Carregar apresentação
A apresentação está carregando. Por favor, espere

1
BROCHADEIRAS Processos de Usinagem Prof. M.Sc. Antonio Fernando Mota
Marca Instituição Ensino

2
BROCHADEIRA DEFINIÇÃO: Máquina operatriz responsável pela operação de usinagem denominada brocheamento. Consiste em arrancar linear e progressivamente o cavaco da superfície de uma peça. FERRAMENTA: Dentes múltiplos dispostos em série, chamada brocha

3
HISTÓRICO: Ferreiro Forma e tamanho de furos punção Sem dentes Golpes de marreta Forjamento ; Patente E.U.A Brochadeira ; ª Máquina de brochear externamente ; Máquinas de duplo cabeçote ( vel. 2,5 m/min) ; Brochadeiras de alta velocidades ( vel. 5,5 m/min) brochadeiras verticais de tração ou compressão ; Brochadeira horizontal hidráulica (7 m/min) ; Produção seriada ; Brochadeira vertical de superfície ; Hoje Brochadeiras de 100 ton. ( 15 m/min ).
 ; 1921 Brochadeiras de alta velocidades ( vel. 5,5 m/min) brochadeiras verticais de tração ou compressão ; 1923 Brochadeira horizontal hidráulica (7 m/min) ; 1925 Produção seriada ; 1926 Brochadeira vertical de superfície ; Hoje Brochadeiras de 100 ton. ( 15 m/min ).")
4
TIPOS DE BROCHAMENTO Acabamento ou semi-acabamento à peça. Modificação de um furo feito previamente. Criação de rasgos de chavetas e perfis estriados, quadrados, hexagonais, etc.

5
FORMAÇÃO DO CAVACO Alojamento incorreto do cavaco ou falta de afiação da ferramenta aumentam o esforço do corte, causando a ruptura ou o aprisionamento do cavaco (por falta de espaço)
")
6
Brochadeira Horizontal
TIPOS DE BROCHADEIRAS Brochadeira Horizontal Força de tração Possibilita trabalhos com ferramentas de grandes comprimentos Montagem deve ser cuidadosa par evitar flexão da brocha

7
Força de tração ou compressão ou ambas
TIPOS DE BROCHADEIRAS Brochadeira Vertical Força de tração ou compressão ou ambas Brochamento interno ou externo Indicada para locais com pouco espaço físico

8
VELOCIDADE DE CORTE

9
VELOCIDADE DE CORTE

10
Fatores que Influenciam na Velocidade de Corte
è Ângulos de incidência e de saída da cunha do corte; è Perfil da aresta cortante; è Acabamento das faces dos dentes; è Natureza do material e da ferramenta; è Dureza e resistência do material da peça; è Profundidade de corte; è Uso ou não de refrigeração; è Material a ser brochado; è Abrasividade.

11
Profundidade de Corte

12
Fatores que Afetam a Profundidade de Corte
è Dureza e tenacidade do material a brochar; è Tipo de operação de brochamento; è Grau de acabamento superficial desejado; è Tolerância especificada para a peça; è Quantidade total de material a ser removido; è Comprimento da superfície a usinar; è Rigidez da peça; è Dimensões da brocha.

13
REFRIGERAÇÃO DO CORTE

14
Brochadeiras

15
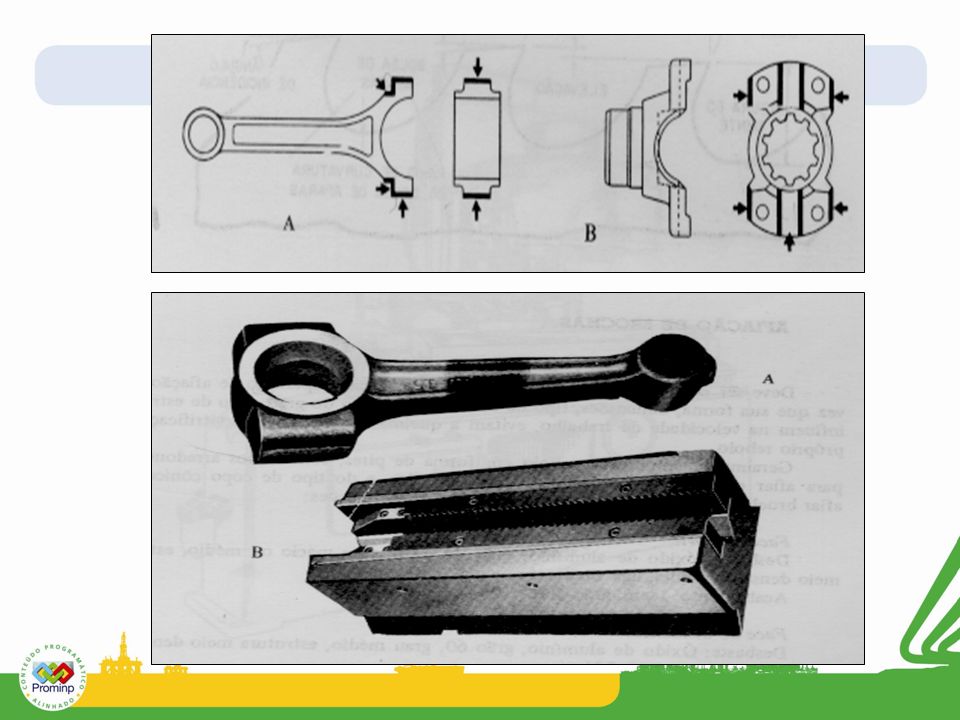
EXEMPLOS DE BROCHEAMENTO INTERNO E EXTERNO:

16
Brocheamento intermitente movimento retilíneo alternativo da ferramenta :
Brocheamento contínuo movimento relativo entre peça e a ferramenta pode ser retilíneo ou circular.

17
Brocheamento retilíneo só pode produzir orifícios, rasgos ou ranhuras retas e superfícies planas ;
Brocheamento circular é feito pelo movimento da peça sobre a ferramenta estacionária ou pelo movimento da ferramenta sobre a peça estacionária

18
Brocheamento circular é feito pelo movimento da peça sobre a ferramenta estacionária ou pelo movimento da ferramenta sobre a peça estacionária

19
Força Total de Brocheamento
F1= resistência ao corte=força cortante principal ; F2= reação da peça absorvida pela brocha e pela própria peça ; F3= resistência do atrito entre a ferramenta e a peça ; F = F1 + F3

20
S = seção de corte em mm²;
F = S . re na qual S = seção de corte em mm²; re = resistência específica do corte em kgf/mm²; sendo S = p. b p= profundidade de corte , em mm (diferença entre 2 dentes) b= largura de corte, em mm n = nº máximo de dentes em corte , simultaneamente c = coeficiente relativo ao refrigerante de corte , onde c= 1,0 para óleos solúveis em água ou para corte a seco c= 0,9 para óleos minerais c= 0,8 para óleos vegetais , então F= S . re. n. c = p. b. re. n. c (kgf)
 b= largura de corte, em mm. n = nº máximo de dentes em corte , simultaneamente. c = coeficiente relativo ao refrigerante de corte , onde. c= 1,0 para óleos solúveis em água ou para corte a seco. c= 0,9 para óleos minerais. c= 0,8 para óleos vegetais , então. F= S . re. n. c = p. b. re. n. c. (kgf)")
21
Obs: O comprimento da superfície a usinar constitui fator que obriga a adoção de maiores profundidades de corte, para permitir que todo o material a ser removido por dente possa ser acomodado na cavidade de cavacos.

22
BROCHAMENTO EXTERNO E INTERNO

23
BROCHAMENTO EXTERNO Processo de brochamento executado numa superfície externa da peça.

24
BROCHAMENTO INTERNO É o processo mais comum, consiste na transformação de um furo redondo em um furo de perfil qualquer de maneira progressiva. Sendo executado num furo passante da peça.

25
BROCHAMENTO INTERNO

26
PERFIL DOS DENTES

28
Afiação de brochas

29
APLICAÇÕES DAS BROCHADEIRAS

30
Ensaio de Impacto CHARPY

31
ENSAIO DE IMPACTO CHARPY– CORPOS DE PROVAS
Dimensões dos CP.s 10x10x55mm

32
BROCHADEIRAS - USINAGEM DO ENTALHE
CP

33
Projetor de perfil – controle de qualidade do CP

35
Métodos de Brochear : Os métodos de operação são classificados de acordo com : a) tipo de superfície gerada : interno e externo ; b) direção do movimento da ferramenta ou da peça: horizontal e vertical ; c) modo de transmitir o esforço de corte à ferramenta : por tração ou compressão ; d) situação de trabalho da ferramenta: ferramenta móvel ou estacionária ; e) ciclo de operação : intermitente ou contínuo ; d) espécie do movimento da ferramenta : retilíneo ou circular
 direção do movimento da ferramenta ou da peça: horizontal e vertical ; c) modo de transmitir o esforço de corte à ferramenta : por tração ou compressão ; d) situação de trabalho da ferramenta: ferramenta móvel ou estacionária ; e) ciclo de operação : intermitente ou contínuo ; d) espécie do movimento da ferramenta : retilíneo ou circular.")
36
Brocheamento interno superfícies fechadas ;
Brocheamento externo superfícies abertas ; Brocheamento horizontal peças de grandes dimensões e fabricação de pequenas séries ; Brocheamento por tração brocha puxada através da peça ; Brocheamento por compressão brocha empurrada através da peça ;

38
Obrigaduuu!!!

39
O QUE PROVOCA AS FALHAS:
Deficiências do projeto; Processo inadequado dos materiais (impurezas, defeitos internos, microestruturais e superficiais, tratamentos térmicos incorretos, etc.); Operação incorreta do equipamento pelo homem (sobrecarga, reparação ineficiente, colisões, etc.).
; Operação incorreta do equipamento pelo homem (sobrecarga, reparação ineficiente, colisões, etc.).")
40
ANÁLISE DAS CAUSAS DAS FALHAS:
INTERPRETAÇÃO E CARACTERIZAÇÃO DA SUPERFÍCIE DE FRATURA (MAPA TOPOGRÁFICO) FRACTOGRAFIA CONHECER A CAUSA DA FALHA PREVENÇÃO DE NOVAS OCRRÊNCIAS Em 1944 forjou-se o termo “fractografia” para descrever a ciência que estuda a superfície de fratura.
 FRACTOGRAFIA. CONHECER A CAUSA DA FALHA. PREVENÇÃO DE NOVAS OCRRÊNCIAS. Em 1944 forjou-se o termo. fractografia para descrever. a ciência que estuda a superfície. de fratura.")
Apresentações semelhantes






 Furadeiras>")













