Carregar apresentação
A apresentação está carregando. Por favor, espere

1
FLEXIBILIZAÇÃO DOS PROCESSOS DE CONFORMAÇÃO PLÁSTICA
TROCA RÁPIDA DE FERRAMENTAS PROF. DR. SÉRGIO TONINI BUTTON DEPARTAMENTO DE ENGENHARIA DE MATERIAIS FACULDADE DE ENGENHARIA MECÂNICA UNICAMP OUTUBRO DE 2.000

2
I - INTRODUÇÃO INÍCIO DA DÉCADA DE 80 CONCEITOS IMPORTANTES COMO:
OBSOLESCÊNCIA DE PRODUTOS NOVAS TÉCNICAS DE ORGANIZAÇÃO DA PRODUÇÃO E DE FABRICAÇÃO REDUÇÃO DE ESTOQUES REDUÇÃO DE CUSTOS DIRETOS GARANTIA DE QUALIDADE INÍCIO DA DÉCADA DE 80 AUTOMAÇÃO INDUSTRIAL CRESCENTE FLEXIBILIZAÇÃO DAS LINHAS DE FABRICAÇÃO CNC USINAGEM PRIMEIRO MOMENTO CAD/CAM POSTERIORMENTE CIM CONCEITOS IMPORTANTES COMO: INTEGRAÇÃO DO PROJETO À MANUFATURA SISTEMAS FLEXÍVEIS DE MANUFATURA GRUPOS, CÉLULAS CONTROLE TOTAL DE QUALIDADE OPERAÇÃO PARTICIPATIVA

3
TÉCNICAS APLICADAS: ÚLTIMOS 15 ANOS CONCEPÇÃO ANTIGA, DA DÉCADA DE 50
POSSÍVEL AO GRANDE DESENVOLVIMENTO DA INFORMÁTICA ÚLTIMOS 15 ANOS CRESCENTE INTEGRAÇÃO E COMPACTAÇÃO INOVAÇÃO ACELERADA DOS RECURSOS ELEVAÇÃO EXPONENCIAL DAS CAPACIDADES DE MEMÓRIA E PROCESSAMENTO CONSTANTE QUEDA DOS PREÇOS SUBSTITUTOS DE SISTEMAS DE GRANDE PORTE, CAROS E CENTRALIZADOS

4
ASSOCIOU-SE OS CONCEITOS DE FLEXIBILIZAÇÃO DA PRODUÇÃO:
USINAGEM ELEVADA GAMA DE PRODUTOS GRANDE VARIEDADE DE FERRAMENTAS DIGITALIZAÇÃO DOS PERCURSOS DE CORTE ASSOCIOU-SE OS CONCEITOS DE FLEXIBILIZAÇÃO DA PRODUÇÃO: DEFINIÇÃO DE FAMÍLIAS TECNOLOGIA DE GRUPO TECNOLOGIA DE GRUPO CÉLULAS DE MANUFATURA TROCA RÁPIDA DE FERRAMENTAS

5
CONFORMAÇÃO PLÁSTICA:
NÃO SE OBSERVOU O MESMO DESENVOLVIMENTO: ESPECIFICIDADE DE FERRAMENTAS ELEVADO CUSTO DOS EQUIPAMENTOS CARACTERÍSTICAS TEMPOS ELEVADOS DE PREPARAÇÃO PRODUTOS CONTÍNUOS OU SEMI-CONTÍNUOS CONFORMAÇÃO PLÁSTICA: NORMALMENTE ASSOCIADA À PRODUÇÃO EM MASSA OU GRANDES LOTES: LOTES GRANDES REDUÇÃO DOS CUSTOS POR PEÇA PRODUZIDA PEÇAS SEMI-ACABADAS BAIXA QUALIDADE SUPERFICIAL PRODUTOS TOLERÂNCIAS DIMENSIONAIS ABERTAS BAIXO VALOR AGREGADO POUCA POSSIBILIDADE DE INVESTIMENTOS EM EQUIPAMENTOS E TECNOLOGIA DIFÍCIL PASSAGEM PARA PRODUÇÃO DE LOTES MENORES CONSEQÜÊNCIAS DIFÍCIL IMPLANTAÇÃO DE LINHAS FLEXÍVEIS

6
CONFORMAÇÃO PLÁSTICA:
INÍCIO DA DÉCADA DE 80: IMPLANTAÇÃO DE NOVOS PROCESSOS PRODUTOS COM QUALIDADE GERAL PRÓXIMA DOS USINADOS REDUÇÃO DE ETAPAS POSTERIORES DE USINAGEM E TRATAMENTO TÉRMICO CONSEQÜENCIAS: CUSTOS FINAIS REDUZIDOS CUSTOS RELATIVOS DA CONFORMAÇÃO PASSARAM A SER PREPONDERANTES IMPORTÂNCIA DA FLEXIBILIZAÇÃO

7
CONFORMAÇÃO DE PRECISÃO:
PROCESSOS QUE FORNECEM PRODUTOS DE COMPRIMENTO LIMITADO DIFERENTEMENTE DA LAMINAÇÃO OU DA TREFILAÇÃO CONCEITO IMPORTANTE PARA A IMPLANTAÇÃO DE NOVAS TÉCNICAS DE PRODUÇÃO: CORTE DE CHAPAS POR “FINE BLANKING EXTRUSÃO HIDROSTÁTICA E A FRIO FORJAMENTO DE PRECISÃO (QUENTE, MORNO, ISOTÉRMICO E A FRIO) ESTAMPAGEM DE PRECISÃO MAIORIA DOS PROCESSOS À TEMPERATURA AMBIENTE: SEM OXIDAÇÃO MAIOR QUALIDADE SEM CONTRAÇÃO TÉRMICA PORÉM, SÃO PEÇAS PEQUENAS, DE SEÇÕES REGULARES E COM PEQUENAS DEFORMAÇÕES ASSOCIADAS
 ESTAMPAGEM DE PRECISÃO. MAIORIA DOS PROCESSOS À TEMPERATURA AMBIENTE: SEM OXIDAÇÃO. MAIOR QUALIDADE. SEM CONTRAÇÃO TÉRMICA. PORÉM, SÃO PEÇAS PEQUENAS, DE SEÇÕES REGULARES E COM PEQUENAS DEFORMAÇÕES ASSOCIADAS.")
8
II - FLEXIBILIZAÇÃO DA CONFORMAÇÃO
SEMELHANTE À USINAGEM 1) IDENTIFICAÇÃO E AGRUPAMENTO DE PEÇAS SIMILARES; 2) CLASSIFICAÇÃO E CODIFICAÇÃO DOS GRUPOS; 3) IMPLANTAÇÃO DE BANCOS DE DADOS SOBRE OS GRUPOS; 4) DETERMINAÇÃO DAS OPERAÇÕES: EQUIPAMENTOS, FERRAMENTAS, ... 5) DEFINIÇÃO DAS CÉLULAS DE MANUFATURA; 6) DETERMINAÇÃO DOS TEMPOS INTERNOS E EXTERNOS: 7) PROJETO DE NOVOS DISPOSITIVOS, REORGANIZAÇÃO DE OPERAÇÕES
 IDENTIFICAÇÃO E AGRUPAMENTO DE PEÇAS SIMILARES; 2) CLASSIFICAÇÃO E CODIFICAÇÃO DOS GRUPOS; 3) IMPLANTAÇÃO DE BANCOS DE DADOS SOBRE OS GRUPOS; 4) DETERMINAÇÃO DAS OPERAÇÕES: EQUIPAMENTOS, FERRAMENTAS, ... 5) DEFINIÇÃO DAS CÉLULAS DE MANUFATURA; 6) DETERMINAÇÃO DOS TEMPOS INTERNOS E EXTERNOS: 7) PROJETO DE NOVOS DISPOSITIVOS, REORGANIZAÇÃO DE OPERAÇÕES.")
9
FIGURA 1 - SISTEMATIZAÇÃO DOS PROCESOS DE CONFORMAÇÃO
Especificações do produto Tratamentos térmicos posteriores Interpretação dos requisitos Planejamento do processo Garantia de qualidade Seqüencia de processamento Análise das deformações Escolha dos equipamentos Escolha do ferramental Bancos de dados Especificações gerais Ferramental Equipamentos Lubrificantes Propriedades do material Controle da microestrutura

10
FIGURA 1 - SISTEMATIZAÇÃO DOS PROCESOS DE CONFORMAÇÃO
ESPECIFICAÇÃO DO PRODUTO INTERPRETAÇÃO DAS ESPECIFICAÇÕES CONSTRUÇÃO DOS BANCOS DE DADOS RELACIONAIS ETAPAS DE TRATAMENTO TÉRMICO REQUISITOS DE QUALIDADE ETAPAS DE PROCESSAMENTO ANÁLISE DE TENSÕES E DEFORMAÇÕES ESCOLHA DOS EQUIPAMENTOS ESCOLHA DOS DISPOSITIVOS E FERRAMENTAL

11
Operações de acabamento
FIGURA 2 - FICHAS DE CONTROLE PARA PROCESSO E INSPEÇÃO OBTIDAS DA ANÁLISE DA FIGURA 1 Especificações para Processos e Inspeções Material do tarugo Liga: Tipo de fusão: Corrida: Qualidade do tarugo Composição: Propriedades: Macrografia: Microestrutura: Preparação do tarugo Forma: Peso: Tratamento superficial: Inseção posterior Dimensões: Defeitos: Tratamento térmico Forno pré-aquec.: Temperatura: Tempo de tratamento: Resfriamento: Operações de acabamento Usinagem para forma final: Cortar amostras: Forjamento Pré-forma: Lubrificação: Forno de aquecimento: Tempo: Prensa: Ferramental: Rebarbação: Inspeção a quente: Garantia de qualidade Tipo de ensaio: Tração: Fadiga: Fluência: Ultrassom: Partículas magnéticas:

12
III - TROCA RÁPIDA DE FERRAMENTAL EM CONFORMAÇÃO
SHIGEO SHINGO: SMED - SINGLE MINUTE EXCHANGE DIE DÉCADA DE 50 PARA OPERAÇÕES DE USINAGEM OBJETIVO: REDUZIR OU ATÉ ELIMINAR TEMPOS DA PRODUÇÃO RELATIVOS A OPERAÇÕES DE PREPARAÇÃO EXEMPLO: FORJAMENTO A FRIO DE PARAFUSOS 20 A 30% - PREPARAÇÃO E VERIFICAÇÃO DE FERRAMENTAS 5 A 15% - DESMONTAGEM E MONTAGEM 15 A 20% - REGULAGEM 40 A 50% - TENTATIVAS ATÉ INÍCIO DO PROCESSO DEFINIÇÃO E DETERMINAÇÃO DOS TEMPOS DE PREPARAÇÃO: IDENTIFICAR E OBSERVAR AS DIVERSAS ETAPAS: CRONÔMETRO CLASSIFICAR AS OPERAÇÕES EM: INTERNAS E EXTERNAS SEPARAR AS OPERAÇÕES INTERNAS QUE PODEM SER TRANSFORMADAS EM EXTERNAS RACIONALIZAR E ADEQUAR TODAS AS OPERAÇÕES

13
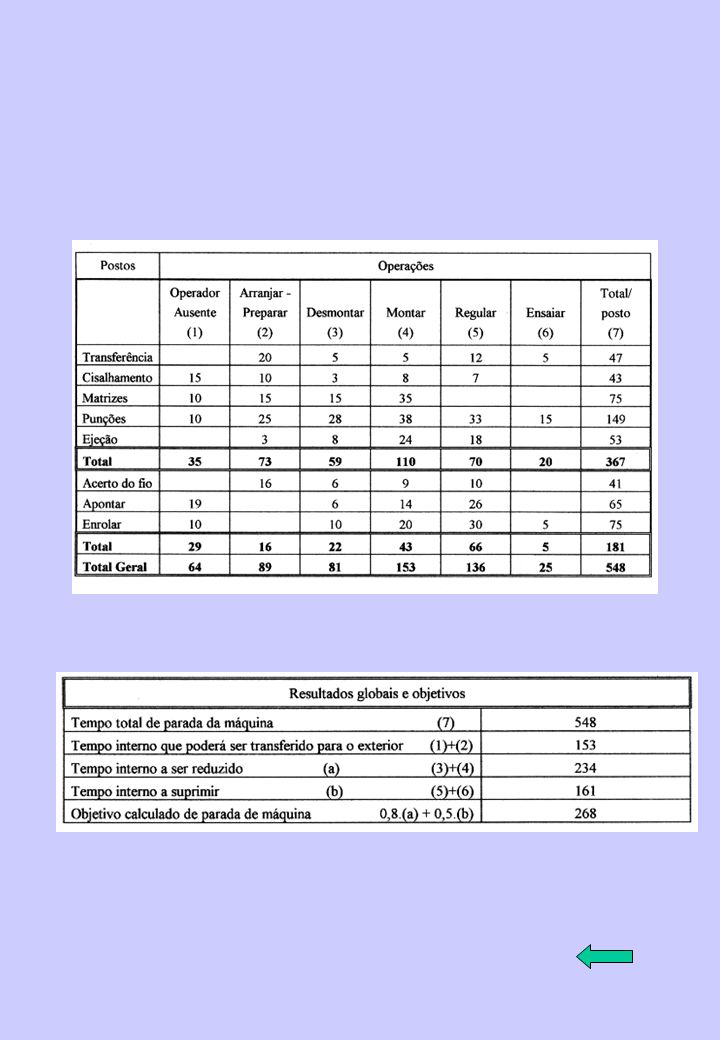
OBJETIVO: REDUÇÃO DO TEMPO DE INATIVIDADE
DOS EQUIPAMENTOS DE PRODUÇÃO PROF. SHINGO: T.R.: ORGANIZAÇÃO E RACIONALIZAÇÃO DAS ATIVIDADES PRODUTIVAS FIGURA 3 DEMONSTRATIVO DO TEMPO TOTAL DE PREPARAÇÃO CLASSIFICAÇÃO DAS ATIVIDADES RESUMO E OTIMIZAÇÃO DOS TEMPOS DE ATIVIDADES INTERNAS E EXTERNAS

14
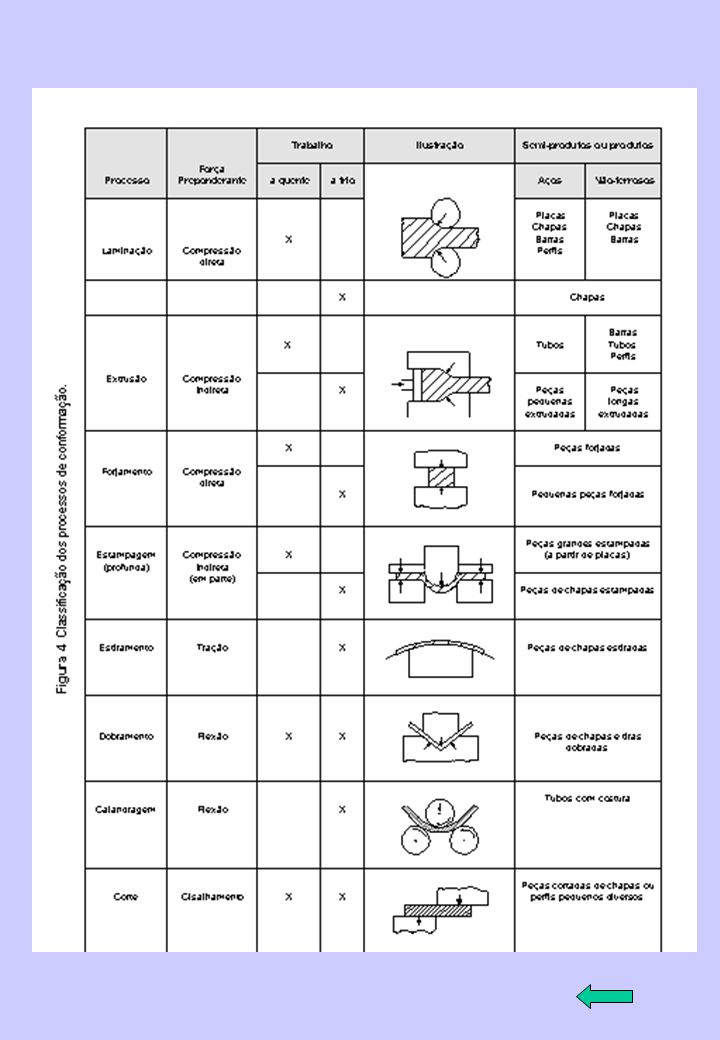
IV - ANÁLISE DOS PROCESSOS DE CONFORMAÇÃO
PARA SUA FLEXIBILIZAÇÃO TEMPERATURA DE TRABALHO PRODUTO OBTIDO: GEOMETRIA, DIMENSÕES CARACTERÍSTICAS DOS PROCESSOS QUE DETERMINAM A FLEXIBILIZAÇÃO ESTADO DE TENSÃO MODO DE ESCOAMENTO LUBRIFICAÇÃO EMPREGADA PROPRIEDADES DO MATERIAL A CONFOMAR FIGURA 4 – CLASSIFICAÇÃO DOS CINCO GRUPOS DE PROCESSOS GEOMETRIA, DIMENSÕES E PESO DO PRODUTO ANÁLISE DOS PROCESSOS BASEADA NOS FATORES: GEOMETRIA, DIMENSÕES E PESO DAS FERRAMENTAS AQUECIMENTO PRÉVIO DAS FERRAMENTAS ACESSO DO LUBRIFICANTE LIMPEZA DO FERRAMENTAL ESSES FATORES SÃO ANALISADOS CONSIDERANDO: PREPONDERÂNCIA DOS TEMPOS DE PREPARAÇÃO SOBRE O TEMPO TOTAL DE PRODUÇÃO; POSSIBILIDADE DE EXTRAÇÃO DOS TEMPOS INTERNOS POSSIBILIDADE DE RACIONALIZAÇÃO E OTIMIZAÇÃO DAS ATIVIDADES DE PREPARAÇÃO

15
LAMINAÇÃO: DIVERSAS VARIAÇÕES OPERACIONAIS, EM COMUM,
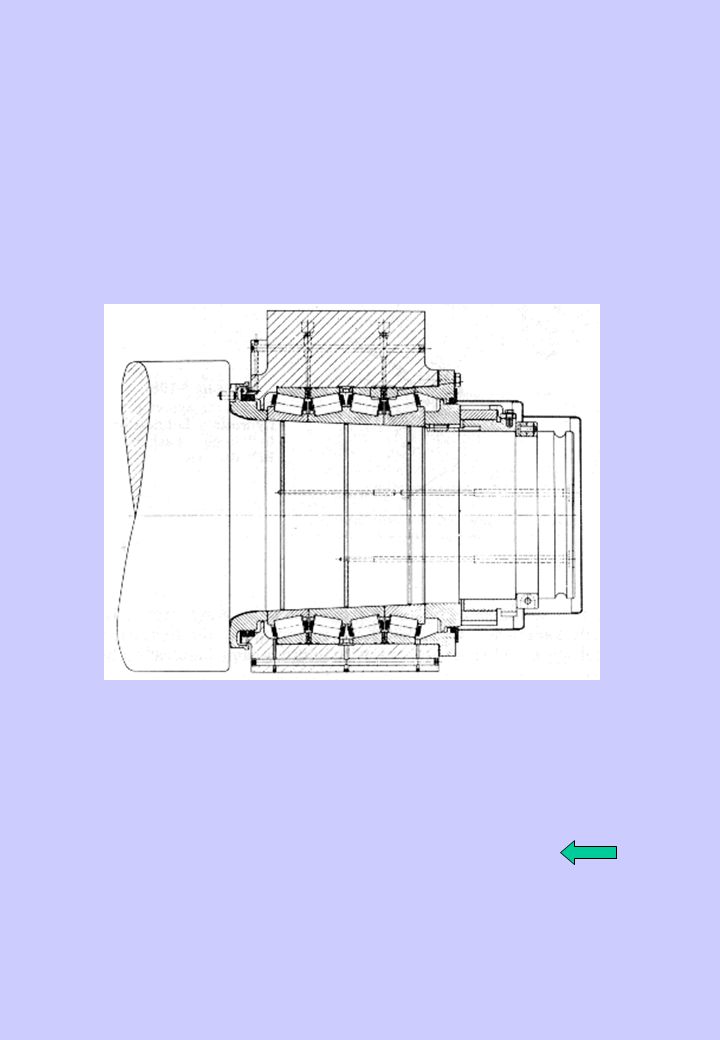
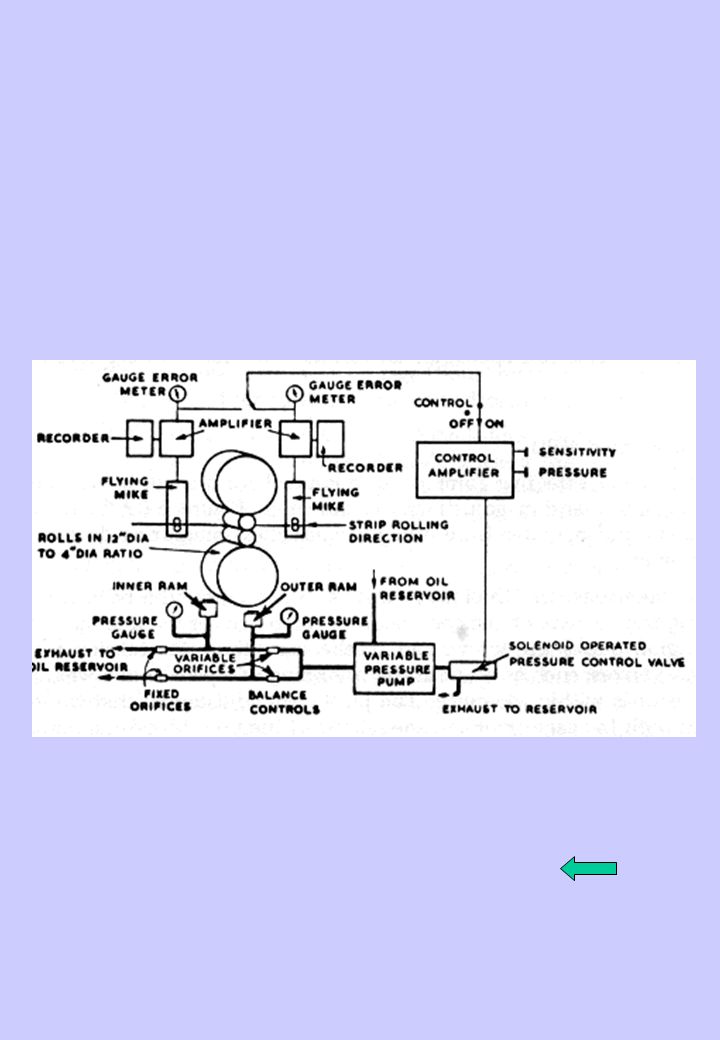
LAMINAÇÃO: DIVERSAS VARIAÇÕES OPERACIONAIS, EM COMUM, PRODUTOS LONGOS E CONTÍNUOS DIFICULTA A FLEXIBILIZAÇÃO TEMPOS DE PREPARAÇÃO: DESPREZÍVEIS SE COMPARADOS COM O TEMPO TOTAL DE PRODUÇÃO GRANDES DIMENSÕES DOS CILINDROS E ELEVADO NÚMERO DE AJUSTES: TEMPO INTERNO NECESSÁRIO PARA DESMONTAGEM, MONTAGEM E REGULAGEM (FIGURA 5) ETAPAS DE REGULAGEM E ENSAIOS: GRANDE DIFICULDADE QUE PODE SER REDUZIDA POR SISTEMAS HIDRÁULICOS DE ATUAÇÃO E POR SENSORES DE ESPESSURA E VELOCIDADE (FIGURA 6) LAMINADOR SENDZIMIR: UM CONCEITO DE FLEXIBILIZAÇÃO (FIGURA 7) LAMINAÇÃO DE CHAPAS FINAS E FOLHAS A FRIO VELOCIDADES ELEVADAS PEQUENO NÚMERO DE PASSES TEMPO TOTAL DE LAMINAÇÃO REDUZIDO TEMPO DE PREPARAÇÃO PASSA A SER PREPONDERANTE: TROCA RÁPIDA (CERCA DE 2 MINUTOS)
 ETAPAS DE REGULAGEM E ENSAIOS: GRANDE DIFICULDADE QUE PODE SER REDUZIDA POR SISTEMAS HIDRÁULICOS DE ATUAÇÃO E POR SENSORES DE ESPESSURA E VELOCIDADE. (FIGURA 6) LAMINADOR SENDZIMIR: UM CONCEITO DE FLEXIBILIZAÇÃO. (FIGURA 7) LAMINAÇÃO DE CHAPAS FINAS E FOLHAS. A FRIO. VELOCIDADES ELEVADAS. PEQUENO NÚMERO DE PASSES. TEMPO TOTAL DE LAMINAÇÃO REDUZIDO. TEMPO DE PREPARAÇÃO PASSA A SER PREPONDERANTE: TROCA RÁPIDA (CERCA DE 2 MINUTOS)")
16
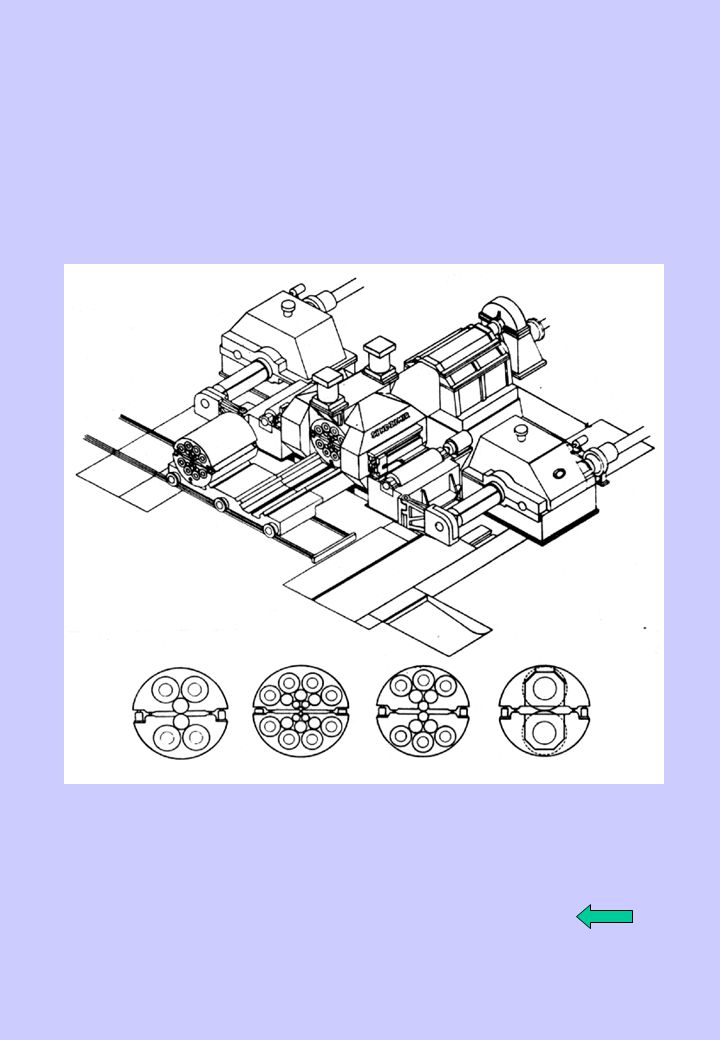
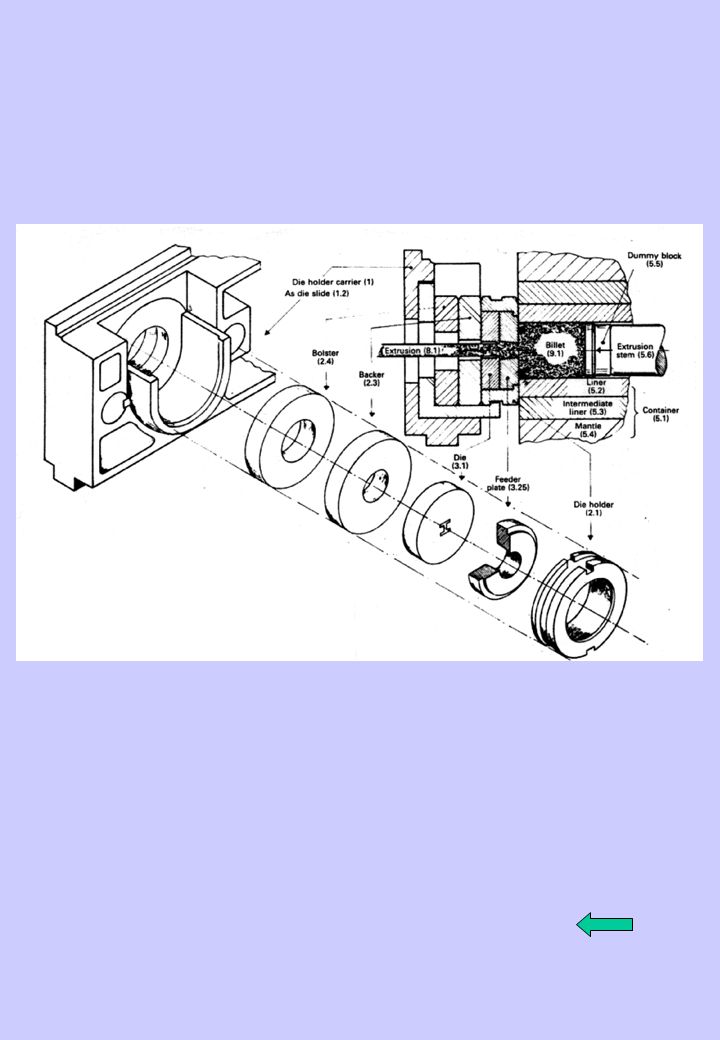
TREFILAÇÃO: PRODUTOS CONTÍNUOS, LONGOS E BOBINADOS TEMPO DE TREFILAÇÃO ELEVADO TEMPO DE PREPARAÇÃO COMPARATIVAMENTE MENOR DIFICULDADE DE EXTRAÇÃO DOS TEMPOS INTERNOS INVIABILIZA IMPLANTAÇÃO DE TROCA RÁPIDA EXTRUSÃO: GRANDE NÚMERO DE VARIAÇÕES OPERACIONAIS: EXTRUSÃO DE PEÇAS CONTÍNUAS (TUBOS, BARRAS) EXTRUSÃO DE PEÇAS COM COMPRIMENTO LIMITADO (EIXOS, PARAFUSOS) REALIZADOS A QUENTE: PRÉ-AQUECIMENTO LUBRIFICAÇÃO PRÉVIA DIFICULTADA PROCESSOS DE EXTRUSÃO DE PRODUTOS CONTÍNUOS TEMPOS DE LIMPEZA DO RECIPIENTE ELEVADOS TEMPOS DE REGULAGEM E ENSAIOS PEQUENOS: EXTRUSORAS HIDRÁULICAS LONGOS TEMPOS DE EXTRUSÃO: COMPARADOS AO TOTAL DE PRODUÇÃO PROJETO DE CONJUNTOS PORTA-MATRIZES PADRÃO COM ANÉIS DE FIXAÇÃO E LOCALIZAÇÃO COMUNS POSSIBILIDADE DE FLEXIBILIZAÇÃO (FIGURA 8)
 EXTRUSÃO DE PEÇAS COM COMPRIMENTO LIMITADO. (EIXOS, PARAFUSOS) REALIZADOS A QUENTE: PRÉ-AQUECIMENTO. LUBRIFICAÇÃO PRÉVIA DIFICULTADA. PROCESSOS DE EXTRUSÃO DE PRODUTOS CONTÍNUOS. TEMPOS DE LIMPEZA DO RECIPIENTE ELEVADOS. TEMPOS DE REGULAGEM E ENSAIOS PEQUENOS: EXTRUSORAS HIDRÁULICAS. LONGOS TEMPOS DE EXTRUSÃO: COMPARADOS AO TOTAL DE PRODUÇÃO. PROJETO DE CONJUNTOS PORTA-MATRIZES. PADRÃO COM ANÉIS DE FIXAÇÃO E LOCALIZAÇÃO. COMUNS. POSSIBILIDADE DE FLEXIBILIZAÇÃO. (FIGURA 8)")
17
EQUIPAMENTOS E FERRAMENTAS DIFERENTES
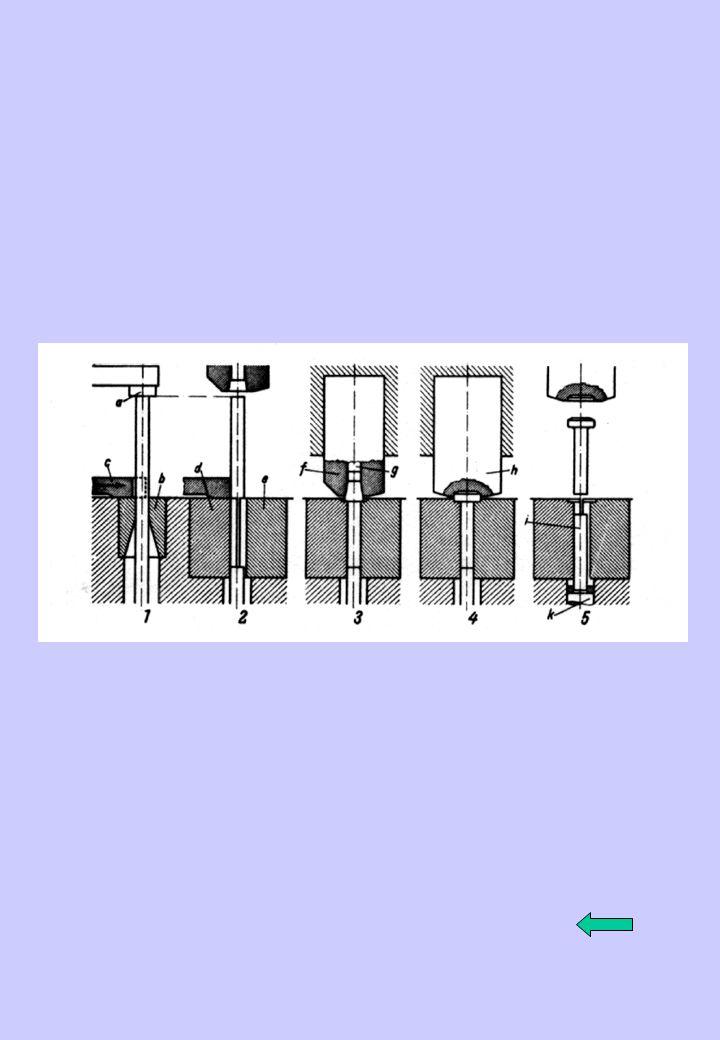
DO CASO ANTERIOR GRANDE NÚMERO DE PEÇAS COM GEOMETRIAS SIMILARES: FAMÍLIAS REALIZADOS A FRIO PROCESSOS DE EXTRUSÃO DE PEÇAS COM COMPRIMENTO LIMITADO LUBRIFICAÇÃO PRÉVIA FACILITADA TEMPOS DE LIMPEZA DO RECIPIENTE SÃO REDUZIDOS: EXTRATORES EXTRUSORAS HIDRÁULICAS TRANSFER COM GRANDE NÚMERO DE ESTÁGIOS LONGOS TEMPOS DE REGULAGEM E ENSAIOS (FIGURA 9) TEMPOS DE PROCESSO RELATIVAMENTE CURTOS DEVIDO À AUTOMAÇÃO E CARACTERÍSTICAS DOS PRODUTOS (FIGURA 10) NECESSIDADE DE UM GRANDE NÚMERO DE FERRAMENTAS E DISPOSITIVOS (NO. DE ESTÁGIOS, DESMONTAGEM, MONTAGEM, ...) FLEXIBILIZAÇÃO E TROCA RÁPIDA NA EXTRUSÃO A FRIO TEMPOS DE PREPARAÇÃO ELEVADOS ELEVADO NÚMERO DE GEOMETRIAS, DIMENSÕES E MATERIAIS CONFORMÁVEIS NUM MESMO EQUIPAMENTO
 TEMPOS DE PROCESSO RELATIVAMENTE CURTOS. DEVIDO À AUTOMAÇÃO E CARACTERÍSTICAS. DOS PRODUTOS. (FIGURA 10) NECESSIDADE DE UM GRANDE NÚMERO DE. FERRAMENTAS E DISPOSITIVOS. (NO. DE ESTÁGIOS, DESMONTAGEM, MONTAGEM, ...) FLEXIBILIZAÇÃO E TROCA RÁPIDA NA EXTRUSÃO A FRIO. TEMPOS DE PREPARAÇÃO ELEVADOS. ELEVADO NÚMERO DE GEOMETRIAS, DIMENSÕES E MATERIAIS CONFORMÁVEIS. NUM MESMO EQUIPAMENTO.")
18
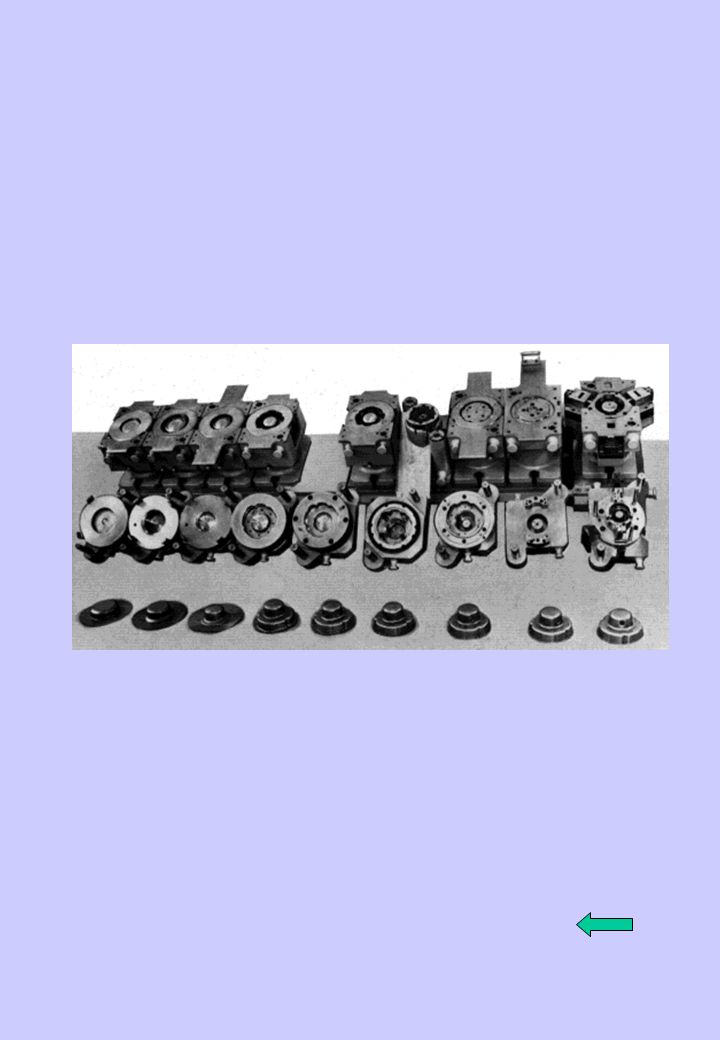
ESTAMPAGEM GRANDE NÚMERO DE VARIAÇÕES OPERACIONAIS: CORTE DOBRAMENTO EMBUTIMENTO PROCESSOS CONTÍNUOS: FITAS OU TIRAS ALIMENTADAS AUTOMATICAMENTE PROCESSOS INTERMITENTES: RECORTES DE CHAPAS ALIMENTADAS MANUAL OU AUTOMATICAMENTE REALIZADOS À TEMPERATURA AMBIENTE LUBRIFICAÇÃO PRÉVIA FACILITADA ELEVADA PRODUTIVIDADE: TEMPOS DE PROCESSO RELATIVAMENTE PEQUENOS CARACTERÍSTICAS DOS PROCESSO PRENSAS EXCÊNTRICAS, CONJUNTOS COMPLEXOS DE ESTAMPOS, TEMPOS DE PREPARAÇÃO E ENSAIOS ELEVADOS (FIGURA 11) PRODUÇÃO NUM MESMO EQUIPAMENTO POSSIBILIDADE DE FLEXIBILIZAÇÃO PEÇAS DE GEOMETRIAS E DIMENSÕES SIMILARES LOTES REDUZIDOS
 PRODUÇÃO NUM MESMO EQUIPAMENTO. POSSIBILIDADE DE FLEXIBILIZAÇÃO. PEÇAS DE GEOMETRIAS E DIMENSÕES. SIMILARES. LOTES REDUZIDOS.")
19
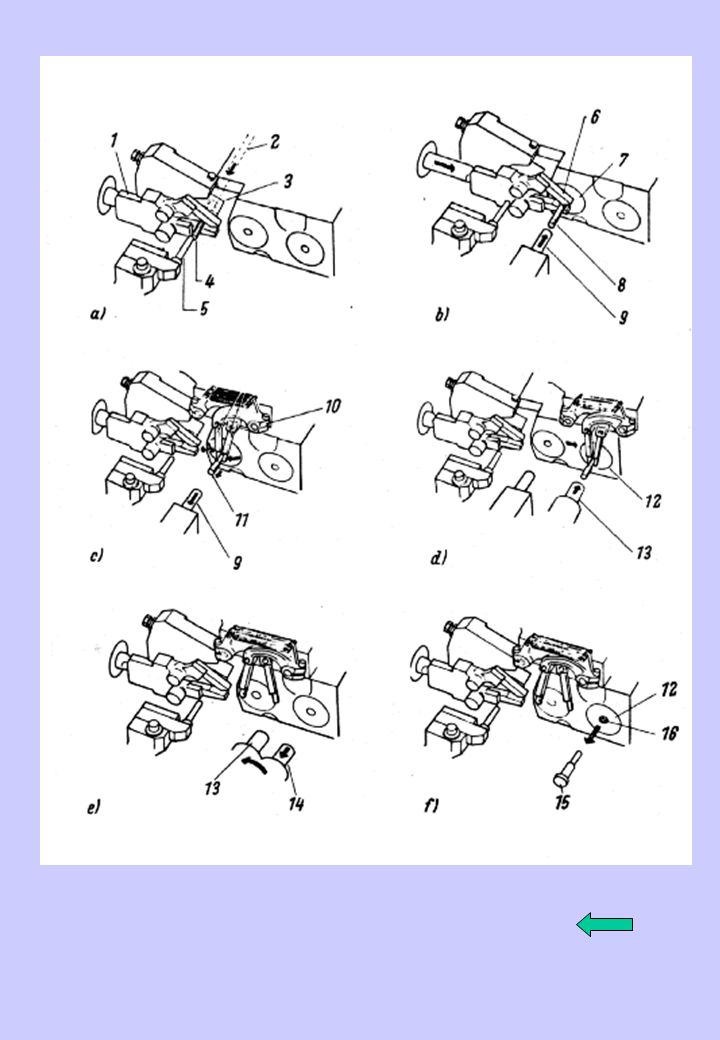
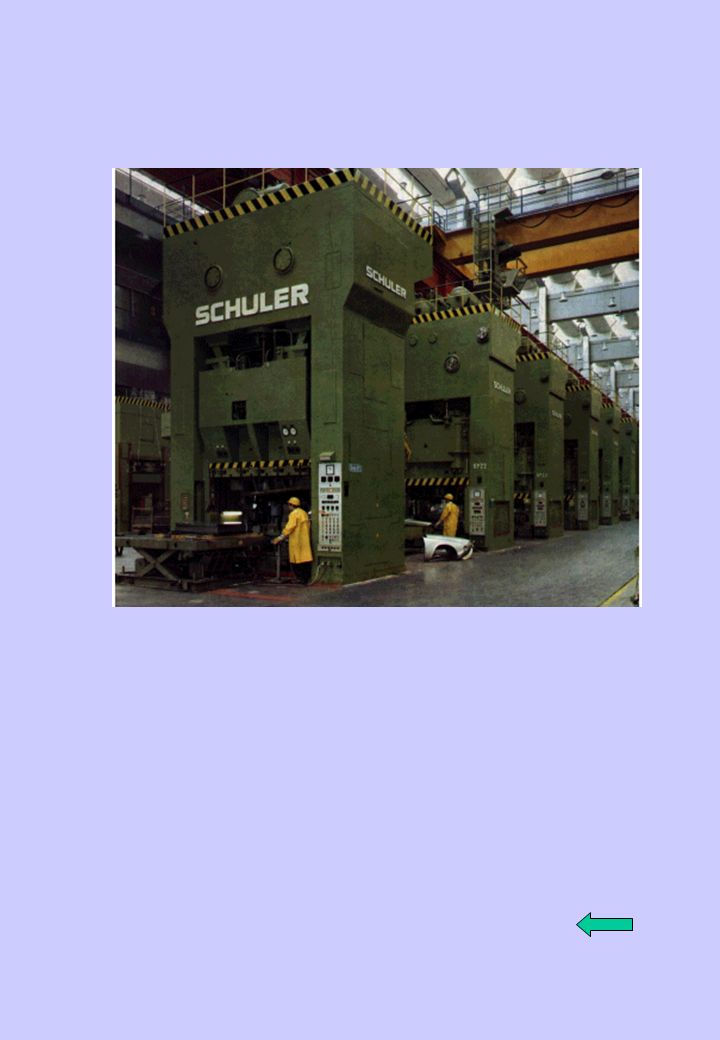
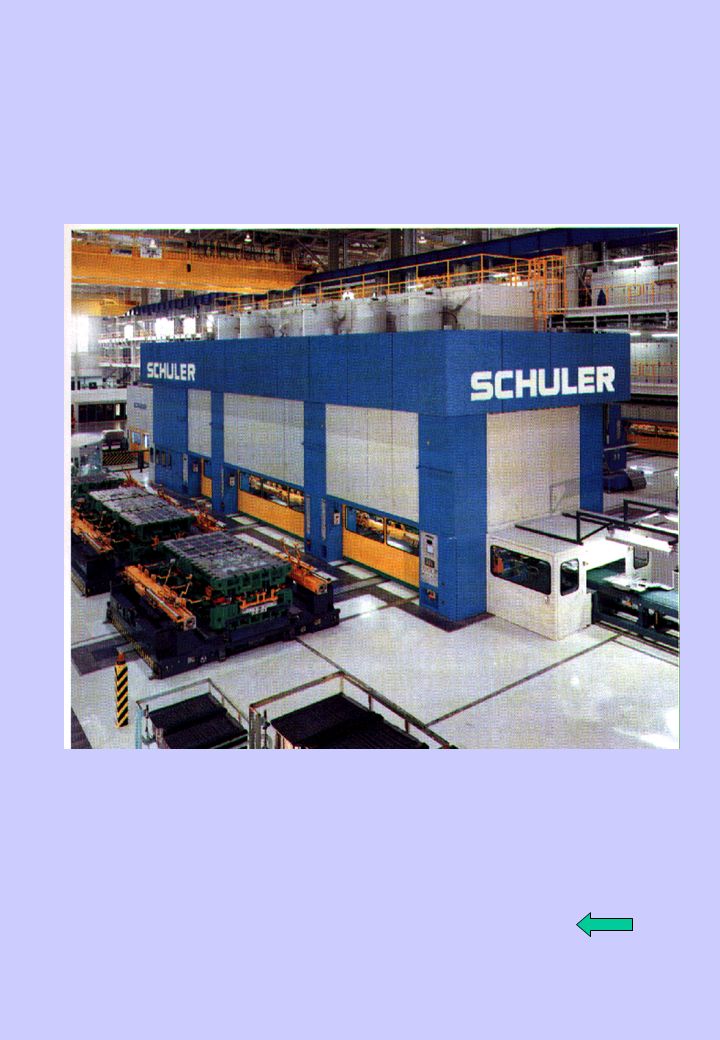
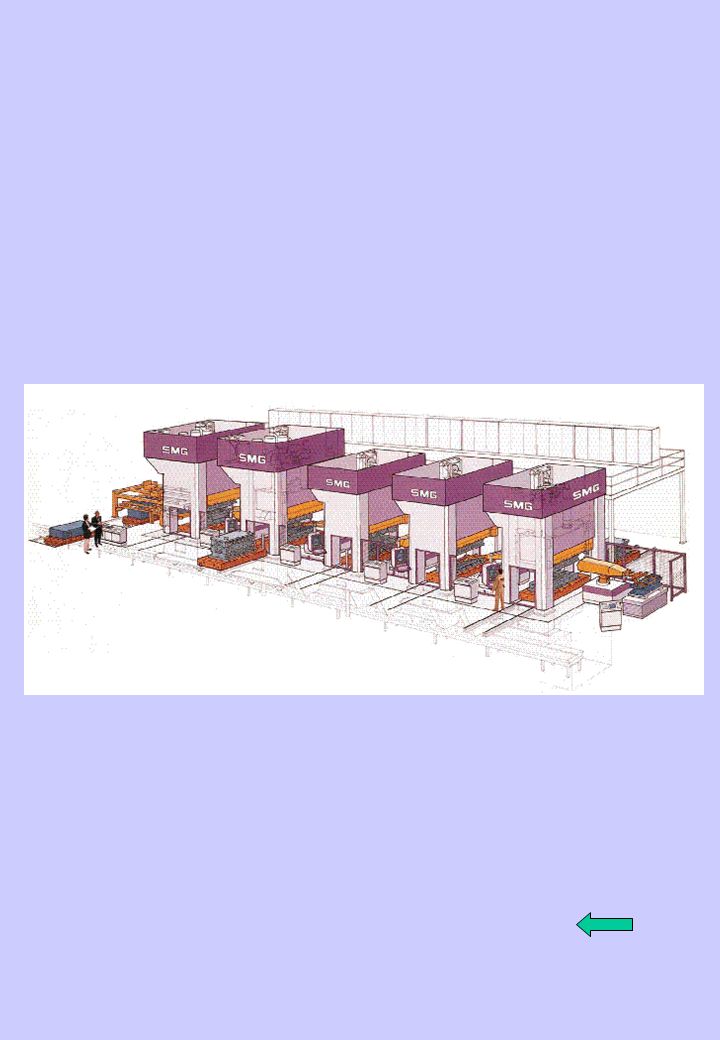
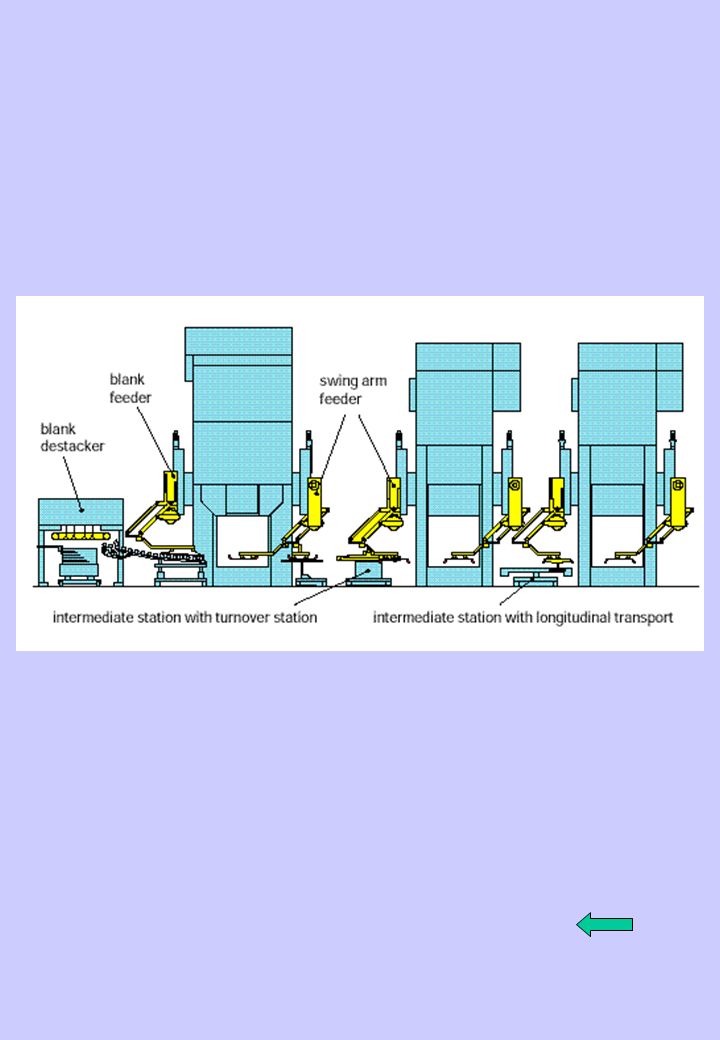
EXEMPLO: INDÚSTRIA AUTOMOBILÍSTICA ESTAMPAGEM DE PAINÉIS DA CARROÇARIA IMPLANTAÇÃO NO INÍCIO DA DÉCADA DE 80 RESULTADOS: UMA PRENSA HIDRÁULICA TRANSFER DE SEIS ESTÁGIOS AO INVÉS DE SEIS PRENSAS EXCÊNTRICAS EM LINHA (FIGURA 12) (FIGURA 13) TRÊS OPERADORES AO INVÉS DE DOZE ALIMENTAÇÃO AUTOMÁTICA POR TRANSFERÊNCIA PRODUTIVIDADE AUMENTADA DE 6 PARA 15 PEÇAS POR MINUTO TEMPO DE PREPARAÇÃO DE 30 MINUTOS AO INVÉS DOS 120 MINUTOS NECESSÁRIOS POR PRENSA DA LINHA AUTOMAÇÃO: POSSIBILIDADE A FLEXIBILIZAÇÃO DA LINHA PRENSA TRANSFER E PROJETO DE ESTAMPOS DA DÉCADA DE 60 RACIONALIZAÇÃO DOS MÉTODOS (FIGURA 14) (FIGURA 15) (FIGURA 16)
 (FIGURA 13) TRÊS OPERADORES AO INVÉS DE DOZE. ALIMENTAÇÃO AUTOMÁTICA POR TRANSFERÊNCIA. PRODUTIVIDADE AUMENTADA DE 6 PARA 15. PEÇAS POR MINUTO. TEMPO DE PREPARAÇÃO DE 30 MINUTOS AO. INVÉS DOS 120 MINUTOS NECESSÁRIOS POR. PRENSA DA LINHA. AUTOMAÇÃO: POSSIBILIDADE A FLEXIBILIZAÇÃO DA LINHA. PRENSA TRANSFER E PROJETO DE ESTAMPOS. DA DÉCADA DE 60. RACIONALIZAÇÃO DOS MÉTODOS. (FIGURA 14) (FIGURA 15) (FIGURA 16)")
20
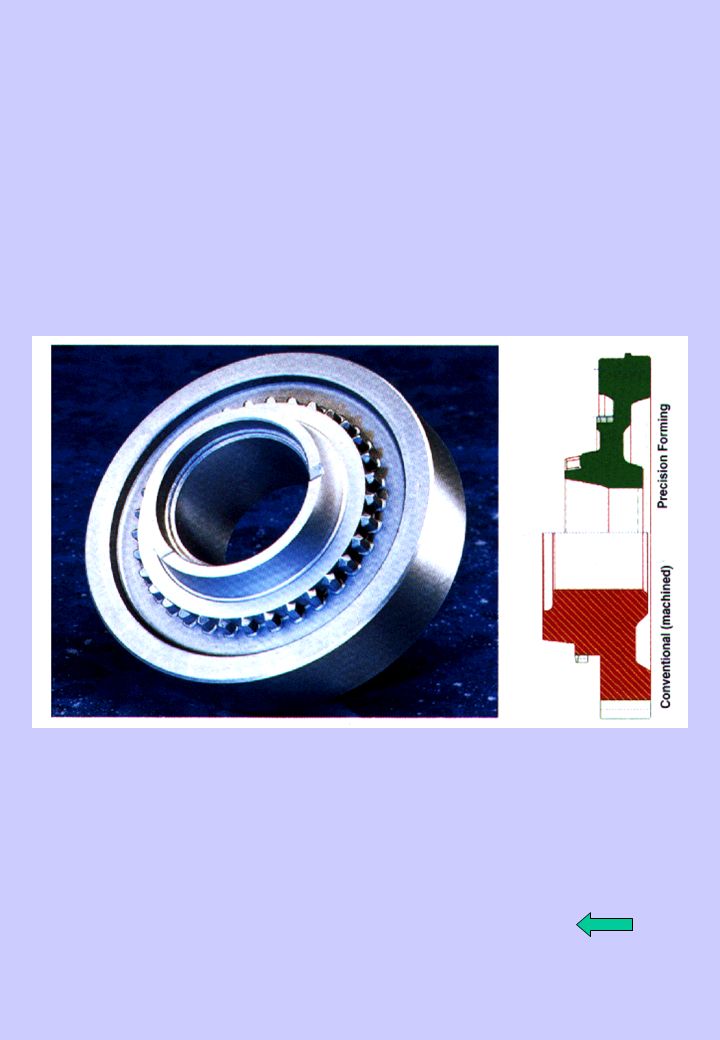
FORJAMENTO POSSIBILIDADE DE FLEXIBILIZAÇÃO: GRANDE NÚMERO DE TIPOS DE PEÇAS: FAMÍLIAS PRODUÇÃO EM PEQUENOS LOTES ESTABELECIMENTO DE CÉLULAS (PRENSAS, GUILHOTINAS, FORNOS) CRITÉRIO DECISIVO CUSTO DA PEÇA FORJADA PRÓXIMO DA PEÇA ACABADA IMPLANTAÇÃO DE SISTEMAS FLEXÍVEIS: INVESTIMENTOS EM EQUIPAMENTOS DE PRODUÇÃO FORJAMENTO DE PRECISÃO: CONCEITO DE “NEAR-NET SHAPE MANUFACTURING” REDUÇÃO DE USINAGEM POSTERIOR SOBREMETAIS: CONVENCIONAL – DE 2 A 3 MM PRECISÃO – DE 0,5 A 1 MM CUSTO DO FORJAMENTO PASSA A SER PREPONDERANTE: REDUÇÃO DE TEMPOS (FIGURA 17)
 CRITÉRIO DECISIVO CUSTO DA PEÇA FORJADA PRÓXIMO DA PEÇA ACABADA. IMPLANTAÇÃO DE SISTEMAS FLEXÍVEIS: INVESTIMENTOS EM EQUIPAMENTOS DE PRODUÇÃO. FORJAMENTO DE PRECISÃO: CONCEITO DE NEAR-NET SHAPE MANUFACTURING REDUÇÃO DE USINAGEM POSTERIOR. SOBREMETAIS: CONVENCIONAL – DE 2 A 3 MM. PRECISÃO – DE 0,5 A 1 MM. CUSTO DO FORJAMENTO PASSA A SER. PREPONDERANTE: REDUÇÃO DE TEMPOS. (FIGURA 17)")
21
TEMPERATURA DE TRABALHO:
QUENTE: GRANDES VARIAÇÕES DE GEOMETRIA E REDUZIDO NÚMERO DE ETAPAS FRIO: PEQUENAS VARIAÇÕES DE GEOMETRIA E ELEVADO NÚMERO DE ETAPAS MORNO: CARACTERÍSTICAS VANTAJOSAS DOS DOIS OUTROS DOIS PROCESSOS FORJAMENTO A FRIO: ASSEMELHA-SE À EXTRUSÃO A FRIO PRENSAS HIDRÁULICAS TRANSFER MULTI-ESTÁGIOS PREPARAÇÃO EXTERNA DOS CONJUNTOS DE FERRAMENTAS – INSERTOS: TROCA RÁPIDA LUBRIFICAÇÃO DO TARUGO E DAS FERRAMENTAS COMO ATIVIDADE EXTERNA FORJAMENTO A QUENTE E MORNO: EXTRAÇÃO DO PRÉ-AQUECIMENTO DAS MATRIZES CONTROLE DO AQUECIMENTO DOS TARUGOS CONTROLE DO VOLUME DE CORTE DOS TARUGOS INVESTIMENTO EM EQUIPAMENTOS MAIS PRECISOS CORTE DE TARUGOS A QUENTE USO DE CASSETES PARA “SET-UP” DE MATRIZES

22
FORJAMENTO A QUENTE: MAIOR PORCENTAGEM DOS PRODUTOS FORJADOS
FORJAMENTO A QUENTE CONVENCIONAL: TEMPOS INTERNOS: REGULAGENS E ENSAIOS ALIMENTAÇÃO, POSICIONAMENTO E DESCARGA MANUAIS MARTELOS E PRENSAS EXCÊNTRICAS: GRANDE INFLUÊNCIA DO OPERADOR NA QUALIDADE DAS PEÇAS MARTELOS: DIFICULDADE DE FLEXIBILIZAÇÃO TIPO DE MATRIZES E PROCESSAMENTO TOLERÂNCIAS DIMENSIONAIS ABERTAS: REBOTE BAIXO VALOR AGREGADO TEMPOS DE AJUSTAGEM E ENSAIOS ELEVADOS CALÇOS: PRECISÃO DE FECHAMENTO LIMITADA PRENSAS EXCÊNTRICAS: NÃO HÁ REBOTE: TOLERÂNCIAS MAIS FECHADAS TEMPOS DE REGULAGEM E ENSAIOS TAMBÉM SÃO ELEVADOS PELOS MECANISMOS DE AJUSTE FINO DO CURSO

23
FORJAMENTO A QUENTE DE PRECISÃO:
PRENSAS DE FRICÇÃO ALIMENTADAS AUTOMATICAMENTE PRENSAS MECÂNICAS E HIDRÁULICAS TRANSFER MULTI-ESTÁGIOS INTERFERÊNCIA MÍNIMA DO OPERADOR TEMPOS DE REGULAGEM E ENSAIOS MINIMIZADOS TEMPOS DE POSICIONAMENTO, ALIMENTAÇÃO E DESCARGA MINIMIZADOS PRENSAS TRANSFER: ELEVADA RIGIDEZ ESTRUTURAL MECANISMOS DE APROXIMAÇÃO E DE AJUSTE DE CURSO DE GRANDE PRECISÃO TEMPOS DE AJUSTE E ENSAIOS REDUZIDOS

24
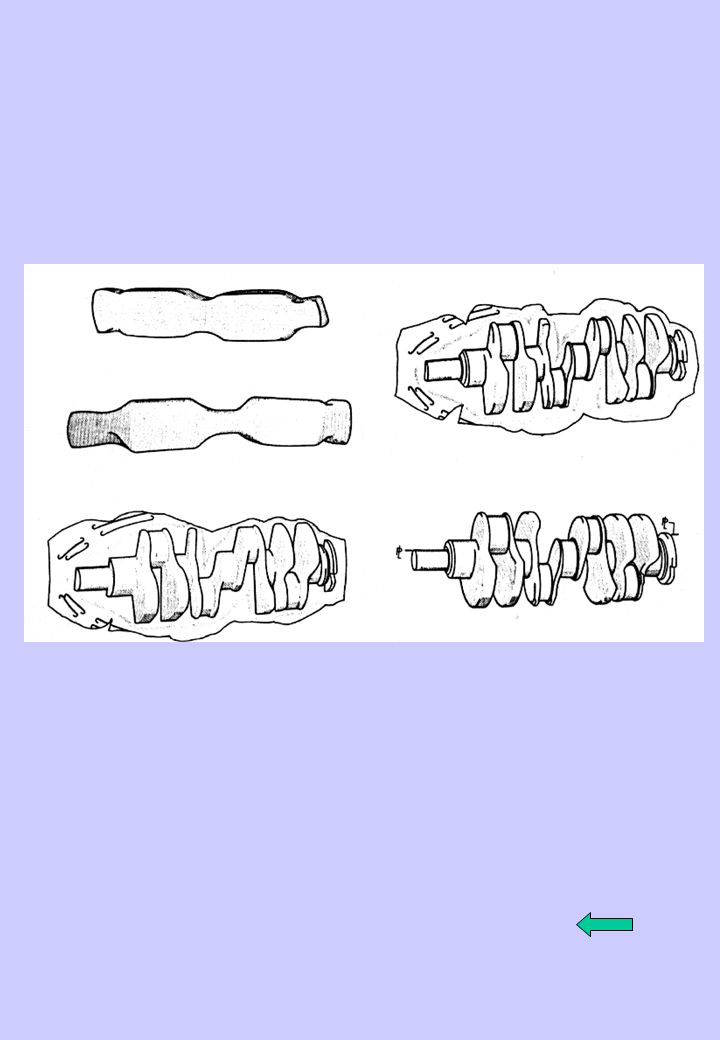
EXEMPLO: FORJAMENTO DE VIRABREQUIM DE 55 kg PASSAGEM DO FORJAMENTO CONVENCIONAL PARA O SISTEMA FLEXÍVEL PROCESSO CONVENCIONAL PROCESSO FLEXÍVEL MARTELO DE 7 T.m PRENSA MECÂNICA TRANSFER DE QUATRO ESTÁGIOS 6000 T PRENSA EXCÊNTRICA DE 1000 T 4 A 6 OPERADORES DOIS OPERADORES 12 GOLPES NO MARTELO QUATRO ETAPAS SIMULTÂNEAS (FIGURA 17) 2 MINUTOS POR PEÇA 1/2 MINUTO POR PEÇA TEMPOS INTERNOS DE PREPARAÇÃO: 120 MINUTOS TEMPOS INTERNOS DE PREPARAÇÃO: 20 MINUTOS EXTRAÇÃO DOS TEMPOS DE: AQUECIMENTO E PREPARAÇÃO DAS MATRIZES REDUÇÃO DOS TEMPOS INTERNOS: DESMONTAGEM MONTAGEM REGULAGEM E ENSAIOS (FILME) (FILME)
 2 MINUTOS POR PEÇA. 1/2 MINUTO POR PEÇA. TEMPOS INTERNOS DE PREPARAÇÃO: 120 MINUTOS. TEMPOS INTERNOS DE PREPARAÇÃO: 20 MINUTOS. EXTRAÇÃO DOS TEMPOS DE: AQUECIMENTO E PREPARAÇÃO DAS MATRIZES. REDUÇÃO DOS TEMPOS INTERNOS: DESMONTAGEM. MONTAGEM. REGULAGEM E ENSAIOS. (FILME) (FILME)")
Apresentações semelhantes