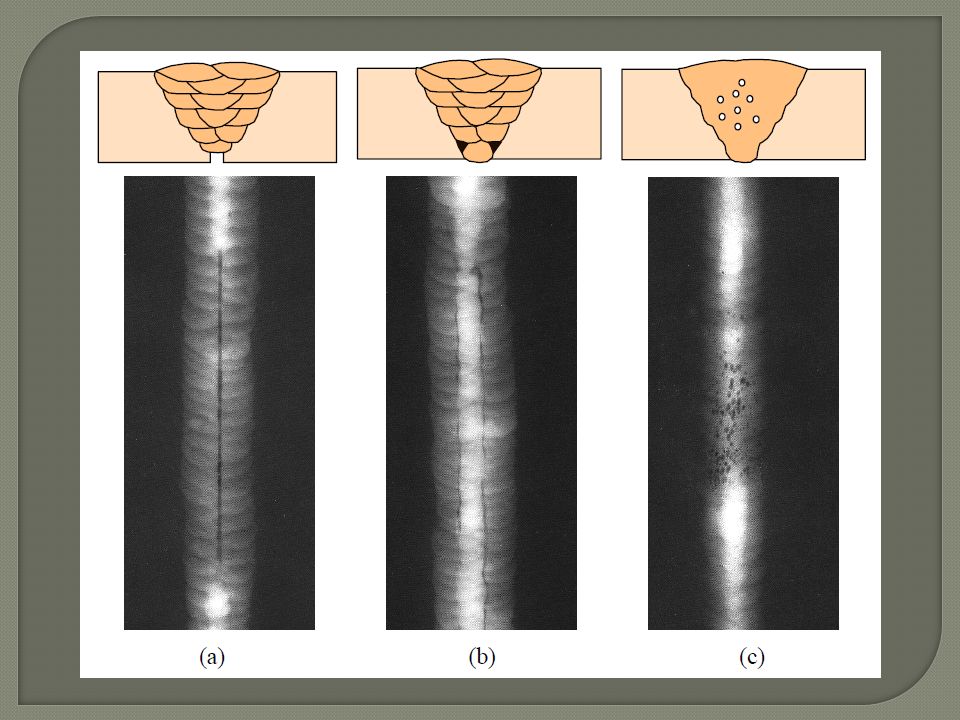
Descontinuidades Estruturais - Porosidade
Origem: Evolução de gases durante a solidificação da solda. As bolhas de gás podem ser aprisionadas pelo metal solidificado à medida que a poça de fusão é deslocada. Pode ocorrer uniformemente distribuída, em grupos, alinhada ou como porosidade vermicular. Causas Práticas: Umidade ou contaminação de óleo, graxa, ferrugem etc. na região da junta, eletrodo, fluxo ou gás de proteção úmidos, corrente ou tensão de soldagem excessivas, corrente de ar durante a soldagem etc. Consequências: Pequenas quantidades de poros não são consideradas prejudiciais. Acima de determinados limites (em geral estabelecidos por normas), a porosidade pode afetar as propriedades mecânicas, particularmente, reduzindo a seção efetiva da junta. Porosidade alinhada pode ser mais prejudicial que porosidade distribuída.
, a porosidade pode afetar as propriedades mecânicas, particularmente, reduzindo a seção efetiva da junta. Porosidade alinhada pode ser mais prejudicial que porosidade distribuída.")
31
Descontinuidades Estruturais - Porosidade
Medidas Corretivas: A formação de porosidade pode ser minimizada pelo uso de materiais limpos e secos, de equipamento em boas condições e pelo uso de parâmetros de soldagem adequados.

32
Descontinuidades Estruturais – Inclusões de Escória
Origem: Vários processos de soldagem utilizam fluxos que formam escória que tende a se separar do metal líquido na poça de fusão. Além disso, várias reações se processam na poça, podendo gerar produtos insolúveis no metal líquido que tendem a se separar deste e também formar escória. Por diversos motivos, parte desta escória pode ficar presa entre os passes de solda ou entre estes e o metal de base. Causas Práticas: Manipulação incorreta do eletrodo, de tal forma que a escória flui à frente da poça de fusão, particularmente, na soldagem fora da posição plana e na remoção parcial da escória solidificada entre os passes de solda. Este problema é especialmente agravado quando os passes tem uma convexidade excessiva ou o chanfro é muito estreito. Este tipo de inclusão apresenta-se, em geral, com uma forma alongada numa radiografia.

33
Descontinuidades Estruturais – Inclusões de Escória
Consequências: As inclusões alongadas formadas entre os passes de solda são concentradores de tensão relativamente severos e podem facilitar a formação de trincas. Medidas Corretivas: Manipulação correta e remoção adequada da escória dos passes de soldagem anteriores.

34
Descontinuidades Estruturais – Inclusão de Tungstênio
Este tipo de inclusão ocorre na soldagem com o processo TIG, quando a ponta do eletrodo toca o metal de base ou a poça de fusão, em especial, na abertura do arco sem ignitor de alta frequência, ocorrendo a transferência de partículas de tungstênio para a solda.

35
Descontinuidades Estruturais – Falta de Fusão
Origem: O termo refere-se à ausência de continuidade metalúrgica entre o metal depositado e o metal de base ou dos passes adjacentes. Resulta do não aquecimento adequado do metal presente na junta e/ou da presença de uma camada de óxido espessa o suficiente para dificultar a fusão do metal de base. Causas Práticas: Manipulação incorreta do eletrodo, falta de limpeza da junta, energia de soldagem insuficiente (corrente muito baixa ou velocidade de soldagem muito elevada), impossibilidade de o arco atingir certas regiões da junta (por exemplo, na soldagem em vários passes, a região entre dois passes de convexidade excessiva) etc. Consequência: A falta de fusão é um concentrador de tensões severo, podendo facilitar o aparecimento e a propagação de trincas. Além disso, pode reduzir a seção efetiva da solda.
, impossibilidade de o arco atingir certas regiões da junta (por exemplo, na soldagem em vários passes, a região entre dois passes de convexidade excessiva) etc. Consequência: A falta de fusão é um concentrador de tensões severo, podendo facilitar o aparecimento e a propagação de trincas. Além disso, pode reduzir a seção efetiva da solda.")
36
Descontinuidades Estruturais – Falta de Fusão
Medidas Corretivas: Em peças de responsabilidade, a existência da falta de fusão não pode ser tolerada, exigindo-se a remoção da região defeituosa e a sua ressoldagem. Para evitar sua formação, deve- se atuar no sentido de se eliminar suas causas práticas.

37
Descontinuidades Estruturais – Falta de Penetração
Origem: O termo refere-se a falhas em se fundir e encher completamente a raiz da solda. Causas Práticas: Manipulação incorreta do eletrodo, junta mal projetada (ângulo de chanfro ou abertura de raiz pequenos), correntes de soldagem insuficiente, velocidade de soldagem muito alta e diâmetro de eletrodo muito grande. Consequências: Redução da seção útil da solda e concentração de tensões. Medidas Corretivas: A falta de penetração pode ser evitada pelo projeto adequado da junta e utilização de um procedimento de soldagem apropriado.
, correntes de soldagem insuficiente, velocidade de soldagem muito alta e diâmetro de eletrodo muito grande. Consequências: Redução da seção útil da solda e concentração de tensões. Medidas Corretivas: A falta de penetração pode ser evitada pelo projeto adequado da junta e utilização de um procedimento de soldagem apropriado.")
38
Descontinuidades Estruturais – Falta de Penetração

39
Descontinuidades Estruturais – Mordeduras
Origem: Fusão do metal de base na margem do cordão de solda, sem ocorrer o enchimento desta área, resultando na formação de uma reentrância nesta região. Causas Práticas: Manipulação incorreta do eletrodo, comprimento excessivo do arco, corrente ou velocidade de soldagem muito elevadas. Deve-se observar que, na soldagem com eletrodo revestido, certos eletrodos têm maior tendência para gerar mordeduras do que outros. Consequências: Redução da área útil e concentração de tensões. Particularmente, a resistência à fadiga é reduzida. Medidas Corretivas: Atuar no sentido de impedir as suas causas. Quando ocorre na soldagem em vários passes, a sua eliminação (com o esmeril, por exemplo)é importante para se evitar problemas na deposição dos passes seguintes.
é importante para se evitar problemas na deposição dos passes seguintes.")
40
Descontinuidades Estruturais – Trincas

41
Inspeção de Juntas Soldadas – Antes da Soldagem

42
Inspeção de Juntas Soldadas – Durante a Soldagem

43
Inspeção de Juntas Soldadas – Após a Soldagem

44
Ensaios Não Destrutivos – Inspeção Visual

45
Ensaios Não Destrutivos – Líquido Penetrante

46
Ensaios Não Destrutivos – Partículas Magnéticas

47
Ensaios Não Destrutivos – Utra-Som

48
Ensaios Não Destrutivos – Radiografia e Gamatografia

50
Práticas de Segurança em Soldagem
Soldador a Arco Elétrico: É uma ocupação segura desde que sejam tomadas as medidas necessárias para proteger o soldador dos riscos potenciais. Subestimando ou ignorando medidas de segurança, os soldadores ficam expostos a perigo como: Choque Elétrico Exposição demasiada a Radiação (queimaduras). Inalação de Fumos e Gases. Risco de Incêndio e Explosões.
. Inalação de Fumos e Gases. Risco de Incêndio e Explosões.")
51
Práticas de Segurança em Soldagem
Acidentes envolvendo esses riscos podem ser fatais. É importante reconhecer e salvaguardar-se contra esses riscos. Soldadores, Supervisores e Engenheiros devem estar familiarizados e treinados em Segurança na Soldagem e Corte.

52
Equipamentos de Proteção Individual - EPI
Roupas de Couro são as mais apropriadas. Tecidos Sintéticos podem derreter ou pegar fogo quando expostos a calor intenso. Devem proporcionar liberdade de movimentos. Devem estar isentas de graxa e óleo. Não faça dobras em suas luvas e calças. Mantenha as pernas das calças sobrepondo as botas. Use botas de couro, de cano alto e com biqueira de aço. Tenha cuidado ao trabalhar em ambiente molhado ou quando estiver transpirando muito.

53
Roupas de Proteção – Vestimenta Própria para Soldador
1 – Avental de couro 2 – Manga de couro 3 – Luvas de couro 4 – Polainas de couro 5 – Sapato de segurança 6 – Touca de proteção 7 – Óculos de segurança 8 – Ombreira de couro 9 – Filtro de proteção para solda Cuidado em usar materiais sintéticos

54
A Radiação do Arco pode Queimar
Use proteção para seus olhos, ouvidos e seu corpo. Radiação do Arco: É essencial proteger seus olhos da radiação do arco. INFRA – VERMELHO: Pode causar a queima da retina e provocar cataratas. Pode ser sentida sob a forma de calor. LUZ VISIVEL: Também pode ser prejudicial se muito intensa. Se irritar seus olhos ao olhar para ela, então é muito clara. ULTRA-VIOLETA: Causa queimaduras da pele, mesmo quando exposto por somente alguns minutos. Como as queimaduras do sol, não pode ser observado na hora.

55
Flash do Soldador Causada pela radiação U-V.
Produz grande desconforto para os olhos. Inchaço dos olhos. Secreção de fluídos. Cegueira temporária. Repetições ou exposição prolongada pode causar lesões permanentes nos olhos.

56
Capacetes e Máscaras de Proteção
Capacete: Protege os olhos e a face do soldador. Máscara: Protege os inspetores e a quem observa a soldagem. Oferecem proteção completa contra a radiação do arco. O filtro encaixa-se na parte frontal. Protege também a cabeça, face, ouvidos e pescoço contra choque elétrico, calor, respingos e chama.

57
Escolha do Filtro de Proteção
Regra básica: Comece com um filtro que seja muito escuro para se ver a zona de solda. A seguir, experimente filtros mais claros até que você consiga ver suficientemente a solda, mas que não seja abaixo do mínimo recomendado.

58
Escolha do Filtro de Proteção
Normalmente em função da corrente de soldagem.

59
Filtro de Proteção São caros, logo devem ser cuidados como você cuida de seus óculos escuros. Sujeitos a respingos, faíscas, etc.

60
O Choque Elétrico Pode Matar
Não toque partes eletricamente energizadas ou o eletrodo com a pele ou roupas molhadas. Isole-se da peça de trabalho e dos cabos de soldagem. Acidentes com Choque Elétrico é um dos riscos mais sérios e imediatos com que se depara o soldador.

61
Acidente com Choque Elétrico
Podem causar lesões, queimaduras, e até morte devido ao efeito da eletricidade. Podem causar quedas como resultado da reação ao choque.

62
Resistência Elétrica Oferecida (Ohm)
Tão importante quanto usar roupas de segurança é mantê-las secas.

63
Efeitos da Eletricidade no Corpo Humano
Faixa de corrente de soldagem: 40 a 1500A.

64
Incêndios e Explosões Respingos e faíscas podem causar incêndios e explosões. Mantenha materiais inflamáveis fora do alcance.

65
Perigos de Incêndio e Explosão
Oxigênio: Presente sob a forma do ar que o soldador respira. Fonte de Ignição: Chama, Arco Elétrico, Respingos e Faíscas. Material Combustível: Único que pode ser controlado e evitado.

66
Projeção das Partículas de Metal Quente Durante a Soldagem e Corte

67
Cilindros Podem Explodir se Danificados

68
Cilindros Podem Explodir se Danificados
Cilindros são vasos de pressão resistentes: Pesam muito. Dentro há uma pressão considerável. Se um cilindro cai: Pode atingir pessoas, causando sérios ferimentos. Se a válvula se quebrar na queda: A parte solta pode ser expelida como uma bala de revólver. O jato de gás sob alta pressão pode atingir pessoas e feri-las gravemente.

69
Medidas de Segurança – Transporte de Cilíndros
Para transporte em curtas distâncias, os cilindros podem ser rolados sobre sua base. Nunca transporte Cilindros por ponte rolante, fixos a cabos de aço ou eletro-imã.

70
Medidas de Segurança – Armazenamento de Cilíndros
Use áreas de armazenamento separadas para cilindros de Oxigênio (comburente) e gases combustíveis (acetileno, Hidrogênio).
 e gases combustíveis (acetileno, Hidrogênio).")
71
Medidas de Segurança – Mangueiras que Transportam Gases

Apresentações semelhantes





>")









>")




