Carregar apresentação
A apresentação está carregando. Por favor, espere

1
METALURGIA DO PÓ UNIVERSIDADE FEDERAL DE ITAJUBÁ
EME 53 – TECNOLOGIA DA FABRICAÇÃO I PROFESSOR EDMILSON OTONI CORREA METALURGIA DO PÓ

2
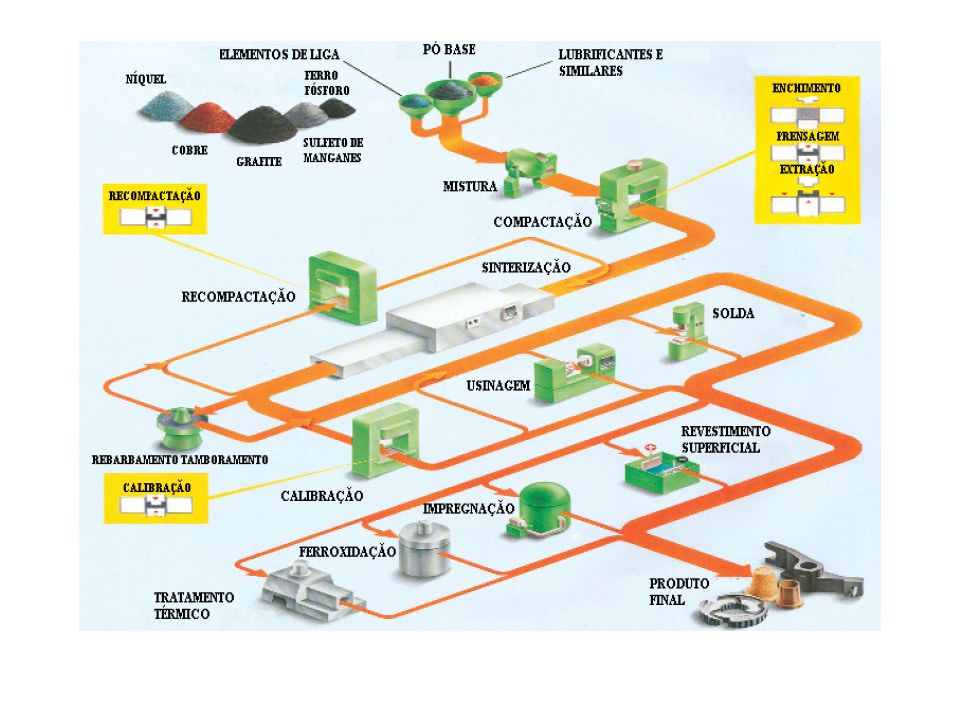
Introdução O que é? Metalurgia do pó é o processo de manufatura de peças metálicas utilizando pós metálicos, não-metálicos e cerâmicos, sem recorrer-se à fusão, mas apenas pelo emprego de pressão e calor.

3
Etapas do Processo

4
Matéria Prima Tipos: Fabricação: Características: Manuseio
-Pós metálicos, de ligas metálicas e não-metálicos, Fabricação: - Moagem - se obtém partículas na forma angular; - Atomização – se obtém partículas na forma de gotas; - Redução – se obtém partículas na forma de esponjosa irregular; - Eletrólise - se obtém partículas na forma dentrítica. Características: -porosidade -compressibilidade: -tamanho da partícula -distribuição do tamanho: -estrutura da partícula: Manuseio

5
Atomização horizontal
Fabricação dos pós Atomização Parâmetros: -espessura do filete, pressão da água, ar ou gás, geometria do conjunto de pulverização e o tipo de atomização Atomização a Gás Atomização vertical Atomização horizontal

6
Atomização

7
Manuseio - Embalagem: Feita em tambores, sacaria ou big-bag.
- Transporte: Proteção contra intempéries e maresia. - Armazenagem: Manter em local seco e com a embalagem sempre fechada

8
Mistura Homogeneidade Moinhos de bola, misturadores de pás

9
Compactação Imagem cedida por Dorst Press e Qualisinter

11
Simples ação: Dupla ação: Linha neutra deslocada para baixo
Linha neutra centralizada

12
Punção superior matriz Linha Neutra Macho Punções inferiores

13
Densidade Propriedades Carbono Características
Matéria Prima Densidade Propriedades Carbono Características

14
Filmes cedidos por Qualisinter

15
Compactação - Ferramental
Acabamento polido em todas as superfícies que terão contato com o pó. Tolerâncias de montagem milesimais entre os componentes. Alta resistência ao desgaste e alta tenacidade. Prensas com grande precisão dimensional.

16
Etapa responsável por:
Sinterização Etapa responsável por: - Retirar o lubrificante (utilizado na etapa de compactação). -Ligação atômica das partículas vizinhas -Definir a micro-estrutura do material. Condições controladas: -Tempo -Temperatura -Atmosfera do forno
. -Ligação atômica das partículas vizinhas. -Definir a micro-estrutura do material. Condições controladas: -Tempo. -Temperatura. -Atmosfera do forno.")
17
Sinterização - Forno Contínuo
Alimentação

18
Sinterização: Resfriamento:
Pré Aquecimento: °C O lubrificante é retirado da peça Sinterização: Bronze: °C Aço: °C Ligação metalurgica das partículas de pó Resfriamento: A micro-estrutura do material é formada

19
Sinterização - Equipamento
Forno Batch Utiliza-se nesta etapa um forno com atmosfera controlada ou vácuo. Forno contínuo Imagem cedida por Qualisinter e Daniel Rodrigues - IPT

20
Sinterização por fase sólida:
A temperatura promove a união das partículas do pó por difusão. Isto ocorre a temperaturas abaixo do ponto de fusão do material, porém suficiente para criar um “pescoço” de ligação entre as partículas de pó. Sinterização por fase líquida: Outra maneira de sinterizar-se o material é utilizando-se dois materiais com ponto de fusão diferentes. O material com menor ponto de fusão se liquefaz e interconecta a partícula do outro pó.

21
WC-Co

22
Etapas Complementares

23
Calibragem ou Recompactação
Proporcionar as tolerâncias dimensionais definitivas Melhorar as características físicas e mecânicas Melhorar o acabamento superficial FILME Para iniciar o filme, clique APENAS UMA VEZ sobre a imagem e aguarde (até 10 segundos)
")
24
Impregnação Consiste no preenchimento dos poros da peça com óleo.
Bucha Autobrificante antes da impregnação: - 70% de material metálico - 30% de poros vazios (valores aproximados) Impregnação: A peça é submetida ao vácuo e à pressão, dentro de um recipiente com óleo aquecido Bucha após a impregnação: - 70% de material metálico - 20% de poros com óleo - 10% de poros vazio ** (valores aproximados) Ação da capilaridade -Infiltração metálica
 Impregnação: A peça é submetida ao vácuo e à pressão, dentro de um recipiente com óleo aquecido. Bucha após a impregnação: - 70% de material metálico. - 20% de poros com óleo. - 10% de poros vazio ** (valores aproximados) Ação da capilaridade. -Infiltração metálica.")
25
Acabamentos Usinagem Tratamentos Superficiais Tratamentos Térmicos

26
Tratamentos Superficiais
Ferroxidação (Steam treatment) - Vedar a porosidade do sinterizado em aplicações onde seja exigida a estanqueidade. - Aumentar a dureza superficial da peça para aplicações de desgaste - é um óxido extremamente duro HV - Melhorar a resistência à oxidação. - Efeito estético: Melhorar a aparência da peça. Galvanização / Zincagem - Protege a peça contra oxidação
 - Vedar a porosidade do sinterizado em aplicações onde seja exigida a estanqueidade. - Aumentar a dureza superficial da peça para aplicações de desgaste - é um óxido extremamente duro HV Melhorar a resistência à oxidação. - Efeito estético: Melhorar a aparência da peça. Galvanização / Zincagem. - Protege a peça contra oxidação.")
27
Níquel Químico Níquel Eletrolítico Possui baixo coeficiente de atrito
Após o processo de envelhecimento, a camada fica extremamente dura (acima de 1100HV 0.1) Possui baixo coeficiente de atrito Protege a peça contra oxidação Níquel Eletrolítico Efeito estético: Melhorar a aparência da peça. Proteção anticorrosiva, porém inferior ao níquel químico
 Possui baixo coeficiente de atrito. Protege a peça contra oxidação. Níquel Eletrolítico. Efeito estético: Melhorar a aparência da peça. Proteção anticorrosiva, porém inferior ao níquel químico.")
28
CUIDADO!!! Tratamentos Térmicos Têmpera e Revenimento Cementação
Nitretação CUIDADO!!! Endurecimento Total da Peça

29
Vantagens da Metalurgia do Pó
-Bom desempenho em aplicações críticas de longa duração. -Permite as mais variadas combinações de elementos químicos. -Controle da porosidade. -Formas intrincadas, com tolerâncias dimensionais fechadas. -produz peças com características físicas e estruturais impossíveis de ser obtidas por outros processos

30
Desvantagens da Metalurgia do Pó
-Propriedades mecânicas inferiores (comparada com a fundida ou forjada) -Segurança/Ambiente de trabalho (pós finos) -Alto custo do ferramental - Restrições no projeto da peça -Variação de densidade x variação de propriedades -Tamanho da peça limitada devido a potência de compactação -Produz porosidade residual
 -Segurança/Ambiente de trabalho (pós finos) -Alto custo do ferramental. - Restrições no projeto da peça. -Variação de densidade x variação de propriedades. -Tamanho da peça limitada devido a potência de compactação. -Produz porosidade residual.")
31
Custo comparativo: Metalurgia do Pó x Usinagem

32
Aplicações

34
Exemplos

35
DICAS DE PROJETO

37
Recomendação Peças de geometria complexa; Peças pequenas;
Alto volume de produção;

Apresentações semelhantes