Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Processos de fundição Moldes Colapsáveis
Os processos de fundição podem ser classificados de acordo com o material empregado na fabricação do molde, em: Moldes Colapsáveis Moldes permanentes (coquilhas) Moldes semi-permanentes MHRobert 86
 Moldes semi-permanentes. MHRobert. 86.")
2
Processos de fundição utilizando moldes colapsáveis:
Processos que utilizam moldes de material refratário Os moldes são quebrados para a retirada do fundido Cada molde se presta a somente um vazamento O material do molde pode ser recuperado para a construção de outro molde, após desmoldagem da peça Podem ser fabricadas feitas várias peças em um vazamento, isto é, o molde pode conter várias cavidades a serem preenchidas com metal líquido MHRobert 90

3
Processos que utilizam moldes colapsáveis
Areia verde Areia seca Processo silicato de Na/CO2 Areia cimento Areias + ligantes inorgânicos Moldagem em casca (shell molding) Resinas de cura a frio Areias + ligantes orgânicos Molde cheio Moldagem a vácuo Moldes congelados Areias sem ligantes Cera perdida CLA Outros refratários areia MHRobert 91
 Resinas de cura a frio. Areias + ligantes orgânicos. Molde cheio. Moldagem a vácuo. Moldes congelados. Areias sem ligantes. Cera perdida. CLA. Outros refratários areia. MHRobert. 91.")
4
Fundição em areia verde
Processos de fundição utilizando moldes colapsáveis Fundição em areia verde MHRobert 92

5
Fundição em areia verde
Processo mais popular - cerca de 90% (em volume do metal líquido) da produção de fundidos Baixo custo Amplamente utilizado tanto para pequenas quanto elevadas produções Elevada versatilidade quanto ao peso (de poucas gramas até dezenas de toneladas) Utilizado para ligas ferrosas e não ferrosas MHRobert 93
 da produção de fundidos. Baixo custo. Amplamente utilizado tanto para pequenas quanto. elevadas produções. Elevada versatilidade quanto ao peso (de poucas gramas. até dezenas de toneladas) Utilizado para ligas ferrosas e não ferrosas. MHRobert. 93.")
6
Fundição em areia verde
Complexidade de geometria é limitada pela necessidade de modelo Material de moldagem: areia 75% argila 3 a 15% água aditivos para fins específicos Argila e água água penetra na superfície dos grãos de argila, formando filme contínuo envolvendo grãos torna-a plástica e permite moldagem. MHRobert 94

7
Fundição em areia verde
MHRobert 95

8
Procedimento: Molde pronto para receber o metal líquido
(de acordo com figuras seguintes) Preparo do modelo Montagem de modelo na caixa de moldar Preenchimento da caixa com a areia de moldagem Compactação da areia Retirada do modelo Montagem de machos, fechamento das partes do molde Molde pronto para receber o metal líquido MHRobert 96
 Preparo do modelo. Montagem de modelo na caixa de moldar. Preenchimento da caixa com a areia de moldagem. Compactação da areia. Retirada do modelo. Montagem de machos, fechamento das partes do molde. Molde pronto para receber o metal líquido. MHRobert. 96.")
9
Figura página 12 Esquema representativo de moldagem em caixa, com areia verde – peça sem macho MHRobert 97

10
Figura página 11 Esquema representativo de moldagem em caixa, com areia verde - peça com macho MHRobert 98

11
Fundição em areia verde
O grau e a homogeneidade da compactação da areia dependem da técnica de moldagem empregada em geral a compactação produz redução de 20 a 80% na densidade do molde. Modelo é construído em partes para permitir a sua retirada do molde. Machos são construídos em areia, separadamente, em caixas de macho. MHRobert 99

12
Fundição em areia verde
Molde pronto cavidade a conter o metal líquido (é constituído da peça propriamente dita + canais de distribuição do líquido + alimentadores + machos + resfriadores) No processo em areia verde molde pode receber vazamento imediatamente Desmoldagem é feita por quebra do molde areia pode ser reutilizada Processo facilmente mecanizável MHRobert 100
 No processo em areia verde molde pode receber. vazamento imediatamente. Desmoldagem é feita por quebra do molde areia pode ser reutilizada. Processo facilmente mecanizável. MHRobert")
13
Fundição em areia seca MHRobert 101

14
Processo semelhante ao processo de fundição em areia verde
Fundição em areia seca Processo semelhante ao processo de fundição em areia verde Diferença: necessidade de secagem antes de receber o metal líquido. Composição da areia: areia + ligantes que fornecem resistência mecânica após secagem (ex. ligantes orgânicos - óleos vegetais ou derivados de petróleo). MHRobert 102
. MHRobert")
15
Fundição em areia seca Confecção do molde ao processo de fundição em areia verde; exceto a etapa final secagem em estufa ( C) Secagem: aumenta resistência mecânica e à erosão pelo metal líquido reduz teor de água no molde - reduz possibilidades de defeitos na peça fundida, como porosidade fornece fundidos de melhor qualidade que a fundição em areia verde MHRobert 103

16
Fundição em areia seca A necessidade de secagem (tempo de secagem é função de dimensões do molde) aumenta os custos do processo. Solução: secagem superficial (1 a 3 cm junto à superfície interna do molde) com auxílio de secadores portáteis, lâmpadas, maçaricos ou elementos resistivos. Moldes devem receber metal líquido imediatamente após a secagem para evitar drenagem de água das camadas externas para a superfície interna do molde. MHRobert 104
 com auxílio de secadores portáteis, lâmpadas, maçaricos ou elementos resistivos. Moldes devem receber metal líquido imediatamente após a secagem para evitar drenagem de água das camadas externas para a superfície interna do molde. MHRobert")
17
Fundição em areia seca Utilização: . moldes de grandes dimensões
(são moldados em poços) . na confecção de machos . na moldagem por parte de grandes ou complexos moldes Exemplos: peças grandes de grandes seções de parede, como cilindros e engrenagens pesadas. MHRobert 105
 . na confecção de machos. . na moldagem por parte de grandes ou complexos moldes. Exemplos: peças grandes de grandes seções de. parede, como cilindros e engrenagens. pesadas. MHRobert")
18
Processo Silicato de Sódio (Na2SiO3)/CO2
MHRobert 106

19
Processo Silicato de Sódio (Na2SiO3)/CO2
Conhecido desde o século passado Amplo uso comercial a partir dos anos 50 Composição da areia: areia + Na2SiO3 + CO2 MHRobert 107

20
As seguintes reações ocorrem rapidamente, à temperatura ambiente:
Confecção do molde: Na2SiO3 na forma SiO3 . Na2 . H2O (líquido) é misturado à areia A mistura é colocada sobre o modelo, utilizando vibração para acomodação da areia (compactação leve, manual ou vibração) Gás CO2 é passado pelo interior da areia As seguintes reações ocorrem rapidamente, à temperatura ambiente: MHRobert 108
 é misturado à areia. A mistura é colocada sobre o modelo, utilizando vibração para acomodação da areia (compactação leve, manual ou vibração) Gás CO2 é passado pelo interior da areia. As seguintes reações ocorrem rapidamente, à temperatura ambiente: MHRobert")
21
Processo Silicato de Sódio/CO2
Na2O.SiO2.H2O + CO2 H2CO3 + Na2O.SiO2 (CO2 absorve água do silicato hidratado formando ácido carbônico H2CO3) Na2O.SiO2.H2O + H2CO3 Na2CO3 + SiO2.H2O Na2O.SiO2 (ácido carbônico retira Na do silicato formando sílica gel e ainda ocorre a secagem do silicato, formando silicato vítreo) silicato vítreo sílica gel MHRobert 109
 Na2O.SiO2.H2O + H2CO3 Na2CO3 + SiO2.H2O. Na2O.SiO2. (ácido carbônico retira Na do silicato formando sílica gel e ainda ocorre a secagem do silicato, formando silicato vítreo) silicato vítreo sílica gel. MHRobert")
22
Processo Silicato de Sódio/CO2
Sílica gel: Envolve grãos de areia, fornecendo coesão e plasticidade Silicato vítreo: Fornece forte ligação e alta resistência mecânica ao molde Tempo de gaseificação determina a fração de sílica gel e de silicato vítreo e, portanto, as propriedades do molde MHRobert 110

23
Figura página 17 Técnicas de gaseificação no processo silicato de sódio/CO2: 1-diretamente sobre a areia através da areia, usando uma sonda 3-na cavidade do molde através do molde/modelo 5-em câmara evacuada MHRobert 111

24
Processo Silicato de Sódio/CO2
F7 Figura página 17 MHRobert 112

25
Processo Silicato de Sódio/CO2
Processo bastante versátil: fabricação de moldes de pequenas, médias e grandes dimensões fornecem fundidos com boa qualidade superficial para ferrosos e não ferrosos fornecem fundidos com alta precisão dimensional Uso popular: na fabricação de machos na fabricação de moldes que requeiram bom acabamento na moldagem de peças grandes, por partes Custo mais elevado que o processo em areia verde Areia não recuperável MHRobert 113 89

26
Processo areia cimento
MHRobert 114

27
Processo areia cimento
Uso comercial a partir dos anos 50 Popular para moldes de grande porte, para ligas ferrosas Mistura: areia % cimento + 4-7% água Não necessário: caixas de moldagem, somente molduras (a alta resistência do cimento sustenta o molde) elevada compactação MHRobert 115
 elevada compactação. MHRobert")
28
Processo areia cimento
O modelo é retirado após cura parcial O processo é lento dada a lenta secagem do cimento (vários dias podem ser requeridos) Fornecem moldes com elevada resistência mecânica e com reduzida colapsibilidade Areias não são recuperáveis MHRobert 116
 Fornecem moldes com elevada resistência mecânica e. com reduzida colapsibilidade. Areias não são recuperáveis. MHRobert")
29
Processos que utilizam moldes colapsáveis
AREIA VERDE AREIA SECA PROCESSO SILICATO DE Na/CO2 AREIA CIMENTO Areias + ligantes inorgânicos MOLDAGEM EM CASCA (shell molding) RESINAS DE CURA A FRIO Areias + ligantes orgânicos MOLDE CHEIO MOLDAGEM A VÁCUO MOLDES CONGELADOS Areias sem ligantes Outros refratários areia CERA PERDIDA CLA MHRobert 117
 RESINAS DE CURA A FRIO. Areias + ligantes orgânicos. MOLDE CHEIO. MOLDAGEM A VÁCUO. MOLDES CONGELADOS. Areias sem ligantes. Outros refratários areia. CERA PERDIDA. CLA. MHRobert")
30
MOLDAGEM EM CASCA Processo Shell
(shell molding) MHRobert 118
 MHRobert")
31
Processo de moldagem em casca – Shell molding
Figura página 21 Processo de moldagem em casca – Shell molding MHRobert 119

32
Moldagem em casca Figura página 22 MHRobert 120

33
Processo Shell mais populares
Conhecido como processo se moldagem em cascas ou PROCESSO CRONING. Foi primeiramente apresentado na Alemanha (nos anos 40); hoje é amplamente utilizado para os mais variados produtos e ligas. Mistura de moldagem: areia + resinas de cura a quente. Tipos de resinas: fenol-formaldeido ureia-formaldeido alquídicas mais populares MHRobert 121
; hoje é amplamente utilizado para os mais variados produtos e ligas. Mistura de moldagem: areia + resinas de cura a quente. Tipos de resinas: fenol-formaldeido. ureia-formaldeido. alquídicas. mais populares. MHRobert")
34
MODELO: metálico de alta qualidade e acabamento superficial;
construído em materiais estáveis à temperatura de cura da resina (Al, aços); modelos em placas, em árvores contendo mais de uma cavidade – mais de uma peça pode ser feita em um único vazamento. MHRobert 122
; modelos em placas, em árvores contendo mais de uma. cavidade – mais de uma peça pode ser feita em um único. vazamento. MHRobert")
35
TÉCNICA: mistura de moldagem é colocada em contato com modelo
aquecido; temperaturas utilizadas: C não requer compactação da areia são utilizadas areias de granulometria fina - para alta fluidez (não há compactação) a resina da areia polimeriza com aquecimento, formando uma casca sobre o modelo, em tempos de 1 a 3 min espessura da casca: suficiente para suportar pressão do líquido; valores típicos: 5 a 10 mm a casca é destacada do modelo, as partes são fechadas para montagem do molde, estando pronto para o vazamento do líquido MHRobert 123
 a resina da areia polimeriza com aquecimento, formando. uma casca sobre o modelo, em tempos de 1 a 3 min. espessura da casca: suficiente para suportar pressão do. líquido; valores típicos: 5 a 10 mm. a casca é destacada do modelo, as partes são fechadas para. montagem do molde, estando pronto para o vazamento do. líquido. MHRobert")
36
MÉTODOS DE MOLDAGEM Sopramento: Tamboreamento:
a areia é mantida no interior de uma caixa; o modelo é preso sobre a caixa que é então virada de modo a deixar cair areia sobre o modelo. Sopramento: a areia é soprada para a cavidade entre modelo e placa de fechamento, produzindo uma casca de espessura uniforme e controlada (modelo e placa de fechamento aquecidas) elevado custo (equipamentos) justificável para grande quantidade de peças (dimensões médias/pequenas) muito utilizado para confecção de machos MHRobert 124
 elevado custo (equipamentos) justificável para grande quantidade de peças. (dimensões médias/pequenas) muito utilizado para confecção de machos. MHRobert")
37
MOLDAGEM EM CASCA (SHELL MOLDING)
F8 MHRobert 125 90

38
Processo shell produtos MHRobert 126

39
SUMÁRIO DO PROCESSO EM CASCA: AREIAS NÃO SÃO RECUPERÁVEIS
FORNECE FUNDIDOS DE EXCELENTE ACABAMENTO E PRECISÃO DIMENSIONAL (uso de areias finas) PROCESSO PERMITE ALTA FLEXIBILIDADE DE FORMAS SHELL MOLDING PRODUZ FUNDIDOS DE SUPERIOR QUALIDADE PARA AMPLA GAMA DE LIGAS METÁLICAS FERROSAS E NÃO FERROSAS (ligas de Al, de Cu, fe fundidos, aços) AMPLA APLICAÇÃO COMERCIAL NA INDÚSTRIA AUTOMOBILÍSTICA, PARA A FABRICAÇÃO DE COMPONENTES DE LIGAS DE Al AREIAS NÃO SÃO RECUPERÁVEIS MHRobert 127
 PROCESSO PERMITE ALTA FLEXIBILIDADE DE FORMAS. SHELL MOLDING PRODUZ FUNDIDOS DE SUPERIOR QUALIDADE. PARA AMPLA GAMA DE LIGAS METÁLICAS FERROSAS E NÃO. FERROSAS (ligas de Al, de Cu, fe fundidos, aços) AMPLA APLICAÇÃO COMERCIAL NA INDÚSTRIA. AUTOMOBILÍSTICA, PARA A FABRICAÇÃO DE COMPONENTES DE. LIGAS DE Al. AREIAS NÃO SÃO RECUPERÁVEIS. MHRobert")
40
RESINAS DE CURA A FRIO MHRobert 128

41
RESINAS DE CURA A FRIO DE DESENVOLVIMENTO MAIS RECENTE ANOS 50
REVOLUCIONARAM A TECNOLOGIA DE MOLDAGEM: DISPENSAM ELEVADAS TEMPERATURAS DISPENSAM LONGOS TEMPOS DE CURA ELIMINAM PRESENÇA DE GASES PROVENIENTES DA QUEIMA DE COMPONENTES ORGÂNICOS (QUE REQUEREM ALTAS TEMPERATURAS PARA CURA). AMPLA GAMA DE PROCESSOS (PRODUTOS) DISPONÍVEIS, COM DIFERENTES DENOMINAÇÕES COMERCIAIS RESINAS POLIMERIZAM À TEMPERATURA AMBIENTE, EM PRESENÇA DE CATALISADOR: TEMPOS DA ORDEM DE MINUTOS OU SEGUNDOS MHRobert 129 90
. AMPLA GAMA DE PROCESSOS (PRODUTOS) DISPONÍVEIS, COM DIFERENTES DENOMINAÇÕES COMERCIAIS. RESINAS POLIMERIZAM À TEMPERATURA AMBIENTE, EM PRESENÇA DE CATALISADOR: TEMPOS DA ORDEM DE MINUTOS OU SEGUNDOS. MHRobert")
42
RESINAS DE CURA A FRIO UTILIZAM MODELOS DE MADEIRA
FORNECEM MOLDES DE ELEVADA RESISTÊNCIA E DE ALTA COLAPSABILIDADE, SEM NECESSIDADE DE ELEVADO GRAU DE COMPACTAÇÃO MOLDES MANUSEÁVEIS, ÚTEIS PARA: MOLDAGEM POR PARTES MOLDES DE GRANDES DIMENSÕES E GEOMETRIA COMPLEXA FORNECEM EXCELENTE PRECISÃO DIMENSIONAL E ACABAMENTO SUPERFICIAL EXCELENTE PARA PRODUÇÃO EM GRANDE ESCALA (RAPIDEZ) MHRobert 130 90
 MHRobert")
43
RESINA DE CURA A FRIO TÉCNICAS DE MOLDAGEM
AREIA + RESINA + CATALISADOR MOLDAGEM CONVENCIONAL REAÇÃO DE POLIMERIZAÇÃO IMEDIATA TEMPO DE CURA: DEPENDE DO TIPO E % DE RESINA/CATALISADOR MOLDES DE ALTA RESISTÊNCIA E BOA COLAPSABILIDADE AREIAS RECUPERÁVEIS CONHECIDOS COMO AUTO-CURA OU CURA AO AR MHRobert 131 90

44
RESINAS DE CURA A FRIO RESINA CATALISADOR FURÂNICAS ÁCIDOS FENÓLICAS
ÉSTERES, SULFÔNICOS ALQUÍDICO-URETANAS AMINO-ÁCIDOS MHRobert 132 90

45
FUNDIDO – PROCESSO RESINA DE CURA A FRIO
MHRobert 133

46
RESINAS DE CURA A FRIO DESVANTAGENS: CUSTO ELEVADO DE ALGUMAS RESINAS
REDUZIDO TEMPO DE BANCADA PODE CHEGAR A 20 SEGUNDOS PARA ALGUMAS RESINAS NESSES CASOS SOMENTE USO PARA PEQUENAS DIMENSÕES MHRobert 134 90

47
Processos que utilizam moldes colapsáveis
AREIA VERDE AREIA SECA PROCESSO SILICATO DE Na/CO2 AREIA CIMENTO Areias + ligantes inorgânicos MOLDAGEM EM CASCA (shell molding) RESINAS DE CURA A FRIO Areias + ligantes orgânicos MOLDE CHEIO MOLDAGEM A VÁCUO MOLDES CONGELADOS Areias sem ligantes Outros refratários areia CERA PERDIDA CLA MHRobert 135
 RESINAS DE CURA A FRIO Areias + ligantes orgânicos. MOLDE CHEIO. MOLDAGEM A VÁCUO. MOLDES CONGELADOS. Areias sem ligantes. Outros refratários areia. CERA PERDIDA. CLA. MHRobert")
48
PROCESSOS QUE UTILIZAM MOLDES DE
AREIA SEM LIGANTES Molde cheio Moldagem a vácuo Moldes congelados MHRobert 136

49
MOLDE CHEIO MHRobert 137

50
MOLDE CHEIO Peça fundida modelo Como moldar? MHRobert 138

51
MOLDE CHEIO CONHECIDO COMO FUNDIÇÃO EM MOLDE SEM CAVIDADE OU PROCESSO EPC EVAPORATIVE PATTERN CASTING MODELO É FEITO EM MATERIAL VAPORIZÁVEL A UMA TEMPERATURA MENOR QUE A TEMPERATURA DE FUSÃO DO METAL: POLIESTIRENO OU POLIMETIL-METACRILATO EXPANDIDOS MHRobert 139 90

52
MOLDE CHEIO MHRobert 140 90

53
MOLDE CHEIO CONFECÇÃO DOS MODELOS:
USINAGEM DE BLOCOS (CASO DE GRANDES DIMENSÕES E BAIXA PRODUÇÃO) MOLDAGEM DE GRÂNULOS PRÉ-EXPANDIDOS EM MOLDES METÁLICOS AQUECIMENTO COM VAPOR OU ÁGUA QUENTE GRÂNULOS SE EXPANDEM E SE LIGAM TOMANDO A FORMA DO MOLDE MODELO JÁ DEVE CONTER CANAIS E ALIMENTADORES MODELO É RECOBERTO COM PINTURA REFRATÁRIA PINTURA CONSTITUI A SUPERFÍCIE INTERNA DO MOLDE PREVINE QUEDA DE GRÃOS DE AREIA, CONTROLA A TAXA DE SAÍDA DE GASES E O ACABAMENTO DA PEÇA E DEVE TER, PORTANTO, SUA ESPESSURA RIGIDAMENTE CONTROLADA MHRobert 141 90
 MOLDAGEM DE GRÂNULOS PRÉ-EXPANDIDOS EM MOLDES METÁLICOS. AQUECIMENTO COM VAPOR OU ÁGUA QUENTE GRÂNULOS SE EXPANDEM E SE LIGAM TOMANDO A FORMA DO MOLDE. MODELO JÁ DEVE CONTER CANAIS E ALIMENTADORES. MODELO É RECOBERTO COM PINTURA REFRATÁRIA. PINTURA CONSTITUI A SUPERFÍCIE INTERNA DO MOLDE PREVINE QUEDA DE GRÃOS DE AREIA, CONTROLA A TAXA DE SAÍDA DE GASES E O ACABAMENTO DA PEÇA E DEVE TER, PORTANTO, SUA ESPESSURA RIGIDAMENTE CONTROLADA. MHRobert")
54
MOLDE CHEIO CONFECÇÃO DOS MOLDES:
AREIA SECA DE ALTA FLUIDEZ, SEM LIGANTES, É COLOCADA SOBRE O MODELO APLICA-SE SOMENTE VIBRAÇÃO NÃO HÁ COMPACTAÇÃO VAZAMENTO: O METAL É VAZADO DIRETAMENTE SOBRE O MODELO: ESSENCIAL O CONTROLE DO TEMPO DE VAZAMENTO PARA EVITAR COLAPSO DO MOLDE É ESSENCIAL QUE A AREIA TENHA PERMEABILIDADE ADEQUADA, RESPIROS DEVEM SER PREVISTOS MHRobert 142 90

55
MOLDE CHEIO CARACTERÍSTICAS PROCESSO PERMITE GEOMETRIAS COMPLEXAS
ALTA PRECISÃO DIMENSIONAL AUSÊNCIA DE DEFEITOS DE LINHAS DE PARTIÇÃO DE MOLDES AUSÊNCIA DE RETENÇÃO DE AR ADEQUADO PARA PEQUENA E GRANDE PRODUÇÃO DE FERROSOS E NÃO FERROSOS: PESO 0,5 A 25 kg PAREDES COM SEÇÕES ATÉ 3,5 mm MHRobert 143 90

56
MOLDE CHEIO MHRobert 144 90

57
MOLDE CHEIO modelo peça fundida MHRobert 145 90

58
MOLDE CHEIO F9 MHRobert 146 90

59
MOLDE CHEIO vazamento F10 MHRobert 147 90

60
MOLDAGEM A VÁCUO MHRobert 148

61
MOLDAGEM A VÁCUO MHRobert 149 90

62
MOLDAGEM A VÁCUO MHRobert 150 90

63
MOLDAGEM A VÁCUO MHRobert 151 90

64
Sistema de vazamento em moldagem a vácuo
MOLDAGEM A VÁCUO SISTEMA AUTOMATIZADO – LINHA DE VAZAMENTO EM CARROUSSEL 1-mesa 2-silo alimentador 3-placa modelo 4-formador de película 5-manuseador de placa 6-fechador de caixas 7-mesa giratória 8-separador de caixas Sistema de vazamento em moldagem a vácuo MHRobert 152 90

65
MOLDAGEM A VÁCUO APRESENTADO NO JAPÃO NOS ANOS 70
MODELO É FEITO EM MADEIRA, PLÁSTICO OU METAL, MONTADO EM CAIXAS DE MOLDAR OCAS, CONECTADAS À BOMBA DE VÁCUO CONFECÇÃO DOS MOLDES: MODELO É REVESTIDO COM PELÍCULA DE PLÁSTICO VÁCUO É APLICADO NA CAIXA DE MOLDAR, PROVOCANDO ADERÊNCIA DO PLÁSTICO AO MODELO (VÁCUO DE 0,5 bar OU kgf/mm2 MHRobert 153 90

66
MOLDAGEM A VÁCUO AREIA SECA, DE REDUZIDA GRANULOMETRIA, SEM AGLOMERANTES, É COLOCADA SOBRE O MODELO REVESTIDO COM PLÁSTICO (VÁCUO É MANTIDO) VIBRAÇÃO PARA ACOMODAÇÃO DA AREIA AREIA É RECOBERTA COM PELÍCULA DE PLÁSTICO VÁCUO É FEITO NA CAIXA CONTENDO AREIA, PRODUZINDO COMPACTAÇÃO AR É INJETADO NO MODELO - A PELÍCULA SE DESPRENDE DO MODELO, CONSTITUINDO O MOLDE PARTES DO MOLDE SÃO MONTADAS E É FEITO O VAZAMENTO MHRobert 154 90

67
MOLDAGEM A VÁCUO VAZAMENTO: METAL É VAZADO DIRETAMENTE NO MOLDE
DURANTE VAZAMENTO, AR SOB PRESSÃO É MANTIDO NO INTERIOR DO MOLDE, PARA EVITAR COLAPSO DA AREIA VÁCUO É MANTIDO NA AREIA AR E GASES SÃO RETIRADOS DO MOLDE PELA BOMBA DE VÁCUO DESMOLDAGEM É IMEDIATA, BASTANDO INJETAR AR NO MOLDE MHRobert 155 90

68
MOLDAGEM A VÁCUO AREIAS UTILIZADAS:
SILICOSAS, ZIRCONITAS, CROMITAS, DE REDUZIDA GRANULOMETRIA PARA PREVENIR PENETRAÇÃO DE METAL POR AÇÃO DO VÁCUO PREVENÇÃO DA PENETRAÇÃO DE METAL NA AREIA PODE TAMBÉM SER FEITA COM USO DE PINTURA CERÂMICA SOBRE O FILME DE PLÁSTICO MODELOS TÊM ALTA DURABILIDADE POIS NÃO SOFREM EROSÃO NA MOLDAGEM MHRobert 156 90

69
MOLDAGEM A VÁCUO FILMES DE PLÁSTICOS UTILIZADOS:
INTERNAMENTE (EM CONTATO COM METAL): PLÁSTICOS DE ALTA DEFORMABILIDADE COMO COPOLÍMEROS ETIL-ACETATOS, SENDO O MAIS UTILIZADO O ETILENO VINIL ACETATO EXTERNAMENTE (PARA RECOBRIR A AREIA): PODEM SER FILMES DE MENOR CUSTO COMO POLIETILENO DE BAIXA DENSIDADE ESPESSURAS DOS FILMES: APROXIMADAMENTE 0,006 mm MHRobert 157 90
: PLÁSTICOS DE ALTA DEFORMABILIDADE COMO COPOLÍMEROS ETIL-ACETATOS, SENDO O MAIS UTILIZADO O ETILENO VINIL ACETATO. EXTERNAMENTE (PARA RECOBRIR A AREIA): PODEM SER FILMES DE MENOR CUSTO COMO POLIETILENO DE BAIXA DENSIDADE. ESPESSURAS DOS FILMES: APROXIMADAMENTE 0,006 mm. MHRobert")
70
MOLDAGEM A VÁCUO VANTAGENS DO PROCESSO:
MENOR CUSTO DO MATERIAL DE MOLDAGEM MAIOR VIDA DE MOLDES NÃO POLUENTES NÃO OCORREM DEFEITOS NOS FUNDIDOS DEVIDOS A INGREDIENTES VOLÁTEIS NA AREIA DE MOLDAGEM AREIA 100% RECUPERÁVEL PRODUZ FUNDIDOS DE BOA PRECISÃO DIMENSIONAL, BOM ACABAMENTO PRODUZ FUNDIDOS LIVRES DE TRINCAS E TENSÕES RESIDUAIS MHRobert 158 90

71
MOLDAGEM A VÁCUO UTILIZADO PARA METAIS FERROSOS E NÃO FERROSOS NA FUNDIÇÃO DE PEÇAS COM PESOS DE kg E REDUZIDA ESPESSURA DE PAREDE ~ 3 mm PROCESSO FACILMENTE AUTOMATIZÁVEL PROCESSO BASTANTE VERSÁTIL: PEQUENAS E GRANDES PRODUÇÕES, PARA PEQUENAS E GRANDES PEÇAS MHRobert 159 90

72
MOLDES CONGELADOS PROCESSO EFFSET MHRobert 160

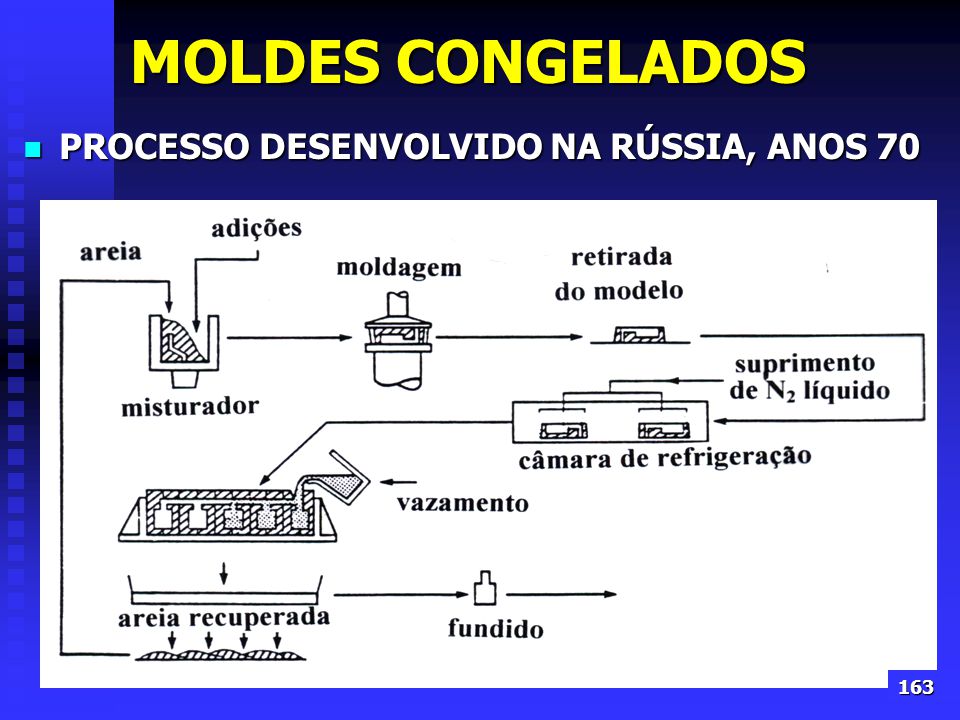
73
MOLDES CONGELADOS MISTURA DE MOLDAGEM: AREIA + 2-6 % DE ÁGUA OU
AREIA + 2-8% ARGILA % ÁGUA TÉCNICA: MOLDAGEM CONVENCIONAL APLICAÇÃO DE N2 LÍQUIDO COESÃO AUMENTA COM O COGELAMENTO COLAPSO DA AREIA OCORRE APÓS FORMAÇÃO DE ESPESSURA DE SÓLIDO SUFICIENTE PARA CONTER O METAL DESMOLDAGEM ESPONTÂNEA AREIA 100% RECUPERÁVEL MHRobert 161 90

74
MOLDES CONGELADOS PROPRIEDADES DO MOLDE:
ÓTIMAS PROPRIEDADES MECÂNICAS - COMPARÁVEIS AOS MOLDES OBTIDOS POR PROCESSO SILICATO DE SÓDIO/CO2 TEMPO DE BANCADA PODE SER DA ORDEM DE 1H PERMEABILIDADE DEPENDE DA GRANULOMETRIA E TCONG. PERMEABILIDADE É SUPERIOR A DA AREIA VERDE E DO PROCESSO SILICATO DE SÓDIO/ CO2 MHRobert 162 90

75
MOLDES CONGELADOS PROCESSO DESENVOLVIDO NA RÚSSIA, ANOS 70 MHRobert
163 90
76
MOLDES CONGELADOS APLICAÇÕES LIGAS FERROSAS E NÃO FERROSAS
PESO DE GRAMAS A 80 kg EXEMPLOS: LIGAS DE Al (TV ~ oC) FERRO NODULAR (TV ~1400oC) BRONZES, AÇOS, AÇOS INOX MHRobert 164 90
 FERRO NODULAR (TV ~1400oC) BRONZES, AÇOS, AÇOS INOX. MHRobert")
77
MOLDES CONGELADOS QUALIDADE DO PRODUTO:
FUNDIDOS DE BOA QUALIDADE SUPERFICIAL EM LIGAS DE BAIXO PONTO DE FUSÃO PENETRAÇÃO DE LÍQUIDO NO MOLDE PODE OCORRER EM CASO DE LIGAS DE ALTA TV ESTRUTURA ISOTRÓPICA, NÃO OCORREM ZONAS COQUILHADAS OU COLUNARES AÇÃO ISOLANTE DO VAPOR NA SUPERFÍCIE DO FUNDIDO MHRobert 165 90

78
MOLDES CONGELADOS ESTRUTURAS ANISOTRÓPICAS ESTRUTURA ISOTRÓPICA
Radial Unidirecional MHRobert 166 90

79
Processos que utilizam moldes colapsáveis
AREIA VERDE AREIA SECA PROCESSO SILICATO DE Na/CO2 AREIA CIMENTO Areias + ligantes inorgânicos MOLDAGEM EM CASCA (shell molding) RESINAS DE CURA A FRIO Areias + ligantes orgânicos MOLDE CHEIO MOLDAGEM A VÁCUO MOLDES CONGELADOS Areias sem ligantes Outros refratários areia CERA PERDIDA CLA MHRobert 167
 RESINAS DE CURA A FRIO Areias + ligantes orgânicos. MOLDE CHEIO MOLDAGEM A VÁCUO MOLDES CONGELADOS Areias sem ligantes. Outros refratários areia. CERA PERDIDA. CLA. MHRobert")
80
CERA PERDIDA MHRobert 168

81
CERA PERDIDA BANHO DE LAMA PROJETO DO MODELO INJEÇÃO ÁRVORE
MODELO EM CERA CURA DA CASCA PARTÍCULAS DECERAMENTO FUSÃO DO METAL VAZAMENTO REMOÇÃO DO MOLDE JATO DE AREIA CORTES E USINAGEM ACABAMENTO INSPEÇÃO MHRobert 169 90

82
CERA PERDIDA TAMBÉM CONHECIDO: INVESTMENT CASTING , LOST WAX
JÁ CONHECIDO NA CHINA E EGITO HÁ MAIS DE ANOS OBJETOS DECORATIVOS (ESCULTURAS), JÓIAS, ORNAMENTOS GANHA IMPORTÂNCIA COMERCIAL A PARTIR DOS ANOS 40 COMPONENTES DE PRECISÃO NA INDUSTRIA AERONÁUTICA MODELO CONSUMÍVEL: NÚMERO DE MODELOS = NÚMERO DE PEÇAS MHRobert 170 90
, JÓIAS, ORNAMENTOS. GANHA IMPORTÂNCIA COMERCIAL A PARTIR DOS ANOS 40. COMPONENTES DE PRECISÃO NA INDUSTRIA AERONÁUTICA. MODELO CONSUMÍVEL: NÚMERO DE MODELOS = NÚMERO DE PEÇAS. MHRobert")
83
CERA PERDIDA TÉCNICA: MODELO FEITO EM CERA, POR INJEÇÃO EM MOLDE METÁLICO DE ELEVADA PRECISÃO VÁRIAS UNIDADES, DEZENAS DE MODELOS SÃO MONTADOS EM UM ÚNICO CANAL CENTRAL FORMANDO UMA ÁRVORE ÁRVORE É MERGULHADA EM PASTA REFRATÁRIA Al2O3, SiO2, GESSO, SILICATO DE Zr E OUTROS REFRATÁRIOS DE GRANULOMETRIA MUITO FINA + LIGANTES À BASE DE ETIL-SILICATOS, Na-SILICATOS, SÍLICA GEL HIDRATADA MISTURA REFRATÁRIA ADERE À CERA CASCA DE SUPERFÍCIE BASTANTE LISA É FORMADA MHRobert 171 90

84
CERA PERDIDA CONJUNTO É MERGULHADO EM LEITO FLUIDIZADO:
CASCA É REVESTIDA COM GRÃOS MAIS GROSSEIROS DE MATERIAIS REFRATÁRIOS À BASE DE ZIRCONITA E ALUMINO-SILICATOS SECAGEM POR AQUECIMENTO: PARA DESIDRATAÇÃO DA SÍLICA GEL CASCA RÍGIDA É FORMADA - ESPESSURAS DE 5-15 mm MODELO + CASCA T E PRESSÃO EM AUTOCLAVE CERA É VOLATILIZADA E GERA A CAVIDADE DO MOLDE MHRobert 172 89 90

85
MODELOS EM CERA montados em árvore
CERA PERDIDA MODELOS EM CERA montados em árvore Aspecto da casca MHRobert 173 90

86
CERA PERDIDA PREENCHIMENTO: GRAVIDADE CENTRIFUGAÇÃO
DESMOLDAGEM POR QUEBRA DAS CASCAS PRODUTOS DE EXCELENTES ACABAMENTO E PRECISÃO AMPLO EMPREGO PARA LIGAS Fe E NÃO Fe AÇOS DIVERSOS E LIGAS ESPECIAIS GEOMETRIAS COMPLEXAS E SEÇÕES REDUZIDAS LIMITAÇÕES: PESO (POUCOS kg) CUSTO DO EQUIPAMENTO E DA MÃO DE OBRA PROCESSO LABORIOSO E LENTO MHRobert 174 90
 CUSTO DO EQUIPAMENTO E DA MÃO DE OBRA. PROCESSO LABORIOSO E LENTO. MHRobert")
87
CERA PERDIDA Ex. de produtos MHRobert 175 90

88
CERA PERDIDA F11 MHRobert 176 90

89
PROCESSO DE FUNDIÇÃO POR CERA PERDIDA
MHRobert 177 90

90
PROCESSO CLA MHRobert 178

91
PROCESSO CLA COUNTER GRAVITY LOW PRESSURE AIR MELT ALLOYS
DESENVOLVIDO POR CHANDLEY NA DÉCADA DE 70 CASCA É COLOCADA EM CÂMARA SUBMETIDA A VÁCUO PREENCHIMENTO POR ASPIRAÇÃO DO LÍQUIDO APÓS CERTO TEMPO DE SOLIDIFICAÇÃO AR É DEIXADO ENTRAR REFLUXO DE EXCESSO DE LÍQUIDO PARA O CADINHO É NECESSÁRIO CONTROLE DE TV E TEMPO DE VÁCUO: SOMENTE A PEÇA É PREEENCHIDA, NÃO OS CANAIS PEÇAS LIVRES DE CANAIS PEÇAS DE ELEVADA QUALIDADE MHRobert 179 90

92
PROCESSO CLA APLICAÇÕES: LIGAS SENSÍVEIS À OXIDAÇÃO
FUNDIÇÕES DE PRECISÃO QUE REQUEIRAM ALTO NÍVEL DE QUALIDADE MHRobert 180 90

93
PROCESSO CLA ELIMINAÇÃO DE OPERAÇÕES DE CORTE DE CANAIS
VANTAGENS: ELIMINAÇÃO DE OPERAÇÕES DE CORTE DE CANAIS ELIMINAÇÃO DE REFUGOS DE CANAIS: ECONOMIA DE CUSTOS OPERACIONAIS, ENERGÉTICOS E DE MATERIAL REDUÇÃO DE TURBULÊNCIA NO VAZAMENTO: REDUÇÃO DE GASES RETIDOS TV PODE SER REDUZIDA METAL É ASPIRADO, NÃO NECESSITA ELEVADA FLUIDEZ MHRobert 181 181 90

Apresentações semelhantes



















