Carregar apresentação
A apresentação está carregando. Por favor, espere

1
PUC Goiás ENGENHARIA DE PRODUÇÃO Disc
PUC Goiás ENGENHARIA DE PRODUÇÃO Disc.: Processos de Fabricação II Prof. Jorge Marques Aula 17 Processos de fabricação de objetos de plástico Fonte: Michaeli, Walter et al. Tecnologia dos Plásticos. Blücher.

2
Visão geral dos processos
Extrusão

3
Visão geral dos processos
Injeção

4
Visão geral dos processos
Sopro

5
O que são plásticos Do ponto de vista da aplicação, é uma extensa classe de material, de baixa densidade, com propriedades físicas e mecânicas variadas e custos também variados. São materiais formados por macromoléculas orgânicas. São geralmente deformáveis plasticamente sob determinadas condições de calor e pressão

6
Características dos plásticos
Leves. Pouca energia de processamento. Podem receber corantes. Podem receber aditivos que alteram as propiedades. Podem receber cargas de reforço. São isolantes térmicos e elétricos. São resistentes à corrosão, mas muitos são solúveis em solventes orgânicos. São resistentes a impactos.

7
Características dos plásticos
Podem apresentar características anti-chama naturais ou por meio de aditivos. Podem receber recobrimento metálico. Para a manufatura, são fornecidos em grânulos.

8
Grupos de plásticos Termoplásticos: Semi-cristalinos: PP, PE, POM, PA.
Amosfos: PC, PS, PVC Duroplásticos, Termofixos, Termoestáveis: PF, MF, EP. Elastômeros: CR, EPDM

9
Termoplásticos Termo (= calor); plasto (=maleável): material que se torna malável com a aplicação de calor. Termoplásticos amorfos: de estrutura irregular, são transparentes Termoplásticos semi-cristalinos: estrutura com regiões ordenadas (cristalinas). São, em geral, translúcidos no estado natural.
. São, em geral, translúcidos no estado natural.")
10
Termoplásticos Aquecido Amolecido Esfriado Endurecido

11
Termofixos Aquecido Amolecido Esfriado Endurecido IRREVERSÍVEL

12
Extrusão - termoplásticos
Processo de transformação de granulados plástico em barras com perfis definidos, por meio do escoamento do material pastoso, produzido por adição de calor, através de um ferramental e posterior resfriamento, obtendo como produto corpos compridos de seção regular, como uma mangueira, por exemplo

13
Extrusão É um processo de produzir um produto por forçar um material através de um orifício ou ferramental

14
Extrusão O material moldável, polímero, é fundido
Depois é forçado através da abertura de uma matriz O produto extrudado é resfriado progressivamente em água até permanecer sólido rígido O extrudado pode ser enrolado em bobinas, cortado em peças de dimensões especificadas, ou cortado em grânulos regulares, com faca rotativa, para servir de matéria prima em processo posterior.

15
Produtos da Extrusão Tarugos
Placas Filmes Mangueiras Calhas Tubos Variações no perfil contínuo de um tubo podem ser obtidos por ferramentas de conformação depois da extrusão, ainda quente.

16
Extrusão Etapas do processo: O material moldável, polímero, é fundido
Depois é forçado a passar através da abertura de uma matriz (fieira) O produto extrudado é resfriado progressivamente em água até permanecer sólido rígido O extrudado pode ser enrolado em bobinas, cortado em peças de dimensões especificadas, ou cortado em grânulos regulares com faca rotativa
 O produto extrudado é resfriado progressivamente em água até permanecer sólido rígido. O extrudado pode ser enrolado em bobinas, cortado em peças de dimensões especificadas, ou cortado em grânulos regulares com faca rotativa.")
17
Extrusora Máquina que tem a função de receber o granulado ou pó plástico e conduzí-lo com a pressão necessária através da ferramenta (fieira). É composta basicamente por: Funil de alimentação Parafuso (rosca) de homogeneização, transporte e presurização Do ponto de vista econômico, exige-se grande escala de produção.
 de homogeneização, transporte e presurização. Do ponto de vista econômico, exige-se grande escala de produção.")
18
Modelos de Extrusoras

19
Modelos de Extrusoras de Filmes
Filmes de baixa espessura são obtidos pelo processo extrusão-sopro.

20
Outros Tipos de Extrusoras
Há vários tipos de extrusoras, para diversas aplicações e materiais. As principais diferenças estão no tipo de rosca: Parafuso único Parafuso duplo Diferentes zonas de entrada, aquecimento, pressurização e calibragem.

21
Tipos de Parafusos-Roscas Extrusoras

22
Funções da Rosca Extrusora

23
Sistema de Aquecimento
O mais usual é a instalação de resistências elétricas na superfície externa do cilindro da rosca. Outro procedimento é o aquecimento via transferência de calor de vapor por meio de serpentinas envoltas no cilindro. Parte do calor necessário para a fusão é promovido pelos atritos de arraste.

24
Instalações Complementares
Calibração Resfriamento Tração Mesas de apoio de produto em resfriamento Bobinas para enrolar produto recém fabricado

25
Sistemas de Resfriamento

26
Suportes e equipamentos pós extrusão

27
Extrusão - Sopro Filmes e tubos de pequena espessura são fabricados por extrusão seguida de sopro. Na saída da matriz de extrusão há um calibrador na dimensão desejada do tubo; Um bico de ar (sopro) passando pela matriz de extrusão mantém pressão constante suficiente para expandir o plástico recém extrudado até a dimensão do calibrador.
 passando pela matriz de extrusão mantém pressão constante suficiente para expandir o plástico recém extrudado até a dimensão do calibrador.")
28
Filmes por Extrusão - Sopro
Com o auxílio de sopro de ar comprimido, é produzida uma “mangueira” de espessura muito baixa (0,1 mm ou menos), com diâmetro controlado por um calibrador e pela intensidade do sopro. Tem-se então uma bobina na forma de filme tubular. Este pode ser transformado em sacos e sacolas plásticas, ou aberto para uso na forma de filme.
, com diâmetro controlado por um calibrador e pela intensidade do sopro. Tem-se então uma bobina na forma de filme tubular. Este pode ser transformado em sacos e sacolas plásticas, ou aberto para uso na forma de filme.")
29
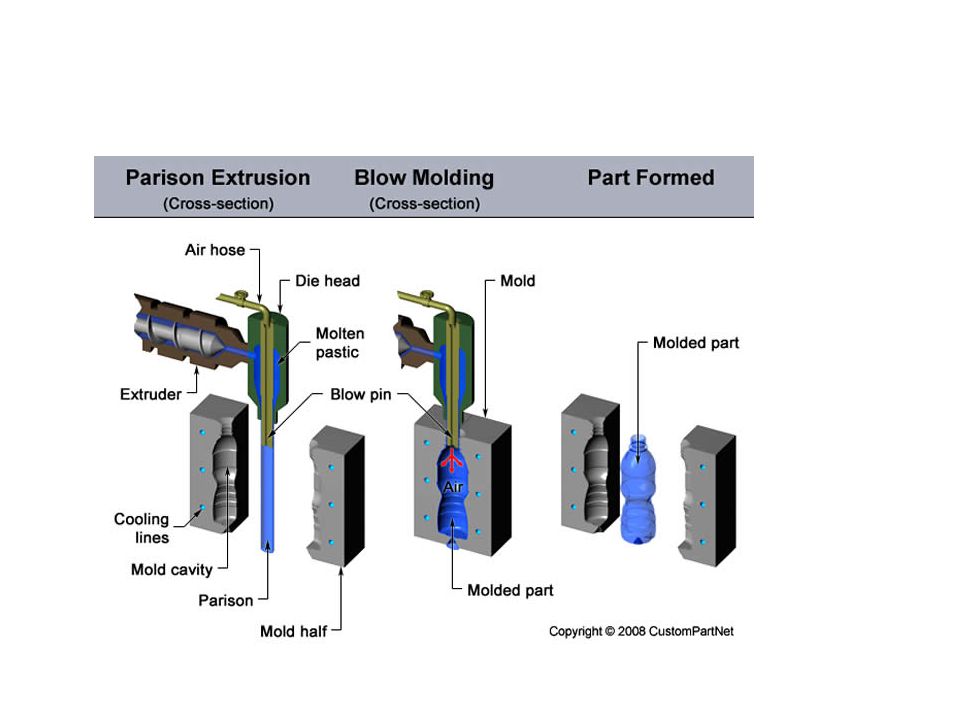
Extrusão - Sopro Garrafas também podem ser fabricadas pelo processo extrusão-sopro. Peças sopradas em PVC e outros plásticos são utilizadas em embalagens para o uso alimentício, de cosméticos, de água mineral e outras bebidas, produtos de higiene e limpeza, de óleos lubrificantes e aditivos para combustíveis, etc. Obs.: quando há pressão interna, como no caso dos refrigerantes, a garrafa deve ser fabricada pelo processo injeção-sopro.

30
Extrusão - Sopro Na fabricação de garrafas para armazenar líquidos à pressão atmosférica, o material plastificado passa por uma matriz formando uma espécie de mangueira. Ainda aquecido, um pedaço da mangueira é alojado dentro do molde de sopro. Ao fechar, o molde solda uma extremidade da magueira (fundo da garrafa). Um bico injeta ar em seu interior, fazendo com que o material assuma o formato da cavidade do molde.
. Um bico injeta ar em seu interior, fazendo com que o material assuma o formato da cavidade do molde.")
Apresentações semelhantes