Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Aula 4 Shell Molding Cera Perdida Molde metálico
ENGENHARIA DE CONTROLE E AUTOMAÇÃO Disc.: Processos de Fabricação Prof. Jorge Marques Aula 4 Shell Molding Cera Perdida Molde metálico Referências: CHIAVERINI, V. Tecnologia Mecânica. Vol. II TORRE, J. Manual Prático de Fundição Telecurso Processos de Fabricação.

2
Shell Molding (moldagem em casca)
As desvantagens da moldagem em areia verde levaram a pesquisas e desenvolvimento de aglomerantes que permitissem melhorar as propriedades do molding. No Shell Molding usa-se resinas como aglomerante da areia. Com adição de calor a resina provoca uma união firme da areia e uma casca de aproximadamente 10 mm de espessura encobre o molde.

3
Passo a passo do Shel Molding
O modelo é feito de metal, para resistir ao calor e, às vezes à chama. É fixado numa placa de separação superior/inferior.

4
Passo a passo do Shel Molding
A placa é aquecida (200 a 250 °C), juntamente com o modelo, normalmente por bicos de gás.
, juntamente com o modelo, normalmente por bicos de gás.")
5
Passo a passo do Shel Molding
Depois de aplicar um desmoldante, deposita-se a mistura de areia+resina sobre o modelo e a placa. Uma técnica usual de deposição da areia+resina consistem em bascular um reservatório desta mistura, como indica a figura.

6
Passo a passo do Shel Molding
A resina funde e adere à areia, formando uma casca de 10 a 15 mm de espessura sobre o molde e a placa.

7
Passo a passo do Shel Molding
A casca, ainda presa ao modelo, é curada em estufa entre 350 a 450°C

8
Passo a passo do Shel Molding
Retirado o modelo, a casca forma o molde. Adequadamente montado em caixa de areia, o molde recebe o metal líquido. Após solidificação e esfriamento da peça fundida, o molde é destruído e a peça retirada. A mistura areia-resina que não formou a casca é utilizada em etapas futuras.

9
Resumo ilustrativo do Processo Shell Molding

10
Vantagens e Desvantagens do Processo Shell Molding, em relação à areia verde
Pode ser totalmente automatizado, Maior produtividade, Menor custo operacional, Menor custo total na produção em série, Os moldes podem ser armazenados, Melhor acabamento superficial. Desvantagens: Maior custo com materiais e energia, Maior custo para pequenos volumes. Maior dificuldade em retirar os gases e as resinas normalmente fazem aumentar a produção de gases. Limitado a peças relativamente pequenas.

11
Fundição de Precisão A fundição de precisão é aquela em que se consegue tolerâncias dimensionais apertadas, excelente acabamento superficial e execução de formas complexas, paredes finas e cantos vivos. Basicamente a fundição de precisão é obtida por dois processos de moldagem: Modelo de cera perdida, com vazamento por gravidade ou centrifugação. Molde metálico, com vazamento sob pressão, por centrifugação ou por gravidade.

12
Moldagem por cera perdida
Neste processo, o modelo é de cera e é confeccionado numa matriz metálica. A cera quente, em estado líquido, é injetada na matriz metálica. Após solidificar, o modelo de cera é ejetado da matriz por meio de pinos extratores. Os modelos podem ser soldados (em cera) a uma árvore com funções de canal de descida e massalote, ou, podem ser processados individualmente. Depende do tamanho, entre outras características.
 a uma árvore com funções de canal de descida e massalote, ou, podem ser processados individualmente. Depende do tamanho, entre outras características.")
13
Moldagem por cera perdida
A árvore de modelos (ou somente um modelo com seu canal de descida) é mergulhada numa lama composta de areia muito fina e aglomerantes naturais e sintéticos. O mergulho é repetido algumas vezes, primeiro numa areia fina depois numa areia de maior granulometria, até que sobre o modelo de cera seja formada uma casca grossa de lama solidificada.
 é mergulhada numa lama composta de areia muito fina e aglomerantes naturais e sintéticos. O mergulho é repetido algumas vezes, primeiro numa areia fina depois numa areia de maior granulometria, até que sobre o modelo de cera seja formada uma casca grossa de lama solidificada.")
14
Moldagem por cera perdida
A casca é aquecida, a cera derrete e a casca é curada. A cera líquida é derramada, formando o vazio, ou seja, o molde. O metal líquido é vazado. Depois de solidificada e esfriada, a peça é retirada, destruindo-se o molde. A retirada de canal de descida e massalotes completam o processo. A cera é reaproveitada, o molde não.

15
Passo a passo da cera perdida
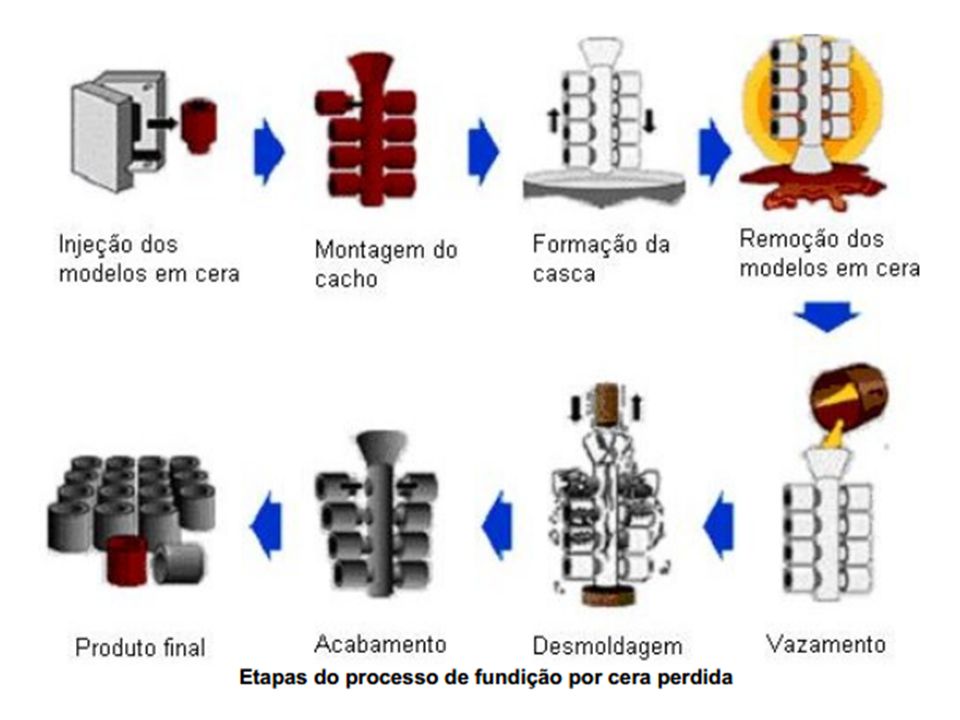
1 A cera fundida é injetada na matriz para a produção do modelo e dos canais de vazamento.

16
Passo a passo da cera perdida
2 Os modelos de cera endurecida são montados no canal de alimentação ou vazamento.

17
Passo a passo da cera perdida
3 O conjunto é mergulhado na lama refratária

18
Passo a passo da cera perdida
4 Todo o conjunto recebe calor. O material do molde endurece e os modelos são derretidos e escoam.

19
Passo a passo da cera perdida
5 O molde aquecido é preenchido com metal líquido por gravidade ou centrifugação.

20
Passo a passo da cera perdida
6 Depois que a peça se solidifica, o material do molde é quebrado para que as peças sejam retiradas.

21
Passo a passo da cera perdida
7 Retira-se os canais de alimentação e rebarbas.

22
Resumo – sequência de moldagem

24
Vídeo Moldagem por cera perdida

25
Molde Metálico Os moldes metálicos, também chamados de moldes permanentes, são fabricados por processos de usinagem em aço liga de alta resistência à temperatura. Obviamente, são utilizados para processar metais de pontos de fusão relativamente baixos, como ligas de alumínio, bronze, cobre, zinco. Em especial, nos processos por injeção (vazamento por pressão) o ZAMAC (Al + Cu + Mg + Zn) é uma liga muito utilizada na produção de formas complexas.
 o ZAMAC (Al + Cu + Mg + Zn) é uma liga muito utilizada na produção de formas complexas.")
26
Molde Metálico A figura ilustra um molde permanente para vazamento por gravidade

27
Molde Metálico Esquema de uma fundição sob pressão (injeção)
")
28
Molde Metálico Para que não ocorra ligação da peça fundida com o molde (brasagem), a cada vazamento deve-se aplicar um desmoldante. Dependendo do metal a fundir, o desmoldante também pode ser (quase) permanente. Um molde metálico é capaz de processar 100 mil peças fundidas ou mais.
, a cada vazamento deve-se aplicar um desmoldante. Dependendo do metal a fundir, o desmoldante também pode ser (quase) permanente. Um molde metálico é capaz de processar 100 mil peças fundidas ou mais.")
29
A fusão do metal A fusão do metal é feita em fornos apropriados.
Os fornos produzem calor por meio de combustível (sólido, líquido ou gasoso) ou energia elétrica (arco, resistência ou indução). O cubilô é um forno usado para o ferro fundido. Sua produção de calor é por combustível sólido, o coque. Em geral os fornos são revestidos internamente por material refratário e sua estrutura externa é de placas metálicas.
 ou energia elétrica (arco, resistência ou indução). O cubilô é um forno usado para o ferro fundido. Sua produção de calor é por combustível sólido, o coque. Em geral os fornos são revestidos internamente por material refratário e sua estrutura externa é de placas metálicas.")
30
A fusão do metal A temperatura de fusão e vazamento dos metais depende da composição química de suas ligas, uma referência grosseira destas temperaturas é fornecida abaixo: Ferro fundido ≈ 1300 °C Ligas de alumínio ≈ 700 °C Ligas de cobre ≈ 1100 °C Ligas de zinco ≈ 400 °C Aços ≈ 1200 °C a 1700°C

31
Comparação entre os processos

32
Fluxograma dos Ferros Fundidos

Apresentações semelhantes