Carregar apresentação
A apresentação está carregando. Por favor, espere

1
AJUSTAGEM

2
LIMAS: São ferramentas de cortes de grande emprego nas operações de ajustagem mecânica. A ajustagem mecânica consiste em um trabalho manual, sendo o ajuste feito a lima. A qualidade dos trabalhos executados com a lima depende da habilidade do operador desde que seja este trabalho realizado com a lima de características aconselháveis á sua execução. A figura 1 mostra uma lima com suas partes construtivas.

3
As limas são classificadas e especificadas de acordo com cinco diferentes características:
Tamanho: o tamanho da lima é dado pelo o comprimento do seu corpo, sem contar com o punho, espiga ou haste que penetra no cabo. A largura da lima é proporcional ao seu comprimento, as medidas podem ser expressas em milímetros ou polegadas, sendo empregadas em oficinas limas com o comprimento variando de 2 a 24 polegadas, o comprimento é escolhido de acordo com a obra. A espessura diminui do centro em direção á ponta e á espiga o que permite melhor execução de superfícies planas.

4
Tipo de picado: o picado diz respeito á disposição e a forma dos dentes. Pode ser simples ( dentes em uma só direção) e duplo ou cruzado ( dentes em duas direções ). Picado simples Neste tipo de picado, os dentes se apresenta de forma ininterrupta em toda largura da lima, este tipo de picado permite um ataque maciço do material, que exige grande esforço de operação; é portanto empregado para um material mais macios, ou para operações da acabamento, em que se realiza pequena retiradas de material. A inclinação do picado permite melhor escape das aparas. Picado duplo ou cruzado Este tipo de picado é empregado para materiais mais duros e conduz a uma superfície mais lisa, isto porque permite melhor subdivisão de esforços já que tira aparas menores.

5
Espaçamento entre dentes ou grau de picado
De acordo com o espaçamento entre dentes, podemos Ter as seguintes classificação de limas. Grossa E. Bastarda F. Bastardinha G. Murça H. Murça fina I. Como é evidente, quanto mais fino o corte, menor e menos profundo devem ser os dentes, note-se que o tamanho absoluto dos dente depende, não só de sua classificação, mas também do comprimento da lima, o espaçamento entre dentes de igual classificação é maior nas limas de maior comprimento, o mesmo grau de picado pode apresentar aspecto e características diferentes de acordo com o tamanho. A norma alemã DIN estabelece a escala do grau por números: 00 muito grossa até 10, lima de pó.

6
As limas grosas são usadas paras para desbastar grandes superfícies.
As limas bastardas se empregam para obras diversas quando não for necessário grande precisão nem produzir acabamento fino. As limas bastardinha e murça são usadas em obras de precisão e quando se deseja lisa a superfície da obra. As limas murça fina ( também extra-murça) só são usadas em obras mais finas.
 só são usadas em obras mais finas.")
7
A forma da seção pode ser retangular, triangular, redonda, etc
A forma da seção pode ser retangular, triangular, redonda, etc. A figura abaixo mostra diversos tipos de lima quanto á seção.

8
A lima chata representada na figura é de corte cruzado
A lima chata representada na figura é de corte cruzado. Quase sempre é afilada em largura e espessura mas, muitas vezes, é paralela. Forma utilizada para obras gerais e para corte rápido. A lima serrilha ou lima para enxada é em geral de corte simples e afilada em largura e espessura em parte do comprimento. Menos comumente esse tipo de lima pode ser de corte cruzado e paralelo. As quatro faces podem ser em esquadro ou pode possuir um canto (face menor) arredondado. Um dos cantor pode ser liso sem dentes. É usada para muitas obras de precisão. Em geral é bastarda ou bastardinha . A lima lanceteira para, é chata de pequena espessura. É mais fina do que a lima chata e a de serrilha. É de corte cruzado e afilado. Usada para rasgos estreitos. A lima retangular é de corte cruzado e ligeiramente afilada. Usada para trabalho de precisão em superfícies estreitas. A lima quadrada e redonda são em geral de corte simples. As maiores pode ser de corte cruzado. São comumente afiladas, mas, algumas vezes, paralela. As limas redondas de ¼ de polegada de diâmetro, ou menores, são de corte cruzado e denominadas de “ rabo de rato “. A lima meia cana é de corte cruzado e afilado em largura e espessura. As limas quadrada, redondas e meia cana são usadas para corte relativamente rápidos em cantos, saliências, superfícies côncavas e superfícies internas de furos. A lima triangular, também de 3 cantos são de corte simples, de tamanho pequeno e afiladas. A lima de canto é também triangular mas, possui uma face mais larga que as outras. A lima faca possui 3 faces. A seção é afilada. É de corte simples.
 arredondado. Um dos cantor pode ser liso sem dentes. É usada para muitas obras de precisão. Em geral é bastarda ou bastardinha . A lima lanceteira para, é chata de pequena espessura. É mais fina do que a lima chata e a de serrilha. É de corte cruzado e afilado. Usada para rasgos estreitos. A lima retangular é de corte cruzado e ligeiramente afilada. Usada para trabalho de precisão em superfícies estreitas. A lima quadrada e redonda são em geral de corte simples. As maiores pode ser de corte cruzado. São comumente afiladas, mas, algumas vezes, paralela. As limas redondas de ¼ de polegada de diâmetro, ou menores, são de corte cruzado e denominadas de rabo de rato . A lima meia cana é de corte cruzado e afilado em largura e espessura. As limas quadrada, redondas e meia cana são usadas para corte relativamente rápidos em cantos, saliências, superfícies côncavas e superfícies internas de furos. A lima triangular, também de 3 cantos são de corte simples, de tamanho pequeno e afiladas. A lima de canto é também triangular mas, possui uma face mais larga que as outras. A lima faca possui 3 faces. A seção é afilada. É de corte simples.")
9
Quanto ao perfil ou contorno
A lima pode ter o contorno reto ou afilado em parte do seu comprimento. Podemos distinguir:

10
As limas podem ter, também, espessura constante ou não
As limas podem ter, também, espessura constante ou não. A espiga da lima deve ser munida de cabo de madeira, plástico ou metálico. Os inconvenientes do uso da lima sem cabo são: - Diminuição da eficiência e do rendimento do trabalho porque o operador envolve com a mão parte do picado da lima; - Maior facilidade de oxidação da lima por contato direto com a mão; - Acidentes que a espiga da lima poderá causar nos pulsos do operário.

11
Operação de limar A eficiência da operação de limar depende da correta posição de trabalho. A figura apresenta a coreta posição dos pés do operário, mostra a posição do corpo do operário. O corpo deve acompanhar o movimento dos braços. A peça a ser limada deve ser fixada um pouco mais a baixo que o cotovelo do operário em posição normal e a superfície de trabalho deve ficar aproximadamente na horizontal. Montagem de cabo Como empunhar a lima

12
O operário normal trabalha firmando o cabo com a mão direita e guiando a ponta da lima com o polegar e os dedos indicador e médio da mão esquerda. Todos os dentes da lima são dirigidos para sua ponta de modo que só há trabalho útil no movimento para frente. A não ser para alguns metais doces, a pressão só deve ser exercida durante o movimento para a frente e aliviada no retorno. Se for exercida pressão sobre metais duros, durante o retorno os dentes da lima se quebrarão facilmente botando a lima fora de uso. Em metais macios como alumínio e chumbo, deve-se exercer uma ligeira pressão no retorno para se retirar partículas de metais que se agarram entre os dentas da lima. Nenhum trabalho com a lima é mais difícil do que executar superfícies perfeitamente planas. No movimento alternado da ferramenta há a tendência natural de balanceá-la produzindo superfícies ligeiramente arredondadas.

13
A operação de murçar ou limar lateralmente representada na figura abaixo serve para produzir superfícies muito lisas com o mínimo de arranhões. Na operação de murçar deve-se empregar lima murça de corte simples.

14
Conselhos práticos: 1 – Ao limar, observar a posição correta de trabalho.
2 – Aliviar a lima no recuo. 3 – Usar todo o comprimento da lima.

15
4 – Quando necessário, usar uma lima para retira a camada arenosa de peças fundidas ou capa de óxido de uma peça laminada; usar uma lima gasta pois uma lima nova é rapidamente desgastada. 5 – As limas mais novas devem ser reservadas para latão e bronze; uma lima que escorrega nestes materiais pode ainda trabalha eficientemente o ferro. 6 – Não limar peças mais dura que a lima. Peças fundidas com incrustações de areia de molde destróem rapidamente o fio da lima. 7 – Não raspar com a lima, o trabalho no sentido contrário á direção de corte dos dentes causará seu desgaste. 8 – Não limar demasiadamente rápido, A velocidade do trabalho é de 30 a 40 golpes por minuto. 9 – Usar primeiramente um lado da lima, só passando ao segundo quando o primeiro estiver gasto. 10 – Desbastar primeiro toda a superfície a limar e a seguir executar a acabamento. 11- Usar: Lima bastarda – quando desbastar mais que 0,5 mm. Lima murça – quando desbastar mais de 0,5 a ,02 mm. Lima murça fina – quando desbastar menos que 0,2 mm. 12 – Não usar limas finas para desbastar materiais moles e usar limas de tamanho compatível com o da peça a limar. 13 – Não usar lima como instrumento de percussão, pé de cabra ou alavanca, a têmpera dada á lima a torna quebradiça.

16
As arestas dos dentes de limas novas não muito finas e afiladas, quebrando-se antes de se desgastarem com o uso, se forem usadas em peças fundidas ou forjadas com grande dureza, no trabalho de aço extra duro ou na aplicação contra arestas vivas da obra. Uma lima nova deve ser empregada primeiro em metais mais doces como latão e ferro fundido cinzento, de grão fino. Quanto mais nova a lima menor deve ser a pressão de trabalho. Aplicando-se a pressão excessiva sobre metal doce, este tende a soltar partículas que aderem entre os dentes da lima, arranhando a superfície da peça. Esse problema pode ser reduzido se previamente esfregamos giz na superfície da lima. Os dentes das limas são limpos, em geral, batendo-se ligeiramente a ferramenta sobre um pedaço de madeira e limpando em seguida com uma escova de aço, as partículas metálicas que se aderem fortemente entre os dentes podem ser removidas com um estilete de aço. Um embebimento prévio da lima em querosene torna a operação mais limpa mas, o querosene deve ser eliminado da ferramenta quando terminar o trabalho. As limas são afiadas com jato de areia.

17
PUNÇÃO DE MARCAR É um instrumento que serve para marcar pontos sobre uma linha traçada. Os pontos marcado tem por finalidade facilitar a sinalização das linhas. O punção de marcar tem a ponta afilada que, colocado sobre o ponto de referênciano traçado, aí executa, sob a ação de ligeira martelada, uma pequena mossa para marcar. Os punções de marcar podem ser de dois tipos: - Singelo. - Com mola ou automático.

18
O punção singelo é formado de cabeça cabo e ponta
O punção singelo é formado de cabeça cabo e ponta. Seu comprimento varia entre 100 e 120 mm. A ponta é temperada com ângulo de 30 a 60 graus tendo o corpo e cabo recartilhados. O punção automático marca pela pressão de uma mola. Para se operar calca-se sua ponta contra a superfície a marcar até que a mola desarme.

19
O punção de centra tem a ponta mais obtusa que o de marcar
O punção de centra tem a ponta mais obtusa que o de marcar. É usado com um pesado martelo para produzir mossas profundas onde se pode colocar a ponta de uma broca para iniciar um furo. Não se deve confundir o punção de marcar com o punção de centra que tem o ângulo da ponta de 90 a 120 graus.

20
INSTRUMENTO E UTENSÍLIO DE TRAÇAR.
Graminho. Instrumento formado de uma base, geralmente de ferro fundido ou de aço carbono, e uma haste cilíndrica ou retangular, sobre a qual desliza um cursor com um riscador. A haste e o cursor são de aço carbono. Emprego Utilizado para traçar e controlar peças, assim para a centragem das peças nas máquinas ferramentas.

21
Tipos Graminho simples, Sua base é constituida de ferro fundido, rebaixada na face de contato, para diminuir o atrito sobre a mesa de controle. Possui uma haste cilíndrica de aço carbono, um cursor com parafuso de fixação e uma agulha de aço temperado. Graminho com articulação, sua base pode ser de aço carbono ou ferro fundido, possuindo uma ranhura em V na face de contato para melhor adaptação sobre barramento de torno e para reduzir o atrito sobre a mesa de traçagem. Possui também um cursor e uma haste cilíndrica, sustentada por um parafuso de fixação alojado em uma peça que se movimenta ao redor do eixo, quando acionada pelo o parafuso de regulagem. Esse movimento permite virar de forma precisa a ponta da agulha. Graminho com escala e nônio, possui uma base de ferro fundido, uma haste cilíndrica de aço carbono e uma régua graduada em milímetros, a régua pode ser movida para cima e para baixo e também girada em torno da coluna. Possui, além disso, um cursor movido por um sistema de pinhão e cremalheira, um cursor com nônio, com aproximação de 0,1 mm, e uma agulha de aço com ponta temperada. Graminho de precisão, sua base de aço carbono é tempeada, retificada, de precisão e fino acabamento. Possui, também uma escala em milímetros, uma haste retangular, com perpendicularidade de precisão, um cursor com aproximadamente 0,2 mm, um mecanismo de ajuste mecânico e um riscador com ponta de metal duro.

23
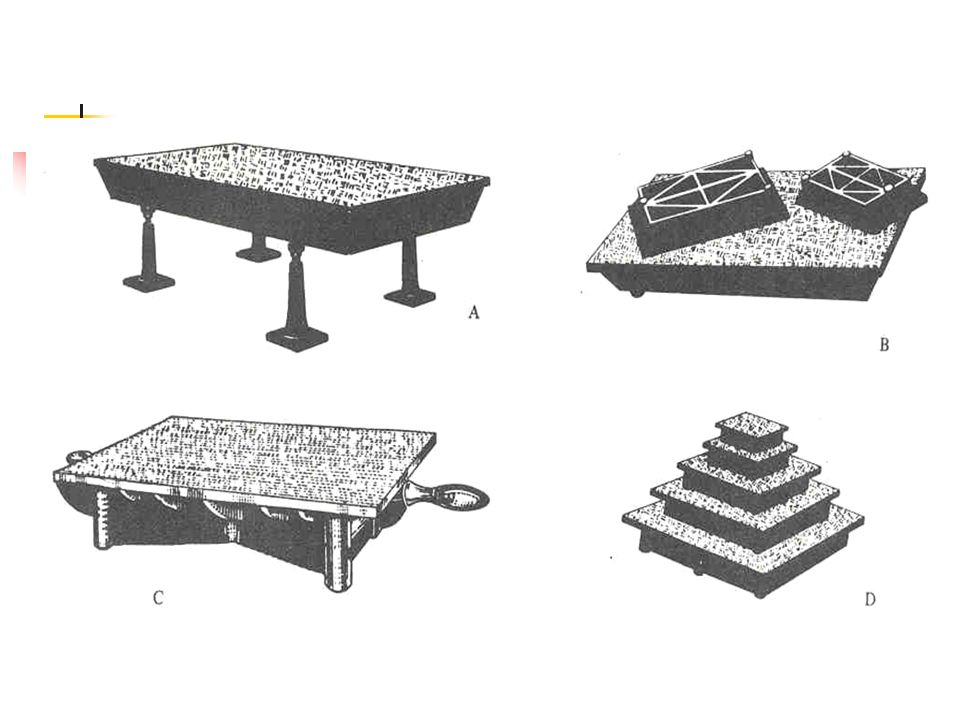
Mesas de traçagem A mesa de traçagem constitui a superfície sobre a qual será colocada a peça a ser traçada. Quanto ao emprego é análoga a prancheta de desenho técnico. A superfície da mesa de traçagem deve ser rigorosamente plana. As mesas de traçagem possuem superfícies quadradas e retangular e seus bordos perfeitamente em esquadros, em certos casos temos superfícies circulares. As mesas constitui de uma placa geralmente de ferro fundido e de uma base, o acabamento da superfície de uma mesa de traçagem pode varia de acordo com o fim que se destina. Há mesas acabada com precisão de 0,0001 in a 0,0003 in outras de 0,001 in a 0,003 in. Quanto ao tamanho as mesas de traçagem pode ser: - Grandes. - Pequenas. Desempeno – são mesas bem parecidas com as mesas de traçagem portátis, porém a sua planidez é mais rigorosa, pois, serve para verificar a planidez de peças. São feitas de ferro fundido cinzento de grão muito fino, de granito preto ou de cerâmica, com acabamento finíssimo e de alta estabilidade.

25
Substancia para recobrir superfícies a traçar
São soluções corantes tais como verniz, solução de alvaiade, gesso diluído, gesso seco e tinta negra especial. Emprego Usa-se para pintar as superfícies das peças que devem ser traçadas, para que o traçado seja mais nítido. O tipo de solução que será utilizado depende da superfície do material e da precisão do traçado.

26
Características das soluções e aplicações:
Verniz. È uma solução de goma-laca é álcool a qual se adiciona anilina, para dar cor. Emprego. Usa-se, para traçado de precisão, em superfícies lisas ou polidas. Solução de alvaiade. É uma solução obtida com a diluição de alvaiade (óxido de zinco) em água, ou álcool para obter secagem rápida. Usa-se para traçado sem precisão, no recobrimento de peças em bruto. Gesso diluído. É uma solução de gesso, água e cola comum de madeira. Para cada Kg de gesso, adicionam-se 8 litros de água. A essa mistura (gesso e água), depois de fervida adicionam-se 50g de cola. A cola deve ser dissolvida á parte. Adiciona-se, ainda, para que não se estrague, um pouco de óleo de linhaça e secante. Usa-se, para traça sem precisão, em peças brutas. Aplica-se com pincel. Para maior rendimento, existem pulverizações com solução preparada.
 em água, ou álcool para obter secagem rápida. Usa-se para traçado sem precisão, no recobrimento de peças em bruto. Gesso diluído. É uma solução de gesso, água e cola comum de madeira. Para cada Kg de gesso, adicionam-se 8 litros de água. A essa mistura (gesso e água), depois de fervida adicionam-se 50g de cola. A cola deve ser dissolvida á parte. Adiciona-se, ainda, para que não se estrague, um pouco de óleo de linhaça e secante. Usa-se, para traça sem precisão, em peças brutas. Aplica-se com pincel. Para maior rendimento, existem pulverizações com solução preparada.")
27
Gesso seco. É gesso comum usado em forma de giz. Emprego. Usa-se para traçado de pouca precisão, em peças brutas. Aplica-se friccionando o mesmo sobre a superfície que será traçada. Tinta. Encontra-se no comércio, já preparado em várias cores, contida em recipientes apropriados para a sua pronta utilização conforme figura. Tinta negra especial. Encontra-se, no comércio, já preparada. Usa-se, para qualquer tipo de traçado, em metais de cor clara, como o alumínio.

28
Instrumentos de traçagem
A traçagem é a operação que consiste em transportar para as peças brutas ou semi-acabadas: -Os contornos exatos da peça acabada; -Localização de furos; -As arestas dos planos das superfícies a serem usinadas; -Plano de orientação para fixação da peça durante a usinagem; -Pontos, linhas e planos de referência que permitirão verificar se a usinagem foi bem executada, etc. Deve ser realizada com muito precisão. Um erro cometido na traçagem como a localização errada de um furo pode inutilizar completamente a peça. A traçagem é geralmente bastante demorada e de custo elevado. É sempre empregado quando se fabrica uma ou varias peças em todas as oficinas de manutenção, nas usinas de máquinas pesadas como turbinas, bombas, locomotivas, redutores de velocidade, etc.

29
A traçagem conforme a forma da peça pode ser:
-Plana ou bi-dimensional. -No espaço, tri-dimensional ou no ar. A traçagem plana se aplica ás provenientes de chapas nos trabalho de caldeiraria, enquanto que a no espaço às peças em três dimensôes. Nas usinas de fabricação seriada como por exemplo fábricas de automóveis, máquinas ferramentas, máquinas de costura, etc., há seções especialista de traçagem compostas de operário chamado traçadores quase sempre provenientes de ajustadores e montadores mais qualificados.

30
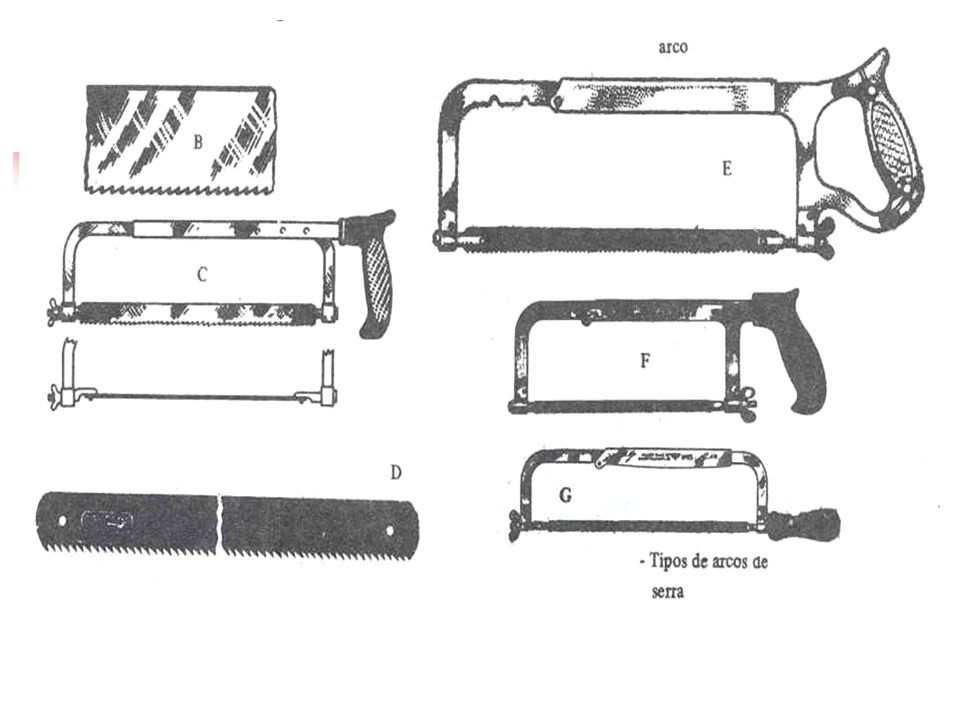
SERRA – Arco de serra A serra utilizada no corte manual de metais e de plásticos, consiste em uma lamina de serra montada em um respectivo “arco de serra”. Os dentes são dirigido em uma só direção que corresponde a direção do trabalho. Nenhum corte é realizado no curso de retorno. As laminas são fornecidas em comprimentos que variam de 8 a 16 polegadas, medidas ente os furos que se ajustam aos pinos do arco de serra. Os arcos possuem em geral, recursos para receber serras de vários comprimentos. Os dentes da lâmina são travado, o que necessário a fim de se Ter uma largura de corte maior do que a espessura do corpo da lâmina, permitindo o movimento livre da ferramenta na obra.

32
Os dentes da lâmina podem ter trava ondulada, alternada ou ancinho
Os dentes da lâmina podem ter trava ondulada, alternada ou ancinho. Quando há tendência para encher e ligar o material arrancado dentro do corte, pode-se usar a trava em ancinho onde há um dente para a direita, um sem desvio e um para a esquerda. alternada – 1 dente p/ esquerda, outro p/ direita. ancinho – 1 dente alinhado, 1 p/ direita e um p/ esquerda. ondulado – em forma de onda.

33
Os dentes alternados -- devem ser usados para materiais doces, Al, Cu, Zn, latão, bronze, plástico, borracha, etc. Os dentes ondulados – para aços ferramentas. Os dentes em ancinho – para aços especiais. O corte que é a espessura do canal deixado pela a serra deve ser levado em conta no trabalho com as peças em dimensões precisas. A posição da lamina em relação ao traço executado na obra deve ser definida por um dos extremos dos dentes e não pelo centro da lâmina.

34
Obs.: Quando se deseja cortes de grande precisão iniciá-los por um rasgo feito por lima de 3 quinas e com a largura de corte. Assim, o trabalho começa exatamente, na posição correta

35
Números de dentes por polegadas
As serras tem geralmente, 14, 18, 24 ou 32 dentes por polegadas de comprimento. O número de dentes por polegadas a ser usado depende do material, a ser cortado e a espessura da seção reta da obra. Para metais que produzem grandes cavacos, como diversos aços comuns e materiais macios ( chumbo, zinco e alumínio ) deve-se usar ferramenta com menor número de dentes por polegadas, de modo a se dispor de mais espaço entre os dentes para a saída do cavaco.
 deve-se usar ferramenta com menor número de dentes por polegadas, de modo a se dispor de mais espaço entre os dentes para a saída do cavaco.")
36
Lâminas de 14 dentes são utilizadas no corte de grandes seções de metais resistentes.

37
Latão, cobre e metais semelhantes podem ser cortados com serras de 24 a 32 dentes por polegada. Para o corte de tubos, perfís e chapas de mais de 0,050 “ de espessura ( número 18 ) é apropriada a de 24 dentes.
 é apropriada a de 24 dentes..")
38
Lâminas de 18 dentes se aplicam no corte comum de peças cheias.

39
A de 32 dentes se aplica no corte de tubos de paredes finas e para chapas finas.

40
Para evitar a quebra dos dentes deve-se escolher o número de dentes da lâminas de acordo com a espessura da obra. Deve-se ter no mínimo dois dentes em contato com o material. Nos cortes de canto, a lâmina deve ser muito pouco inclinada em relação á superfície do corte. Se a inclinação for grande os dentes receberá um golpe muito forte ao atingir a peça.

41
O corte com arco de serra deve começar com golpes curtos e pequena pressão. Os golpes seguintes são longos e firmes, indo até a extremidade da lâmina, sem tocar no arco. A pressão e exercida no golpe para frente. O curso do retorno é feito sem pressão. A velocidade de corte menor que um golpe por segundo é a apropriada para a maior quantidade de espécies de obras. A pressão deve ser reduzida logo que a serra tenha passado completamente pela a peça a cortar. É necessário que o corte comece bem perto, porque não é possível corrigi-lo, sob pena de produzir a fratura na lâmina. A obra deve ser presa de modo a se produzir o corte mais próximo aos mordente da tono. Essa observação é particularmente importante no trabalho de peças finas. Peças muito finas devem ser calçadas de modo que o calço fique á linha do corte.

42
FURADEIRA São máquinas que tem a função principal, a execução de furos. A furadeira ou máquina de fura têm a possibilidade de abrir uma cavidade cilíndrica em um corpo metálico, por meio de uma ferramenta de dois cortes, chamada broca. Tipo de furadeiras Furadeiras portáteis – Em certas ocasiões é indispensável recorrer ao uso de pequenas e leves furadeiras portáveis para executar furos, como em base, estrutura metálicas já montada e etc. ou em posições não convenientes. Dentro da variedade de furadeiras portáteis, temos tipos que podem executar furos de 1 mm de diâmetro até 32 mm de diâmetro. Furadeiras Sensitivas ( de bancada ) - Para pequenos furos empregam – se furadeiras com motores de pequena potência de no máximo 0,5 HP.
 - Para pequenos furos empregam – se furadeiras com motores de pequena potência de no máximo 0,5 HP.")
43
Obs.: É chamada de sensitiva pelo o fato de que o avanço do mandril da porta – broca é dada pela força muscular do operador que atua com a mão direita na alavanca de comando, onde percebe o esforço que gradualmente encontra na broca. Atenção ! Devido ao alto rendimento, as furadeiras sensitivas são empregadas para furação em série de peças iguais, tornando necessário um conveniente alinhamento de duas, três ou quatro furadeiras iguais na mesma bancada.

44
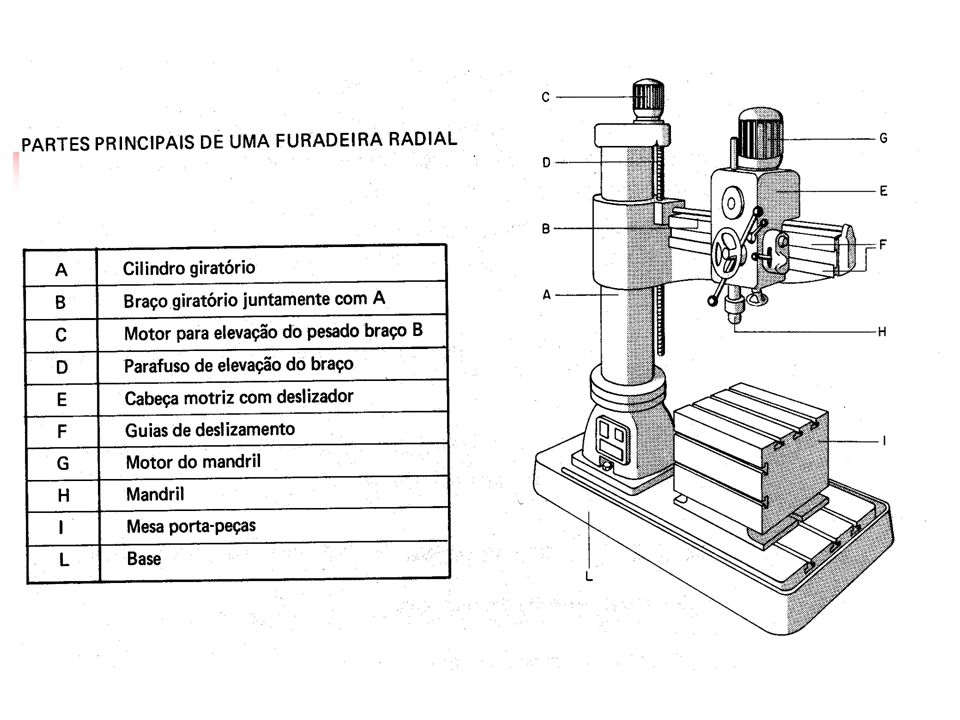
Furadeira de coluna – As operações processadas na furadeira de coluna são as mais freqüentes, essa furadeira tem a possibilidade de executar a de formas mais diversificadas. Essa máquina permite desloca verticalmente a mesa porta – peça posicionando em diferentes alturas as peças a fura. Furadeiras radiais - São indicada para peças que devem ser furada em diversos pontos sem que haja necessidade de remove – lá para outra furadeira.

46
Ferramentas para furar
Na execução de atividade, realizam operações que seriam impossíveis se não fossem as ferramentas.Uma ferramenta para fura é obtida geralmente de uma barra cilíndrica, na sua extremidade é feito o engate da peça denominado espiga e conforme o tipo deverão ser:

47
Importante: Para furos profundos 10 a 100 vezes o diâmetro ou mais, não há possibilidade de se recorrer ás brocas normais, devido a vários inconveniente técnico, portanto recorre – se a ” broca canhão” que tem um único fio cortante; são ferramentas especiais aptos a executar furos retos.

48
DESIGNAÇÃO DAS BROCAS 1 – Em frações de polegada ( fabricadas desde 1/64 ate 5 in ) 1/64, 1/32, 1/16 brocas de 1/16 até 3 1/2in de 1/64 em 1/64 desde 1/64 até 1 3/4in de 1/32 em 1/32 desde 1 25/32 até 2 1/4in de 1/16 em 1/16 desde 2 2/16 até 3 1/2in 2 – Em milímetros: desde 0,100 até 88,900 mm de 0,05 em 0,05 desde 0,100 até 2,500 mm de 0,10 em 0,10 desde 2,500 até 10,000mm de 0,250 em 0,250 desde 2,500 até 10,000mm de 0,5 em 0,5 a partir de 10,000mm.

49
Ângulo de incidência – O ângulo formado pelo flanco com uma linha perpendicular ao eixo da broca. É normalmente medido na periferia. Ângulo da hélice – O ângulo formado pela aresta da ataque da guia e o eixo da broca. Ângulo da ponta – O menor ângulo formado pelos bordos cortantes. Ângulo do corte transversal – O ângulo obtuso formado pelo o corte transversal e a linha que une um vértice externo ao extremo correspondente do corte transversal. É medido num plano perpendicular ao eixo da broca.

50
Tabela de ângulo das brocas

51
Velocidade e avanço para brocas de aço rápido

52
ALARGADORES (acabamento de furos)
Para acabamento de furos são usados os alargadores, escariadores, rebaixadores, etc. Quando é necessário executar um furo de diâmetro exato ou se obter a sua superfície interna perfeitamente lisa, o furo inicialmente feito por uma broca ou por um punção deve ser acabado por um “alargador”. Os são ferramentas que tem um certo número de navalhas ou aresta cortante, com a extremidade de corte rigorosamente afiadas no tamanho especificado. Os alargadores comuns ou fixo são feito de um só pedaço de aço ferramenta e não pode ser ajustado para qualquer diâmetro. Os alargadores de expansão figuras A, B, C, D e E podem ser ajustados para diâmetros ligeiramente diferentes. Os alargadores cônicos sempre fixo, são para dar forma a furos que devem receber pinos cônicos usados em montagem de peças.

53
Classificação dos alargadores normais
1 – Quanto ao fim. 2 – quanto ao emprego. Para furos cegos ou não vazados Alargadores manuais. para furos vazados Alargadores á máquinas . 3 – Quanto aos dentes. 4 – Quanto a forma da entrada. Dentes fixo Entrada cilíndrica. Dentes montados Entrada cônica. Dentes reguláveis (expansíveis)
")
54
Alargadores manuais – Esses alargadores têm o cabo cilíndrico e possuem uma mecha quadrada para fazê-lo girar com a ajuda de um desandador. Formas das ranhuras – As ranhuras podem ser retas ou helicoidais. Os alargadores de ranhuras retas são empregados para furos sem ranhuras ou ressaltos e para desbastar. Também são apropriados para alargar furos, cortando somente 5 a 7 centésimo de milímetro removendo material suficiente para transformar o furo. Os furos com diâmetro inferior a 9 mm quando tem que ser alargado deve ser feito com brocas abaixo do indicado, de modo para deixa o mínimo de material para o alargador retirar quando for calibrado. Os alargadores helicoidais são empregado em trabalhos finos, porque deixam uma superfície mais lisa em furos com ranhuras.

55
Excesso de material para o alargamento
O furo deixado pela broca não deve ser pequeno demais, isto é, não deve deixa material demais para que o alargador o corte pois este trabalharia em más condições e lentamente. Os excessos máximos são os seguintes: 0,13 mm para alargadores até 7 mm. 0,2 mm para alargadores de 7 a 20 mm. 0,4 mm para alargadores de 20 a 50 mm. 0,6 mm para alargadores maiores de 50 mm. Obs.: Para ligas leves os excessos podem ser maiores, porem não é o suficiente escolher a broca com o diâmetro adequado. É preciso que esta esteja perfeitamente afiada também. Entretanto podemos afiar a broca com os lados desiguais e o fio transversal descentrado para obter os excessos adequados com brocas pequenas demais.

56
Conservação Para conserva os alargadores em boa condições de trabalho e conseguir um alisamento perfeito será conveniente levar em conta o seguinte. - Que se assegure o operário de que o excesso do material é o recomendado e não maior. - Nunca se deve girar o alargador em sentido contrário ao dos fios ou cortes do mesmo. Deve-se gira sempre no mesmo sentido, mesmo para tirá-lo. - Procura fazer com que o alargador entre perfeitamente alinhado com o furo e não obliquamente. Se não tomar essa precaução ele poderá rebaixa demais do lado para qual se inclinar, e ainda logo ficasse inclinado a boca do furo ficaria ovalada, e se a inclinação fosse considerável os dentes poderiam se romper. - Quando são empregados alargadores cônicos de pequena conicidade, não tente aperta muito para que o avanço seja rápido, ele ficaria enganchado e se romperiam facilmente. - O avanço não deve ser muito rápido, do contrario as paredes do orifício não ficarão polidas. - Quando se deseja fazer um furo com o diâmetro um pouco maior que o alargador e não se dispõe de alargador extensível, pode-se remediar colocando-se no alargador normal uma chapa pequena e fina de latão, de maneira que recubra alguns dentes. Ver figura ao lado. - Trabalhando aços manualmente deve-se lubrificar o alargador.

57
ESCARIADORES E REBAIXADORES
Como mostra a figura abaixo um furo que deve receber um parafuso de cabeça cônica, deve ser escariado de modo a receber a parte cônica da cabeça do parafuso permitindo o perfeito encaixe do mesmo, ficando a parte superior da cabeça no mesmo nível da superfície da peça. Com ângulo de 60 graus, haste paralela e cone morse. Com ângulo de 75 graus, haste paralela e cone morse. Com ângulo de 90 graus, haste paralela e cone morse. Com ângulo de 120 graus, haste paralela e cone morse.

58
A figura abaixo mostra a broca de rebaixo ou rebaixador e sua aplicação. Um furo rebaixado fica com o diâmetro alargado em um pequeno trecho de modo á permitir o encaixe de um parafuso de cabeça cilíndrica Assim a parte superior da cabeça fica em nível com a superfície da peça. Abaixo do diâmetro relativo a cabeça cilíndrica do parafuso há uma saliência cilíndrica com o diâmetro do corpo do parafuso. É a guia ou piloto que centra a ferramenta no furo iniciado.

59
PLACA UNIVERSAL DE 3 CASTANHAS
É o acessório do torno no qual se fixa o material por aperto simultâneo das castanhas. Isso quer dizer que o mesmo giro da chave movimenta todas as castanhas, no sentido de apertar o material. Emprego Centrar de imediato materiais que tenham seção circular ou poligonal regular. O número de lados deve ser múltiplo do número de castanhas.

60
Constituição A placa universal é composta das seguintes partes indicadas na figura. As placas universais são adaptadas ao eixo principal do torno de duas maneiras: Por meio de um flange com rosca, usada para fixar a placa ou através de uma porca de fixação e um cone normalizado.

61
Funcionamento

62
No interior da placa está encaixado um disco
No interior da placa está encaixado um disco. Na parte anterior do disco existe uma ranhura de corte quadrado, que forma uma rosca espiral. Os dentes das bases das castanhas adaptam-se a essa rosca. Na parte posterior do disco há uma coroa cônica. É nessa coroa que engrenam três pinhões, cujo giro é dado por uma chave.

63
O giro da chave determina a rotação do pinhão
O giro da chave determina a rotação do pinhão. O pinhão engrenado na coroa produz o giro do prato. Os dentes das castanhas estão encaixados na ranhura em espiral da parte anterior do prato. Isso faz com que as castanhas sejam conduzidas para o centro da placa, simultânea e gradualmente, quando se gira no sentido dos ponteiros do relógio. Para desapertar, gira-se em sentido contrário.

64
Encaixe das castanhas As castanhas são numeradas segundo a ordem: 1, 2 e 3. Cada castanha deve ser encaixada unicamente na sua ranhura própria. Faça assim: - gire o pinhão até aparecer o início da rosca espiral no alojamento 1 - introduza a castanha no alojamento 1 - gire o pinhão até aparecer o início da rosca espiral no alojamento 2. - Introduza a castanha 2 Proceda da mesma forma, para alojar a outra castanha.

65
Cuidados a Observar 1- Limpe e lubrifique as roscas ou cone do eixo principal e do flange, ao montar a placa. 2- Use unicamente a chave, para prender o material. Os braços da chave já estão calculados para o aperto suficiente. 3-Na placa universal, prenda somente - peças uniformes. Assim a placa não se danifica. 4- Não ajuste, portanto, peças fundidas em bruto e barras irregulares ou cônicas. 5- Prenda as peças de grandes diâmetros com as castanhas invertidas, desse modo, as castanhas estarão com maior numero de dentes apoiados na rosca espiral. 6- Não lubrifique a rosca espiral e as castanhas, para evitar aderência de cavacos ou pós abrasivos.

66
Resumo Placa universal O que é: Acessório do torno para prender: peças cilíndricas peças prismáticas triangulares peças hexagonais regulares O que permite: Autocentragem da peça por meio de aperto simultâneo das castanhas. Como se adapta ao torno: por meio de flange com rosca; por meio de flange com cone normalizado. De que se compõe: Corpo Coroa

67
LUNETAS São acessórios do torno que tem a finalidade de apoiar peças compridas. As lunetas evitam curvatura ou flexão das peças sob a ação do esforço da ferramenta de corte. Existem dois tipos de luneta, é montada no barramento do torno, de acordo com o comprimento da peça. A luneta e fixada transversalmente ao barramento, por meio de um parafuso com porca e uma sapata. Tipos Luneta fixa

68
Emprego No torneamento a peça muito comprida a, cuja flexão se dá ate pelo próprio peso da mesma, no torneamento de peças compridas sem apoio na contra ponta .

69
Funcionamento Deve sempre haver uma centragem rigorosa; os três contatos. (ou castanhas) de bronze ou ferro fundido podem deslizar em ranhuras e ter suas posições reguladas por meio de parafusos; para a centragem correta das castanhas, e necessário tornear antes uma pequena parte da peça, e as partes torneadas 'servirão de pontos de contato para as castanhas; e necessário que as extremidades das castanhas toquem levemente a peça, sem apertá-la. A peça tem que girar suavemente entre as castanhas, mas sem folga.
 de bronze ou ferro fundido podem deslizar em ranhuras e ter suas posições reguladas por meio de parafusos; para a centragem correta das castanhas, e necessário tornear antes uma pequena parte da peça, e as partes torneadas servirão de pontos de contato para as castanhas; e necessário que as extremidades das castanhas toquem levemente a peça, sem apertá-la. A peça tem que girar suavemente entre as castanhas, mas sem folga.")
70
ANÉIS GRADUADOS NAS MÁQUINAS-FERRAMENTA
São elementos de forma circular, com divisões com distancias iguais, que as máquinas - ferramentas possuem. São construídos com graduações de acordo com os passos dos parafusos onde se situam. Esses parafusos comandam o movimento dos carros , ou das mesas das máquinas.

71
Emprego Permitir relacionar-se um determinado número de divisões do anel com a penetração necessária para se efetuar o corte.

72
E = espessura do material antes do passe
e = espessura da peça depois do passe Fig. 38

73
D = diâmetro da peça antes do passe
e = diâmetro da peça depois do passe Fig. 39

74
Permitir relacionar-se um determinado número de divisões do anel com o deslocamento (d) da peça em relação à ferramenta Fig. 40

75
Dados básicos para o calculo
O operador tem que calcular quantas divisões deve avançar no anel graduado para fazer penetrar a ferramenta ou deslocar a peça na medida requerida. Para isso, terá que conhecer: A penetração da ferramenta O passo do parafuso de coando (em milímetro ou polegada) O número de divisões do anel graduado
 O número de divisões do anel graduado.")
76
Calcule quantas divisões devem ser avançadas em um anel graduado de 100 divisões, ao se desbastar um material de 60 mm de diâmetro, para deixá-lo com 45 mm. O passo do parafuso de comando é de 5 mm. Cálculo: A- Penetração radial: Pn1 = D - d Pn1 = Pn1 = 7,5 mm B- Avanço por divisão do anel: A = P = 5,0 = 0,05 mm N C- Número de divisões por avançar: 7 5 mm X= Pn ... X = 7,5 mm X = 150 (Ou seja, uma volta e meia do anel) A ,05 mm
 A 0,05 mm.")
77
Calcule quantas divisões devem ser avançadas em um anel graduado de 250 divisões, para se reduzir de 1/2" (0,500") para 7/16" (0,4375") a espessura de uma barra- O passo de parafuso de comando é de 118" (0,125). Cálculo : A- Penetração: Pn = E - e Pn = 0,500' - 0,4375* = 0,0625" B- Avanço por divisão do anel: A= P = 0, A = 0,,0005" N C- Número de divisões por avançar: X = Pn X = 0,0625" X = 125 (ou seja,, meia volta) 0,0005"
 0,0005")
78
FERRAMENTAS DE CORTE Fixação das ferramentas de corte no torno
As ferramentas de corte podem ser presas no torno de duas formas: 1- Diretamente no porta - ferramentas do carro superior; por meio de suporte de ferramenta que, por sua vez, é fixado no porta - ferramentas 2

79
Cuidados a observar na fixação
Empregue um ou mais calços de aço, para obter a altura desejada da ferramenta

80
A altura da ferramenta deve ficar na altura do centro da contra-ponta.

81
Os ângulos a e b devem ser conservados, quando se fixam as ferramentas nos diferentes tipos de porta - ferramentas.

82
O valor do ângulo formado pela aresta de corte da ferramenta com a superfície a cortar da peça é variável, conforme a operação. Assim: Em operação de desbastar o ângulo pode variar de 30 ate 90, conforme a rigidez do material. Quanto mais rígido o material, menor será o ângulo.

83
Em operação de facear o ângulo pode variar de 0 a 5
É necessário que a ferramenta sobressaia somente o necessário do porta - ferramenta, para que seja fixada rigidamente.

84
Observe se a placa de aperto está paralela a base, para que haja completo contato entre sua base inferior e a face superior da ferramenta.

85
VELOCIDADE DE CORTE NO TORNO
É a velocidade de um ponto da superfície que se corta, quando esta superfície gira. A velocidade de corte no torno é medida em metros por minuto (m/min). O valor correto é obtido, fazendo-se com que o torno gire nas rotações adequadas. Fatores de que depende a velocidade de corte: - O material a tornear; - O material da ferramenta; - A operação a executar. Os três fatores relacionados acima determinam a velocidade de corte do material a ser trabalhado. Vamos tomar como exemplo um eixo com 80 mm de diâmetro de aço 1020 sendo usinado com ferramenta de aço rápido.
. O valor correto é obtido, fazendo-se com que o torno gire nas rotações adequadas. Fatores de que depende a velocidade de corte: - O material a tornear; - O material da ferramenta; - A operação a executar. Os três fatores relacionados acima determinam a velocidade de corte do material a ser trabalhado. Vamos tomar como exemplo um eixo com 80 mm de diâmetro de aço 1020 sendo usinado com ferramenta de aço rápido.")
86
OBSERVAÇÃO: em primeiro lugar, procurar na tabela a velocidade de corte para se tornear aço 1020 com ferramenta de aço rápido. Para esse caso, encontrará de 20 a 30 metros por minutos. Convenções: V = Velocidade de corte em metros por minuto. D = Diâmetro da peça. N = Número de rotações por minuto. 318 = constante (simplificação de 1000/π Dados: D = 80 mm V = 30 m/min (tabela) Tipo de ferramenta: aço rápido FÓRMULA: Solução: Substituindo na fórmula os valores literais pelos valores numéricos dados, teremos: Resposta: N = 119 rpm.
 Tipo de ferramenta: aço rápido. FÓRMULA: Solução: Substituindo na fórmula os valores literais pelos valores numéricos dados, teremos: Resposta: N = 119 rpm.")
87
BROCA DE CENTRAR É uma broca especial que serve para fazer furos de centro. É fabricada de aço rá pido. Tipos de brocas Os tipos mais comuns de brocas são: Graças à sua forma, essas brocas executam, numa só operação o furo cilíndrico,o cone e o escareado de proteção.

88
Tipos usuais de centros
É o mais comum dos centros e é executado pela broca de centrar simples O escareado de proteção pode ter uma entrada escareada a 120 ou um rebaixo, com a finalidade de proteger a parte cônica contra deformações ocasionadas por choques, capazes de prejudicar o rigor da centragem. Centro Protegido É executada pela broca

89
Resumo Broca de Centrar O que é: Broca especial para fazer furo de centro. Quais os tipos principais: Broca para fazer centros simples. Broca para fazer centros protegidos. De que é feita: É de aço rápido. Como funciona: Executa-se o furo cilíndrico, o cone e o escareado de proteção em uma só, operação. Como à escolhida: É escolhida em função do diâmetro do material, conforme a tabela.

90
TORNO MECÂNICO HORIZONTAL
Cabeçote móvel É a parte do torno que se desloca sobre o barramento (fig.59). oposta ao cabeçote fixo. A contra-ponta está situada na mesma altura da ponta do eixo principal. A contra-ponta e a ponta do eixo principal é que determinam o eixo de rotação da superfície torneada.
. oposta ao cabeçote fixo. A contra-ponta está situada na mesma altura da ponta do eixo principal. A contra-ponta e a ponta do eixo principal é que determinam o eixo de rotação da superfície torneada.")
91
O cabeçote móvel cumpre as seguintes funções:
Fig. 60 Funções O cabeçote móvel cumpre as seguintes funções: Serve de suporte a contra-ponta, destinada a apoiar um dos extremos da peça a tornear.

92
Serve para fixar o mandril de haste cônica para furar com broca no torno.
Serve de suporte direto para ferramentas de corte, de haste cônica, como brocas, alargadores e machos.

93
Deslocar a contra-ponta lateralmente, para tornear peças
Fig. 64

94
TORNEAR SUPERFÍCIE CILÍNDRICA EXTERNA NA PLACA UNIVERSAL
É uma operação que consiste em dar forma cilíndrica a um material em rotação submetido à ação de uma ferramenta de corte. É uma das operações mais executadas no torno, com o fim de obter formas cilíndricas definitivas (eixos e buchas) ou também para preparar o material para outras operações.
 ou também para preparar o material para outras operações.")
95
1- passo - Prenda o material.
Processo de execução. 1- passo - Prenda o material. 1- Deixe para fora das castanhas um comprimento maior que a parte que será cilíndrica, que não supere em três vezes o diâmetro. 2- O material deve estar centrado; caso contrario, mude a posição, girando-o um pouco sobre si mesmo, até conseguir melhor centragem. Precaução: 1 - Certifique-se de que o material está bem preso na castanha. Fig. 69

96
2 passo - Monte a ferramenta.
A - Deixe a ponta da ferramenta para fora o suficiente para que o porta-ferramentas não toque na castanha B - Fixe o porta-ferramentas de modo que ele tenha o máximo de apoio possível sobre o carro (fig.70). Fig. 70
. Fig. 70.")
97
Observações: 1- A ponta da ferramenta deverá estar na altura do eixo do torno. Para isso, usa-se a contraponta do cabeçote móvel como referência (fig. 71). Fig. 71
. Fig. 71.")
98
3 passo - Regule o torno na rotação adequada.
Observações: 1-Consulte uma tabela de rpm. 4 passo - Marque o comprimento a tornear, sobre o material. A - Desloque a ferramenta até o comprimento desejado, medindo com régua graduada (fig. 72) ou paquímetro (fig. 73). B - ligue o torno e faça um risco de referência.
 ou paquímetro (fig. 73). B - ligue o torno e faça um risco de referência.")
99
5 passo - Determine a profundidade do corte.
A - Ligue o torno e aproxime a ferramenta, até colocá-la em contato com o material fig. 74. B - Desloque a ferramenta para a direita, para que ela fique fora do material fig 75. C - Acerte o traço zero do anel graduado pela linha de referência e faça penetrar a ferramenta em uma determinada profundidade fig. 76 Fig. 75 Fig. 76

100
6 passo - Tornei o diâmetro
A - Com avanço manual, faça um rebaixo de aproximadamente 3 mm B - Recue a ferramenta. C - Desligue a máquina. D - Verifique, com o paquímetro, o diâmetro obtido no rebaixo (fig. 77). Precaução 1- Faça a medição com o torno parado. E - Torneie, completando o passe até a marca que determina o comprimento. Observações: 1- Usar fluido de corte, se necessário. F- Repita a indicação (E) tantas vezes quantas forem necessárias para atingir o diâmetro desejado. Fig. 77
. Precaução. 1- Faça a medição com o torno parado. E - Torneie, completando o passe até a marca que determina o comprimento. Observações: 1- Usar fluido de corte, se necessário. F- Repita a indicação (E) tantas vezes quantas forem necessárias para atingir o diâmetro desejado. Fig. 77.")
101
FACEAR Facear é fazer no material uma superfície plana perpendicular ao eixo do torno, mediante a ação de uma ferramenta de corte que se desloca por meio do carro transversa. Esta operação é realizada na maioria das peças que se executam no torno, tais como: eixos, parafusos, porcas e buchas. O faceamento serve para se obter uma face de referência ou, ainda, como passo prévio à furação.

102
Processo de execução 1 passo - Prenda o material na placa universal. Observações: 1- Deve-se deixar para fora da placa um comprimento L, inferior ou igual ao diâmetro do material. 2- O material deverá estar centrado; caso contrário, mude sua posição, fazendo-o girar um pouco sobre si mesmo.

103
2 passo Prenda a ferramenta.
A - Coloque a ferramenta no suporte. Observações: 1-A distancia A da ferramenta deverá ser a menor possível 2- Prenda o suporte de modo que ele tenha o máximo de apoio sobre o carro (fig. 81).
.")
104
Observações: 1- A ponta da ferramenta deve situar-se na altura do centro do torno. Para isso, usa-se a contraponta como referência. 2- A aresta de corte da ferramenta deve ficar em ângulo com a face do material.

105
3 passo - Aproxime a ferramenta da peça, deslocando o carro principal, e fixe-o.
4passo - Ligue o torno. Observações: 1 - Consultar tabela de rotações. 5 passo - Faceie. A - Faça a ferramenta tocar na parte mais saliente da face do material e tome referência no anel graduado do carro superior. B - Avance a ferramenta até o centro do material. C - Faça penetrar a ferramenta aproximadamente 0,2mm. D - Desloque lentamente a ferramenta até a periferia.

106
Observações: 1 - No caso de ser necessário retirar muito material na face, o faceamento pode ser realizado da periferia para o centro da peça com a ferramenta indicada na figura abaixo. E - Repita as indicações B, C e D, até completar o faceamento.

Apresentações semelhantes



 Furadeiras>")
















