Carregar apresentação
A apresentação está carregando. Por favor, espere

1
TRAÇÃO E COMPRESSÃO Força Normal ou Axial F Define-se como força normal ou axial aquela que atua perpendicularmente (normal) sobre a área da secção transversal de peça. Tração e Compressão Podemos afirmar que uma peça está submetida a esforço de tração ou compressão, quando uma carga normal F atuar sobre a área da secção transversal da peça, na direção do eixo longitudinal.
 sobre a área da secção transversal de peça. Tração e Compressão. Podemos afirmar que uma peça está submetida a esforço de tração ou compressão, quando uma carga normal F atuar sobre a área da secção transversal da peça, na direção do eixo longitudinal.")
2
Tensão Normal A carga normal F, que atua na peça, origina nesta, uma tensão normal que é determinada através da relação entre a intensidade da carga aplicada, e a área da secção transversal da peça. Onde: σ - tensão normal [Pa; ] F - força normal ou axial [N; ] S - área da secção transversal da peça [m²; .....] σ = 𝐹 𝑆 Unidade de Tensão no SI (Sistema Internacional) A unidade de tensão no SI é o pascal, que corresponde à carga de 1N atuando sobre uma superfície de 1m². Como a unidade pascal é infinitesimal, utiliza-se com frequência, os seus múltiplos: MPa (mega pascal) kPa (quilo pascal) MPa = 106 Pa kPa = 103 Pa A unidade MPa (mega pascal, corresponde à aplicação de 106 N (um milhão de newtons)na superfície de um metro quadrado (m2). Como m2 = 106 mm2, conclui-se que: 1MPa = N/mm2
 A unidade de tensão no SI é o pascal, que corresponde à carga de 1N atuando sobre uma superfície de 1m². Como a unidade pascal é infinitesimal, utiliza-se com frequência, os seus múltiplos: MPa (mega pascal) kPa (quilo pascal) MPa = 106 Pa. kPa = 103 Pa. A unidade MPa (mega pascal, corresponde à aplicação de 106 N (um milhão de newtons)na superfície de um metro quadrado (m2). Como m2 = 106 mm2, conclui-se que: 1MPa = N/mm2.")
3
Lei de Hooke Após uma série de experiências, o cientista inglês, Robert Hooke, no ano de 1678, constatou que uma série de materiais, quando submetidos à ação de carga normal, sofre variação na sua dimensão linear inicial, bem como na área da secção transversal inicial. Ao fenômeno da variação linear, Hooke denominou alongamento, constatando que: Δl = 𝐹 .l 𝑆 . 𝐸 Como σ = 𝐹 𝐴 podemos escrever a Lei de Hooke: Δl/l = σ 𝐸 Onde: Δl/l - alongamento da peça [m; ] σ - tensão normal [Pa; .....] F - carga normal aplicada [N; ] S - área da secção transversal [m² ;.....] E - módulo de elasticidade do material [Pa;......] l - comprimento inicial da peça [m; ]

4
Deformação longitudinal (ε)
Consiste na deformação que ocorre em uma unidade de comprimento (u.c) de uma peça submetida à ação de carga axial. Sendo definida através das relações: ε= Δl l = σ 𝐸 Materiais Dúcteis e Frágeis Os materiais, conforme as suas características, são classificados como dúcteis ou frágeis. Material Dúctil O material é classificado como dúctil, quando submetido a ensaio de tração, apresenta deformação plástica, precedida por uma deformação elástica, para atingir o rompimento. Ex.: Aço; alumínio; cobre; bronze; etc.
 de uma peça submetida à ação de carga axial. Sendo definida através das relações: ε= Δl l = σ 𝐸. Materiais Dúcteis e Frágeis. Os materiais, conforme as suas características, são classificados como dúcteis ou frágeis. Material Dúctil. O material é classificado como dúctil, quando submetido a ensaio de tração, apresenta deformação plástica, precedida por uma deformação elástica, para atingir o rompimento. Ex.: Aço; alumínio; cobre; bronze; etc.")
5
Diagrama Tensão deformação do aço ABNT 1020
Ponto O- Início de ensaio carga nula Ponto A - Limite de proporcionalidade Ponto B - Limite superior de escoamento Ponto C - Limite inferior de escoamento Ponto D - Final de escoamento início da recuperação do material Ponto E - Limite máximo de resistência Ponto F - Limite de ruptura do material

6
ENSAIO DE TRAÇÃO: CÁLCULO DA TENSÃO
O ensaio mecânico mais importante para a determinação da resistência dos materiais é o ensaio de tração. A determinação das propriedades mecânicas dos materiais é obtida por meio de ensaios mecânicos, realizados no próprio produto ou em corpos de prova de dimensões e formas especificadas, segundo procedimentos padronizados por normas brasileiras e estrangeiras.

7
O ensaio de tração consiste em submeter o material a um esforço que tende a alongá-lo até a ruptura. Os esforços ou cargas são medidos na própria máquina de ensaio. No ensaio de tração o corpo é deformado por alongamento, até o momento em que se rompe. Os ensaios de tração permitem conhecer como os materiais reagem aos esforços de tração, quais os limites de tração que suportam e a partir de que momento se rompem.

8
Antes da ruptura, a deformação
Imagine um corpo preso numa das extremidades, submetido a uma força, como na ilustração ao lado. Quando esta força é aplicada na direção do eixo longitudinal, dizemos que se trata de uma força axial. Ao mesmo tempo,a força axial é perpendicular à seção transversal do corpo.

9
A aplicação de uma força axial de tração num corpo preso produz uma deformação no corpo, isto é, um aumento no seu comprimento com diminuição da área da seção transversal. Este aumento de comprimento recebe o nome de alongamento. Veja o efeito do alongamento num corpo submetido a um ensaio de tração.

11
Na norma brasileira, o alongamento é representado pela letra A e é calculado subtraindo-se o comprimento inicial do comprimento final e dividindo-se o resultado pelo comprimento inicial. Sendo que Lo representa o comprimento inicial antes do ensaio e Lf representa o comprimento final após o ensaio.

12
Suponha que você quer saber qual o alongamento sofrido por um corpo de 12 mm que, submetido a uma força axial de tração, ficou com 13,2 mm de comprimento. A unidade mm/mm indica que ocorre uma deformação de 0,1 mm por 1 mm de dimensão do material. Pode-se também indicar a deformação de maneira percentual. Para obter a deformação expressa em porcentagem, basta multiplicar o resultado anterior por 100. A = 0,1 mm/mm x 100 = 10%.

13
Há dois tipos de deformação, que se sucedem quando o material é submetido a uma força de tração: a elástica e a plástica. Deformação elástica: não é permanente. Deformação plástica: é permanente.

14
Tensão de tração: Como é medida
A força de tração atua sobre a área da seção transversal do material. Tem-se assim uma relação entre essa força aplicada e a área do material que está sendo exigida, denominada Tensão. Tensão ( ) é a relação entre uma força (F) e uma unidade de área (S): σ σ
 é a relação entre uma força (F) e uma unidade de área (S): σ. σ.")
15
Com adoção do Sistema Internacional de Unidades (SI) pelo Brasil a unidade utilizada é o pascal (Pa). Um múltiplo dessa unidade, o megapascal (MPa), vem sendo utilizado por um número crescente de países. Veja o quadro de conversões, a seguir:

16
PROPRIEDADES MECÂNICAS AVALIADAS
ENSAIO DE TRAÇÃO: PROPRIEDADES MECÂNICAS AVALIADAS Quando o ensaio de tração é realizado, algumas informações são registradas durante a realização do ensaio e outras são obtidas pela análise das características do corpo de prova após o ensaio. Os dados relativos às forças aplicadas e deformações sofridas pelo corpo de prova até a ruptura permitem traçar o gráfico conhecido como diagrama tensão-deformação

17
DIAGRAMA TENSÃO-DEFORMAÇÃO
A tensão (σ) corresponde à força (F) dividida pela área da seção (S) sobre a qual a força é aplicada. No ensaio de tração convencionou-se que a área da seção utilizada para os cálculos é a da seção inicial (So). Assim, aplicando a fórmula σ podemos obter os valores de tensão para montar um gráfico que mostre as relações entre tensão e deformação.
 corresponde à força (F) dividida pela área da. seção (S) sobre a qual a força é aplicada. No ensaio de tração convencionou-se que a área da seção utilizada para os cálculos é a da seção inicial (So). Assim, aplicando a fórmula σ podemos obter os valores. de tensão para montar um gráfico que mostre as relações entre tensão e deformação.")
18
A curva resultante apresenta certas características que são comuns a diversos tipos de materiais usados na área da Mecânica.

19
LIMITE ELÁSTICO O limite elástico recebe este nome porque, se o ensaio for interrompido antes deste ponto e a força de tração for retirada, o corpo volta à sua forma original. Na fase elástica os metais obedecem à lei de Hooke. Suas deformações são diretamente proporcionais às tensões aplicadas.

20
Exemplificando: se aplicarmos uma tensão de 10 N/mm² e o corpo de prova se alongar 0,1%, ao aplicarmos uma força de 100 N/mm² o corpo de prova se alongará 1%. MÓDULO DE ELASTICIDADE Na fase elástica, se dividirmos a tensão pela deformação, em qualquer ponto, obteremos sempre um valor constante. A expressão matemática dessa relação é: σ = E x Ɛ , onde E é a constante que representa o módulo de elasticidade. O módulo de elasticidade é a medida da rigidez do material. Quanto maior for o módulo, menor será a deformação elástica resultante da aplicação de uma tensão e mais rígido será o material.

21
LIMITE DE PROPORCIONALIDADE
A lei de Hooke só vale até um determinado valor de tensão, denominado limite de proporcionalidade. Na prática, considera-se que o limite de proporcionalidade e o limite de elasticidade são coincidentes.

22
ESCOAMENTO No início da fase plástica ocorre um fenômeno chamado escoamento. O escoamento caracteriza-se por uma deformação permanente do material sem que haja aumento de carga, mas com aumento da velocidade de deformação

23
LIMITE DE RESISTÊNCIA Após o escoamento ocorre o encruamento, que é um endurecimento causado pela quebra dos grãos que compõem o material quando deformados a frio. Nessa fase, a tensão recomeça a subir, até atingir um valor máximo num ponto chamado de limite de resistência (B). Para calcular o valor do limite de resistência (LR), basta aplicar a fórmula:
. Para calcular o valor do. limite de resistência (LR), basta aplicar a fórmula:")
24
LIMITE DE RUPTURA Continuando a tração, chega-se à ruptura do material, que ocorre num ponto chamado limite de ruptura (C). A tensão no limite de ruptura é menor que no limite de resistência, devido à diminuição da área que ocorre no corpo de prova depois que se atinge a carga máxima.

25
ESTRICÇÃO É a redução percentual da área da seção transversal do corpo de prova na região onde vai se localizar a ruptura. A estricção determina a ductilidade do material. Quanto maior for a porcentagem de estricção, mais dúctil será o material.

26
EQUIPAMENTO PARA O ENSAIO DE TRAÇÃO
O ensaio de tração geralmente é realizado na máquina universal. A máquina de tração é hidráulica, movida pela pressão de óleo, e está ligada a um dinamômetro que mede a força aplicada ao corpo de prova.

27
CORPOS DE PROVA O ensaio de tração é feito em corpos de prova com características especificadas de acordo com normas técnicas. Utilizamos a NBR 6152 para especificar suas dimensões. A parte útil do corpo de prova, identificada no desenho anterior por Lo, é a região onde são feitas as medidas das propriedades mecânicas do material.

28
EXERCÍCIOS 1) Calcule a deformação sofrida por um corpo de 15 cm, que após um ensaio de tração passou a apresentar 15,5 cm de comprimento. Expresse a resposta de forma percentual. 2) Sabendo que a tensão em um corpo é igual a 12 N/mm², a quanto corresponde essa tensão em kgf/mm²? 3) Qual a tensão, em MPa, gerada em um corpo com 35 mm² de seção e que está sob efeito de uma força de 200 kgf? 4) Qual a tensão necessária para alongar um corpo em 20% do seu comprimento inicial conhecendo seu módulo de elasticidade Mpa?
 Calcule a deformação sofrida por um corpo de 15 cm, que após um ensaio de tração passou a apresentar 15,5 cm de comprimento. Expresse a resposta de forma percentual. 2) Sabendo que a tensão em um corpo é igual a 12 N/mm², a quanto corresponde essa tensão em kgf/mm² 3) Qual a tensão, em MPa, gerada em um corpo com 35 mm² de seção e que está sob efeito de uma força de 200 kgf 4) Qual a tensão necessária para alongar um corpo em 20% do seu comprimento inicial conhecendo seu módulo de elasticidade Mpa")
29
5) Calcule a deformação sofrida por um corpo de 100 mm, que após um ensaio de tração passou a apresentar 102 mm de comprimento. Expresse a resposta de forma percentual. 6) Sabendo que o diâmetro de uma barra é 20 mm, calcule a força necessária para gerar uma tensão normal de 250N/mm². 7) Qual a tensão em Kgf/mm², gerada em um corpo com seção de 50 mm² que está sob efeito de uma força de 2000 N? 8) Qual a Força necessária para gerar uma tensão de 250N/mm² em uma barra de seção retangular de 3 x 15 mm?
 Sabendo que o diâmetro de uma barra é 20 mm, calcule a força necessária para gerar uma tensão normal de 250N/mm². 7) Qual a tensão em Kgf/mm², gerada em um corpo com seção de 50 mm² que está sob efeito de uma força de 2000 N 8) Qual a Força necessária para gerar uma tensão de 250N/mm² em uma barra de seção retangular de 3 x 15 mm")
30
9) Calcule a deformação sofrida por um corpo de 1500 mm, que após a aplicação de uma força passou a apresentar 1502 mm de comprimento. Expresse a resposta de forma percentual. 10) Sabendo que o diâmetro de uma barra é 50 mm, calcule a força necessária para gerar uma tensão normal de 250N/mm². Se o módulo de elasticidade for Mpa qual será a deformação? 11) Determine o módulo de elasticidade de um corpo que sofre uma deformação percentual de 10% a uma tensão de 200Mpa.
 Sabendo que o diâmetro de uma barra é 50 mm, calcule a força necessária para gerar uma tensão normal de 250N/mm². Se o módulo de elasticidade for Mpa qual será a deformação 11) Determine o módulo de elasticidade de um corpo que sofre uma deformação percentual de 10% a uma tensão de 200Mpa.")
31
12) Determine a tensão normal sofrida por uma barra de alumínio de seção quadrada com lado de 10mm solicitada por uma força de 100 Kgf. Se o limite de escoamento for 50 Mpa como se comportará a barra? 13) Defina deformação definitiva: 14) Qual a diferença entre limite de escoamento e limite de proporcionalidade? 15) Defina estricção: 16) Como podemos determinar o limite de escoamento de um material?
 Defina deformação definitiva: 14) Qual a diferença entre limite de escoamento e limite de proporcionalidade 15) Defina estricção: 16) Como podemos determinar o limite de escoamento de um material")
32
17) Quais propriedades mecânicas podemos avaliar no ensaio de tração?
18) Qual a diferença entre força normal e força cortante? 19) Porque o limite de ruptura é menor que o limite de resistência? 20) Qual a influência do Carbono nas ligas Fe-C? 21) Determine o percentual de carbono e o elemento de liga predominante nos seguintes aços: a) SAE b) SAE c) SAE 3300 d) SAE e) SAE f) SAE 5115
 Qual a diferença entre força normal e força cortante 19) Porque o limite de ruptura é menor que o limite de resistência 20) Qual a influência do Carbono nas ligas Fe-C 21) Determine o percentual de carbono e o elemento de liga predominante nos seguintes aços: a) SAE 1020 b) SAE 8620 c) SAE d) SAE 4340 e) SAE f) SAE")
33
17) Quais propriedades mecânicas podemos avaliar no ensaio de tração?
18) Qual a diferença entre força normal e força cortante? 19) Porque o limite de ruptura é menor que o limite de resistência? 20) Qual a influência do Carbono nas ligas Fe-C? 21) Determine o percentual de carbono e o elemento de liga predominante nos seguintes aços: a) SAE b) SAE c) SAE 3300 d) SAE e) SAE f) SAE 5115
 Qual a diferença entre força normal e força cortante 19) Porque o limite de ruptura é menor que o limite de resistência 20) Qual a influência do Carbono nas ligas Fe-C 21) Determine o percentual de carbono e o elemento de liga predominante nos seguintes aços: a) SAE 1020 b) SAE 8620 c) SAE d) SAE 4340 e) SAE f) SAE")
34
Material Frágil O material é classificado como frágil, quando submetido a ensaio de tração não apresenta deformação plástica, passando da deformação elástica para o rompimento. Ex.: concreto, vidro, porcelana, cerâmica, gesso, cristal, acrílico, baquelite etc. Diagrama tensão deformação do material frágil Ponto O - Início de ensaio carga nula Ponto A - limite máximo de resistência, ponto de ruptura do material Coeficiente de Segurança k O coeficiente de segurança é utilizado no dimensionamento dos elementos de construção, visando assegurar o equilíbrio entre a qualidade da construção e seu custo. O projetista poderá obter o coeficiente em normas ou determiná-Ia em função das circunstâncias apresentadas. Os esforços são classificados em 3 tipos:

35
Carga Estática A carga é aplicada na peça e permanece constante; como exemplos, podemos citar: Um parafuso prendendo uma luminária. Uma corrente suportando um lustre. Carga Intermitente Neste caso, a carga é aplicada gradativamente na peça, fazendo com que o seu esforço atinja o máximo, utilizando para isso um determinado intervalo de tempo. Ao atingir o ponto máximo, a carga é retirada gradativamente no mesmo intervalo de tempo utilizado para se atingir o máximo, fazendo com que a tensão atuante volte a zero. E assim sucessivamente. Ex.: o dente de uma engrenagem .

36
Carga Alternada Neste tipo de solicitação, a carga aplicada na peça varia de máximo positivo para máximo negativo ou vice-versa, constituindo-se na pior situação para o material. Ex.: eixos, molas, amortecedores, etc

37
COEFICIENTE DE SEGURANÇA
Para determinar o coeficiente de segurança em função das circunstâncias apresentadas, deverá ser utilizada a expressão a seguir: K = x . Y . z . w valores para x (fator de tipo de material) x = 2 para materiais comuns x = 1,5 para aços de qualidade e aço liga valores para w (fator que prevê possíveis falhas de fabricação) w = 1 a 1,5 para aços w = 1,5 a 2 para fofo valores para y (fator do tipo de solicitação) y = 1 para carga constante y = 2 para carga interminente y = 3 para carga alternada valores para z (fator do tipo de carga) z = 1 para carga gradual z = 1,5 para choques leves z = 2 para choques bruscos Para carga estática, normalmente utiliza-se 2 ≤ k ≤ 3 aplicado a σe(tensão de escoamento do material), para o material dúctil e ou aplicado σr (tensão de ruptura do material) para o material frágil.
 x = 2 para materiais comuns. x = 1,5 para aços de qualidade e aço liga. valores para w (fator que prevê possíveis falhas de fabricação) w = 1 a 1,5 para aços. w = 1,5 a 2 para fofo. valores para y (fator do tipo de solicitação) y = 1 para carga constante. y = 2 para carga interminente. y = 3 para carga alternada. valores para z (fator do tipo de carga) z = 1 para carga gradual. z = 1,5 para choques leves. z = 2 para choques bruscos. Para carga estática, normalmente utiliza-se 2 ≤ k ≤ 3 aplicado a σe(tensão de escoamento do material), para o material dúctil e ou aplicado σr (tensão de ruptura do material) para o material frágil.")
38
Tensão Admissível 𝝈 ou 𝝈 adm
A tensão admissível é a ideal de trabalho para o material nas circunstâncias apresentadas. Geralmente, essa tensão deverá ser mantida na região de deformação elástica do material. Porém, há casos em que a tensão admissível poderá estar na região da deformação plástica do material, visando principalmente a redução do peso de construção como acontece no caso de aviões, foguetes, mísseis, etc. Para o nosso estudo, restringir-nos-emos somente ao primeiro caso (região elástica) que é o que freqüentemente ocorre na prática. A tensão admissível é determinada através da relação σe (tensão de escoamento) coeficiente de segurança para os materiais dúcteis, σr (tensão de ruptura) coeficiente de segurança para os materiais frágeis.
 que é o que freqüentemente ocorre na prática. A tensão admissível é determinada através da relação σe (tensão de escoamento) coeficiente de segurança para os materiais dúcteis, σr (tensão de ruptura) coeficiente de segurança para os materiais frágeis.")
39
Dimensionamento de Peças
Peças de Secção Transversal Qualquer Amin = 𝐹 𝜎 Área Mínima: Onde: Amin- Área mínima da secção transversal [m2: ... ]. F - Carga axial aplicada [N]. 𝜎 - Tensão admissível do material [Pa]. Peças de Secção Transversal Circular Diâmetro da Peça 𝜎 = 𝐹 𝐴 como a área do circulo é A = 𝜋𝑑2 4 , tem-se que : 𝜎 = 4 𝐹 𝜋 𝑑2 portanto, d = 4 𝐹 𝜋 𝜎 Onde: d - Diâmetro da peça [m; mm]. F - Carga axial aplicada [N]. 𝜎 - Tensão admissível do material [Pa; N/mm2]. 𝜋- Constante trigonométrica 3,

40
Tabela 2 - Tensões Propriedades Mecânicas Tabela 1 - Características elásticas dos materiais

41
CISALHAMENTO PURO Definição Um elemento de construção submete-se a esforço de cisalhamento, quando sofre a ação de uma força cortante. Além de provocar cisalhamento, a força cortante dá origem a um momento fletor, que por ser de baixíssima intensidade, será desprezado neste capítulo.

42
Força Cortante Q Denomina-se força cortante, a carga que atua tangencialmente sobre a área de secção transversal da peça.

43
𝜏 = 𝑄 𝐴𝑐𝑖𝑠 𝜏 = 𝑄 𝑛 . 𝐴𝑐𝑖𝑠 Tensão de Cisalhamento (𝝉)
A ação da carga cortante sobre a área da secção transversal da peça causa nesta uma tensão de cisalhamento, que é definida através da relação entre a intensidade da carga aplicada e a área da secção transversal da peça sujeita a cisalhamento. 𝜏 = 𝑄 𝐴𝑐𝑖𝑠 Para o caso de mais de um elemento estar submetido a cisalhamento, utiliza-se o somatório das áreas das secções transversais para o dimensionamento. Se os elementos possuírem a mesma área de secção transversal, basta multiplicar a área de secção transversal pelo número de elementos (n). Tem-se então: onde: 𝜏 = tensão de cisalhamento [Pa, ...] Q = carga cortante [N] A cis= área da secção transversal da peça [m2] n - número de elementos submetidos a cisalhamento [ 𝜏 = 𝑄 𝑛 . 𝐴𝑐𝑖𝑠
. Tem-se então: onde: 𝜏 = tensão de cisalhamento [Pa, ...] Q = carga cortante [N] A cis= área da secção transversal da peça [m2] n - número de elementos submetidos a cisalhamento [ 𝜏 = 𝑄 𝑛 . 𝐴𝑐𝑖𝑠.")
44
d = 4𝑄 𝑛 𝜋 𝜏 Tensão Normal (𝝈) e Tensão de Cisalhamento (𝝉)
A tensão normal atua na direção do eixo longitudinal da peça, ou seja, perpendicular à secção transversal, enquanto que a tensão de cisalhamento é tangencial à secção transversal da peça. 𝜏 = 𝑄 𝑛 𝐴𝑐𝑖𝑠 Acis = 𝜋𝑑2 4 d = 4𝑄 𝑛 𝜋 𝜏 𝜏 = 4 𝑄 𝑛𝜋𝑑2

45
Pressão de Contato 𝝈𝒅 No dimensionamento das juntas rebitadas, parafusadas, pinos, chavetas, etc., torna-se necessária a verificação da pressão de contato entre o elemento e a parede do furo na chapa (nas juntas). A carga Q atuando na junta, tende a cisalhar a secção AA (ver figura acima). Ao mesmo tempo, cria um esforço de compressão entre o elemento (parafuso ou rebite) e a parede do furo (região AB ou AC). A pressão de contato, que pode acarretar esmagamento do elemento e da parede do furo, é definida através da relação entre a carga de compressão atuante e a área da secção longitudinal do elemento, que é projetada na parede do furo. Tem-se então que: Região de contato AB e AC
. A carga Q atuando na junta, tende a cisalhar a secção AA (ver figura acima). Ao mesmo tempo, cria um esforço de compressão entre o elemento (parafuso ou rebite) e a parede do furo (região AB ou AC). A pressão de contato, que pode acarretar esmagamento do elemento e da parede do furo, é definida através da relação entre a carga de compressão atuante e a área da secção longitudinal do elemento, que é projetada na parede do furo. Tem-se então que: Região de contato. AB e AC.")
46
𝜎𝑑- pressão de contato [Pa]
Pressão de Contato (Esmagamento) Quando houver mais de um elemento (parafuso ou rebite) utiliza-se: onde: 𝜎𝑑- pressão de contato [Pa] Q - carga cortante aplicada na junta [N] n - número de elementos [adimensional] d - diâmetro dos elementos [m] t - espessura da chapa [m]
![𝜎𝑑- pressão de contato [Pa]](http://slideplayer.com.br/slide/11122792/40/images/46/%F0%9D%9C%8E%F0%9D%91%91-+press%C3%A3o+de+contato+%5BPa%5D.jpg "Pressão de Contato (Esmagamento) Quando houver mais de um elemento (parafuso ou rebite) utiliza-se: onde: 𝜎𝑑- pressão de contato [Pa] Q - carga cortante aplicada na junta [N] n - número de elementos [adimensional] d - diâmetro dos elementos [m] t - espessura da chapa [m]")
47
Distribuição ABNT NB14 As distâncias mínimas estabelecidas pela norma e que deverão ser observadas no projeto de juntas são: Para o caso de bordas laminadas, permite-se reduzir as distâncias d + 6mm para rebites com d < 26mm d + 10mm para rebites com d > 26mm.

48
Tensão Admissível e Pressão Média de Contato ABNT NB14-
Material Aço ABNT 1020 Rebites Tração: 𝜎 = 140 MPa Corte: 𝜏 = 105 MPa Pressão média de contato (cisalhamento duplo): 𝜎 d= 280MPa Pressão média de contato (cisalhamento simples): 𝜎 d= 105MPa Parafusos Tração: 𝜎 =140MPa Corte: parafusos não ajustados 𝜏 = 80 MPa parafusos ajustados 𝜏 = 105MPa Pressão de contato média (cisalhamento simples): 𝜎 d = 225MPa Pressão de contato média (cisalhamento duplo): 𝜎 d = 280MPa Pinos Flexão: 𝜎 = 210MPa Corte: 𝜏 = 105MPa Pressão média de contato (cisalhamento simples): 𝜎 d= 225MPa Pressão média de contato (cisalhamento duplo): 𝜎 d= 280MPa
: 𝜎 d= 280MPa. Pressão média de contato (cisalhamento simples): 𝜎 d= 105MPa. Parafusos. Tração: 𝜎 =140MPa. Corte: parafusos não ajustados 𝜏 = 80 MPa. parafusos ajustados 𝜏 = 105MPa. Pressão de contato média (cisalhamento simples): 𝜎 d = 225MPa. Pressão de contato média (cisalhamento duplo): 𝜎 d = 280MPa. Pinos. Flexão: 𝜎 = 210MPa. Corte: 𝜏 = 105MPa. Pressão média de contato (cisalhamento simples): 𝜎 d= 225MPa. Pressão média de contato (cisalhamento duplo): 𝜎 d= 280MPa.")
49
Ligações Soldadas Solda de Topo
Indicada somente para esforços de tração ou compressão. Dimensionamento do Cordão

50
Tensão normal do cordão:
Para dimensionar o cordão, utiliza-se a tensão admissível especificada para o caso. A SAS (Sociedade Americana de Solda) especifica para estruturas tração (solda de topo) 𝜎 s = 90MPa cisalhamento (solda lateral) 𝜏 s = 70MPa compressão 𝜎 s= 130MPa Portanto,l é definido por:
 especifica para estruturas. tração (solda de topo) 𝜎 s = 90MPa. cisalhamento (solda lateral) 𝜏 s = 70MPa. compressão 𝜎 s= 130MPa. Portanto,l é definido por:")
51
Solda Lateral Duas chapas unidas através de solda lateral têm os cordões dimensionados através do estudo a seguir. Na secção transversal do cordão, tem-se: No dimensionamento do cordão, despreza-se o acabamento da solda, considerando-se somente o ∆AOB. Observa-se na figura, que a área mínima de cisalhamento ocorre a 45°, sendo expressa por:

52
Tratamentos térmicos/Tratamento de superfícies – tipos,
características e aplicações – 20h Têmpera por indução Austempera Nitretação Esferoidização Galvanização a fogo Cromagem Niquelagem Zincagem Cromo duro

53
TRATAMENTOS TÉRMICOS/ TRATAMENTO DE SUPERFÍCIE

54
Finalidade: Alterar as microestruturas e como consequência as propriedades mecânicas das ligas metálicas

56
Objetivos: Remoção de tensões internas; Aumento ou diminuição da dureza; Aumento da resistência mecânica; - Melhora da ductilidade; - Melhora da usinabilidade; - Melhora da resistência ao desgaste; - Melhora da resistência à corrosão; - Melhora da resistência ao calor; - Melhora das propriedades elétricas e magnéticas;

57
Fatores que influenciam nos tratamentos térmicos:
- Temperatura; - Tempo; - Velocidade de resfriamento; - Atmosfera* * para evitar a oxidação ou perda de algum elemento químico (ex: descarbonetação dos aços)
")
58
TÊMPERA E REVENIMENTO Têmpera - Tem como objetivo a obtenção de uma microestrutura que proporcione propriedades de dureza e resistência mecânica elevadas. Neste processo, a região a ser temperada é inicialmente aquecida à temperatura de austenitização e em seguida, é submetida a um resfriamento rápido, em geral ao óleo, ao ar ou à salmoura.

59
Revenido. - Tratamento térmico, realizado após a têmpera, para reduzir a fragilidade, aliviar as tensões, diminuir a dureza e melhorar a tenacidade

60
ENDURECIMENTO SUPERFICIAL
- Os processos de endurecimento superficial visam o aumento de dureza (ou outras propriedades mecânicas) de uma região específica de um componente.
 de uma região específica de um componente.")
61
características originais do núcleo do componente
Normalmente, tal região sofrerá algum tipo de solicitação localizada. A solicitação mais comum é o desgaste abrasivo e, assim, torna-se importante um aumento de resistência ao desgaste da região por meio de um endurecimento localizado, conservando as características originais do núcleo do componente

62
MÉTODOS DE ENDURECIMENTO SUPERFICIAL
Encruamento por conformação mecânica a frio (“shot peening” ou “roletagem”); Têmpera superficial Tratamentos termoquímicos (cementação, nitretação, carbonitretação etc.) Tratamentos de eletrodeposição ou aspersão térmica (aplicação de “cromo duro”, revestimentos cerâmicos e etc.)
; Têmpera superficial. Tratamentos termoquímicos (cementação, nitretação, carbonitretação etc.) Tratamentos de eletrodeposição ou aspersão térmica (aplicação de cromo duro , revestimentos cerâmicos e etc.)")
63
TÊMPERA SUPERFICIAL A têmpera superficial produz regiões endurecidas na superfície do componente (de microestrutura martensítica) de elevada dureza e resistência ao desgaste, sem alterar a microestrutura do núcleo.
 de elevada dureza e resistência ao desgaste, sem alterar a microestrutura do núcleo.")
64
Vantagens da têmpera superficial
Aplica-se à peças de grandes dimensões (engrenagens de 2-3 m) Permite o endurecimento em áreas localizadas Pode ser usado quando a geometria da peça ocasionar grandes deformações Permite obter a combinação de altas resistências ao desgaste e dureza na superfície, com ductilidade e tenacidade no núcleo da peça
 Permite o endurecimento em áreas localizadas. Pode ser usado quando a geometria da peça ocasionar grandes deformações. Permite obter a combinação de altas resistências ao desgaste e dureza na superfície, com ductilidade e tenacidade no núcleo da peça.")
65
Não exige fornos de aquecimento
É rápida (pode ser aplicada na oficina) Não produz grandes oxidações e descarbonetações no aço.
 Não produz grandes oxidações e descarbonetações no aço.")
66
PROCESSOS USUAIS DE TÊMPERA SUPERFICIAL
Por Chama Por Indução Por Laser Por Feixe eletrônico

67
1 - Têmpera por chama O aquecimento é realizado por meio de chama oxiacetilênica até a austenitização da camada desejada. O resfriamento é realizado com salmoura, soluções de polímeros, água; por meio de spray ou imersão.

68
Podem ser atingidas profundidades de até
6,3 mm A profundidade da camada é controlada pela intensidade, distância e tempo de duração da chama aplicada

70
2 - Têmpera por Indução O calor é gerado na peça por indução eletromagnética, utilizando-se bobinas de indução, nas quais flui uma corrente elétrica de alta freqüência. Se uma corrente alternada passa por um bobina, estabelece-se nesta um campo magnético alternado, o qual induz um potencial elétrico na peça a ser aquecida. Como a peça é um circuito fechado, a tensão induzida provoca um fluxo de corrente. A resistência à passagem desta corrente provoca o aquecimento da região a ser temperada

71
O tempo de aquecimento é da ordem de segundos
O tempo de aquecimento é da ordem de segundos. O resfriamento é realizado da mesma maneira que a têmpera por chama.

72
A quantidade de calor gerada é dada pela lei de Joule:
Q= 0,239.i² . R. t i é a corrente em ampéres R a resistência do condutor em ohms t o tempo que circula a corrente em segundos

73
p= 5030 . (/.f)1/2 A profundidade da camada temperada é dada por:
p: profundidade da camada em cm : resistividade do material em ohm.cm : permeabilidade magnética do material em Gauss/Oersted f : freqüência da corrente em Hz

74
Têmpera por Indução - Vantagens
Pode-se determinar com precisão a profundidade da camada temperada; O aquecimento é rápido; As bobinas podem ser facilmente confeccionadas e adaptadas à forma da peça; Não produz o superaquecimento da peça permitindo a obtenção de uma estrutura martensítica acicular fina;

75
Geralmente, possibilita um maior aumento da dureza e da resistência ao desgaste;
A resistência a fadiga é também superior; Não tem problema de descarbonetação.

77
COALESCIMENTO ou ESFEROIDIZAÇÃO
Consiste em um aquecimento e resfriamento subsequente, em condições tais a produzir uma forma globular ou esferoidal de carboneto no aço. A esferoidização objetiva melhorar a usinabilidade de aços de alto carbono.

78
OUTRAS MANEIRAS DE PRODUZIR ESFEROIDIZAÇÃO OU COALESCIMENTO
- Aquecimento por tempo prolongado a uma temperatura logo abaixo da linha inferior da zona crítica, - Aquecimento e resfriamentos alternados entre temperaturas que estão logo acima e logo abaixo da linha inferior de transformação.

79
AUSTÊMPERA Aquecimento do aço à temperaturas acima da crítica, seguido de resfriamento rápido até o nível de temperaturas correspondentes à bainita. O aço é mantido a essa temperatura até que a transformação da austenita em bainita se complete.

80
O processo consiste em:
1. Austenitizar o aço 2. Resfriamento rápido em banho de sal, óleo ou chumbo para a região de formação bainítica temperatura em torno de 260o a 400oC. 3. Transformação da austenita em bainita 4. Resfriamento ao ar até a temperatura ambiente.

81
TRATAMENTOS TERMOQUÍMICOS
Os tratamentos termoquímicos promovem um endurecimento superficial pela modificação da composição química e microestrutura em regiões superficiais. Seu objetivo é o aumento de dureza e resistência ao desgaste de uma camada superficial, mantendo-se a microestrutura do núcleo dúctil e tenaz.

82
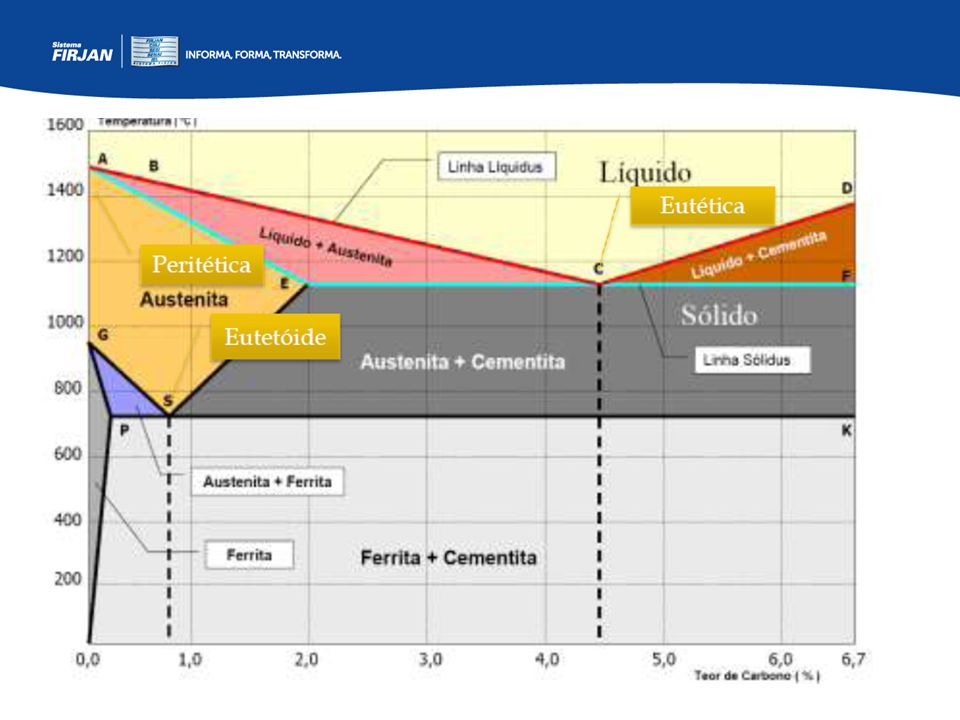
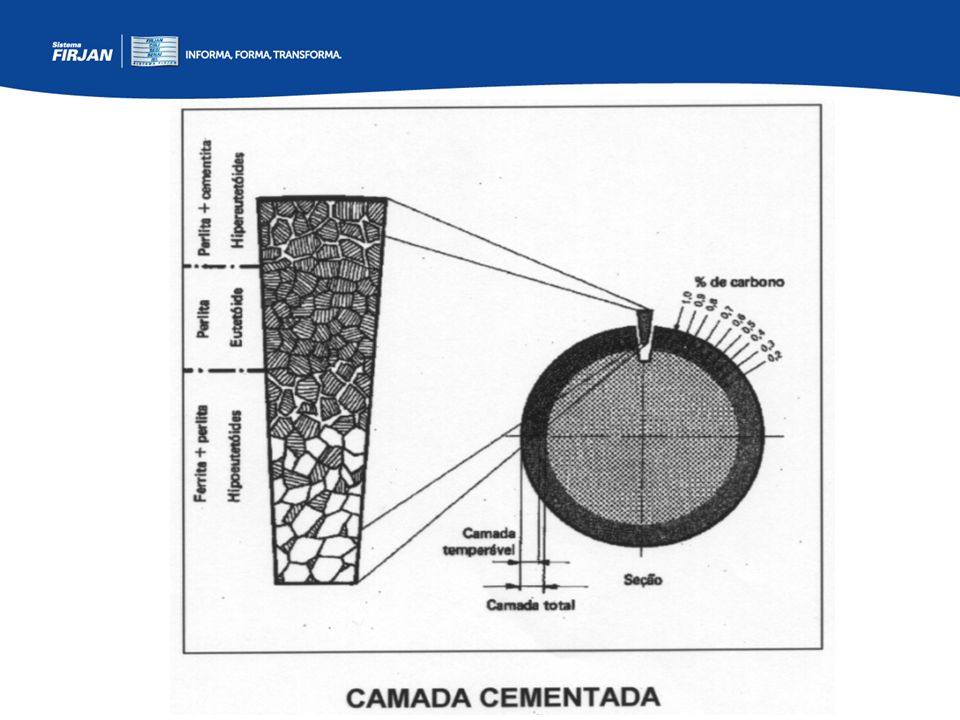
CEMENTAÇÃO Consiste na difusão de carbono para a superfície do componente, aquecido em temperaturas suficientes para produzir a microestrutura austenítica. A austenita é posteriormente convertida em martensita por meio de têmpera e subsequente revenimento. A cementação é realizada somente em aços ao carbono e aços baixa-liga com teores de carbono inferiores a 0,25%. O conteúdo na superfície fica próximo do eutetóide (0,8%C)
")
83
A profundidade da camada cementada depende:
Do tempo Da Temperatura Da concentração de Carbono inicial no aço (Quanto menor o teor de carbono mais fácil a cementação) Natureza do gás de carbonetação ou do agente carbonetante Velocidade do fluxo do gás (se for o caso)
 Natureza do gás de carbonetação ou do agente carbonetante. Velocidade do fluxo do gás (se for o caso)")
85
A cementação pode ser realizada por quatro processos
Por via gasosa Por via líquida Por via sólida Por plasma

86
TRATAMENTOS TÉRMICOS APÓS CEMENTAÇÃO
O Tratamento Térmico para endurecimento deve levar em conta o aço e as especificações da peça. Observação: A peça tem duas composições distintas: um núcleo com baixo teor de Carbono (<0,8%) e uma superfície com teor de carbono acima do eutetóide (>0,8%). Portanto, tem duas temperaturas críticas: A1 (camada cementada) e A3 (núcleo da peça).
 e uma superfície com teor de carbono acima do eutetóide (>0,8%). Portanto, tem duas. temperaturas críticas: A1 (camada cementada) e A3 (núcleo da peça).")
88
NITRETAÇÃO A nitretação é um tratamento termoquímico que visa o endurecimento superficial pela difusão de nitrogênio e consequente formação de nitretos. A nitretação é realizada em temperaturas abaixo do campo austenítico e não é necessário um tratamento subsequente de têmpera para aumento de dureza. Temperatura de nitretação: C As peças são resfriadas ao ar ou em salmoura

89
Vantagens: Obtenção de alta dureza superficial;
Obtenção de elevada resistência ao desgaste; Melhora a resistência à fadiga, à corrosão e ao calor; Propicia um menor empenamento das peças, já que é realizado a temperaturas mais baixas Não necessita de tratamento térmico posterior.

90
Nitretação – Considerações gerais
O tratamento térmico (como têmpera e revenido) se desejado deve ser realizado antes da nitretação A nitretação promove um aumento nas dimensões da peça. Depois da nitretação só é possível retificar. Não é possível usinar porque a superfície é muito dura.
 se desejado deve ser realizado antes da nitretação. A nitretação promove um aumento nas dimensões da peça. Depois da nitretação só é possível retificar. Não é possível usinar porque a superfície é muito dura.")
91
NITROCARBONETAÇÃO Variante de baixo custo do processo de nitretação gasosa em que ocorre a difusão simultânea de C e N para a superfície do metal. O gás admitido no forno consiste de misturas com diferentes proporções de amônia e gás natural ou metanol. O processo é realizado em aços aquecidos em temperaturas da ordem de 570°C. Os tempos de tratamento variam entre 1 h a 3 h. A profundidade de camada endurecida varia entre 0,07 e 0,2 mm

92
Deve-se posteriormente temperar e revenir as peças.
Vantagens da nitrocarbonetação para o processo de têmpera: - O material apresenta uma melhor temperabilidade devido ao aumento do teor de Carbono - Processo mais rápido - Temperatura mais baixa - Menor crescimento de grão - Maior resist. ao desgaste - Menor distorção

93
GALVANIZAÇÃO À FOGO Galvanização a fogo (por vezes chamada de galvanização a quente) é um processo de aplicação de revestimentos de zinco a componentes de aço ou ferro fundido através da imersão do componente em um banho de zinco fundido. A simplicidade do processo de galvanização a fogo é uma vantagem sobre outros métodos de proteção contra corrosão.
 é um processo de aplicação de revestimentos de zinco a componentes de aço ou ferro fundido através da imersão do componente em um banho de zinco fundido. A simplicidade do processo de galvanização a fogo é uma vantagem sobre outros métodos de proteção contra corrosão.")
95
Exercício: 1) Selecionar um elemento de máquina para se aplicar um tratamento térmico/termoquímico. a)Identificar o material do elemento. b)Justificar a utilização do tratamento utilizado. c)Definir os parâmetros envolvidos(tempo, temperatura e velocidade de resfriamento). d)Definir os procedimento utilizados para o tratamento.
Identificar o material do elemento. b)Justificar a utilização do tratamento utilizado. c)Definir os parâmetros envolvidos(tempo, temperatura e velocidade de resfriamento). d)Definir os procedimento utilizados para o tratamento.")
Apresentações semelhantes













 Universidade de São Paulo Escola de Engenharia de São Carlos Departamento de Engenharia de Materiais Lauralice.>")

 Defina sequências numéricas.>")









>")
