Carregar apresentação
A apresentação está carregando. Por favor, espere

1
PROCESSOS DE FABRICAÇÃO Técnico em Eletromecânica. Professor Camilo Bertól. Carga Horária: 60 hr. 1ª Fase.

2
FUNDIÇÃO - Tipos 1.Fundição em moldes permanentes 2.Fundição centrífuga

3
FUNDIÇÃO EM MOLDES PERMANENTES Características 1.Como o próprio nome sugere, o molde (metálico) pode ser utilizado repetidas vezes; 2.Um único molde é capaz de produzir muitas peças (da ordem de 100.000 peças); 3.Neste processo o metal líquido pode ser vazado por gravidade ou sob pressão; 4.Produz peças com boa precisão dimensional e bom acabamento superficial; 5.É utilizado geralmente na fundição de metais de baixo e médio ponto de fusão.
 pode ser utilizado repetidas vezes; 2.Um único molde é capaz de produzir muitas peças (da ordem de peças); 3.Neste processo o metal líquido pode ser vazado por gravidade ou sob pressão; 4.Produz peças com boa precisão dimensional e bom acabamento superficial; 5.É utilizado geralmente na fundição de metais de baixo e médio ponto de fusão.")
4
FUNDIÇÃO EM MOLDES PERMANENTES Matéria-prima adequada ao processo 1.Alumínio e suas ligas 2.Zinco e suas ligas 3.Magnésio e suas ligas 4.Chumbo e suas ligas 5.Bronze (eventualmente) 6.Latão (eventualmente)
 6.Latão (eventualmente)")
5
FUNDIÇÃO EM MOLDES PERMANENTES Vazamento por gravidade

6
FUNDIÇÃO EM MOLDES PERMANENTES Vazamento por gravidade Molde com fechamento manual

7
FUNDIÇÃO EM MOLDES PERMANENTES Vazamento por gravidade Molde com fechamento automático

8
FUNDIÇÃO EM MOLDES PERMANENTES Vazamento por gravidade

9
FUNDIÇÃO EM MOLDES PERMANENTES FUNDIÇÃO SOB PRESSÃO - Características 1.Consiste em forçar o metal líquido a preencher as cavidades do molde; 2.O molde é geralmente fabricado em aço alta liga resistente ao calor; 3.O molde é fechado hermeticamente, o metal é injetado e a pressão é mantida até a completa solidificação do metal; 4.Os moldes são geralmente refrigerados à água com o intuito de aumentar a vida dos mesmos.

10
FUNDIÇÃO EM MOLDES PERMANENTES Sob pressão - MOLDES

11
FUNDIÇÃO EM MOLDES PERMANENTES Sob pressão – Câmara quente

12
FUNDIÇÃO EM MOLDES PERMANENTES Sob pressão – Câmara quente - Características 1.Reduz tempo de obtenção da peça ao mínimo; 2.O metal líquido necessita percorrer uma pequena distância para preencher o molde em cada ciclo; 3.É um processo de operação rápida variando de 1s (para peças de poucos gramas) a 30s (para alguns kg); 4.Usado geralmente para metais de baixo ponto de fusão como chumbo e ligas de zinco. 5.Ligas de ponto de fusão mais alto (incluindo alumínio e suas ligas) são evitadas pois causam rápida degradação do sistema de injeção
 são evitadas pois causam rápida degradação do sistema de injeção.")
13
FUNDIÇÃO EM MOLDES PERMANENTES Sob pressão – Câmara fria

14
FUNDIÇÃO EM MOLDES PERMANENTES Sob pressão – Câmara fria - Características 1.Usado tipicamente para fundir materiais com ponto de fusão mais elevado (ligas de alumínio, magnésio e cobre); 2.O princípio de funcionamento é similar ao da câmara quente, porém o metal líquido é disposto numa unidade independente; 3.Tempo de operação mais longo que a de câmara quente
; 2.O princípio de funcionamento é similar ao da câmara quente, porém o metal líquido é disposto numa unidade independente; 3.Tempo de operação mais longo que a de câmara quente")
15
FUNDIÇÃO EM MOLDES PERMANENTES Peças produzidas por fundição sob pressão Carcaça da bomba de óleo de um motor a gasolina

16
FUNDIÇÃO EM MOLDES PERMANENTES SOB PRESSÃO - Vantagens e desvantagens 1.Obtenção de peças com geometria complexa 2.Maior velocidade no processo 3.Melhor acabamento superficial 4.Pode-se fundir peças com esp. de parede de até 1 mm 5.Ligas de alumínio apresentam melhor resist. mecânica que aquelas fundidas em areia; 1.Alto custo do ferramental 2.Porosidade residual 3.Limitação no emprego do processo 4.Limitação na dimensão das peças (geralmente até 5 kg)
.")
17
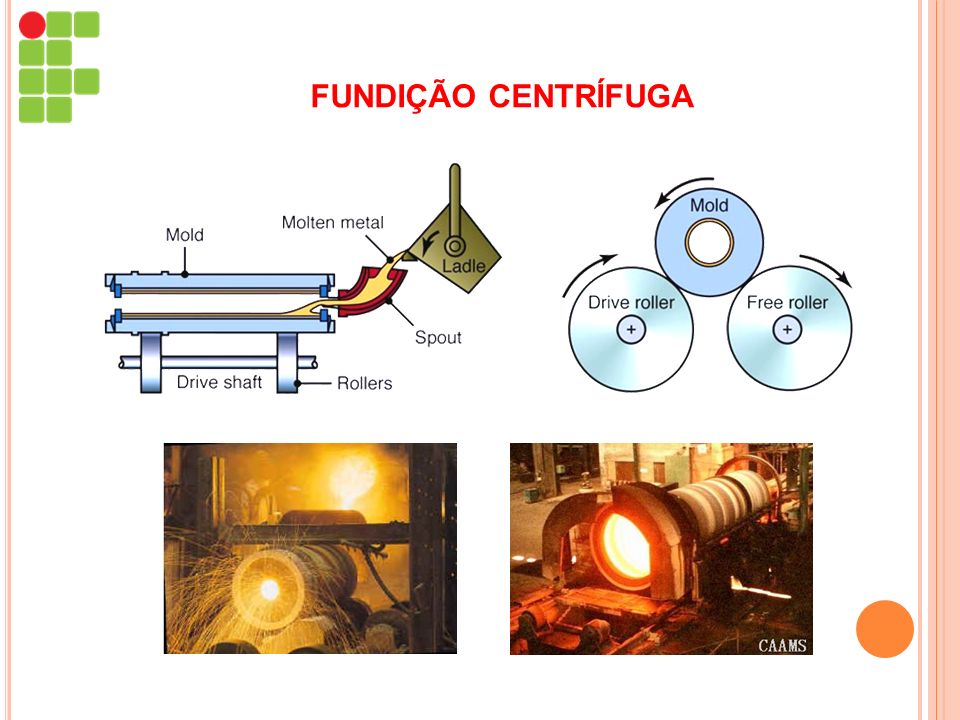
FUNDIÇÃO CENTRÍFUGA Características 1.Metal líquido é vazado num molde dotado de movimento de rotação. 2.A força centrífuga pressiona o metal ao encontro às paredes do molde em rotação até a sua solidificação. 3.Produz peças com geometria de revolução 4.Pode-se ainda usar a força centrífuga como meio de distribuir o metal líquido para o molde.

18
FUNDIÇÃO CENTRÍFUGA

21
Distribuição por força centrífuga

22
FUNDIÇÃO CENTRÍFUGA Distribuição por força centrífuga

Apresentações semelhantes

















 A metalurgia do pó abrange a produção de metais na forma de pó e a manufatura desses pós em produtos úteis pelo processo conhecido.>")


