Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Estampagem Conformação de chapas é definida como a transição de uma dada forma de um semi-acabado plano em uma outra forma. Os processos de conformação de chapas têm uma importância especial na fabricação de carrocerias automotivas e componentes da industria eletro-eletrônica. Requisitos : . Tolerância dimensional . Qualidade superficial . Resistência a corrosão . peça rígida . otimização do uso do ferramental

4
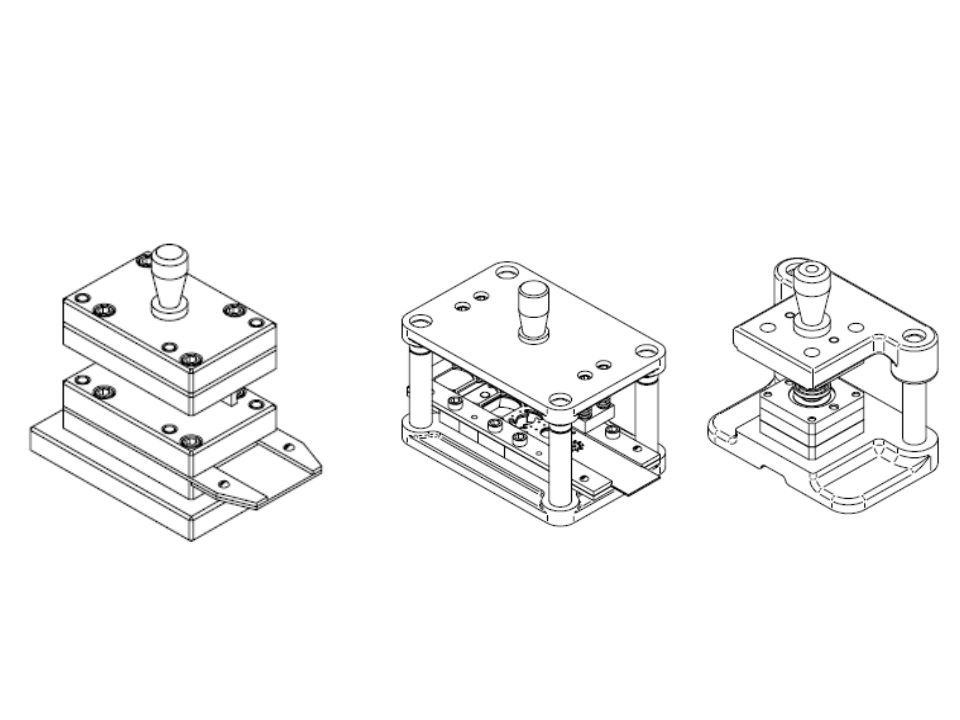
Ferramenta de corte progressiva

6
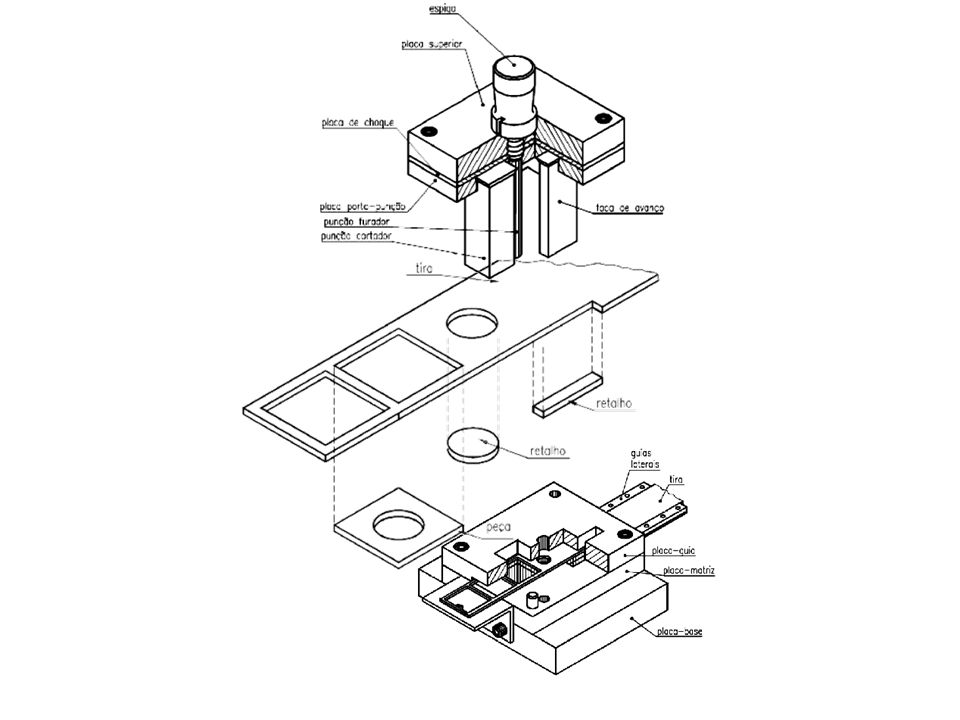
FACA DE AVANÇO, PINOS GUIAS
e ≤ 2mm. p ≤ 100 mm. e= espessura p= passo

9
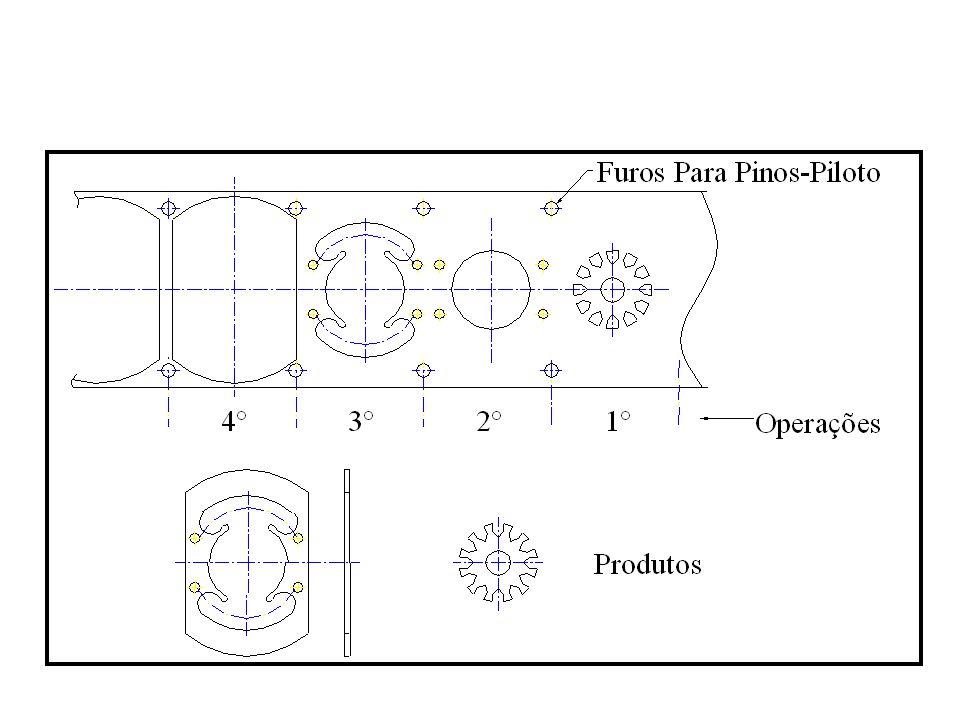
ESTUDO DA TIRA

10
ESTUDO DA TIRA

11
ESTUDO DA TIRA

12
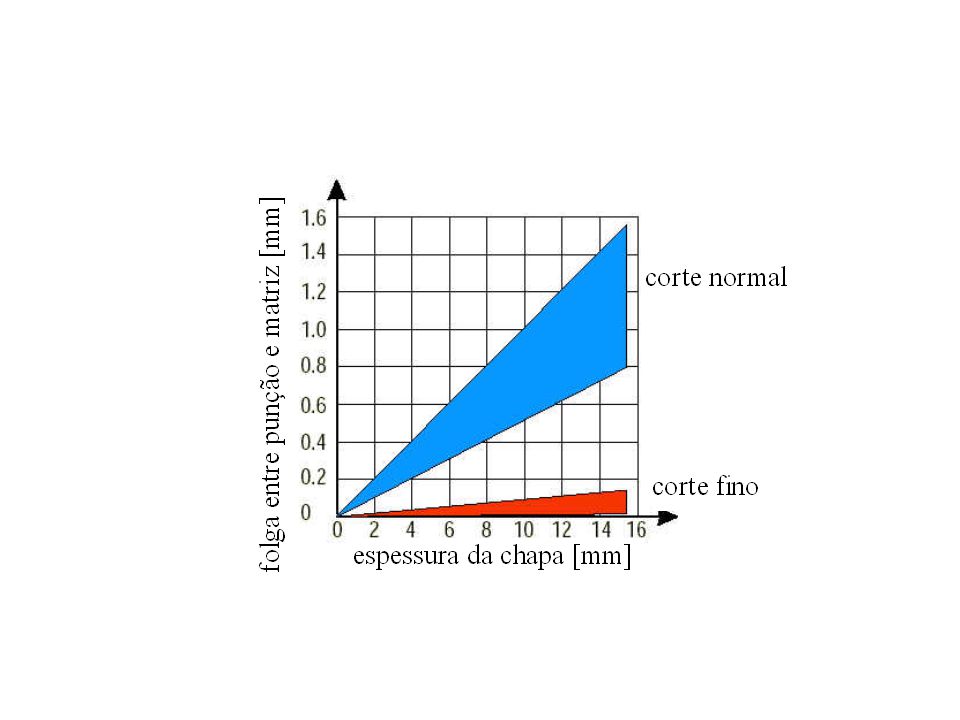
FOLGA ENTRE PUNÇÃO E MATRIZ EM FUNÇÀO DA ESPESSURA DA CHAPA

13
FORÇA DE CORTE Fc= força de corte P = perímetro e = espessura da chapa
c em kg/mm2 Fc= força de corte P = perímetro e = espessura da chapa = tensão de cisalhamento

14
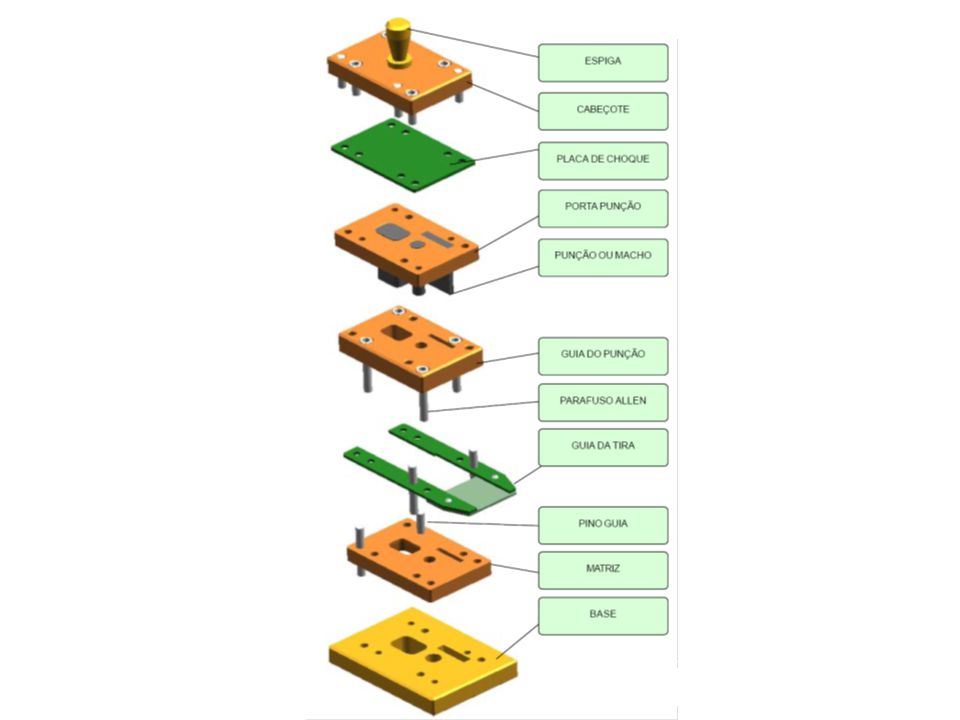
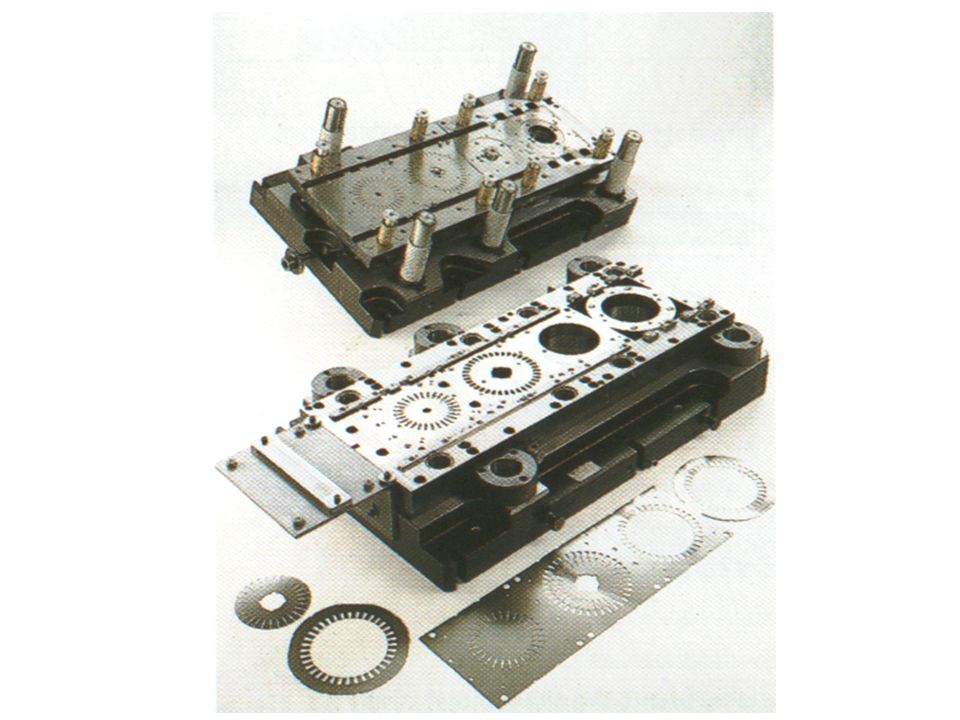
Componentes de uma ferramenta de corte
BASE SUPERIOR: ferro fundido (26FF), aço fundido (3430AF) ou aço laminado (Aço 1010) FORÇA DE CORTE Espessura das bases (pol.) Inferior Superior 20 a 30 T 1 ½” 1” 30 a 50 T 2” 50 a 80 T 2 ½” – 3” PLACA DE CHOQUE: É construída com material Aço 1045, podendo levar um tratamento térmico para alcançar uma dureza de HRC, se necessário. PORTA PUNÇÃO:A espessura do porta-punção é muito importante, sendo que pede-se considera-la no mínimo 25% do comprimento do punção
, aço fundido (3430AF) ou aço laminado (Aço 1010) FORÇA DE CORTE. Espessura das bases (pol.) Inferior. Superior. 20 a 30 T. 1 ½ 1 30 a 50 T a 80 T. 2 ½ – 3 PLACA DE CHOQUE: É construída com material Aço 1045, podendo levar um tratamento térmico para alcançar uma dureza de HRC, se necessário. PORTA PUNÇÃO:A espessura do porta-punção é muito importante, sendo que pede-se considera-la no mínimo 25% do comprimento do punção.")
15
GUIA DA CHAPA: Como material para confecção é utilizado o Aço 1045, com um tratamento térmico

16
MATRIZ: aço ferramenta 1045,D2, D6, M2, VF 800 AT
D(mm) 3 6 6 12 12 20 X(mm) 6 10 13 F (T) 10 15 20 30 50 90 120 E (mm) 16 22 28 34 40 46 C (mm) 9 10 12 13 14 15 17 18 21 23 29 30 34 35 C’ (mm) 11 12 21 22 26 27 36 37 41 42 Y (mm) 1,2 3 e para matrizes pequenas OBS: Para matrizes inteiriças ou encaixadas podemos tomar 0,8 E. 2 3 e para matrizes grandes Z (mm) e (e = espessura da chapa em mm)
 3 6. 6 20. X(mm) F (T) E (mm) C (mm) 9 35. C’ (mm) 11 42. Y (mm) 1,2 3 e para matrizes pequenas. OBS: Para matrizes inteiriças ou encaixadas podemos tomar 0,8 E. 2 3 e para matrizes grandes. Z (mm) e (e = espessura da chapa em mm)")
17
TIPOS DE SAIDA NA MATRIZ DE CORTE
TIPO DE SAÍDA Espessura da chapa e Acréscimo S Ângulo Aplicação Até 2 mm Acima de 2 mm 2 a 3 X e 1 a 2 X e - Para corte de chapas laminadas moles onde se requer boa precisão 2 X e 1 X e 0º 30’ 1º Para corte de chapas de alumínio mole, cobre, chumbo 2º 3º Para corte de chapas laminadas duras com boa precisão 4º Para corte de chapas duras sem precisão 1,8 X e 0,7 X e Para corte de chapas de alumínio duro ou equivalente

18
Espessura Base Inferior (pol)
BASE INFERIOR:É uma placa de ferro fundido (26FF), aço fundido (3430AF) ou aço laminado (Aço 1010/20), Sua espessura é sempre 25 mm Força de Corte Espessura Base Inferior (pol) 20 a 30 T 1 ½ ” 30 a 50 T 2” 50 a 80 T 2 ½” – 3”
, aço fundido (3430AF) ou aço laminado (Aço 1010/20), Sua espessura é sempre 25 mm. Força de Corte. Espessura Base Inferior (pol) 20 a 30 T. 1 ½ 30 a 50 T a 80 T. 2 ½ – 3")
26
Ferramenta de embutimento

27
Ferramenta de embutimento

29
Calculo da folga entre punção e matriz

30
Obter a largura de um perfil
Sendo a chapa com e > 1 mm Para a parte enrolada Logo: ab = 1/8 2 (r1 + y) = 1/8 2 3,14 (10 + 2) = 9,42 mm cd = 1/8 2 (r2 + y) = 1/8 2 3,14 (14 + 2) = 12,56 mm ef = 3/4 2 (r3 + z) = 3/4 2 3,14 (24 + 3) = 127,17 mm L = , , ,17 = 224,15 mm
 = 1/8 2 3,14 (10 + 2) = 9,42 mm. cd = 1/8 2 (r2 + y) = 1/8 2 3,14 (14 + 2) = 12,56 mm. ef = 3/4 2 (r3 + z) = 3/4 2 3,14 (24 + 3) = 127,17 mm. L = , , ,17 = 224,15 mm.")
31
Retorno elástico

32
Capacidade de embutimento do material
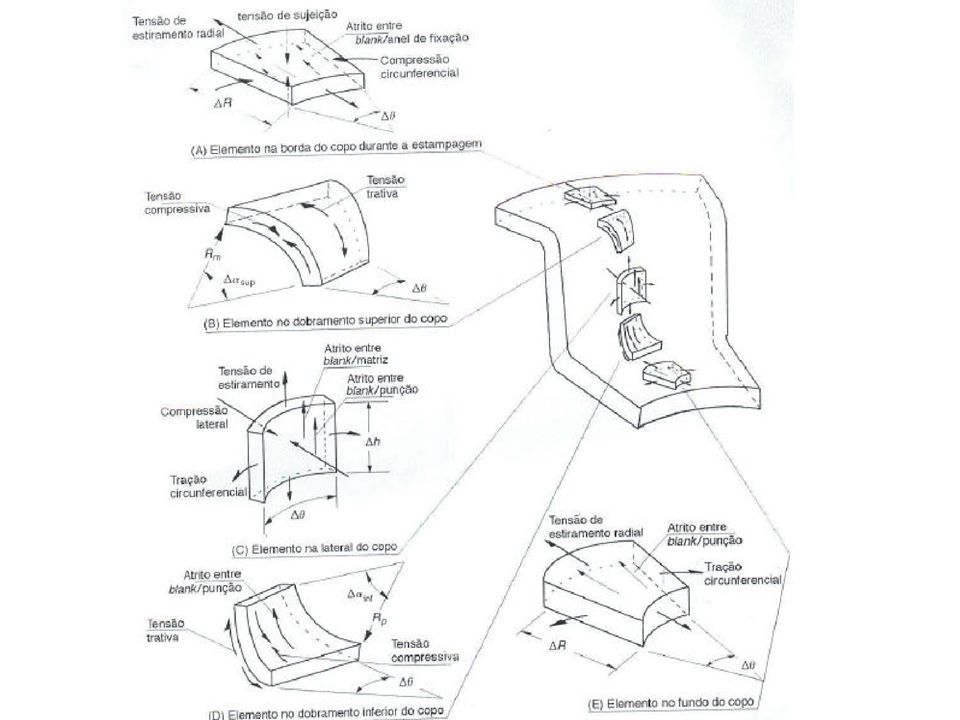
A capacidade de embutimento de um material depende da sua relação de deformação plástica que é uma medida da resistência à estricção do material. A severidade máxima de repuxo é a condição limite de repuxo para uma única operação. É determinada para os aços inoxidáveis, a partir da relação prática, válida para o intervalo de 25 a 600 de d/e. βomax = 2,15 - 0,001 . d/e onde d é o diâmetro do punção e “e” é a espessura da chapa. A relação abaixo é chamada de relação de repuxo em função da geometria da peça, β= D/d onde D é o diâmetro do blank e d o diâmetro do punção. Se β ≤ βomax , a peça poderá ser repuxada em apenas uma operação. ã Se β > βomax , a peça necessariamente deverá ser estampada em mais de uma operação de repuxo.

35
Ensaios mecânicos Os ensaios de fabricação avaliam características intrínsecas do material em produção. Geralmente processos de conformação mecânica de materiais metálicos exigem o conhecimento do comportamento do material durante processamento, para que se obtenha sucesso no mesmo. Os tipos mais comuns de materiais a serem conformados são fitas ou chapas finas para estampagem, ou barras e placas para dobramento de um determinado produto final.

36
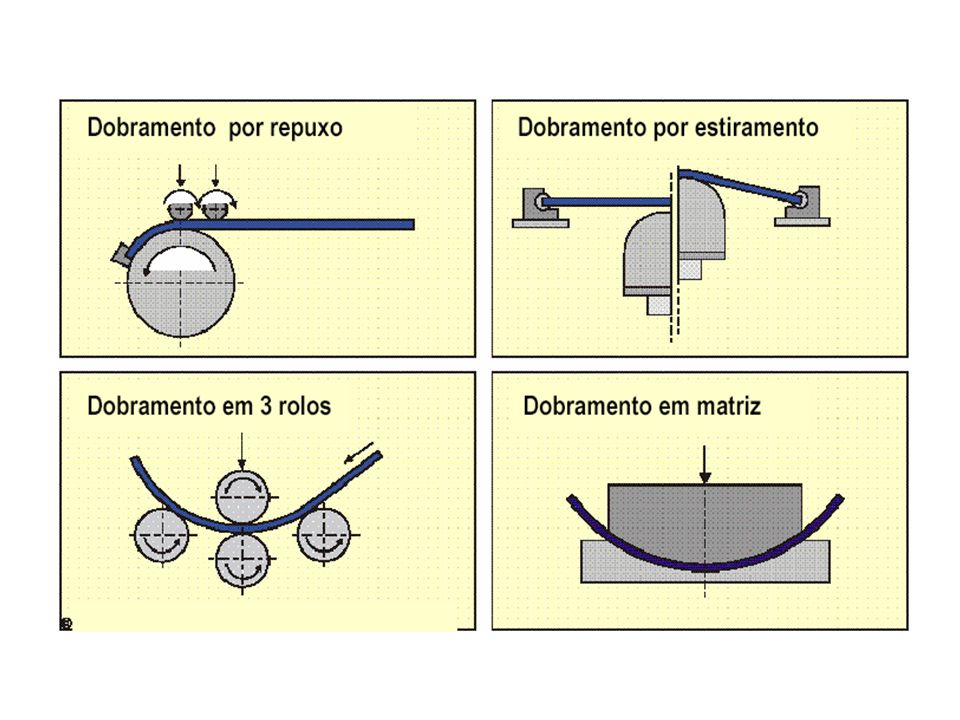
Os ensaios de fabricação procuram avaliar as condições de conformação que evitem defeitos como rugas, trincas de bordas (no caso da estampagem de copos), entre outros. E também são úteis para determinar os esforços envolvidos entre a ferramenta de conformação e o material de trabalho nas diferentes situações existentes em um processo. No caso de dobramento, ensaios são muito importantes na determinação do retorno de curvatura devido às deformações elásticas do material, permitindo obter-se valores físicos precisos sobre o ajuste necessário ao ângulo para o qual uma determinada curva seja obtida. Enfim, estes ensaios são amplamente aplicados na indústria de produtos que utilizam a conformação plástica como meio de processamento.

37
O objetivo dos ensaios estudados até o momento é verificar o comportamento de materiais sujeitos a esforços específicos e os limites físicos destes tipos de esforços na estrutura e estabilidade destes materiais. Além disso, os ensaios permitem determinar características mecânicas inerentes ao material como módulo de elasticidade, tensões limite de tração e compressão, dureza superficial, vida e limite de resistência à fadiga entre outros.

38
O ensaio de embutimento tem como objetivo avaliar a estampabilidade de chapas e/ou tiras metálicas, relacionando características mecânicas e estruturais da peça com as máximas deformações possíveis de ser realizadas sem que ocorra ruptura [ASTM E643-84]. Existem diversos tipos de ensaio para essa forma de avaliação, descritos em seguida e esquematizados na figura 2. · Ensaio Erichsen: consiste na deformação de uma tira metálica (blank, corpo-deprova) presa em uma matriz com um punção na forma esférica. Mede-se a máxima penetração do punção para a qual não tenha ocorrido a ruptura da tira; · Ensaio Olsen: é semelhante ao ensaio Erichsen, com algumas alterações nas dimensões do equipamento;
![O ensaio de embutimento tem como objetivo avaliar a estampabilidade de chapas e/ou tiras metálicas, relacionando características mecânicas e estruturais da peça com as máximas deformações possíveis de ser realizadas sem que ocorra ruptura [ASTM E643-84]. Existem diversos tipos de ensaio para essa forma de avaliação, descritos em seguida e esquematizados na figura 2.](http://slideplayer.com.br/slide/2754896/10/images/38/O+ensaio+de+embutimento+tem+como+objetivo+avaliar+a+estampabilidade+de+chapas+e%2Fou+tiras+met%C3%A1licas%2C+relacionando+caracter%C3%ADsticas+mec%C3%A2nicas+e+estruturais+da+pe%C3%A7a+com+as+m%C3%A1ximas+deforma%C3%A7%C3%B5es+poss%C3%ADveis+de+ser+realizadas+sem+que+ocorra+ruptura+%5BASTM+E643-84%5D.+Existem+diversos+tipos+de+ensaio+para+essa+forma+de+avalia%C3%A7%C3%A3o%2C+descritos+em+seguida+e+esquematizados+na+figura+2..jpg "· Ensaio Erichsen: consiste na deformação de uma tira metálica (blank, corpo-deprova) presa em uma matriz com um punção na forma esférica. Mede-se a máxima penetração do punção para a qual não tenha ocorrido a ruptura da tira; · Ensaio Olsen: é semelhante ao ensaio Erichsen, com algumas alterações nas dimensões do equipamento;")
39
TEXTURA E ANISOTROPIA

Apresentações semelhantes