Carregar apresentação
A apresentação está carregando. Por favor, espere

1
TRABALHO DE LICENCIATURA
TRABALHO DE LICENCIATURA SUBORDINADO AO TEMA: PREPARAÇÃO CONSTRUTIVA E TECNOLÓGICA DE FABRICAÇÃO DE MACACOS DE HASTE PARA AUTOMÓVEIS LIGEIROS Autor:Vilanculos, Adriano Afonso Supervisor: Dro Engo Alexandre Kourbatov

2
OBJECTIVOS DO TRABALHO
Preparação construtiva de todas as peças do macaco; Cálculos de resistência de algumas peças; Preparação tecnológica do corpo e do parafuso; Conclusões; Recomendações. PARTE CONSTRUTIVA Descrição da construção e funcionamento do macaco

3
Peças do macaco Haste 2 Corpo 1

4
Parafuso 3 Porca 4 Calço 5 Apoio 6

5
Travessa 7 Eixos 8 e 9 Anilha 10 Anilha 11

6
VERIFICAÇÃO DE RESISTÊNCIA DE ALGUMAS PEÇAS
Alavanca 12 VERIFICAÇÃO DE RESISTÊNCIA DE ALGUMAS PEÇAS Esquemas de carregamento do macaco

7
; ; ; Corpo 1 Condição de resistência f = Mf / Wx f
Mf = P x AD x cos ; Wxi = Jx / Y1 Wxs = Jx / Y 1 ; ; ; Yc = Sx/At Sx = A1 x Y1 + A2 x Y2 – A3 x Y3 + A4 x Y4 Y1=Yc; Y`1=H-Yc; f =0,8 x e / s fi=53,6 MPa <f=100MPa

8
Condição de resistência
Haste fi = 9,2 MPa < f = 300 MPa fs = 231 MPa < f = 300 MPa Eixo do calço Condição de resistência = F / Ac c F = P/2 ; Ac = d x l = 0,8 x r = 156,25 MPa < c = 416 MPa

9
PARTE TECNOLÓGICA Parafuso Condição de resistência r = F / A r
r = F / A r r = 42,8 Mpa < r = 520 Mpa PARTE TECNOLÓGICA

10
; ; Nts = 67 superfícies Coeficientes de tecnologibilidade
De normalização: ; ; De unificação: De sup. que prec. de tratam. De precisão: , De rugosidade de superfície: De uso de material: Kn Ku Kspt Kp Kr Kum 0,9 0,96 0,91 0,93 0,02 0,86

11
ESCOLHA DAS PEÇAS BRUTAS PARA O CORPO
Planificação da chapa 1. Var. Disposição das peças Corte de tiras

12
Qpc = 72 Peças Qpc = 76 peças Qpc = 76 peças Qtc = Qpc = Qtc x Qpt
; ; Qpc =72 peças 2. Var. 3. Var. 4. Var. Qpc = 72 Peças Qpc = 76 peças Qpc = 76 peças

13
Bases tecnológicas e rota de tratamento
Cálculo do Kum para o corpo: Apa = A – B – C – D – E A = Cpb x Lpb ; B = Cbpb x Bpb; C = (B + b) x h/2; D = ( x D*2)/4; E = ( x d*2)/4 Ac = C x L = 0,86 Bases tecnológicas e rota de tratamento Corte da chapa. Quinagem
 x h/2; D = ( x D*2)/4; E = ( x d*2)/4. Ac = C x L. = 0,86. Bases tecnológicas e rota de tratamento. Corte da chapa. Quinagem.")
14
c = Brocagem dos furos passantes:

15
CÁLCULO DE SOBRESPESSURAS E COTAS INTERMÉDIAS
Furo passante 1, 20H11, Rz 10m, // 0,05 mm. N p/o Método de tratamento Grau de tolerância Rugosidade Rz, m Camada defeituosa T, m Defeito no espaço , m Defeito de instalação , m Sobreespessura Zmin, m 1o Brocagem comum 12o 40 80 188,1 - 2o Mandrilagem de semi acabamento 11o 10 20 9,405 616,2 Métedo de tratamento Tolerância IT, mm Dimensão calculada, mm Dimensão arredondada, mm Sobreespesuras, mm Max. Min. Brocagem comum 0,210 19,514 19,304 19,51 19,3 - Mandrilagem de semiacabamento 0,130 20,130 20 20,13 0,7 0,62

16
Dcmáxi arr = Dmini arr + ITi 2Zmini arr = Dmáxiarr – Dmáxi-1arr
T = (1 2) x Rz ; c= ce x l = ; ; i = Ki x i-1 Defeito de curvatura na brocagem. 2Zmin i = 2 x (Rzi-1 + Ti ) Dcmáx i = Dci+1 – 2Zmin i+1 (34) Dcmin i = Dcmáx i – ITi Dcmáxi arr = Dmini arr + ITi 2Zmini arr = Dmáxiarr – Dmáxi-1arr 2Zmáxi arr = Dminiarr – Dmini-1arr Zminiarr Zminical
 x Rz ; c= ce x l. = ; ; i = Ki x i-1. Defeito de curvatura na brocagem. 2Zmin i = 2 x (Rzi-1 + Ti-1 + ) Dcmáx i = Dci+1 – 2Zmin i+1. (34) Dcmin i = Dcmáx i – ITi. Dcmáxi arr = Dmini arr + ITi 2Zmini arr = Dmáxiarr – Dmáxi-1arr. 2Zmáxi arr = Dminiarr – Dmini-1arr. Zminiarr Zminical.")
17
ANÁLISE TECNOLÓGICA DO PARAFUSO
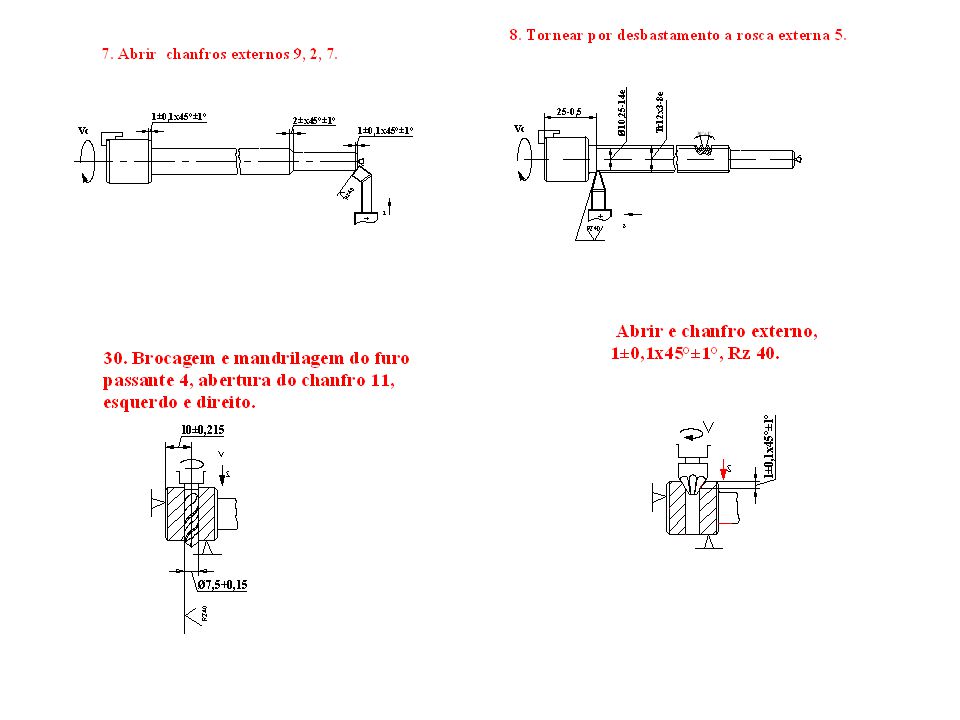
Nts = 14 superfícies Kn Ku Kspt Kp Kr Kum 0,79 0,36 1,0 0,92 0,33 0,65 Bases tecnológicas P. Chanfros 2, 7 e 9, rosca externa , cilindros 6 e 8 e face 10. P cilindro externo, chanfro e face.

18
P. Furo passante 4. virado

19
Defeito de instalação , m Sobreespessura Zmin, m
Cálculo de sobrespessuras e cotas intermediais, para o parafuso: N p/o Método de tratamento Grau de tolerância Rugosidade Rz, m Camada defeituosa T, m Defeito no espaço , m Defeito de instalação , m Sobreespessura Zmin, m 1o Torneamento de desbastamento 14o 80 160 86 - 2o Torneamento de semiacabamento 12o 20 30 4,3 50 678,96 3o Torneamento de acabamento 11o 10 108,6

20
Dimensão arredondada, mm
Métedo de tratamento Tolerância IT, mm Dimensão calculada, mm Dimensão arredondada, mm Sobreespesuras, mm Max. Min. Torneamento de desbastamento 0,360 9,018 8,659 9,1 8,74 - Torneamento de semiacabamento 0,150 8,129 7,979 8,2 8,05 0,9 0,69 Torneamento de acabamento 0,09 7,96 7,87 0.24 0,18

21
Parâmetros geométricos da parte cortante.
Cálculo dos regimes de tratamento para a abertura da rosca externa Tr12x3-8e Ra 2,5 m: Parâmetros geométricos da parte cortante. = 25o, = 12o, = 0, = 1 = 75o, = 30o, r = 0,25 mm Profundidade de corte: t Z/i Z = (Dinic – D fin ) / 2 Z = (12 – 8,5)/2 = 1,75 mm
 / 2. Z = (12 – 8,5)/2 = 1,75 mm.")
22
Ccv = 1,0; Kmv = 1,0; Kesv = 1,0; Kfv = 1,0; Kv = 0,8; K 1v = 0,79;
i = 9, t 1,75 / 9 = 0,2 mm t = 0,2 mm. Sv = P (passo) = 3 mm/v. T = 70 min Tabela 49 Cv = 32,6, xv = 0,6, yv = 0,2, m = 0,14 Tabelas 2, 24, 50 Ccv = 1,0; Kmv = 1,0; Kesv = 1,0; Kfv = 1,0; Kv = 0,8; K 1v = 0,79; Krv = 0,895; Kqv = 0,97; Kmtv = 1,0. Vc = Kv = Kmv x Kesv x Kfv x Kv x K 1v x Krv x Kqv x Kmtv = 0,55
 = 3 mm/v. T = 70 min. Tabela 49. Cv = 32,6, xv = 0,6, yv = 0,2, m = 0,14. Tabelas 2, 24, 50. Ccv = 1,0; Kmv = 1,0; Kesv = 1,0; Kfv = 1,0; Kv = 0,8; K 1v = 0,79; Krv = 0,895; Kqv = 0,97; Kmtv = 1,0. Vc = Kv = Kmv x Kesv x Kfv x Kv x K 1v x Krv x Kqv x Kmtv = 0,55.")
23
Vr = m/min Freqüência de rotação da árvore principal nc = (1000 x Vc) / x D nc = (1000 x 20,8) / x 12= 552,016 rpm. nm 1,1 x nc nm 1,1 x 552,016 nm = 600 rpm Velocidade de corte real. Vr = ( x D x nm ) / 1000 Vr = ( x 12 x 600) / 1000 = 22,6 m/ min.
 / Vr = ( x 12 x 600) / 1000 = 22,6 m/ min.")
24
Verificação de regimes::
Cpz = 2000; xp = 1,0; yp = 0,75; np = 0 Coeficientes de correção da força de corte:: Kmp = (t / 750)n = (610 / 750)0,75 = 0,87; Kp = 1,03; Kp = 1,0; Krp = 0,84; ccp = 1,0; Kp = 1,0; n = 0,75 Kp = Kmp x Kp x Kp x Krp x ccp x Kp Força de corte: Pz = Cpz x txp x Syv vm x Vnp r x Kp Pz = 2000 x 0,2 x 30,75 x 22,60 x 0,75 = 683,8 N Potencia de corte: Nc = (Pz x Vr) / 60000 Nc = (683,8 x 22,6) / = 0,26 kW
n = (610 / 750)0,75 = 0,87; Kp = 1,03; Kp = 1,0; Krp = 0,84; ccp = 1,0; Kp = 1,0; n = 0,75. Kp = Kmp x Kp x Kp x Krp x ccp x Kp. Força de corte: Pz = Cpz x txp x Syv vm x Vnp r x Kp. Pz = 2000 x 0,2 x 30,75 x 22,60 x 0,75 = 683,8 N. Potencia de corte: Nc = (Pz x Vr) / Nc = (683,8 x 22,6) / = 0,26 kW.")
25
Verificação da potencia de corte:
Nc Nm x 0,26 < 2,9 x 0,72 0,26 < 2,2

26
Esquemas de tratamento
Esquemas de tratamento

28
1-Preparação construtiva de todas as peças;
CONCLUSÕES. 1-Preparação construtiva de todas as peças; 2- Preparação tecnológica de fabricação de corpo e parafuso; 3- Para a fabricação do macaco será necessária a realização de uma preparação tecnológica de fabricação das restantes peças; 4- Os cálculos de resistência realizados comprovam que realmente o macaco pode resistir aos esforços máximos admitidos; 5- Desenhos de montagem do macaco e suas peças; 6- Cartões de rota e das fases para o corpo e parafuso; 7- Esquemas de tratamento para o parafuso. 8- Cálculo dos regimes de tratamento para a rosca externa..

29
1- Material de consulta;
RECOMENDAÇÕES. 1- Material de consulta; 2- Capacidade máxima inferior ou igual a 5000 N; 3- O automóvel deve estar completamente imobilizado; 4- As peças desgastadas podem ser substituídas com ajuda de corte das cabeças de rebite formadas nas pontas do parafuso e dos eixos da haste e do calço; 5- Lubrificação do parafuso com massa consistente; 6- Guardar longe da poeira e produtos corrosivos.

Apresentações semelhantes
 – Lápides 1, 2, 3» «nomes gravados, 21 de Agosto de 2008» «Ultramar.TerraWeb»>")


















