Carregar apresentação
A apresentação está carregando. Por favor, espere

3
Na actual economia global, onde a concorrência pode vir de qualquer zona do mundo, as empresas confrontam-se com a necessidade de produzir em prazos mais curtos, com maior rigor e a preços mais reduzidos, por forma a manterem-se competitivas. Esta realidade afecta particularmente os fabricantes de moldes e ferramentas, obrigando-os a importantes investimentos, por forma a conseguirem obter elevados níveis de eficiência. Porém, verifica-se ser difícil tirar partido dos investimentos e garantir a maximização da sua utilização. Não é difícil encontrar empresas com tempos de utilização dos equipamentos inferiores a 50%. Os tempos de fabrico até podem ser curtos mas, seja porque o processo de montagem e desmontagem é moroso, porque os programas não estão prontos ou, simplesmente porque não foi devidamente planeado, o trabalho acaba por ficar parado na fábrica até ser conduzido à operação seguinte. A formação profissional é demorada, sendo cada vez mais difícil e dispendioso recrutar profissionais qualificados. Uma forma de combater parte destes problemas passa pela automação e sistematização dos processos, aumentando assim a autonomia dos equipamentos e diminuindo a possibilidade de erros e omissões humanos. O operador deixa de trabalhar para a obra, passa a desenvolver e supervisionar o processo, ganhando assim importantes economias de escala resultantes da repetitividade dos processos. O SIMPLE é a plataforma de gestão da produção, sistematizando os processos, gerindo a logística da produção, interligando os equipamentos, garantindo o controlo e gestão efectivos de todo o processo.

4
NECESSIDADES DO SISTEMA -Determinar processos repetitivos, não obrigatoriamente iguais. Deverá ser possível aplicar a regra dos 80-20%, sendo que uma parte menor do trabalho não é standardizável; -Só após determinarmos os processos repetitivos, podemos iniciar um processo de automatização da produção; -Todos os operadores terão de fazer parte do processo e compreendê-lo; -É necessário rever, definir e escrever os processos da empresa por forma a que possam ser integrados no sistema; -É necessário um sistema de ferramentas de aperto, fixação e maquinação fiáveis; -Ter em consideração que as peças terão de sair perfeitamente acabadas, e dentro das tolerâncias, de cada estação; -É necessário um sistema de pré-setting e medição; -É importante ter todos os sistemas e processos devidamente calibrados e normalizar procedimentos para que estas operações sejam repetidas com regularidade. NÃO BASTA COMPRAR UM SISTEMA DE ROBOTIZAÇÃO E PALETIZAÇÃO - É NECESSÁRIO IMPLEMENTÁ-LO NA EMPRESA.

5
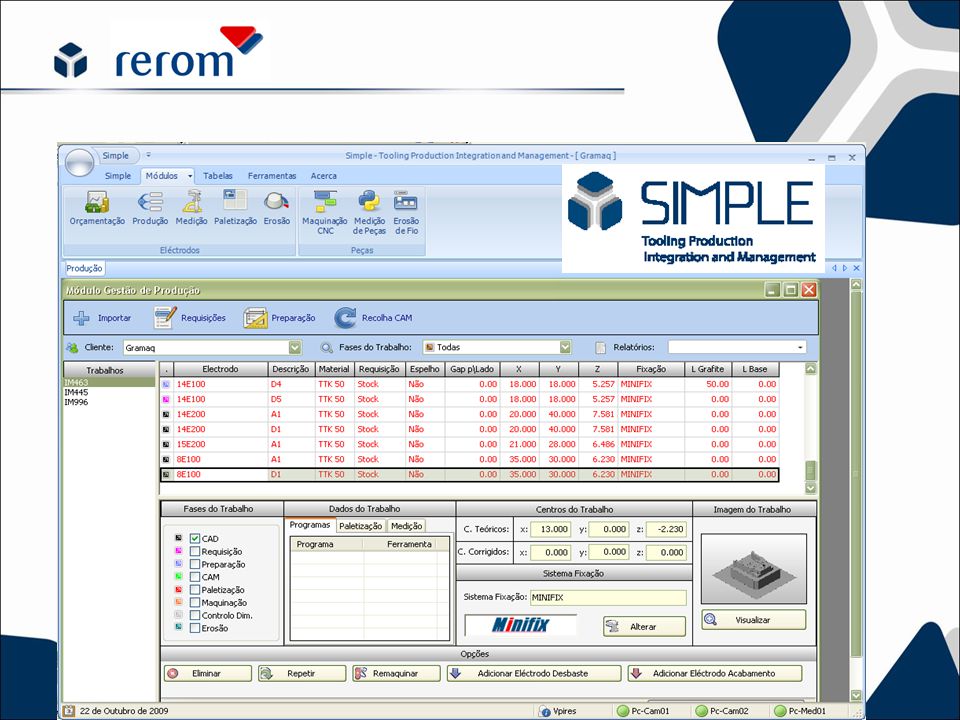
Sistema de alta produção de fresagem e electroerosão, pelo uso da automação, do controlo dimensional e da integração de sistemas; Controlo e monitorização centralizada da produção; Define e monitoriza o processo e as sequências (workflow); Permite a integração dos sistems, sem intervenção humana; Regista ocorrências, regista tempos e pode integrar o sistemas de custeio; Permite alterar prioridades; Estrutura modular e parametrizável; Ajustável às realidades específicas de cada empresa; Adapta-se ao software existente e aos processos da empresa; Permite a integração de um chip RFID, ou um código de barras, por forma a evitar troca de peças ou de ferramentas; Permite controlar células unitárias ou múltiplas.
; Permite a integração dos sistems, sem intervenção humana; Regista ocorrências, regista tempos e pode integrar o sistemas de custeio; Permite alterar prioridades; Estrutura modular e parametrizável; Ajustável às realidades específicas de cada empresa; Adapta-se ao software existente e aos processos da empresa; Permite a integração de um chip RFID, ou um código de barras, por forma a evitar troca de peças ou de ferramentas; Permite controlar células unitárias ou múltiplas.")
6
WEDM CAD EDM CAM CNC ELECTRODES TOOLING SET-UPS CNC MILLING CMM PRESETTING

8
CAD Produz as geometrias CAD, de forma estruturada, em formato neutro; O CAD produz informação relevante para o processo, nomeadamente coordenadas e pontos com vectores para o posterior controlo dimensional; Disponibiliza ficheiros auxiliares de visualização; Recomenda-se o uso de programas comuns na empresa; A informação disponibilizada terá de ser confiável, consistente, e sempre entregue no mesmo formato; Recomenda-se o uso de macros disponibilizadas pela maioria dos softwares; Sempre que possível as fixações deverão ser previstas e desenhadas, especialmente nas peças a maquinar. Nos eléctrodos as fixações poderão ser desenhadas no CAD ou postas automaticamente pelo SIMPLE; As estratégias de desenho deverão ser uniformizadas para melhor compreensão por todos os operadores; O SIMPLE recolhe os ficheiros e os dados de forma automática.

9
CAM -Recebe ficheiros do SIMPLE de forma automática; -Recebe ordens de trabalho; - Na programação CAM, recomenda-se o uso de programas comuns na empresa ou o uso de formatos neutros; - A informação disponibilizada terá de ser confiável, consistente, e sempre entregue no mesmo formato; - Recomenda-se o uso de macros disponibilizadas pela maioria dos softwares; - O SIMPLE recolhe os programas CAM e introduz-lhe as funções de comando, tais como a de início, fim, aspiração, refrigeração, medição, etc.; - Será de evitar a edição de programas nas máquinas, por forma a não permitir a introdução de erros humanos; -As ferramentas e estratégias de maquinação deverão ser uniformizadas para melhor compreensão por todos os operadores, promovendo assim melhorias no sistema; -Ter em consideração que as peças terão de ser perfeitamente acabadas em cada estação de maquinação. É preferível passar um novo programa por forma a garantir a conclusão efectiva do processo.

10
TOOLING SET-UPS -O SIMPLE informa os dados necessários à preparação da matéria-prima e das suas montagens, incluindo informação para o código de barras ou o chip RFID; -Permite emitir requisições para encomenda dos materiais; -Permite ajustar as dimensões da matéria-prima; -Permite seleccionar o sistema de fixação e a máquina; -Recomenda-se a normalização de standards de fixações e dimensão de peças; -Recomenda-se o stock de peças normalizadas, com fixações realizadas e aptas a maquinar. No caso de peças em aço, podemos ter em armazém peças temperadas e rectificadas; -Deverão ser criadas estratégias de fixação e desempeno; -Deverão existir referenciais de trabalho para que o desempeno de peças seja universal e entendido em toda a empresa.

12
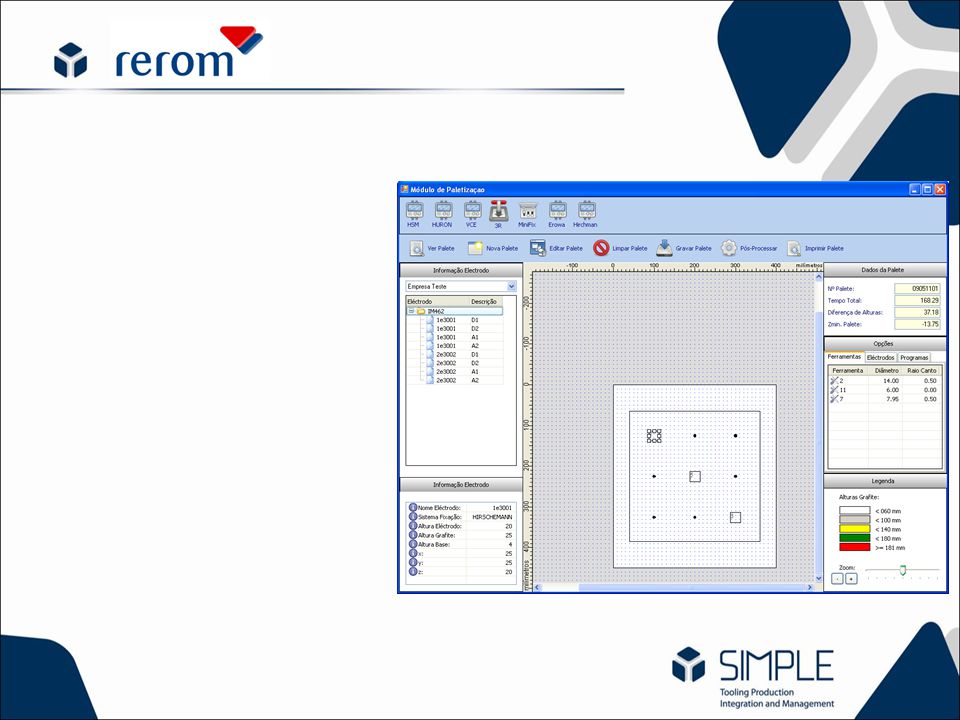
TOOLING SET-UPS PALETIZAÇÃO -Programação e posicionamento automático dos eléctrodos nas paletes, permitindo visualizar impossibilidades; -Diferencia alturas de eléctrodos; -Define ferramentas e tempos de maquinação; - Recomenda-se a paletização e o uso de ferramentas de fixação, as quais garantem repetividade de fixação inferior a 0,01mm, podendo em alguns sistemas ser obtidos níveis de repetetibilidade de 0,002mm; - O sistema de fixação deverá responder às necessidades de desmontagem para operações intermédias, tais como o tratamento térmico. Estes sistemas permitem garantir uniformidade de processo e repetitividade de um sistema para outro; - A fixação de peça nas paletes deverá de ser SEMPRE realizada fora da máquina, num plano de granito numa estrutura que garanta o alinhamento relativamente à face. Evita-se assim importantes percas de tempo com o desempeno da peça na máquina. O centramento poderá ser efectuado na operação de presetting, na CMM ou, em última instância, na máquina.

13
PRESETTING - Embora o SIMPLE não obrigue ao alinhamento da peça na palete, este procedimento é recomendável porque aumenta o rigor da maquinação e diminui potenciais erros humanos. A fixação de peça nas paletes deverá de ser SEMPRE realizada num plano de granito numa estrutura que garanta o alinhamento relativamente à face. Evitam-se assim importantes percas de tempo com o desempeno da peça na máquina; -Com o presetting o SIMPLE reconhece o posicionamento da peça na palete, transpondo essa informação para o operação subsequente de maquinação, seja fresagem, EDM ou WEDM.

14
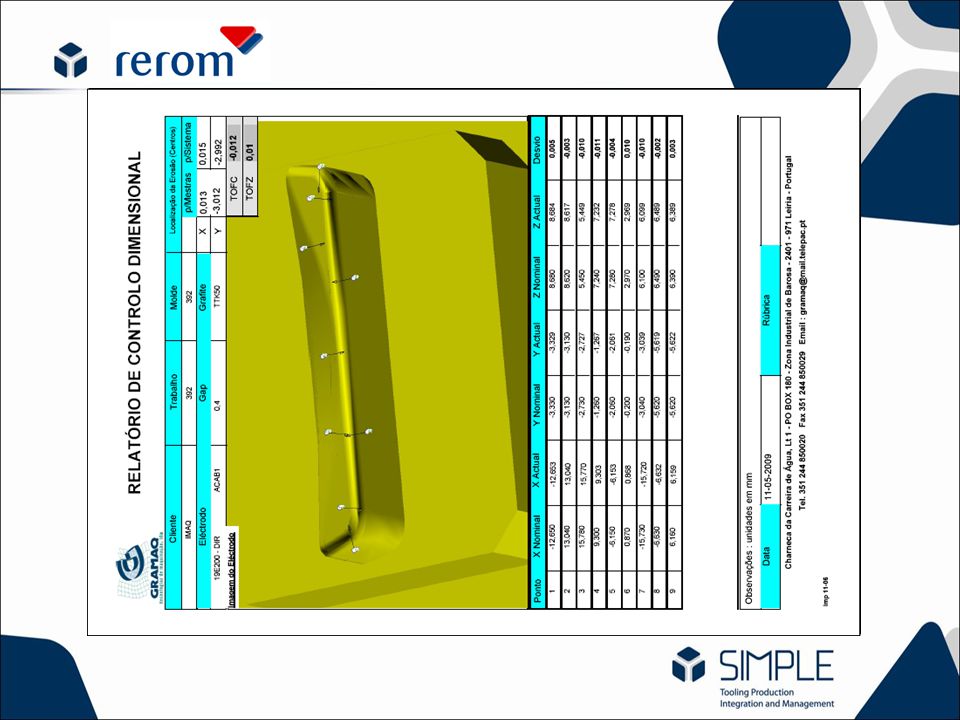
CMM -O SIMPLE disponibiliza as geometrias a controlar.Caso os pontos e vectores de medição tenham sido produzidos no CAD, o programa de medição é gerado automaticamente. Caso contrário será produzido na CMM; -É da maior utilidade que o CAD defina os pontos a medir por forma a dispensar um operador muito qualificado na CMM; -O SIMPLE mede os pontos definidos e compara-os com a geometria, emitindo um relatório dimensional; -Toda a informação fica arquivada no SIMPLE para posterior consulta; -No caso dos eléctrodos, faz o recentramento em x,y,z, ajusta o GAP e emite coordenadas para o processo de erosão.

15
CMM -Com a ajuda de equipamentos e estratégias adequadas o SIMPLE poderá responder ao contolo de postiços e peças de dimensão reduzida.

17
FRESAGEM CNC - O SIMPLE recolhe os programas CAM, que os processa e envia às fresadoras CNC, com os centramentos previamente definidos ou os resultantes do presetting; - Os programas são editados com as funções de comando, tais como a de início, fim, aspiração, medição, micropulverização, etc; -Não é aceitável a edição de programas nas máquinas, por forma a evitarmos interrupções e possibilidades de erro no processo; -O SIMPLE poderá editar programas de medição na máquina, nos casos em que o comando numérico o permita; - Podemos fresar peças individuais ou organizadas de forma conjunta.

18
EDM - O CAM EDM SIMPLE processa a informação recolhida do CAD, CAM e CMM, nomeadamente o recentramento dos electrodos, processa automaticamente o programa de electroerosão com tecnologias de corte, cotas de erosão e desvios calculados, que envia para a máquina ou para o server de gestão da célula de erosão; - Além da alimentação de peças e electrodos, o operador não tem qualquer outra intervenção na máquina, embora possa ajustar parâmetros de erosão; - Usando a tecnologia de código de barras ou RFID é permitido colocar os electrodos ou as peças de forma alietória no magazin; - Edita informação estatística.

19
WEDM - O SIMPLE processa a informação recolhida do CAM WEDM e os dados de posicionamento da peça a erodir, obtidos na fase de pre-setting; - Existindo equipamentos de fixação adequados, a autonomia da máquina WEDM é substancialmente melhorada, garantido o alargamento substancial dos tempos de ciclo com elevado rigor dimensional; - Recomenda-se o stock de peças previamente temperadas e rectificadas e, quando quando necessário, com o pré-furo realizado; - Para a produção de postiços recomenda-se o uso de blanks Rerom A28; - Justificando-se, podemos adaptar um robot de alimentação; - O processo edita informação estatística.

20
ALIMENTAÇÃO AUTOMÁTICA - Uma máquina um robot: A máquina é a master e o robot o escravo. O sistema é controlado por um programa disponibilizado à máquina, o qual garante a manipolação das peças, a maquinação e, eventualmente o controlo. O armazém da máquina poderá ter múltiplas peças, as quais são aí colocadas pelo operador que também alimenta o processo com programas.Este processo tende a ser mais económico e mais fácil compreensão, no entanto, em caso de avaria de algum elemento as peças poderão não ser terminadas. -Célula de um robot e múltiplas máquinas: As peças são armazenadas num armazém central e poderão ser alocadas a qualquer uma das máquinas. Este processo requer um server que orquestra o processo, determinando sequências e prioridades. Tem a vantagem de oferecer maiores garantias de terminar o trabalho caso alguma máquina avarie

21
TOOLING -Particular atenção deverá ser dada aos processos e sistemas de fixacção, por forma a garantir a sua intermutabilidade e apertadas tolerâncias dimensionais no processo; -Recomenda-se o uso de sistemas com elevada força de aperto (60.000N), sobretudo na fresagem; -Os sistemas de fixação para a WEDM podem aumentar substancialmente os tempos de ciclo e autonomia das máquinas; -Apesar do investimento, a insuficiência de quantidades de sistemas de fixação pode comprometer a eficácia do processo.
, sobretudo na fresagem; -Os sistemas de fixação para a WEDM podem aumentar substancialmente os tempos de ciclo e autonomia das máquinas; -Apesar do investimento, a insuficiência de quantidades de sistemas de fixação pode comprometer a eficácia do processo.")
22
AUTOMAÇÃO -Gerido pelo sistema SIMPLE, projectamos e desenvolvemos sistemas de automação industrial garantindo elevada fiabilidade e autonomia; -Acoplamos os sistemas de automação a novos equipamentos mas também recuperamos sistemas existentes, procurando a efectiva integração dos processos.

23
OBJECTIVES: Lower cost; Consistent quality; Shorter delivery time.

Apresentações semelhantes