Carregar apresentação
A apresentação está carregando. Por favor, espere

1
MOLDAGEM POR SOPRO É um processo que utiliza pressão de ar para expandir um plástico macio na cavidade do molde. Um cilindro ou um tubo de plástico aquecido, designado por ´pré-forma´, é colocado entre as mandíbulas de um molde. O molde é fechado prendendo as extremidades do cilindro e injecta-se ar comprimido que força o plástico contra as paredes do molde. Muito utilizado no fabrico de garrafas, tanques de gasolina, etc É limitado a termoplásticos: polietileno de elevada densidade, polipropileno, PVC, PET.

2
Nossa apresentação tem como intuito apresentar a moldagem por sopro realizada somente em uma etapa.
Pode ser realizada tanto em somente uma etapa: extrusão por sopro; injeção por sopro. Pode ser realizada em duas etapas: fabricação da pré-forma e moldagem por sopro.

3
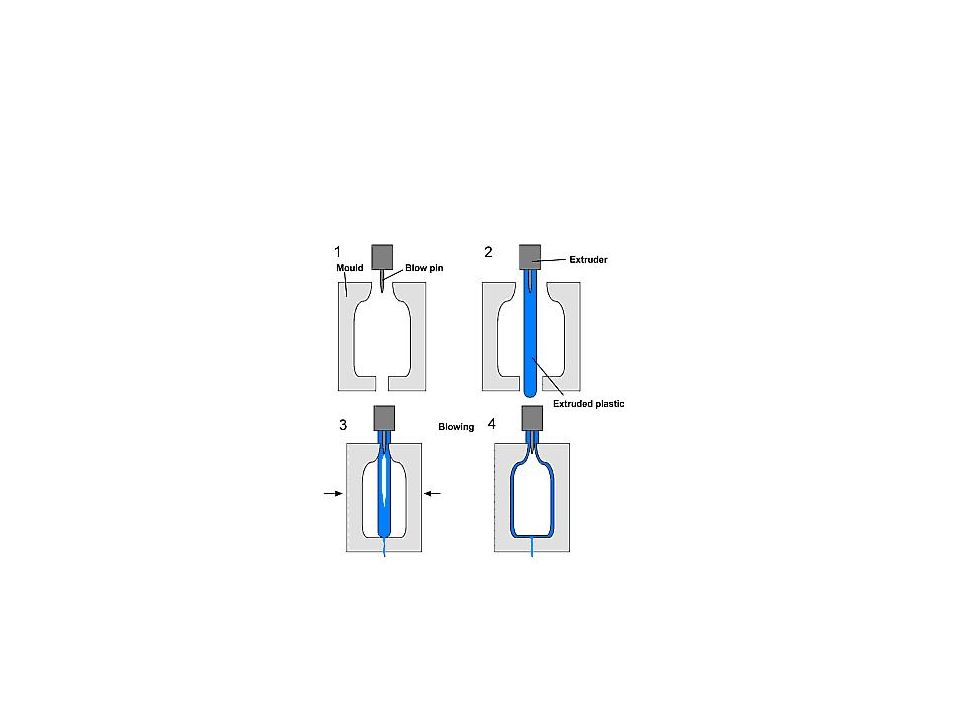
EXTRUSÃO-SOPRO

4
EXTRUSÃO-SOPRO 1) Obtenção da pré-forma (extrusão). 2) Fecha-se o molde, e a parte superior da pré-forma (tubo) é fechada pelo molde. 3) Introduz-se ar comprimido no tubo, que o expande enchendo o molde. 4) A peça é arrefecida mantendo-se sob pressão do ar, o molde é aberto e a peça é removida.
 Obtenção da pré-forma (extrusão). 2) Fecha-se o molde, e a parte superior da pré-forma (tubo) é fechada pelo molde. 3) Introduz-se ar comprimido no tubo, que o expande enchendo o molde. 4) A peça é arrefecida mantendo-se sob pressão do ar, o molde é aberto e a peça é removida.")
5
EXTRUSÃO-SOPRO Características: - Leveza - Solidez - A prova d'água - Resistente a altas temperaturas - Durabilidade

6
EXTRUSÃO-SOPRO A moldagem por extrusão e sopro é dividida, geralmente, nos seguintes tipos de processos: C-EBM (Moldagem por Extrusão e Sopro Contínua) I-EBM (Moldagem por Extrusão e Sopro Intermitente) ESBM (Moldagem por Extrusão e Sopro com Estiramento) COEX (Moldagem por Coextrusão e Sopro)
 I-EBM (Moldagem por Extrusão e Sopro Intermitente) ESBM (Moldagem por Extrusão e Sopro com Estiramento) COEX (Moldagem por Coextrusão e Sopro)")
7
MÁQUINAS Extrusora: Máquina Sopradora:

8
PRODUTOS Produtos para embalagem que podem ser pequenos (recipientes de até 1 litro) até reservatórios e tanques. Produtos diferenciados, como por exemplo pranchas de surf de 4 metros de comprimento.

10
INJEÇÃO SOPRO No processo de injeção-sopro, a pré-forma é soprada dentro do molde, tomando a forma do produto final. Em garrafas podem ter o fundo definido no molde. As tampas das Garrafas PET são moldadas na injeção e depois são levadas para o sopro.

12
INJEÇÃO SOPRO A moldagem por injeção e sopro é dividida comumente nos seguintes tipos de processos: IBM (Moldagem por Injeção e Sopro) ISBM (Moldagem por Injeção e Sopro com Estiramento)
 ISBM (Moldagem por Injeção e Sopro com Estiramento)")
13
IBM (Moldagem por Injeção e Sopro)
moldagem por injeção relativamente convencional para produzir pré-formas moldadas em um núcleo sólido Após a fase de injeção, a pré-forma é então retirada do molde ainda em seu núcleo, sob rígido controle de temperatura, e colocada em um molde de sopro onde ele é ejetado do núcleo para dentro da cavidade do molde de sopro. Por fim, a peça é retirada do molde de sopro, normalmente sem a necessidade de rebarbação

14
ISBM (Moldagem por Injeção e Sopro com Estiramento)
Começa com a injeção de uma pré-forma; Esta pré-forma é transferida para um segundo molde, onde é estirada por um pistão que a força a penetrar na cavidade do molde; Em seguida, ocorre o sopro de ar, forçando a pré-forma a assumir a forma do molde;

15
Etapas do processo de sopro com estiramento

17
MAQUINAS Asb-650exhs

18
Extrusão x Injeção - Sopro
A Grande diferença dos processos estão no detalhe do produto a ser produzido; Produtos que necessitam de pressão interna, são feitos no processo de injeção;

Apresentações semelhantes