Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Automação Uso de mecanismos e seus sistemas de controle visando aumentar a capacidade humana

2
Vantagens: Repetibilidade / qualidade Tarefas insalubres
Rapidez / produtividade Redução de custos Sistemas interligados / informação / ERP Aspecto ambiental

3
Desafio: Inserir o homem no contexto da automação sem traumatismo, sem desemprego , saldo positivo Transformar a estrutura da força de trabalho: Qualitativamente Exige treinamento Qualificação da mão de obra Melhoria das condições de trabalho.

4
Tipos de Automação Domestica / bancaria / administrativa
Informatização /banco de dados / financeiro Automação da manufatura Ex. Industria automobilística (produção em lotes) Automação de processos (processos contínuos) Ex. Industria química, siderúrgica, etc
 Automação de processos (processos contínuos) Ex. Industria química, siderúrgica, etc.")
5
Principio da Automação
Integração entre três sistemas; Sensores Controladores Atuadores SENSORES CONTROLADORES ATUADORES

6
Sensores São equipamentos que transmitem aos controladores as condições do processo Tipos Analógicos (transdutores), digitais (posição) Aplicações Grandezas diversas (temperatura, pressão, vazão) movimento, aproximação, etc)
 movimento, aproximação, etc)")
8
SENSORES ELETRÔNICOS + Sensor Indutivo -

9
SENSOR INDUTIVO

10
Indutivos É composto por um oscilador (LC) que gera um campo alternado eletromagnético de alta freqüência emitido na face do sensor. Quando um objeto metálico se aproxima da curva de resposta, são geradas correntes parasitas que reduzem as oscilações do circuito suficientemente para que o detector consiga identificar e informar a presença ao circuito de saída que se encarrega de gerar um sinal inteligível. Saída Eletrônica PNP Oscilador Detector Desacionado Acionado Desacionado Séries: SIEN, SIES, SIEW, SIEH

11
SIEN SIEH SIES SIEW Distâncias normal de Detecção (0,8 a 15mm);
Sensor DC com 3fios Cabo ou conector - Montagem Faceada e Saliente Diâmetros de 4mm, 6,5mm M5, M8, M12, M18, M30 Distâncias superiores Detecção (4 a 7mm); Sensor DC com 3fios Cabo ou conector - Montagem somente Faceada Diâmetros de M12 e M18 Formato Retangular ou quadrado Sensor DC com 3fios; Cabo ou Conector; Distância Sensora de 0,8 a 15mm Sensor AC de 2 fios; Cabo ou Conector Montagem Faceada ou Saliente Diâmetros de M12, M18, M30
; Sensor DC com 3fios. Cabo ou conector - Montagem somente Faceada. Diâmetros de M12 e M18. Formato Retangular ou quadrado. Sensor DC com 3fios; Cabo ou Conector; Distância Sensora de 0,8 a 15mm. Sensor AC de 2 fios; Cabo ou Conector. Montagem Faceada ou Saliente. Diâmetros de M12, M18, M30.")
12
SENSOR CAPACITIVO - + Sensor Capacitivo

13
CAPACITOR + + - - + - - + - + - + - +

14
CAPACITÂNCIA + - + - - + CAPACIDADE DE ARMAZENAR CARGAS
DISTÂNCIA ENTRE AS PLACAS DISTÂNCIA ENTRE AS PLACAS TIPO DE DIELÉTRICO TIPO DE DIELÉTRICO ÁREA DAS PLACAS ÁREA DAS PLACAS

15
SENSOR CAPACITIVO ÁREA DISTÂNCIA DIELÉTRICO DIELÉTRICO

17
SENSOR Óptico - + - +

18
SENSOR ÓPTICO REFLEXÃO e r

19
SENSOR ÓPTICO BARREIRA DE LUZ r e

20
SENSOR ÓPTICO Segurança de áreas

21
Sensor Ultra-sônico + -

22
Sensor Ultra-sônico

23
V I t t Definição dos Termos utilizados Saída Alimentação Digital
Entrada Corrente Alternada Elétrico Eletrônico + + NF NA - - PNP NPN Entrada Corrente Contínua Analógica V I t t Tensão Corrente

24
Reed Ampola de vidro É constituído de dois contatos elétricos dentro de uma ampola de vidro com gás inerte e esses contatos se fecham mediante a presença de um campo magnético. Apresenta uma corrente de comutação de até 500mA, podendo assim atuar diretamente em cargas maiores; Economicamente mais viável que o eletrônico Êmbolo Magnético Contato Reed Switch Séries: SME; SMEO

25
Eletrônico - Contactless
É composto por um oscilador que altera o fluxo de corrente quando aproximado de um campo magnético resultando na comutação; Apresentam uma corrente de comutação de 100mA e são geralmente utilizados para emissão de sinal para microcontroladores; Apresenta vida útil superior ao Reed e evita problemas tais como contato colado e interferências indutivas e capacitivas Saída Eletrônica PNP Oscilador Detector Êmbolo Magnético Desacionado Acionado Desacionado Séries: SMT; SMTO

26
Pneumático O sensor pneumático é composto por uma válvula 3/2 vias NF que é acionada quando se aproxima de um campo magnético; Ao comutar, um sinal pneumático é emitido; Utilizados para sistemas totalmente pneumático, ambientes explosivos e solda; Saída Pneumática Contato Reed Êmbolo Magnético Séries: SMPO

27
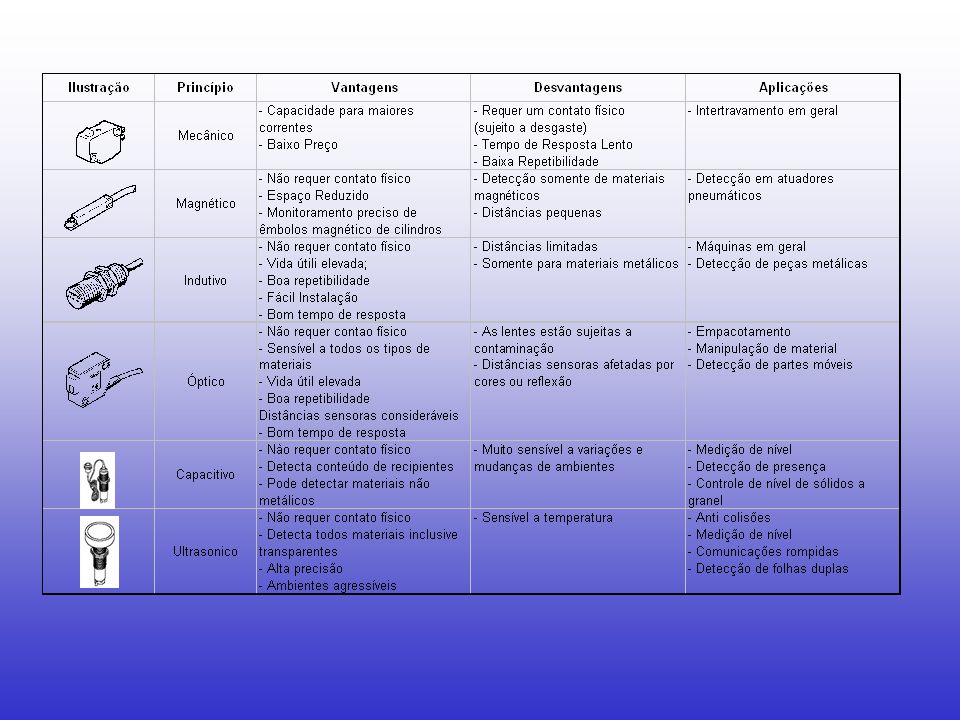
Comparativo entre os princípios de funcionamento

28
PEN-M5 PEV-1/4-B SDE1 PEV-W-KL SDE5 Pressostato
Emite um sinal elétrico ou eletrônico quando a pressão atinge um valor previamente ajustado; Possui modelos para pressão e/ou vácuo e com ou sem indicação; PEN-M5 PEV-1/4-B Séries: PEV; PENV; PEN-M5; SDE5; SDE1 SDE1 PEV-W-KL SDE5

29
SDE PENV-A-W SDE1 Transmissor
Gera um sinal elétrico analógico, de corrente ou tensão, proporcional ao valor de pressão a que são submetidos; Possui modelos para pressão ou vácuo e com ou sem indicação; Transmissor SDE Séries: SDE-1; SDE; PENV-A PENV-A-W SDE1

30
Mecânicos Também chamados de chaves de finais de cursos ou limit switches, emitem um sinal elétrico (ou pneumático) quando há um contato físico entre o objeto a ser detectado e o mecanismo de detecção S-3-BE Saída Elétrica Séries: S, S-3-E Saída Elétrica S-3-PK-3-B Saída Pneumática
 quando há um contato físico entre o objeto a ser detectado e o mecanismo de detecção. S-3-BE. Saída Elétrica. Séries: S, S-3-E. Saída Elétrica. S-3-PK-3-B. Saída Pneumática.")
31
RML-5 RFL-4 Por Reflexão Por Reflexão SFL Por Barreira Pneumáticos
É utilizado como um detector sem contato direto. Possui basicamnte dois modelos: Por Reflexão: O bico do sensor é alimentado por uma pressão na entrada P e quando o fluxo de escape de ar é perturbado, emite um sinal pneumático na saída A. Esta distância de 0,1 a 0,2mm Por Barreira Utilizado para distâncias sensoras de até 100mm, tanto o bico emissor quanto o receptor são alimentados e emitem na saída A um sinal pneumático. Quando este fluxo é interrompido por alguma peça, por exemplo, a saída A cai para 0 bar. RML-5 Por Reflexão RFL-4 Por Reflexão SFL Por Barreira Séries: RFL-4, RML-5, SFL

32
Características do Produto e Condições de Aplicação:
Ambientes sujos; Ambientes de escuridão total; É utilizado como um detector sem contato físico Imune a interferência de campo magnético; Ideal para ambientes explosivos e lógicas puramente pneumática; Detecta todos os tipos de materiais;

33
Sn Su max Su min -20% +20% Sr max Sr min -10% +10% Sa
Sn = Distância Sensora Nominal (Nominal Swittching Distance): Valor característico da distância, nenhuma tolerância ou desvio resultantes de temperatura ou tensão são considerados. Sn Su = Distância Sensora Útil (Useful Switching Distance): É a distância obtida nas condições de trabalho não nominais. Esta medição apresenta um desvio de + ou – 20% de Sn Su max Su min -20% +20% Sr = Distância Sensora Real (Real Switching Distance): É a medição realizada nas condições ideais – tensão nominal e temperatura ambiente. Esta medição possui um desvio de +/- 10% de Sn Sr max Sr min -10% +10% Sa = Distância Sensora Assegurada ( Assured Switching Distance): Mostra a distância garantida de acionamento do sensor Sa
: Valor característico da distância, nenhuma tolerância ou desvio resultantes de temperatura ou tensão são considerados. Sn. Su = Distância Sensora Útil (Useful Switching Distance): É a distância obtida nas condições de trabalho não nominais. Esta medição apresenta um desvio de + ou – 20% de Sn. Su max. Su min. -20% +20% Sr = Distância Sensora Real (Real Switching Distance): É a medição realizada nas condições ideais – tensão nominal e temperatura ambiente. Esta medição possui um desvio de +/- 10% de Sn. Sr max. Sr min. -10% +10% Sa = Distância Sensora Assegurada ( Assured Switching Distance): Mostra a distância garantida de acionamento do sensor. Sa.")
34
Curva de Resposta (Response Curve): Esta curva define a área útil em que um determinado móvel ao invadi-la, será reconhecido pelo sensor. Esta curva varia para cada modelo de sensor. Montagem Faceada (Flush ou Shielded): Este tipo de construção apresenta um metal que envolve a bobina do sensor e faz com que o campo magnético gerado pelo oscilador, seja direcionado para frente e não detecte lateralmente. Montagem Saliente (Non Flush ou Unshielded): Não possui o metal, sendo assim, não direciona o campo magnético e permite detecções laterais. Fator de Correção (Correction Factors): Quando o material a ser detectado não é ferroso, deve-se aplicar um fator de correção para a distância sensoras. Estes valores são tabelados.
: Este tipo de construção apresenta um metal que envolve a bobina do sensor e faz com que o campo magnético gerado pelo oscilador, seja direcionado para frente e não detecte lateralmente. Montagem Saliente (Non Flush ou Unshielded): Não possui o metal, sendo assim, não direciona o campo magnético e permite detecções laterais. Fator de Correção (Correction Factors): Quando o material a ser detectado não é ferroso, deve-se aplicar um fator de correção para a distância sensoras. Estes valores são tabelados.")
35
Cabos Reto Angular 2,5...5,0 ... 10...m 4 pinos 3 pinos (az) 0V (mr)
(3) (1) (2) (pt) Sinal A (az) 0V (mr) 24V (3) (1) (pt) Sinal A (4) (2) (br) Sinal B
 (1) (2) (pt) Sinal A. (az) 0V. (mr) 24V. (3) (1) (pt) Sinal A. (4) (2) (br) Sinal B.")
36
Atuadores São os equipamentos que tem ação no processo, normalmente com movimento ou controle de uma grandeza Nos atuadores são utilizados, cilindros pneumáticos, motores, cilindros hidráulicos ou válvulas de controle e acionamentos dedicados

37
Atuadores LINEAR CILINDRO ROTATIVO MOTOR ANGULAR MOTOR/CILINDRO

38
Variáveis Controladas
Sentido de movimento Válvula direcional Velocidade Válvula Controladora de Fluxo Força Válvula de Pressão

39
CIRCUITO BÁSICO 4 2 3 5 1

40
TIPOS DE ACIONAMENTO BOTÃO ROLETE PILOTO SOLENÓIDE MOLA MANUAL
5/2 VIAS MECÂNICO ELÉTRICO ELÉTRICO PNEUMÁTICO

41
SOLENOIDE Simbologia Y

42
VÁLVULAS DIRECIONAIS SIMPLES SOLENÓIDE DUPLO SOLENÓIDE

43
CIRCUITO BÁSICO 4 2 3 5 1

44
ELEMENTOS DE PROCESSAMENTO DE SINAL INTERFACE SAÍDA / CARGA
RELÊ 1 2 3 4 A 13 23 31 41 3 1 2 4 14 24 32 42 B

45
Funcionamento A B 13 14 23 24 31 32 41 42 K1 K1 K1 K1 K1 K1 K1

46
Controladores Equipamento programável que em função de uma lógica pré definida toma as decisões e aciona os atuadores Pode ser implementado através de um microcontrolador ou um circuito dedicado Atualmente um controlador muito usado é o CLP (controlador lógico programável)
")
47
CLP (patente allen bradley)
Controlador Lógico Programável Equipamento com hardware e software compatível com aplicações industriais (definição ABNT) Também é considerado como um computador pois seu hardware é muito semelhante
 Também é considerado como um computador pois seu hardware é muito semelhante.")
48
Histórico dos CP´s Introduzidos em controle industrial, no início da década de 60, para substituir painéis de controle a relés. CP’s foram desenvolvidos para serem reprogramados, quando as alterações de controle eram necessárias, sem modificações em hardware, sendo então equipamentos reutilizáveis. Os CP’s passaram a ser usados primeiramente na indústria automobilística e, a partir daí, nos outros segmentos industriais.

49
PLC SIEMENS família Simatic S7-400
Histórico dos CP´s PLC SIEMENS família Simatic S7-400

50
Hardware do CLP Possui interfaces de entrada e saída para receber sinais dos sensores e acionar os atuadores Possui uma CPU (microprocessador) que recebe os dados, processa-os segundo um programa e envia para a saída
 que recebe os dados, processa-os segundo um programa e envia para a saída.")
51
Hardware do CLP A entrada de dados e feita por módulos de entrada por meio de dispositivos ligados no campo, que podem ser sensores ou botões de comando, por exemplo. A saída de dados, por sua vez, é realizada por meio dos módulos de saída que comandam no campo solenóides, contatores, válvulas e sinalizadores, por exemplo.

52
Configuração básica do CLP

53
CPU A unidade central de processamento é, na realidade, o “cérebro” do controlador programável. Todas as decisões para o controle de uma máquina ou processo são formados na UCP. A CPU pode ser controlada por microprocessadores de uso comercial do tipo Z80, 8085, 6800, 9900 ou por um microcontrolador do tipo 8031, 8051 ou 8032.

54
Memórias Circuitos eletrônicos que são capazes de armazenar informações através de sinais elétricos. Tipos: RAM ROM

55
Memória RAM Random Access Memory (Memória de acesso aleatório)
Memória volátil (perde as informações com a falta de energia) Leitura e gravação extremamente rápidas. Dois tipos: RAM estática e RAM dinâmica.
 Leitura e gravação extremamente rápidas. Dois tipos: RAM estática e RAM dinâmica.")
56
Memória ROM Read Only Memory (memória somente de leitura)
Não volátil (não perde as informações na falta de energia) Mais lenta que uma memória RAM. Confiabilidade no armazenamento de programas.
 Mais lenta que uma memória RAM. Confiabilidade no armazenamento de programas.")
57
Tipos de memória ROM ROM mascara: EPROM: EEPROM ou E2PROM:
Gravada na fábrica (não pode ser apagada) EPROM: Gravada eletricamente e apagada com luz ultra violeta. EEPROM ou E2PROM: Gravada e apagada eletricamente Flash EPROM: Gravada e apagada eletricamente com grande velocidade.
 EPROM: Gravada eletricamente e apagada com luz ultra violeta. EEPROM ou E2PROM: Gravada e apagada eletricamente. Flash EPROM: Gravada e apagada eletricamente com grande velocidade.")
58
Memórias O sistema de memória é uma parte importante no controlador programável porque armazena todas as instruções do programa e os dados necessários para executá-las. Ele se divide em cinco áreas principais: Memória executiva e sistema Memória de status dos módulos de entrada e saída (memória imagem) Memória de dados e usuário
 Memória de dados e usuário.")
59
Norma IEC 61131 Cada fabricante a seu critério (ou do cliente) desenvolvia uma linguagem de programação para os controladores programáveis, normalmente baseada no padrão inicial de diagrama de relés A norma IEC foi criada para padronizar as linguagens de programação para controladores programáveis
 desenvolvia uma linguagem de programação para os controladores programáveis, normalmente baseada no padrão inicial de diagrama de relés. A norma IEC foi criada para padronizar as linguagens de programação para controladores programáveis.")
60
A norma IEC 61131-3 determina 5 linguagens: 2 textuais e 3 gráficas
Textuais : STL (Statement List) ST (Structured Text) Gráficas: LAD (Ladder Diagram) FBD (Function Block Diagram) SFC (Sequential Function Chart)
 ST (Structured Text) Gráficas: LAD (Ladder Diagram) FBD (Function Block Diagram) SFC (Sequential Function Chart)")
61
STL (Statement List) Determina uma lista contínua de comandos correspondentes as funções de controle dispostos numa seqüência correspondente a ordem de execução. As funções (comandos) são seguidas de operandos que representam elementos de entrada, saída, auxiliares (Bit)ou elementos de dados (Byte, Word, Int, Real, etc.)
 são seguidas de operandos que representam elementos de entrada, saída, auxiliares (Bit)ou elementos de dados (Byte, Word, Int, Real, etc.)")
62
STL (Statement List)
")
63
ST (Structured Text) Representação de alto nível, a forma do texto não tem relação direta com a seqüência de execução. Possibilita a estruturação do programa com processamentos numéricos, operadores de comparação, comandos If, Case, For, While, Else, Repeat, Exit, etc

64
Portanto a sintaxe do texto determina o resultado.
ST (Structured Text) Por exemplo, se A, B, C e D são variáveis do tipo INT (Inteiro), correspondendo aos valores 1, 2, 3 e 4, portanto: A+B-C*ABS(D) resulta –9 ((1+2)-(3*4)= -9) (A+B-C)*ABS(D) resulta em ((1+2-3)*4=0) Portanto a sintaxe do texto determina o resultado.
 Por exemplo, se A, B, C e D são variáveis do tipo INT (Inteiro), correspondendo aos valores 1, 2, 3 e 4, portanto: A+B-C*ABS(D) resulta –9. ((1+2)-(3*4)= -9) (A+B-C)*ABS(D) resulta em 0 . ((1+2-3)*4=0) Portanto a sintaxe do texto determina o resultado.")
65
ST (Structured Text) 511 COMMON OL_TOL_1% \!TOLERANCIA P/PESAGEM MAT.1 OLEO 512 COMMON OL_TOL_2% \!TOLERANCIA P/PESAGEM MAT.2 OLEO 513 COMMON OL_TOL_3% \!TOLERANCIA P/PESAGEM MAT.3 OLEO 514 COMMON BOR_MAT_1% \!PESO REAL PESADO DA BORRACHA MATERIAL 1(MANTA OU FARDO) 515 COMMON BOR_MAT_2% \!PESO REAL PESADO DA BORRACHA MATERIAL 2(FARDO) 516 COMMON BOR_MAT_3% \!PESO REAL PESADO DA BORRACHA MATERIAL 3(FARDO) 517 COMMON BOR_MAT_4% \!PESO REAL PESADO DA BORRACHA MATERIAL 4(FARDO) 518 COMMON BOR_MAT_5% \!PESO REAL PESADO DA BORRACHA MATERIAL 5(PIGMENTOS) 520 COMMON \!MASDA-NOVA RECEITA DE PESOS CONFIRMADA-INICIAR PESAGENS 521 COMMON \!MASDA-FOI CHAMADA NOVA RECEITA DE PESOS (AINDA NAO CONFIRMADA) 522 COMMON \!MASDA- CANCELA PESAGEM DE PO E OLEO 523 COMMON \!RESETA CONTADOR DE CARGAS EXECUTADAS NO BANBURY 524 COMMON \!INICIOU-SE O CICLO DE MISTURA DO BANBURY 999 ! *** INICIALIZACAO DAS BALANCAS *** 1005 = FALSE 1012 OL_BAUD_RATE% = 9600 1014 PO_BAUD_RATE% = 9600 1016 BOR_BAUD_RATE% = 9600 1030 OL_LINK_CONF% = 0FFH \!REQUISITA CONFIG. LINK (OLEO) 1032 PO_LINK_CONF% = 0FFH \!REQUISITA CONFIG. LINK (PO PRETO) 1034 BOR_LINK_CONF% = 0FFH \!REQUISITA CONFIG. LINK (BORRACHA) 1040 DELAY 1 TICKS 1045 = TRUE 1050 IF NOT THEN GOTO 1040 1052 IF NOT THEN GOTO 1040 1054 IF NOT THEN GOTO 1040 1060 OL_OLD_MSG_NO% = -1 \!P/CHECAR DADO ANTERIOR (OLEO) 1061 PO_OLD_MSG_NO% = -1 \!P/CHECAR DADO ANTERIOR (PO PRETO) 1062 BOR_OLD_MSG_NO% = -1 \!P/CHECAR DADO ANTERIOR (BORRACHA) 1075 = FALSE
 515 COMMON BOR_MAT_2% \!PESO REAL PESADO DA BORRACHA MATERIAL 2(FARDO) 516 COMMON BOR_MAT_3% \!PESO REAL PESADO DA BORRACHA MATERIAL 3(FARDO) 517 COMMON BOR_MAT_4% \!PESO REAL PESADO DA BORRACHA MATERIAL 4(FARDO) 518 COMMON BOR_MAT_5% \!PESO REAL PESADO DA BORRACHA MATERIAL 5(PIGMENTOS) 520 COMMON \!MASDA-NOVA RECEITA DE PESOS CONFIRMADA-INICIAR PESAGENS. 521 COMMON \!MASDA-FOI CHAMADA NOVA RECEITA DE PESOS (AINDA NAO CONFIRMADA) 522 COMMON \!MASDA- CANCELA PESAGEM DE PO E OLEO. 523 COMMON \!RESETA CONTADOR DE CARGAS EXECUTADAS NO BANBURY. 524 COMMON \!INICIOU-SE O CICLO DE MISTURA DO BANBURY. 999 ! *** INICIALIZACAO DAS BALANCAS *** 1005 = FALSE OL_BAUD_RATE% = PO_BAUD_RATE% = BOR_BAUD_RATE% = OL_LINK_CONF% = 0FFH \!REQUISITA CONFIG. LINK (OLEO) 1032 PO_LINK_CONF% = 0FFH \!REQUISITA CONFIG. LINK (PO PRETO) 1034 BOR_LINK_CONF% = 0FFH \!REQUISITA CONFIG. LINK (BORRACHA) 1040 DELAY 1 TICKS = TRUE IF NOT THEN GOTO IF NOT THEN GOTO IF NOT THEN GOTO OL_OLD_MSG_NO% = -1 \!P/CHECAR DADO ANTERIOR (OLEO) 1061 PO_OLD_MSG_NO% = -1 \!P/CHECAR DADO ANTERIOR (PO PRETO) 1062 BOR_OLD_MSG_NO% = -1 \!P/CHECAR DADO ANTERIOR (BORRACHA) 1075 = FALSE.")
66
ST (Structured Text) 5297 !******************************************************************* 5298 !************* LOGICA DE PESAGEM AUTOMATICA DE PO PRETO ************ 5299 !******************************************************************* 5300 IF = TRUE AND PO_INDICATED_WT! < 50 THEN = FALSE 5301 IF = TRUE THEN Y%=0 5302 IF EX_CARGA% > 0 THEN = TRUE 5303 IF = TRUE AND EX_CARGA% = 0 THEN Y% = 0 5306 IF = TRUE AND EX_CARGA% = 0 THEN = FALSE 5310 IF Y% > (EX_CARGA% + 2) THEN Y% = (EX_CARGA% + 2) 5311 IF Y% < EX_CARGA% THEN Y% = EX_CARGA% 5315 IF = TRUE AND = TRUE AND = FALSE THEN Y% = (EX_CARGA% +2) 5320 IF = TRUE THEN GOTO 5330 5325 IF PO_INDICATED_WT! > (PESO_PO! / 2) AND = TRUE THEN = TRUE 5327 IF = TRUE THEN Y% = Y% + 1 5330 IF Y% >= CARGA_M% AND = TRUE THEN =TRUE 6010 IF = TRUE AND = TRUE THEN = FALSE 6012 IF = TRUE AND = TRUE THEN = FALSE 6014 ! IF = TRUE AND = TRUE THEN Y% = 0 6015 IF Y% < CARGA_M% THEN = FALSE 6050 IF PO2_OLD! > 0 THEN PO_TOL_FINAL% = PO_TOL_2% 6051 IF PO2_OLD! > 0 THEN GOTO 6054 6052 IF PO1_OLD! > 0 THEN PO_TOL_FINAL% = PO_TOL_1% 6054 IF PO_TOL_FINAL% = 0 THEN PO_TOL_FINAL% = TOL_PO% 6070 !PO_MAT3_M% = PO_MAT3_S% 6071 PO_INDICATED_WT! = PO_INDICADO% 6072 IF PO_INDICATED_WT! < 10 AND = TRUE THEN = TRUE 6073 IF = FALSE THEN = FALSE 6080 IF = TRUE THEN C% = 0 6081 IF D%=5 THEN TMR_PO%=TMR_PO%+1
 THEN Y% = (EX_CARGA% + 2) 5311 IF Y% < EX_CARGA% THEN Y% = EX_CARGA% 5315 IF = TRUE AND = TRUE AND = FALSE THEN Y% = (EX_CARGA% +2) 5320 IF = TRUE THEN GOTO IF PO_INDICATED_WT! > (PESO_PO! / 2) AND = TRUE THEN = TRUE IF = TRUE THEN Y% = Y% IF Y% >= CARGA_M% AND = TRUE THEN =TRUE IF = TRUE AND = TRUE THEN = FALSE IF = TRUE AND = TRUE THEN = FALSE ! IF = TRUE AND = TRUE THEN Y% = IF Y% < CARGA_M% THEN = FALSE IF PO2_OLD! > 0 THEN PO_TOL_FINAL% = PO_TOL_2% 6051 IF PO2_OLD! > 0 THEN GOTO IF PO1_OLD! > 0 THEN PO_TOL_FINAL% = PO_TOL_1% 6054 IF PO_TOL_FINAL% = 0 THEN PO_TOL_FINAL% = TOL_PO% 6070 !PO_MAT3_M% = PO_MAT3_S% 6071 PO_INDICATED_WT! = PO_INDICADO% 6072 IF PO_INDICATED_WT! < 10 AND = TRUE THEN = TRUE IF = FALSE THEN = FALSE IF = TRUE THEN C% = IF D%=5 THEN TMR_PO%=TMR_PO%+1.")
67
Permite a inclusão de blocos funcionais de elementos SFC, FBD, etc.
LAD (Ladder Diagram) Linguagem gráfica, permite uma análise do funcionamento do programa a partir da lógica de contatos (diagrama de relés) Criada para facilitar a migração dos antigos painéis controlados por relés para o controle programável. Permite a inclusão de blocos funcionais de elementos SFC, FBD, etc.
 Linguagem gráfica, permite uma análise do funcionamento do programa a partir da lógica de contatos (diagrama de relés) Criada para facilitar a migração dos antigos painéis controlados por relés para o controle programável. Permite a inclusão de blocos funcionais de elementos SFC, FBD, etc.")
68
LAD (Ladder Diagram)
")
69
LAD (Ladder Diagram)
")
70
FBD (Function Block Diagram)
Linguagem gráfica, similar a blocos de portas lógicas. Permite também o uso de blocos de instruções aritméticas, comparação,etc. Pode ser combinado com blocos de controle de programação de alto nível.

71
FBD (Function Block Diagram)
")
72
SFC (Sequential Function Chart)
É uma descrição adequada principalmente para o controle de SED. Caracterizado por steps (passos, condições) transitions (transições,eventos) e actions (ações), Foi desenvolvido com base nas Redes de Petri e suas derivações que são técnicas para a representação efetiva das especificações de funcionamento de sistemas.
 transitions (transições,eventos) e actions (ações), Foi desenvolvido com base nas Redes de Petri e suas derivações que são técnicas para a representação efetiva das especificações de funcionamento de sistemas.")
73
SFC (Sequential Function Chart)
Actions Transitions-conditions

74
Ciclo de varredura (scan)
Após a leitura das entradas, o estado das mesmas será armazenado na tabela imagem de entrada, e durante a execução do programa o estado das saídas será armazenado na tabela imagem de saída.

75
Terminal de Programação
O terminal de programação é um periférico que é conectado temporariamente no CLP. Ele contém um teclado através do qual os dados ou instruções são introduzidos e depois codificados em linguagem de máquina para que possam ser entendidos pelo processador do CLP.

76
Terminal de Programação
O terminal de programação executa as seguintes funções: Introdução de um novo programa. Modificações de instruções já executadas. Monitoração do conteúdo dos endereços de memória.

77
Terminal de Programação
O TP pode ser simplesmente um terminal portátil com um teclado com poucas instruções e um display que fornece as indicações dos dados ou instruções e das posições de memória, ou um terminal mais sofisticado com um teclado alfanumérico com teclas de funções avançadas e um monitor tipo TRC através do qual são apresentadas as informações sobre as condições de processo.

78
Terminal de Programação
O monitor também é capaz de mostrar mensagens de erro e sugestões para o usuário de forma a orientá-lo na programação e análise de possíveis problemas.

79
Terminal de Programação
Hoje, os CLPs utilizam como terminal de programação e monitoração um microcomputador PC-XT/AT. Estes CLPs são acompanhados de um disquete de programa que estabelece a comunicação entre o PC e o CP. Nestes CLPs é possível armazenar os programas em discos.

80
Terminal de Programação
Se for necessário o terminal de programação poderá operar permanentemente conectado ao CLP. Todavia, a vantagem de conectá-lo temporariamente está no fato de que um único TP pode servir a vários CLPs.

81
Módulos de Entrada Os módulos de entrada são circuitos de interface entre os sinais gerados pelos elementos de campos e os sinais que devem ser enviados à UCP. Eles são constituídos por cartões modulares que fazem a conversão de diversas grandezas em níveis lógicos compatíveis com a UCP. Podem ser digitais ou analógicos

82
Módulos de saída Os módulos de saída são circuitos de interface entre os sinais gerados pelo processador e os sinais que devem acionar ou controlar os dispositivos de campo Eles são montados em cartões modulares cuja entrada é conectada a um barramento no qual são gerados sinais de dados, endereços, controle a alimentação. Podem ser digitais ou analógicos

83
Princípio de Funcionamento
Ao ser energizado, o CP cumpre uma rotina de inicialização gravada em seu sistema operacional. Essa rotina realiza as seguintes tarefas: Limpeza das memórias imagens. Teste da memória RAM. Teste de executabilidade do programa.

84
Princípio de Funcionamento
Após a execução dessas rotinas, a UCP passa a fazer uma varredura constante, ou seja, uma leitura seqüencial das instruções, em “loop”. (Ciclicamente). A primeira varredura passa pelas entradas para verificar seus estados lógicos e armazenar esses dados. Após ter verificado o estado lógico da última entrada, ela atualiza a tabela-imagem de entrada com esses dados. A varredura das entradas normalmente gira em torno de 2ms.
. A primeira varredura passa pelas entradas para verificar seus estados lógicos e armazenar esses dados. Após ter verificado o estado lógico da última entrada, ela atualiza a tabela-imagem de entrada com esses dados. A varredura das entradas normalmente gira em torno de 2ms.")
85
Princípio de funcionamento
Uma vez gravados os estados lógicos das entradas na respectiva tabela-imagem, o microprocessador inicia a execução do programa de acordo com as instruções gravadas. Após o processamento do programa, o microprocessador armazena os dados na tabela-imagem da saída. Após a atualização da tabela-imagem, o microprocessador transfere esses dados para o módulo de saída a fim de ligar ou desligar os elementos que se encontram no campo.

86
Princípio de funcionamento
O tempo de processamento das instruções depende da quantidade de passos do programa, podendo variar entre 1 e 80ms. Após a transferência dos dados da tabela-imagem da saída, o ciclo do CP termina e a varredura é reiniciada.

87
Resumo

88
Watch Dog Timer Os CPs contêm uma proteção para garantir que o ciclo seja executado em menos de 200ms. Se o controlador não executar o ciclo em menos de 200ms por algum erro de programação, ele se desliga e reseta as saídas. Essa proteção se chama time watch dog (cão de guarda do tempo).
.")
Apresentações semelhantes