Carregar apresentação
A apresentação está carregando. Por favor, espere

1
A extração de peças fundidas sob pressão e seus fatores de influência
Revista Fundição e Serviços, nº 128, Agosto de p Vinícius dos Santos Sanches Prof. Guilherme O. Verran

2
Introdução Os dispositivos de extração exercem grande influência sobre a qualidade da superfície, a precisão e a fabricação econômica de peças fundidas sob pressão sem falhas; Para o dimensionamento preciso do dispositivo de extração, é importante conhecer a força de extração e as suas grandezas de influência; Na maioria dos casos, o projetista de ferramentas depende de sua experiência para projetar o dispositivo de extração.

3
Funcionamento do sistema de extração
A retirada da peça é feita por diversos pinos de extração e por luvas, fixadas na placa do extrator e na contra-placa extratora; A placa do extrator é acionada pela unidade de extração da máquina (cilindro hidráulico)
")
5
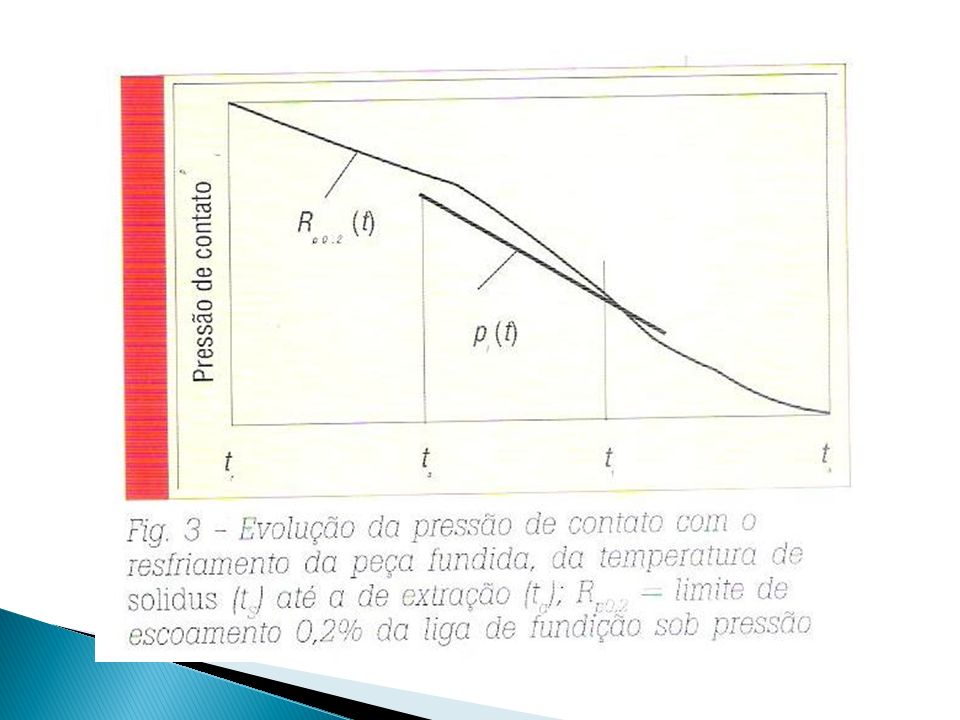
Principais problemas Os pinos e luvas de extração exercem pressão sobre áreas da peça fundida, podendo causar avarias em sua superfície, como marcas, impressões e amassamentos; Ocorre quando a tensão de compressão aplicada pelo pino é maior que a resistência à fluência de compressão da peça, no início da deformação plástica, quando a peça está na temperatura de extração.

6
Principais problemas Se a face frontal do extrator não estiver nivelada precisamente com a superfície do inserto, pode-se formar cunhagens rebaixadas ou elevadas na superfície da peça; Podem surgir estrias de estiramento nos furos dos machos, com deformação plástica.

7
Estudo das possíveis causas
Ensaios conduzidos com seis peças na liga de alumínio AlSi9Cu3. Parâmetros de processo estudados: Pressão de injeção; Pulverização de desmoldante (diferentes tipos e sem desmoldante); Tempo de resfriamento da peça.
; Tempo de resfriamento da peça.")
8
Resultados do estudo Tensões médias de compressão variaram entre 23 MPa e 76 MPa, com a variação dos parâmetros citados; A pressão de injeção não altera significativamente as forças de extração. Variação da tensão entre 34,9 MPa e 38,2 MPa. A variação do tempo de resfriamento altera significativamente as forças de extração. Quanto maior o tempo, maiores serão as forças (efeito de contração da peça);
;")
10
Resultados do estudo A aplicação do desmoldante afeta sensivelmente as forças de extração: 21,5 kN (56,3 MPa) sem pulverização. 8,57 kN (22,5 MPa) com pulverização; 8,20 kN (20,5 MPa) com pulverização à base de silicone; Motivo: aderência da liga de AlSi9Cu3 na superfície do macho, com arrancamento da liga fundida no momento da extração.
 com pulverização; 8,20 kN (20,5 MPa) com pulverização à base de silicone; Motivo: aderência da liga de AlSi9Cu3 na superfície do macho, com arrancamento da liga fundida no momento da extração.")
11
Conclusões do estudo A força de extração necessária para o desprendimento e a retirada da peça fundida da cavidade da matriz pode ser significativamente reduzida (duas vezes ou mais) pelo tipo de agente de desmoldagem empregado; Com exceção do tempo de resfriamento, o efeito das variáveis do processo de fundição sob pressão sobre a força de extração é mínimo, destacando-se a pressão de injeção e a velocidade do fluxo no canal de ataque.
 pelo tipo de agente de desmoldagem empregado; Com exceção do tempo de resfriamento, o efeito das variáveis do processo de fundição sob pressão sobre a força de extração é mínimo, destacando-se a pressão de injeção e a velocidade do fluxo no canal de ataque.")
Apresentações semelhantes