Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Segue junto a este as aulas de 18-08.
Sorocaba, 18 de agosto de 2003. Segue junto a este as aulas de Trabalho em duplas; Descreva pesquisando na internet a seguinte questão do que foi explicado até agora, o que entendi? Apresentar sintetizado em transparência ou power point. Focar no processo MIG/MAG o modo de transferência metálica. Buscar em seu local de trabalho qual o tipo de processo que usa-se explorando na internet e em livros tal processo. Buscar em seu local de trabalho melhorias que se podem fazer no processo de soldagem utilizado ou que possa vir a ser utilizado, este assunto pode vir a tornar-se um projeto a ser orientado neste e no próximo semestre. Sites de interesse na soldagem : ou

2
DE INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM
CURSO DE INTRODUÇÃO A TECNOLOGIA DA SOLDAGEM

3
BOA PARTE DA EDUCAÇÃO DOS ALUNOS DEPENDERÁ CADA VEZ MAIS DO SEU PRÓPRIO INTERESSE ALIADO À SUA CAPACIDADE DE ATUALIZAÇÃO E APRENDIZADO. Educador Antonio Gomes da Costa, caderno Sinapse da folha de são Paulo de 20 de julho de 2003.

4
A EVOLUÇÃO DA SOLDAGEM Para abordar este tema, é preciso referir-se de imediato à revolução tecnológica no setor. Esta caracteriza inovações em grande número, numa rápida evolução, obrigando os engenheiros especializados no assunto a exaustivos e constantes esforços de atualização. Este fato ocorre em virtude da atual conjuntura da tecnologia e se evidência na soldagem, porque esta, por sua própria natureza, sempre acompanhou de perto os avanços da ciência. Está claro que se processa uma autêntica revolução tecnológica cuja projeção para o futuro é imprevisível. O Brasil está sendo atingido por esta revolução. Por isso deve-se preparar a nação para absorvê-la e, mais que isto, criar a sua própria tecnologia.

5
Pouco antes de 1940= Processo TIG
Após 1950=Processo MIG nas indústrias, o processo a arco submerso e o processo de eletrodo tubular em atmosfera gasosa. Outros processos=uso menos freqüentes utilizáveis agora=soldagem sob escória condutora, soldagem por plasma, soldagem com laser e outros. Início século passado=soldava-se apenas aço e o cobre, praticamente únicos metais em uso corrente.

6
Depois inoxidáveis, ligas leves( material metálico constituído por dois ou mais metais( em certos casos por elementos não metálicos), obtido pela fusão de seus constituintes), os aços ligados e, mais recentemente ainda, estão em desenvolvimento as ligas de titânio, de zircônio e de molibdênio. A medida que a metalurgia põe à disposição novas ligas, a indústria reclama o modo de as soldar. Conseqüência=invenção de novos processos e novas versões e a adaptação das técnicas de soldagem a esta diversificação.

7
Atualmente busca-se reduzir os custos, aumentar a produtividade, diminuir os tempos de tomada de decisões tecnológicas e de execução. Estes objetivos exigem que as decisões sobre os procedimentos de soldagem sejam apoiadas por softwares especializados e, muitas vezes conduzem à automatização total ou parcial dos processos, forçando a agregação de novos conhecimentos e por conseqüência de profissionais de outras áreas.

8
Campo de aplicação da soldagem= amplia=especificações mais exigentes=tolerâncias mais estreitas =aperfeiçoa bastante o controle de qualidade das soldas= utilização da informática em escala crescente. Crescente exigência do mercado=garantia da qualidade=populariza sistema de qualificação de procedimentos e de soldadores segundo as normas internacionais mais difundidas = ISO

9
ELETROTÉCNICA APLICADA à SOLDAGEM
CORRENTE ELÉTRICA Gás se ioniza=condutor de eletricidade A soldagem a arco voltaico se baseia no uso do calor gerado pela corrente elétrica passando através de um gás. Corrente elétrica = não visível, seus efeitos são=grande quantidade de corrente, através de gás=muita luminosidade de calor =fluxo de partículas ( positivas, negativas ou ambas), portadoras de carga elétrica= circulação de energia. A unidade de corrente é o Ampère, que é igual ao fluxo de carga eletrostática de um Coulomb por segundo. Fluxo dessas cargas elétricas =diferença de potencial elétrico, analogia fluxo d’água , originando um rio ou uma cachoeira=diferença de nível. Diferença de potencial elétrico=U=força eletromotriz ou tensão elétrica =Volts.
, portadoras de carga elétrica= circulação de energia. A unidade de corrente é o Ampère, que é igual ao fluxo de carga eletrostática de um Coulomb por segundo. Fluxo dessas cargas elétricas =diferença de potencial elétrico, analogia fluxo d’água , originando um rio ou uma cachoeira=diferença de nível. Diferença de potencial elétrico=U=força eletromotriz ou tensão elétrica =Volts.")
10
Tipos de Corrente e Polaridade.
Por questão de segurança, não deve ser utilizada alta tensão durante a soldagem , a tensão máxima admissível de trabalho , é aproximadamente 100V. Tipos de Corrente e Polaridade. Para iniciar o arco, emprega-se pelo menos as seguintes três técnicas: Corrente alternada de alta freqüência , a qual rompe o dielétrico e ioniza o gás ( esse método é usual, pelo menos, nos processos TIG e Plasma, mas pode afetar o funcionamento de aparelhos eletrônicos próximos); Rápido curto-circuito entre a peça e o eletrodo, com separação dos mesmos antes que soldem, sendo o aquecimento suficiente para produzir partículas ionizadas caso típico do processo com eletrodo revestido); Contato entre o eletrodo e a peça, seguido de separação dos mesmos, sendo nesse instante aplicado um pulso de alta tensão, o qual inicia o arco ( também utilizado no TIG).
; Rápido curto-circuito entre a peça e o eletrodo, com separação dos mesmos antes que soldem, sendo o aquecimento suficiente para produzir partículas ionizadas caso típico do processo com eletrodo revestido); Contato entre o eletrodo e a peça, seguido de separação dos mesmos, sendo nesse instante aplicado um pulso de alta tensão, o qual inicia o arco ( também utilizado no TIG).")
11
Tipos de Corrente e Polaridade.
Corrente Contínua Corrente-----fontes retificadoras----. Intensidade de uma corrente contínua varia no tempo corrente contínua pulsada. Apresentar ---- formas de pulsação. Nas figuras a seguir duas delas. As correntes contínuas pulsadas soldagem para obter efeitos especiais, processos TIG e MIG/MAG.

12
Tipos de Corrente e Polaridade.
Corrente Contínua Representação de uma corrente contínua pulsada de onda senoidal.

13
Tipos de Corrente e Polaridade.
Corrente Contínua Representação de uma corrente contínua pulsada de onda retangular

14
Tipos de Corrente e Polaridade.
Corrente Alternada Corrente alternada polaridade ---- alternadamente positiva e negativa. Sentido---partículas de carga, íons e elétrons-----muda a cada alteração de polaridade. Forma mais comum senoidal figura a seguir-----outras formas, como----onda retangular. origem nas características elétricas dos geradores.

15
Corrente alternada senoidal.
Tipos de Corrente e Polaridade. Corrente Alternada Corrente alternada senoidal. I

16
CONSEQÜÊNCIAS DA POLARIDADE
Soldagem com CC: Os pólos do arco não se comportam de igual forma. Como o comportamento dos pólos são diferentes é importante especificar qual deles deve se situar no eletrodo, quando se faz referência às condições de soldagem. Polaridade Direta ou norma =eletrodo é o cátodo (negativo), e a peça o ânodo.=polaridade negativa=CC- Polaridade Inversa =eletrodo positivo=polaridade positiva=CC+
, e a peça o ânodo.=polaridade negativa=CC- Polaridade Inversa =eletrodo positivo=polaridade positiva=CC+")
17
CONSEQÜÊNCIAS DA POLARIDADE
Soldagem com CA: Não se tem uma polaridade determinada=os eletrodos ( ou o eletrodo e a peça-obra) permutam sua polaridade de acordo com a freqüência da corrente. 60 hertz=120 inversões de polaridade a cada segundo. Com essa alternância os pólos ora recebem choques de elétrons ora choques de íons, resultando numa tendência de equalização da energia absorvida por ambos os pólos.
 permutam sua polaridade de acordo com a freqüência da corrente. 60 hertz=120 inversões de polaridade a cada segundo. Com essa alternância os pólos ora recebem choques de elétrons ora choques de íons, resultando numa tendência de equalização da energia absorvida por ambos os pólos.")
18
CONSEQÜÊNCIAS DA POLARIDADE
Soldagem com CA: Aspecto visual=sem diferença=maior dificuldade na manutenção de um arco de corrente alternada. explica =a tensão, em cada ciclo, passa de um valor positivo a um valor negativo e, bem próximo ao zero, não há tensão suficiente para sustentar o arco. Por isso é mais difícil acender um arco de corrente alternada bem, como mantê-lo. Para corrigir a instabilidade é preciso: Trabalhar com arco mais curto; Usar tensões mais elevadas; Usar eletrodos concebidos para CA(com revestimento apropriado); Aumentar a freqüência da corrente ou sobrepor à corrente normal uma outra de alta freqüência, alta tensão( até volts) e baixa intensidade. Este processo= pouca aceitação=alto custo do equipamento= apenas processo TIG.
; Aumentar a freqüência da corrente ou sobrepor à corrente normal uma outra de alta freqüência, alta tensão( até volts) e baixa intensidade. Este processo= pouca aceitação=alto custo do equipamento= apenas processo TIG.")
19
CARACTERÍSTICAS ESTATÍSTICAS DE ARCO
Para um mesmo comprimento de arco, a cada corrente eficaz corresponde uma tensão eficaz. Curva representada por esses pontos no diagrama cartesiano é chamada de característica estática de arco. Esta curva define o comportamento de um arco voltaico, de comprimento fixo, expresso pela variação da tensão eficaz e da corrente eficaz. Cada tipo de eletrodo revestido de mesmo diâmetro possui uma característica estática de arco que lhe é própria. No caso de eletrodos nus protegidos por gás insuflado, a característica estática dependerá também da natureza e da composição deste gás. Esta característica é dita descendente quando a tensão cai com o aumento da corrente.

20
RESUMO DOS PROCESSOS ATUAIS DE SOLDAGEM A ARCO VOLTAICO
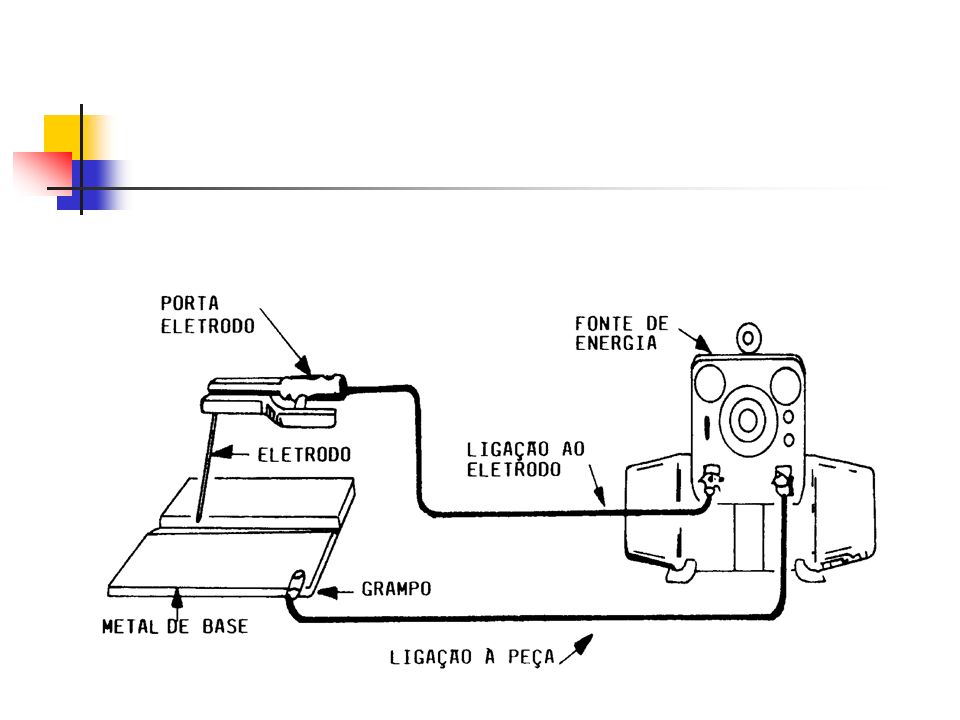
Soldagem com elétrodos revestidos Processo de soldagem a arco ---- mais usado----- versatilidade soldagem de aços. Nenhum aço---lançado no mercado sem existam elétrodos revestidos soldá-lo. Existe-----variedade -----enorme de elétrodos revestidos à disposição dos usuários-----não ocorre----- outros processos de soldagem a arco com elétrodos consumíveis. Ingredientes----formam –revestimento----triturados, dosados e misturados -----uma massa homogênea. Massa---conformada ---- varetas metálicas mm. Elétrodo-----dispositivo----remove o revestimento ---- uma das extremidades ---- permitir o contato elétrico ----porta-eletrodo (fig.a seguir). Assim--- tomada da corrente-----numa extremidade----arco arde na outra. Escolhendo-se-----convenientemente----ingredientes------revestimento-----efeitos especiais. Assim, têm-se, por exemplo, eletrodos básicos, ácidos,rutílicos, celulósicos etc.
. Assim--- tomada da corrente-----numa extremidade----arco arde na outra. Escolhendo-se-----convenientemente----ingredientes------revestimento-----efeitos especiais. Assim, têm-se, por exemplo, eletrodos básicos, ácidos,rutílicos, celulósicos etc.")
21
Soldagem com elétrodos revestidos

23
Soldagem TIG TIG---- processo de soldagem (fig.a seguir) ---- eletrodos de tungstênio em atmosfera de gás inerte (TIG = Tungstênio + Inerte Gás). Na Alemanha------WIG, tungstênio em alemão---- “wolframio”. Eletrodos permanentes-----os eletrodos de tungstênio se gastam. Condições normais------comprimentos e 170mm, horas de arco aberto. Processo----- maioria-----manual,----uma das mãos conduz a tocha ----outra conduz a vareta de metal de adição, à soldagem oxi-acetilênica. Processo----semi-automático---totalmente automatizado. Processo-----empregado---- com ou sem metal de adição.

24
Soldagem TIG

25
Soldagem TIG EQUIPAMENTOS

26
Soldagem com eletrodo revestido (à esquerda)
e soldagem TIG (à direita)
")
27
Soldagem Plasma Arco voltaico----plasma----somente um desses processos soldagem plasma. A particularidade----designação----fato do calor-----chegar --- a peça ----sem a existência----arco diretamente conectado à ela. Arco existente----estabelecido internamente---- tocha---- eletrodo de tungstênio----bocal de cobre que o circunda.. Fluxo----argônio---- forçado----- dentro da tocha---ioniza continuamente --passar pelo arco-----plasma calor para a peça-obra. Uma-----versões -- processo plasma-----chamada arco não transferido. Outra---versão------arco transferido segundo arco, -----o eletrodo e a peça-obra, ver figura.

28
Soldagem Plasma

29
Soldagem Plasma arco transferido

30
Soldagem MIG/MAG MIG---- processo---arco em atmosfera de gás inerte ---a peça e um eletrodo nu consumível (MIG = Metal + Inerte Gás) continuamente alimentado. Gás ativo---- MAG (Metal + Ativo Gás). GMAW (Gás Metal Arc Welding). Eletrodo----- arame fino (0.8 a 1.6 mm)---bobinado---carretéis conduzidos até o arco através de pequenos rolos ----acionados por um motor.Contato elétrico---deslizamento ----o fio---pequeno tubo de cobre ----interior do bocal de gás------antes do arco elétrico (fig.a seguir). Eletrodo --continuamente renovado----comprimento---- relativamente pequeno densidades de corrente extraordinariamente altas (300 A/mm2)------elevadas velocidades de fusão----cinco vezes---- eletrodos revestidos.
 continuamente alimentado. Gás ativo---- MAG (Metal + Ativo Gás). GMAW (Gás Metal Arc Welding). Eletrodo----- arame fino (0.8 a 1.6 mm)---bobinado---carretéis conduzidos até o arco através de pequenos rolos ----acionados por um motor.Contato elétrico---deslizamento ----o fio---pequeno tubo de cobre ----interior do bocal de gás------antes do arco elétrico (fig.a seguir). Eletrodo --continuamente renovado----comprimento---- relativamente pequeno densidades de corrente extraordinariamente altas (300 A/mm2)------elevadas velocidades de fusão----cinco vezes---- eletrodos revestidos.")
31
Soldagem MIG/MAG Processo----totalmente automático grande escala----- semi-automática movimento de translação ----arame-eletrodo na direção do cordão de solda ---manual-----comprimento do arco voltaico é controlado automaticamente. Após--- soldagem elétrica convencional-----eletrodo revestido-----soldagem MIG/MAG----tecnicamente mais universal. Características de sua aplicação: a) aplicáveis aos aços comuns, aços inoxidáveis e ligas leves; b) a pequena variedade de fios disponíveis no mercado é limitação importante a mencionar; c) facilidade de formação de mão-de-obra; d) grande velocidade de execução, reduzindo o custo de mão-de-obra, o volume de trabalho em curso e a área ocupada. Medida-----mercado---equipamentos----atendem----várias exigências------processo MIG/MAG-----firma a sua posição------baixo custo de mão-de-obra. Novas------fontes de energia------novos fios------estudo em laboratórios estenderão---- seu domínio de uso.
 aplicáveis aos aços comuns, aços inoxidáveis e ligas leves; b) a pequena variedade de fios disponíveis no mercado é limitação importante a mencionar; c) facilidade de formação de mão-de-obra; d) grande velocidade de execução, reduzindo o custo de mão-de-obra, o volume de trabalho em curso e a área ocupada. Medida-----mercado---equipamentos----atendem----várias exigências------processo MIG/MAG-----firma a sua posição------baixo custo de mão-de-obra. Novas------fontes de energia------novos fios------estudo em laboratórios estenderão---- seu domínio de uso.")
32
POTENCIAL DE CARBONO E OXIDAÇÃO
Alta temperatura alcançada pelo arco =reação endotérmica=CO2 gás de proteção: próximo à peça=baixa temperatura=inversão na direção da reação=libera calor passa a exotérmica= o que pode ser a razão da alta penetração, apresentada em MAG. Além disso, parte do CO é reduzido segundo a reação: Outrossim, o ferro líquido se combina com o oxigênio livre e reage com o carbono:

33
C0=Causar oxidação e porosidade no metal de solda=necessário a adição de elementos desoxidantes no arame=Mn e Si=minimizar(ou anular) seus efeitos. Uma atmosfera gasosa com CO2 e CO possui, interessantes propriedades. O carbono pode ser produzido ou absorvido pela poça de fusão=metal de solda=carburizado ou descarburizado=depende da seguinte reação=gaseificação: Fatores=determinam =nível de carbono no metal de solda=Potencial de carbono(PC);fase gasosa PGg; fases líquidas/sólida PCs. Carburização,se PGg> PCs e Descarburização(gaseificação), qdo. PGg< PCs
;fase gasosa PGg; fases líquidas/sólida PCs. Carburização,se PGg> PCs e Descarburização(gaseificação), qdo. PGg< PCs.")
34
Soldagem MIG/MAG

35
Soldagem MIG/MAG EQUIPAMENTOS

36
MODOS DE TRANSFERÊNCIA DO METAL DE ADIÇÃO
Soldagem MIG/MAG MODOS DE TRANSFERÊNCIA DO METAL DE ADIÇÃO Globular “Spray” curto-circuito

37
TRANSFERÊNCIA DE MASSA
O modo de transferência e a taxa com que o metal de adição se projeta do eletrodo consumível para a peça, são questões de muita importância na soldagem. Esse fenômeno influi diretamente sobre itens, entre outros, tais como estabilidade do arco; perda por salpico( ou seja, metal fundido que é projetado para fora da poça de fusão); composição química e defeitos no metal de solda; O mesmo age parcialmente, ainda, sobre a taxa de transferência( e conseqüentemente, sobre a taxa de deposição),que é um dos principais fatores na análise dos custos da soldagem. Por outro lado, é importante ficar claro que o fenômeno do modo de transferência na soldagem ainda não está completamente entendido, apesar do grande voluma de pesquisas devotado ao mesmo.
; composição química e defeitos no metal de solda; O mesmo age parcialmente, ainda, sobre a taxa de transferência( e conseqüentemente, sobre a taxa de deposição),que é um dos principais fatores na análise dos custos da soldagem. Por outro lado, é importante ficar claro que o fenômeno do modo de transferência na soldagem ainda não está completamente entendido, apesar do grande voluma de pesquisas devotado ao mesmo.")
38
TRANSFERÊNCIA DE MASSA
Pela análise dos diversos processos de soldagem disponíveis, foi constatado que existem variados modos de transferência. Além disto, para um dado processo o modo de transferência depende das condições específicas de soldagem, ou seja,da combinação de alguns dos seguintes fatores: Corrente e Tensão; b)Polaridade do eletrodo; Densidade de corrente; d) Material do eletrodo; e) Diâmetro do eletrodo; f) Extensão do eletrodo após o ponto do contato elétrico; g) Tio de gás de proteção; h) Tipo de revestimento do eletrodo ou fluxo; Características estáticas da máquina de solda; j) Pressão do ambiente; Os fatores acima citados-não certamente os únicos=demonstra grande complexidade do assunto.
Polaridade do eletrodo; Densidade de corrente; d) Material do eletrodo; e) Diâmetro do eletrodo; f) Extensão do eletrodo após o ponto do contato elétrico; g) Tio de gás de proteção; h) Tipo de revestimento do eletrodo ou fluxo; Características estáticas da máquina de solda; j) Pressão do ambiente; Os fatores acima citados-não certamente os únicos=demonstra grande complexidade do assunto.")
39
MODOS DE TRANSFERÊNCIA DE MASSA
O efeito da corrente, tensão e diâmetro do arame são bastante pronunciados num processo como o MIG(eletrodo maciço consumível e proteção gasosa). Nesse caso, o metal pode ser transferido pelo menos, por curto-circuito;globular;aerossol( “spray”); ou rotativo, ocorrendo transições em que mais de um modo existe simultaneamente . Com o aumento da corrente , há um ponto definido em que a transferência passa de globular para aerossol”puro”dependendo, principalmente, do material e diâmetro do eletrodo e tipo de gás de proteção; A figura a seguir apresenta esquematicamente a influência dos parâmetros de soldagem sobre os citados modos de transferência no processo MIG.
. Nesse caso, o metal pode ser transferido pelo menos, por curto-circuito;globular;aerossol( spray ); ou rotativo, ocorrendo transições em que mais de um modo existe simultaneamente . Com o aumento da corrente , há um ponto definido em que a transferência passa de globular para aerossol puro dependendo, principalmente, do material e diâmetro do eletrodo e tipo de gás de proteção; A figura a seguir apresenta esquematicamente a influência dos parâmetros de soldagem sobre os citados modos de transferência no processo MIG.")
40
MODOS DE TRANSFERÊNCIA DE MASSA
Aerossol-spray Tensão (V) Zona de transição Curto Circuito Corrente (A)
 Zona de transição. Curto Circuito. Corrente (A)")
41
CLASSIFICAÇÃO DOS MODOS DE TRANSFERÊNCIA DE METAL
Tipo de Transferência Processo de Soldagem Força ou Mecanismo Dominante 1.Vôo Livre 1.1 Globular 1.1.1 Gota MIG (baixa corrente) Gravidade e Constricção Eletromagnética 1.1.2 Repelido MAG (CO2) Reações Químicas Gerando Vapores 1.2 Aerossol ( “spray”) 1.2.1 Projetado MIG/MAG (corrente intermediária) Instabilidade devido à constricção eletromagnética 1.2.2 Contínua MIG/MAG (corrente média) Eletromagnética 1.2.3 Rotativo MIG/MAG (corrente alta) Instabilidade devido à deformação eletromagnética 1.3 Explosivo Eletrodo Revestido Reações químicas formando bolhas gasosas
 Gravidade e Constricção Eletromagnética Repelido. MAG (CO2) Reações Químicas Gerando Vapores. 1.2 Aerossol ( spray ) Projetado. MIG/MAG (corrente intermediária) Instabilidade devido à constricção eletromagnética Contínua. MIG/MAG (corrente média) Eletromagnética Rotativo. MIG/MAG (corrente alta) Instabilidade devido à deformação eletromagnética. 1.3 Explosivo. Eletrodo Revestido. Reações químicas formando bolhas gasosas.")
42
3.1 Guiado pelas paredes ( do Fluxo) 2.1 Curto-Circuito
3.1 Guiado pelas paredes ( do Fluxo) 2.1 Curto-Circuito 2.2 Ponte sem interrupção 3.2 Outros Modos 2.Ponte Eletrodo Revestido-MIG-MAG Tensão Superficial + Forças Eletromagnéticas TIG com vareta Tensão Superficial + Forças Eletromagnéticas ( “Arame Quente") 3.Protegido por Escória Arco Submerso Química e Eletromagnética Arco Submerso-Arame Tubular-Eletroescória
 2.1 Curto-Circuito. 2.2 Ponte sem interrupção. 3.2 Outros Modos. 2.Ponte. Eletrodo Revestido-MIG-MAG. Tensão Superficial + Forças Eletromagnéticas. TIG com vareta. Tensão Superficial + Forças Eletromagnéticas ( Arame Quente ) 3.Protegido por Escória. Arco Submerso. Química e Eletromagnética. Arco Submerso-Arame Tubular-Eletroescória.")
43
Soldagem MIG/MAG

44
Soldagem ao Arco Submerso
Arame nu---alimentado continuamente----funde-se no arco voltaico------proteção de um fluxo em pó. Circunstâncias - material, espessura da chapa, natureza da superfície exterior - trabalha-se_---diferentes pós que se diferenciam pelo tipo de fabricação, composição e granulação. Arco dentro-----banho de escória----solidificar-se recobre o cordão formado (fig.a seguir).
.")
45
Soldagem ao Arco Submerso

46
Soldagem a escória eletro-condutora
Desenvolvido na Rússia------apenas para soldagem vertical ascendentes -- insubstituível ---- se soldar peças compactas --- paredes de mais de 60mm de espessura.“soldagem sob escória eletrocondutora”----incluída analogia com o arco submerso, embora não exista propriamente um arco voltaico. A corrente produz o calor necessário para a soldagem ao atravessar um banho de escória originada da fusão do pó de soldar.A poça de fusão, se forma entre as peças (junta em I ou de topo sem chanfro), entre dois encostos de cobre, refrigerados à água, como paredes laterais, e o material de adição já solidificado como fundo (figura). Este processo pode ser utilizado, tanto para juntas de topo como em ângulo, soldagem de topo de tubos e também em operação de recobrimento.
, entre dois encostos de cobre, refrigerados à água, como paredes laterais, e o material de adição já solidificado como fundo (figura). Este processo pode ser utilizado, tanto para juntas de topo como em ângulo, soldagem de topo de tubos e também em operação de recobrimento.")
47
Soldagem a escória eletro-condutora
É possível que a Eletroescória ---- originada por acaso-----soldador acidentalmente----- excessiva camada de fluxo----Arco Submerso. Analogia, a “soldagem por eletro-escória” ---- campo de aplicação bem diferente -- nele é insubstituível. Processo a arco submerso ---- concorrência de outros processos ---- elevado investimento inicial. Bem empregado-----o mais econômico--- todos os processos. Desde chapas finas (2mm ou 2.5mm) - o que não é suficientemente divulgado - espessuras que excedem 60mm, com passes múltiplos. Sub-aproveitamento deste processo. Eletrogás –a grande diferença entre eles, reside exatamente no fato de que no eletrogás o arco se mantém aberto durante toda a soldagem . além da proteção da poça de fusão ser realizada principalmente por gás.
 - o que não é suficientemente divulgado - espessuras que excedem 60mm, com passes múltiplos. Sub-aproveitamento deste processo. Eletrogás –a grande diferença entre eles, reside exatamente no fato de que no eletrogás o arco se mantém aberto durante toda a soldagem . além da proteção da poça de fusão ser realizada principalmente por gás.")
48
Soldagem a escória eletro-condutora Soldagem eletro-escória

49
Soldagem - Eletrodo tubular (Proteção interna)
Vantagens-----processo MIG/MAG----automatização----- soldagem----escória protetora dos eletrodos revestidos convencionais------sem precisar manipular fluxos como no caso do processo a arco submerso, foi idealizado um processo semelhante ao MIG/MAG, porém com escória. Taxa de deposição= 11Kg/h, 2 vezes maior na posição vertical comparado ao processo por eletrodo revestido, e seis vezes na posição horizontal/plana. Denominação MAG----eletrodo tubular. Arame-eletrodo é tubular. Núcleo----ingredientes fluxantes do metal fundido materiais geradores de gases e vapores de proteção do arco------formadores de escória de cobertura.

50
Soldagem com eletrodo tubular
Soldagem - Eletrodo tubular (Proteção interna) Soldagem com eletrodo tubular
 Soldagem com eletrodo tubular.")
51
Soldagem - Eletrodo tubular (Proteção interna)
Com proteção gasosa Sem proteção gasosa

52
A versatilidade dos processos de soldagem a arco voltaico
Difícil comparar---campos de aplicação---diversos processos de soldagem a arco voltaico-----soldagem manual com eletrodos revestidos----soldagem automática ou semi-automática-----incluem------processos de arco protegido por gás (TIG, MIG e plasma), o processo a arco submerso e o processo a eletro-escória. Processos a arco voltaico----versáteis. Processos de soldagem a arco-----a gás----aplicáveis---- espessuras de 6 mm---soldagem---um único passe. Processos de soldagem--LASER-CO feixe eletrônico----não se baseiam na utilização do arco voltaico.
, o processo a arco submerso e o processo a eletro-escória. Processos a arco voltaico----versáteis. Processos de soldagem a arco-----a gás----aplicáveis---- espessuras de 6 mm---soldagem---um único passe. Processos de soldagem--LASER-CO feixe eletrônico----não se baseiam na utilização do arco voltaico.")
53
A versatilidade dos processos de soldagem a arco voltaico
Arcos pulsantes---combinação de alta e baixa potência para induzir ciclos diferentes de fusão e solidificação da poça de fusão---processo TIG--controlar a passagem de material de adição---processo MIG/MAG. Técnica da pulsação----um processo mais estável, de penetração---mais reproduzível---particularmente sob condições térmicas adversas---- juntas dissimilares (soldagem de materiais diferentes ou de espessuras diferentes). Assim--não apenas a geometria da solda é melhorada mas, também---se obtém uma maior tolerância operacional, pela qual as dimensões da poça de fusão permanecem estáveis sobre um apreciável campo de corrente.
. Assim--não apenas a geometria da solda é melhorada mas, também---se obtém uma maior tolerância operacional, pela qual as dimensões da poça de fusão permanecem estáveis sobre um apreciável campo de corrente.")
54
A versatilidade dos processos de soldagem a arco voltaico
A possibilidade e eficiência da soldagem não dependem apenas dos procedimentos e equipamentos, mas também dos materiais a unir. A combinação procedimento-material, juntamente com uma boa concepção e adequada execução, é que determina a qualidade da junta. A tabela 4.0 dá uma idéia qualitativa da versatilidade de alguns processos de soldagem em relação aos materiais aos quais são aplicados. Esta tabela não deve ser utilizada na seleção de processos, porque é muito genérica e não considera condições especiais.

55
Eletrodo revestido manual
A versatilidade dos processos de soldagem a arco voltaico Tabela -Aplicabilidade aproximada de processos de soldagem Material Eletrodo revestido manual Arco submerso TIG Plasma MIG MAG aço de baixo carbono 3 3 3 3 3 3 Aço de médio carbono 3 3 2 2 2 2 Aço de baixa liga 3 3 3 3 3 3 Inoxidável austenítico 3 3 3 3 3 Inoxidável ferrítico 2 2 2 2 2 Inoxidável martensítico 2 2 2 1 1 Ligas resistentes ao calor 3 3 3 3 3 1 Ferro fundido 2 1 2 2 Alumínio e suas ligas 1 3 3 2 Magnésio e suas ligas 3 3 Cobre e suas ligas 1 1 3 3 3 Níquel e ligas de alto níquel 3 3 3 3 2 Prata 2 2 Ouro, platina e irídio 2 2 Titânio e suas ligas 3 3 3 CONVENÇÃO: Inaplicável; Não recomendável; 2 - Aplicável; – Recomendável

56
Fontes de Energia para Soldagem a Arco Voltaico
Fontes Eletromagnéticas. Transformador Conversor Retificador Transformador=fonte mais simples-constituído basicamente por dois rolamentos =primários e secundário+ um sistema de controle da corrente. Alimentado por CA e fornece CA. Conversor=um motor e um gerador acoplados em um eixo comum; construção + elaborada=+ manutenção que o transformador; usualmente alimentado por CA trifásica e fornece CC para soldagem.

57
Fontes Eletromagnéticas.
Transformador Conversor Retificador Retificador de corrente= um transformador trifásico acoplado a um sistema eletrônico de retificação da corrente alternada. Apresenta vantagens sobre o conversor =equipamento de mais alta tecnologia =maior controle da corrente e tensão=efeitos especiais na soldagem. Todas fontes de energia=aplicáveis à soldagem=requisitos básicos=dependem principalmente do processo de soldagem=comportamento da fonte, tensão e corrente=quando submetida a uma variação de carga em regime estático=“característica estática da fonte de energia”.

58
Fontes de Tensão Constante.
B A 10 20 30 40 100 200 300 Tensão U (V) Corrente I (A)
 Corrente I (A)")
59
Fontes de tensão constante =características estáticas são pouco tombantes( tensão quase constante).
Neste caso=uma variação da tensão ocasiona uma grande variação na corrente ( cerca de 20 amperes/volt). Em operação de soldagem manual=soldador, por mais prático que seja, não consegue manter por todo o tempo o comprimento do arco num determinado e, uma variação no comprimento do mesmo, corresponde a uma variação da tensão. Para uma pequena variação no comprimento do arco voltaico=provável em soldagem manual=grande variação na corrente de soldagem.
. Em operação de soldagem manual=soldador, por mais prático que seja, não consegue manter por todo o tempo o comprimento do arco num determinado e, uma variação no comprimento do mesmo, corresponde a uma variação da tensão. Para uma pequena variação no comprimento do arco voltaico=provável em soldagem manual=grande variação na corrente de soldagem.")
60
Principal parâmetro a influenciar a soldagem é a corrente =tais fontes não se prestam para soldagem manual= se prestam muito bem para soldagem automáticas e semi-automáticas=eletrodo sendo consumível é alimentado automaticamente ao arco voltaico. É o caso dos processos MIG/MAG, Arco Submerso e Eletrodo Tubular, quando operam com arames mais finos=formato da características estática, a que induz um automatismo à operação

61
Melhor compreensão = suponha-se, por exemplo, que o comprimento do arco tenda a diminuir em um determinado instante, em resposta, a tensão decresce pouco, mas a corrente aumentará rapidamente, fazendo com que a velocidade de fusão aumente, tendendo a restabelecer o comprimento inicial do arco. Na realidade=tudo ocorre rapidamente=o comprimento do arco não chega a variar=“Controle da velocidade de fusão” ou “Controle interno”-o próprio formato da característica estática controla o processo=dispositivo de alimentação do arame-eletrodo não altera sua velocidade ao longo da soldagem= ais adotado processo MIG/MAG.

62
Fontes de Corrente Constante.
B A 20 40 60 80 100 150 200 Ampères (A) Volts (V) 50 D 25 10A 5A
 Volts (V) 50. D A. 5A.")
63
Contrapartida=fonte de de energia com características estáticas muito tombantes, figura acima=indicada para soldagem manual=operador varie bastante o comprimento do arco, a corrente tende a variar muito pouco. Na figura acima uma variação de apenas 5 volts na característica estática A=variação de apenas 5A na corrente, enquanto na característica estática B=variação de 10A. As fontes =controles de tensão em vazio; características A e C = tensão em vazio de 80 volts. Características B e D= tensão em vazio de 50 volts.

64
Fontes que também podem ser usadas para soldagens automáticas= equipamento ser dotado de um dispositivo compensador na velocidade de alimentação de arame-eletrodo. Se por qq causa , a tensão do arco variar imediatamente o motor de acionamento do arame-eletrodo recebe um estímulo no sentido de aumentar ou diminuir a velocidade de alimentação do mesmo, conforme a tensão do arco aumente ou diminua, respectivamente= “controle da velocidade de alimentação do arame”ou simplesmente “controle externo”. Fonte de corrente constante=variação maior que 200mV/A na faixa de 20 a 30 volts. Fonte de tensão constante=variação menor que 50mV/A em qq condição de regulagem.

65
IMPORTANTE: não se deve confundir os termos solda e soldagem
IMPORTANTE: não se deve confundir os termos solda e soldagem Soldagem : é o processo pelo qual se consegue a união Solda: é a zona de união onde houve solubilização A soldagem como técnica e a engenharia de soldagem como aplicação técnica envolvem vários campos de conhecimento, a saber: a metalurgia, a mecânica , a eletrotécnica, a eletrônica analógica e digital, a eletrônica de potência, a química, a física, a resistência dos materiais, além dos processos da produção industrial.

66
Características de arco e de fonte sobrepostas.
O ponto de soldagem =par corrente –tensão = ponto de encontro entre a carac. est. da fonte e a carac. est. do arco. 75 Corrente de Soldagem Volts (V) 35 25 Características estáticas do arco Características estáticas da fonte
 Características estáticas do arco. Características estáticas da fonte.")
67
FONTES ELETRÔNICAS Últimas quatro décadas= grande desenvolvimento nas fontes de energia , nos processos cobertos por gases : TIG e MIG/MAG= advento dos componentes eletrônicos de alta potência , como os tiristores= acoplamento elétrico constituído de semicondutores com dois circuitos. E ao fato desses processos serem extremamentes dependentes da fonte de energia, devido a ausência dos efeitos do fluxo protetor. Maioria destes novos desenvolvimentos se refere à soldagem com corrente contínua (CC), e em alguns caso a corrente alternada, como no processo MIG, TIG e Plasma.
, e em alguns caso a corrente alternada, como no processo MIG, TIG e Plasma.")
68
FONTES ELETRÔNICAS Novos desenvolvimentos originaram-se da necessidade de modificar o comportamento do arco voltaico de soldagem = exemplo controlar a corrente de curto circuito no processo MAG/CO2 e para controlar a transferência de metal pelo uso do arco pulsado na soldagem MIG. Desenvolveram-se sistemas para o arco TIG pulsado=com baixas freqüências ( 0,1Hz até 5Hz)=melhorar a tolerância operacional e obter mais reprodutibilidade na penetração. Fontes de energia=sistemas de alta freqüência de 1Hz a 15Hz = desenvolvidas objetivo reduzir tamanho e peso dos equipamentos e estabilizar o arco voltaico no TIG.
=melhorar a tolerância operacional e obter mais reprodutibilidade na penetração. Fontes de energia=sistemas de alta freqüência de 1Hz a 15Hz = desenvolvidas objetivo reduzir tamanho e peso dos equipamentos e estabilizar o arco voltaico no TIG.")
69
CARACTERÍSITICAS DAS FONTES ELETRÔNICAS DE ENERGIA.
Que melhor define a moderna fonte de energia é o uso de dispositivo semicondutores para controle direto da tensão e/ou corrente de saída. Convencionais=controle mecânico=características eletromagnéticas controladas por meios mecânicos. Nenhum dos sistemas convencionais servem para controle do arco=em rapidíssimas mudanças, com alta freqüência como na corrente pulsada=mesmos os transdutores ou amplificadores magnéticos tem limitações.

70
CARACTERÍSITICAS DAS FONTES ELETRÔNICAS DE ENERGIA.
Modernas fontes=controle direto a corrente e tensão de saída por meio de circuitos eletrônicos (de baixo sinal) =Corrente constante. Adequado para arcos de eletrodos não consumíveis=TIG e para eletrodos consumíveis em que a velocidade de mergulho do eletrodo é dependente do comprimento do arco ou da voltagem= processo automáticos e semi-automáticos e aqueles em que a voltagem do arco é usada para controlar a velocidade de alimentação do arame eletrodo é manualmente regulada pelo soldador visando manter um comprimento de arco constante.
 =Corrente constante. Adequado para arcos de eletrodos não consumíveis=TIG e para eletrodos consumíveis em que a velocidade de mergulho do eletrodo é dependente do comprimento do arco ou da voltagem= processo automáticos e semi-automáticos e aqueles em que a voltagem do arco é usada para controlar a velocidade de alimentação do arame eletrodo é manualmente regulada pelo soldador visando manter um comprimento de arco constante.")
71
CARACTERÍSITICAS DAS FONTES ELETRÔNICAS DE ENERGIA.
Retroalimenta=voltagem=característica estática horizontal=tensão constante=MIG/MAG; Arco Submerso quando a velocidade de alimentação do arame for ajustado independentemente. Fontes de eletrônicas d energia mais usadas : Retificador controlado por tiristor Retificador controlado por transistor Retificador com inversor Inversor de onda quadrada.

72
PERFORMANCES. Fontes de energia eletrônicas=passíveis prontamente de produzir uma variedade de características estáticas. A importância desse aspecto d performance se realça naqueles arcos de soldagem (especialmente no processo MAG/CO2) onde a carga está sujeita a rápidas mudanças (do arco voltaico de circuito aberto para curto-circuito e vice-versa). A resposta do sistema de retroalimentação deve ser suficientemente rápida e precisa para atender aos requisitos de modulação ou pulsação da corrente, tanto nas freqüências relativamente baixas (para controle da poça de fusão) como também nas mais altas (para controle da transferência de metal.)
 onde a carga está sujeita a rápidas mudanças (do arco voltaico de circuito aberto para curto-circuito e vice-versa). A resposta do sistema de retroalimentação deve ser suficientemente rápida e precisa para atender aos requisitos de modulação ou pulsação da corrente, tanto nas freqüências relativamente baixas (para controle da poça de fusão) como também nas mais altas (para controle da transferência de metal.)")
73
FONTES UNIVERSAIS Fonte apta para diversos processos ER,TIG,MIG/MAG,ET,PL=apresentam a possibilidade de se utilizar características estáticas continuamente programáveis, desde a horizontal até a vertical, e também características dinâmicas continuamente programáveis, sendo possível utilizar corrente contínua, alternada ou pulsada. Permitir ao operador um controle simples dos parâmetros de soldagem = sistema baseado em microprocessador=software de suporte=todas as seqüências de programação possíveis mas também os dispositivos para proteção do equipamento, especialmente contra superaquecimentos, e riscos ao próprio operador.

Apresentações semelhantes



 que convertem potência DC em potência AC com frequência e tensão ou corrente de saída desejada.>")















