Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Avanços na tecnologia de produção de pós cerâmicos
A tecnologia para a fabricação de compósitos cerâmico-metal de estrutura microscópica, a partir de moagem tradicional dos pós componentes e sinterizados já é bastante conhecida. Uma classe desses materiais é apropriada para a utilização como componentes em ferramentas de corte. Recentemente alguns desses materiais foram desenvolvidos por uma rota alternativa a partir da moagem de alta energia, cuja finalidade é estudar melhoramentos das propriedades físicas e mecânicas. Uma análise dessa nova rota de fabricação é aqui analisada. A.C.Buriti da Costa / UAF/UFCG

2
2. Estágios da Tecnologia do Pó 2.1 Produção do pó
1. Introdução 2. Estágios da Tecnologia do Pó 2.1 Produção do pó 2.2 Caracterização do pó 2.3 Conformação do pó 2.4 Sinterização 3. Controle de qualidade 4. Aplicações 5. Conclusões 1. Introdução: Importância e produtos da MP A TP data de tempos remotos da civilização, mas só após a 2a Guerra Mundial passou a ser tratada cientificamente desenvolvendo produtos em todas as áreas de engenharia. TP trata o processamento de materiais cerâmicos e metálicos a partir consolidação de seus pós na forma desejada. A distribuição de tamanho das partículas que compõe os pós varia de 200 a 0,01 μm.

3
MP trabalha com temperaturas inferiores ao ponto de fusão dos materiais (parcial ou totalmente), e com a vantagem de obter propriedades únicas. Fatores favoráveis - Economia de energia; - Materiais de alto ponto de fusão são processados pela TP (filamentos para lâmpadas, ligas de alto ponto de fusão, etc.); - Algumas propriedades estruturais só são obtidas pela TP (porosidade, distribui- ção de tamanho de grão controlada); - Desenvolvimentos e melhoramentos no desempenho de materiais multifásicos (compósitos); - Economia de material ~10%. Fatores desfavoráveis - Limita a forma geométrica pois não há fase liquida; - Limita o tamanho das peças em função das potencias necessárias para a compactação; - Obriga a produção de grandes quantidades de produtos para baixar custos.
; - Algumas propriedades estruturais só são obtidas pela TP (porosidade, distribui- ção de tamanho de grão controlada); - Desenvolvimentos e melhoramentos no desempenho de materiais multifásicos. (compósitos); - Economia de material ~10%. Fatores desfavoráveis. - Limita a forma geométrica pois não há fase liquida; - Limita o tamanho das peças em função das potencias necessárias para a. compactação; - Obriga a produção de grandes quantidades de produtos para baixar custos.")
4
Exemplos ... e alguns milhares de outros produtos com estruturas controladas. 2. Estágios da Tecnologia do Pó 2.1. Produção do pó Processos mecânicos

5
2.1.2 Processos Químicos Reações de redução, etc.
Tamanho de partículas para pós de ferro em função do tempo de moagem usando diferentes tipos de moinhos. Processos Químicos Reações de redução, etc.

6
- Tamanho (peneiras), forma de partícula e aglomerados,
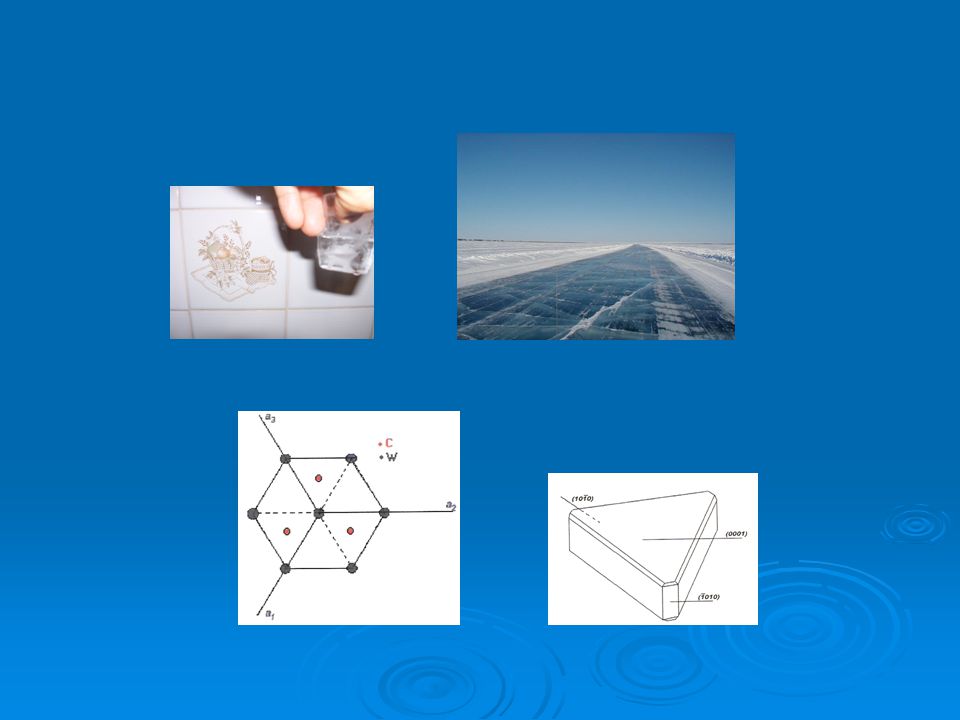
2.2. Caracterização do pó - Tamanho (peneiras), forma de partícula e aglomerados, distribuição de tamanho; - Superfície específica (zeólita beta SiO2/Al2O3: 730 m2/g), rugosidade, pureza (absorção atômica, difração de raios-X), - Densidade, estrutura cristalina; - Fluidez, compressibilidade, estado de aglomeração; - Energia de superfície/interface.
, forma de partícula e aglomerados, distribuição de tamanho; - Superfície específica (zeólita beta SiO2/Al2O3: 730 m2/g), rugosidade, pureza (absorção atômica, difração de raios-X), - Densidade, estrutura cristalina; - Fluidez, compressibilidade, estado de aglomeração; - Energia de superfície/interface.")
8
Após essa etapa o compactado deve ser pré-sinterizado para retirar
2.3. Conformação do pó Nesta etapa ao pó deve ser adicionado lubrificantes para reduzir atritos e melhorar a fluidez e ser moído e conformado. Este mesmo processo é aplicado a uma mistura de diferentes pós para produzir ligas, compósitos, etc. Prensa mecânica ou hidráu- lica para levantamento da curva densidade X log P. Após essa etapa o compactado deve ser pré-sinterizado para retirar o lubrificante.

9
Não há ainda uma teoria definitiva e consistente do fenômeno,
2.4. Sinterização É um processo termodinâmico de não-equilíbrio, no qual um sistema de partículas (agregado de pó ou compactado) ativado termicamente vem adquirir uma estrutura sólida consistente Redução da área superficial específica, formação de contornos de grão e crescimento de pescoços de união entre as partículas, leva o sistema à densificação e contração volumétrica. Isto é alcançado por difusão atômica devido à redução da energia livre, a força motriz do processo, proveniente de ligações químicas incompletas nas superfícies das partículas de tamanhos reduzidos. Não há ainda uma teoria definitiva e consistente do fenômeno, apesar de seu conhecimento tecnológico datar dos tempos remotos.
 ativado termicamente vem adquirir uma estrutura sólida consistente. Redução da área superficial específica, formação de contornos de grão e crescimento de pescoços de união entre as partículas, leva o sistema à densificação e contração volumétrica. Isto é alcançado por difusão atômica devido à redução da energia livre, a força motriz do processo, proveniente de ligações químicas incompletas nas superfícies das partículas de tamanhos reduzidos. Não há ainda uma teoria definitiva e consistente do fenômeno, apesar de seu conhecimento tecnológico datar dos tempos remotos.")
10
2.4.1 Modelos teóricos conhecidos a partir da década de 40:
Descrição Fenomenológica: vol x porosidade na sinterização; Descrição Topológica: variações geométricas na microestrutura; Descrição Termodinâmica: modelo atomístico é o aceito atualmente. Classificação da sinterização Sinterização sólida ou convencional Sinterização por fase líquida Sinterização ativada Sinterização sólida Os mecanismos responsáveis pelo deslocamento de matéria durante o processo de sinterização são basicamente a difusão atômica, fluência plástica e viscosa. Todos esses processos são competitivos. Caminhos de difusão do processo de sinterização entre duas partículas.

11
2.4.2.2 Cinética de sinterização
Variação da porosidade (volume) durante o processo de sinterização sólida. Modelo de 2, 3 e partículas esféricas. Cinética de sinterização A razão A / V de um sistema de partículas depende: - forma - tamanho - distribuição de tamanho - rugosidade superficial A redução da área superficial específica é a força motora do processo, a qual produz a minimização da energia livre superficial total.
 durante o processo de sinterização sólida. Modelo de 2, 3 e partículas esféricas Cinética de sinterização. A razão A / V de um sistema de partículas depende: - forma. - tamanho. - distribuição de tamanho. - rugosidade superficial. A redução da área superficial específica é a força motora do processo, a. qual produz a minimização da energia livre superficial total.")
12
As variações diferenciais entre energia (dE) e área (dA) na região de contato entre duas partículas está relacionada com a tensão superficial pela equação (note que dE < 0 é a força motriz do processo)
")
13
2.4.2.2 Sinterização por fase líquida
Na sinterização por fase liquida o pó é constituído por dois ou mais componentes, onde um dos quais tem baixo ponto de fusão em relação ao componente principal da mistura. Nesse processo de sinterização uma fase liquida é formada, ajudando o processo de densificação. Exemplos: contatos elétricos de WCu, ferritas magnéticas, abrasivos, capacitores ferroelétricos, etc, a maioria dos produtos cerâmicos; classe dos carbetos: passou a ser desenvolvida pela SFL a partir do inicio do séc. XX. No caso dos metais, as primeiras aplicações da sinterização foram feitas pelos Incas, na consolidação de grãos de platina, onde usavam ouro como ligante, o qual fundia durante a sinterização.

14
2.4.2.3 Princípios gerais da SFL
Quando ocorre a formação de fase líquida, a tendência do líquido é cobrir as partículas sólidas, eliminando assim a interface sólido-vapor, o que depende da molhabilidade do líquido na superfície sólida. Sup. parcial.molhada Sup. não molhada Sup. 100% molhada.

15
2.4.2.4 Evolução microestrutural na SFL
Processo de Rearranjo Processo de Solução-Precipitação Processo final

17
Em todas as áreas de engenharia.
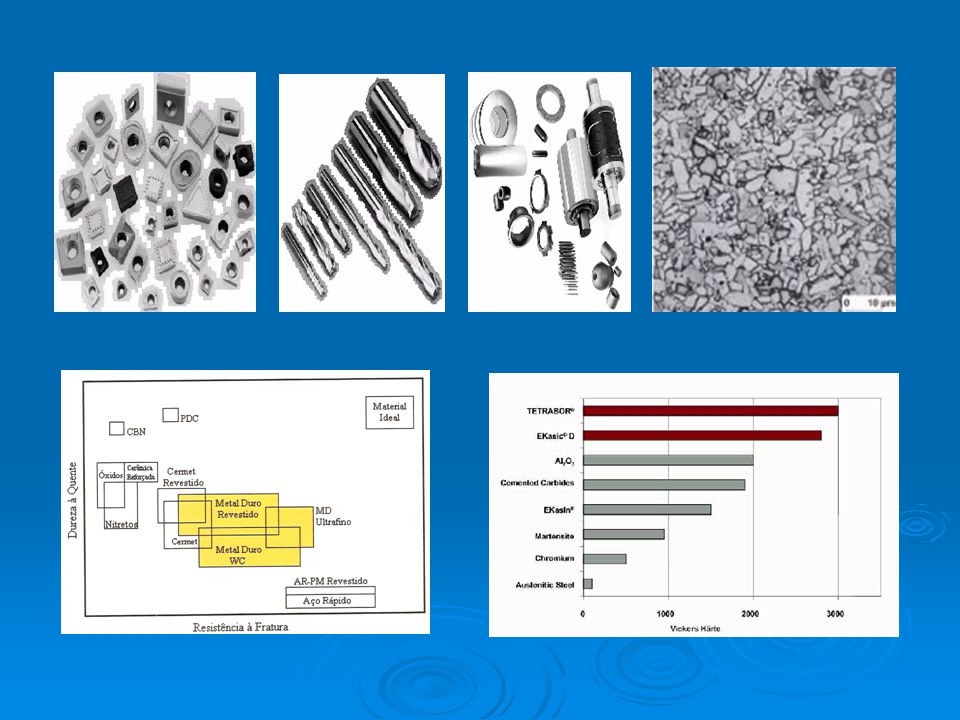
3 Controle de qualidade Verificação das propriedades físicas, químicas, mecânicas, etc. esperadas. As propriedades mecânicas dureza e resistência crescem na classe dos compósitos com carbetos WC-x%Co, WC-NiC-Co, etc, de acordo a seguinte equação: propriedade X 1/ tamanho de grão Partículas nanométricas obtidas por MAE tem contribuído satisfatoriamente para a produção de carbetos nos últimos anos, mas não ainda de forma econômica. 4 Aplicações Em todas as áreas de engenharia.

19
5 Conclusões

20
Obrigado, e desejo a todos Um Feliz Natal & Próspero Ano Novo

Apresentações semelhantes









 e não-metálicos (O,>")









