Carregar apresentação
1
Cap.4 Imperfeições nos Sólidos
CIÊNCIA DOS MATERIAIS - CALLISTER Cap.4 Imperfeições nos Sólidos Cap.7 Discordâncias e Mecanismos de Aumento de Resistência em Metais (Mecanismos de Endurecimento) CAP.5 Difusão Prof.: M.Sc. Antonio Fernando de Carvalho Mota Marca Instituição Ensino
 CAP.5 Difusão. Prof.: M.Sc. Antonio Fernando de Carvalho Mota. Marca. Instituição. Ensino.")
2
DEFORMAÇÕES DOS METAIS
(a) Tração (b) Compressão
 Tração (b) Compressão.")
3
A Metalurgia da Deformação
Deformação: Cisalhamento de planos de maior densidade atômica, segundo uma direção compacta B t A

4
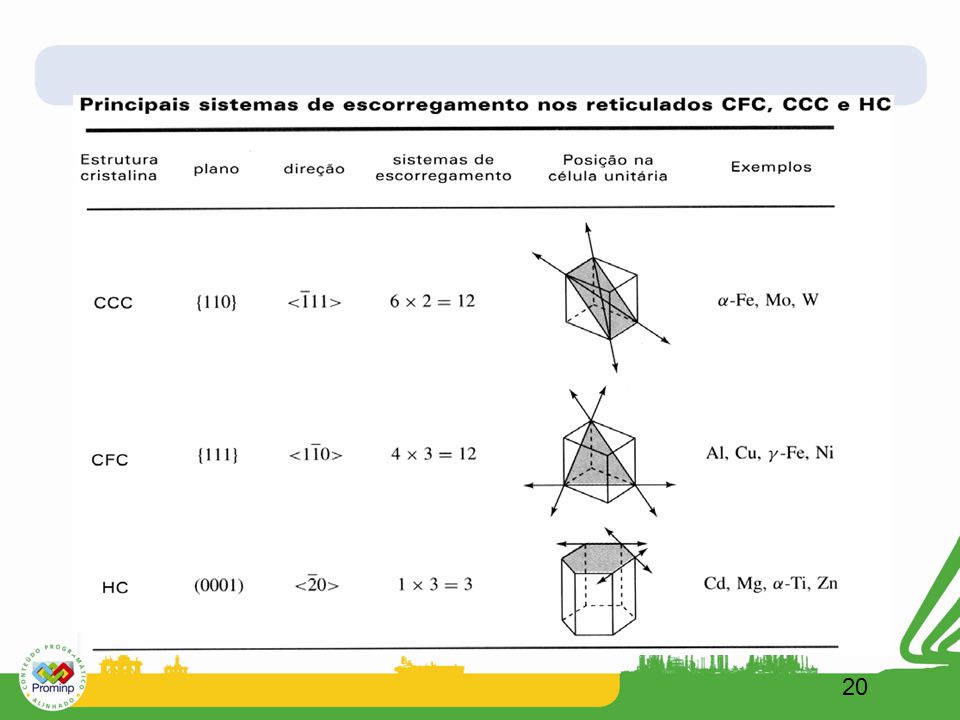
A Metalurgia da Deformação
Sistemas de deslizamento CFC CCC HC Plano Basal {0001} 1120 {110} 111 {111} 110

5
Deformação plástica Deformação plástica ou permanente de um cristal perfeito (isento de defeitos cristalinos) pode ocorrer pelo deslocamento de planos de átomos em relação aos planos paralelos adjacentes.
 pode ocorrer pelo deslocamento de planos de átomos em relação aos planos paralelos adjacentes.")
6
Deformações dos metais
(a) Tração (b) Compressão
 Tração (b) Compressão.")
7
Microscopia Eletrônica de Transmissão
Pesquisa e caracterização microestrutural Defeitos de empilhamento em Um aço inoxidável austenítico. Aumento 35000X . Departamento de Engenharia Metalúrgica e de Materiais da EPUSP.

8
IMPERFEIÇÕES CRISTALINAS
Lacunas Auto-intersticial Intersticial Pequeno Discordância Defeitos pontuais Defeitos de linha (discordâncias) - Formação das discordâncias - Estrutura dos metais e aplicações Prof.: Antonio Fernando de Carvalho Mota
 - Formação das discordâncias. - Estrutura dos metais e aplicações. Prof.: Antonio Fernando de Carvalho Mota.")
9
Defeitos Pontuais nas Estruturas
Defeitos Pontuais nas Estruturas Solutos intersticiais Solutos substitucionais

10
DEFEITOS DE LINHA DISCORDÂNCIAS EM CUNHA

11
O CIRCUITO E O VETOR DE BURGERS
INTERAÇÕES ENTRE DISCORDÂNCIAS

12
DISCORDÂNCIA EM CUNHA

13
MOVIMENTAÇÃO DE DISCORDÂNCIAS

14
Discordância (“dislocation”):
Defeito em linha intracristalino responsável pela deformação plástica de metais.

15
DISCORDÂNCIA HELICOIDAL

16
Tipos de discordância Discordância em cunha Discordância em hélice

17
MOVIMENTO DE DISCORDÂNCIAS EM CUNHA E EM HÉLICE
vem Fonte: Prof. Sidnei/ DCMM/PUCRJ

18
FORMAÇÃO DE DISCORDÂNCIA POR CISALHAMENTO
(a) Discordância em Cunha. (b) Discordância Helicoidal. (c) Discordância Mista.
 Discordância em Cunha. (b) Discordância Helicoidal. (c) Discordância Mista.")
19
MULTIPLICAÇÃO DE DISCORDÂNCIAS

21
Deformação até ~8%, em tração uniaxial
Descarregamento, obtendo aumento de comprimento (deformação plástica) e conseqüentemente aumento da densidade de discordâncias. Deformação até ~8%, em tração uniaxial O material deformado a frio apresenta ENCRUAMENTO, representado pelo aumento do limite de escoamento.
 e conseqüentemente aumento da densidade de discordâncias. Deformação até ~8%, em tração uniaxial. O material deformado a frio apresenta ENCRUAMENTO, representado pelo aumento do limite de escoamento.")
22
Escoamento descontínuo e “Bandas de Lüders”
Deformação plástica, durante o patamar de escoamento descontínuo, ocorre em bandas

23
Esta energia foi fornecida durante a deformação plástica.
Campos de tensão associados às discordâncias indicam o aumento de energia do sistema metálico. Esta energia foi fornecida durante a deformação plástica.

24
Deformação plástica: Durante a deformação plástica, há aumento da densidade de discordâncias. Quanto maior a densidade de discordâncias, maior a chance de interações entre estas, bloqueando seu movimento. Assim, QUANTO MAIOR A DEFORMAÇÃO PLÁSTICA APLICADA A UM METAL, MAIOR A DIFICULDADE EM CONTINUAR ESTA DEFORMAÇÃO.

25
Unidade de densidade de discordância
Densidade de discordância : Comprimento de discordâncias (milimetros) Volume de material (milimetro3) Metais recozidos e cuidadosamente preparados: 103 mm-2 Metais altamente deformados: entre 109 e 1010 mm-2 (1000 km em 1 mm3) (1 mm3 de Cu apresenta átomos) Metais deformados e submetidos a tratamento térmico: mm-2
 Volume de material (milimetro3) Metais recozidos e cuidadosamente preparados: 103 mm-2. Metais altamente deformados: entre 109 e 1010 mm-2 (1000 km em 1 mm3) (1 mm3 de Cu apresenta átomos) Metais deformados e submetidos a tratamento térmico: mm-2.")
26
Micrografias mostrando Discordâncias em Grãos de Ferrita
As densidades de discordâncias estimadas em (a) e (b) foram 3 e 7 × 1013 m-2, respectivamente. Em (a) é possível observar o contorno do grão apresentando as franjas que foram usadas na determinação da espessura da amostra Aumento: X
 e (b) foram 3 e 7 × 1013 m-2, respectivamente. Em (a) é possível observar o contorno do grão apresentando as franjas que foram usadas na determinação da espessura da amostra. Aumento: X.")
27
DEFORMAÇÃO DOS METAIS Maclas (“twins”): Ocorrem em metais CFC
(a exceção do Al) Deformação por discordâncias Deformação por maclação
 Deformação por discordâncias. Deformação por maclação.")
28
TWINS- MACLAS OU CRISTAIS GÊMEOS
É um tipo especial de contorno de grão Os átomos de um lado do contorno são imagens especulares dos átomos do outro lado do contorno A macla ocorre num plano definido e numa direção específica, dependendo da estrutura cristalina

29
ORIGENS DOS TWINS MACLAS OU CRISTAIS GÊMEOS
O seu aparecimento está geralmente associado com A PRESENÇA DE: - tensões térmicas e mecânicas - impurezas - Etc.

30
RESULTADO DA MOVIMENTAÇÃO DAS DISCORDÂNCIAS
Deformação Plástica do alumínio – Estampagem profunda

31
ATMOSFERAS DE COTTREL Depois de um tratamento de envelhecimento
as discordâncias são ancoradas por uma nuvem de impurezas

32
FRATURA POR CLIVAVEM Várias discordâncias paralelas sob tensão, podem produzir uma pequena trinca

33
Na MICROESTRUTURA de materiais metálicos monofásicos existem GRÃOS e CONTORNOS DE GRÃO
Microestrutura de grãos equiaxiais em metais CCC Microestrutura de grãos equiaxiais e maclas em metais CFC

34
N= número médio de grãos por polegada quadrada
DETERMINAÇÃO DO TAMANHO DE GRÃO (ASTM) Segundo Mecanismo de Endurecimento Principal Variável Metalúrgica Tamanho: 1-10 Aumento: 100 X N= 2 n-1 N= número médio de grãos por polegada quadrada n= tamanho de grão Quanto maior o número menor o tamanho de grão da amostra (a) Grain Size, n = (b) Grain Size, n =4
 Segundo Mecanismo de Endurecimento Principal Variável Metalúrgica. Tamanho: Aumento: 100 X. N= 2 n-1. N= número médio de grãos por polegada quadrada. n= tamanho de grão. Quanto maior o número menor o. tamanho de grão da amostra. (a) Grain Size, n =1 (b) Grain Size, n =4.")
35
0 e k são constantes do material
IMPORTÂNCIA DO REFINO DE GRÃO SEGUNDO MECANISMO DE ENDURECIMENTO PRINCIPAL VARIÁVEL METALÚRGICA dados para latão 7030 UNS C26000 Relação de Hall-Petch Quanto menor o tamanho médio de grão, maior a quantidade de contornos de grão, que dificultam o movimento de discordâncias. 0 e k são constantes do material d = diâmetro médio dos grãos é a principal variável metalúrgica. 0 é a tensão exigida para movimentar discordâncias. ky em kgf/mm3/2 bloqueamento das discordâncias livres pelos átomos do soluto

36
DIFUSÃO ATÔMICA

37
DIFUSÃO ATÔMICA O aumento na temperatura de um metal ou liga metálica no estado sólido, implica em uma maior vibração dos átomos. Está vibração proporciona a possibilidade de uma movimentação atômica no estado sólido. Modelo sólido tradicionalmente aceito

38
DIFUSÃO ATÔMICA Movimentos atômicos: (a) Mecanismo de vazios
(a) (b) Movimentos atômicos: (a) Mecanismo de vazios (b) Mecanismo intersticial
 (b) Movimentos atômicos: (a) Mecanismo de vazios. (b) Mecanismo intersticial.")
39
DIFUSÃO ATÔMICA Difusão em anel: (a) Anel em três átomos
(a) (b) Difusão em anel: (a) Anel em três átomos (b) Anel de quatro átomos
 (b) Difusão em anel: (a) Anel em três átomos. (b) Anel de quatro átomos.")
40
AUTODIFUSÃO Autodifusão: Neste exemplo, níquel radiativo (Ni59) foi depositado sobre Uma superfície de níquel não radiativo. Tempo t = t0 Gradiente de difusão, t0< t < t. Homogenizado, t = t

41
Ao unir dois metais (A e B) é possível a ocorrência de DIFUSÃO para diminuir a energia total do sistema, causando a formação de uma solução sólida AB. Neste exemplo, A é soluto substitucional a B, e vice-versa.

42
DIFUSÃO ATÔMICA Antes do tratamento térmico em alta temperatura
após o tratamento térmico em alta temperatura

43
EFEITO KIRKENDAL

44
PRIMEIRA LEI DE FICK

45
SEGUNDA LEI DE FICK Eq. Arrenhenius
Do ... pré-exponencial independente da temperatura, [m²/s] Qd ... Energia de ativação para difusão, [J/mol] ou [cal/mol] R constante universal dos gases (8,31J/mol.K = 1,987 cal/mol.K) T temperatura absoluta [K]
 T temperatura absoluta [K]")
46
Tabela do coeficiente de difusão do Carbono no Ferro-, a diferentes temperaturas. R = 8,314 J/(mol.K)
.")
47
COEFICIENTE DE DIFUSÃO (D)
")
48
EXEMPLO PRÁTICOS DE PROCESSOS BASEADOS EM DIFUSÃO:
Dopagem em materiais semicondutores para controlar a condutividade; Cementação e nitretação dos aços para endurecimento superficial; Alguns processos de soldagem. Austenita (CFC) Ferrita + Cementita (CCC) (Ortorrômbica) Hannover
 Ferrita + Cementita. (CCC) (Ortorrômbica) Hannover.")
49
Dopagem em materiais semicondutores para controlar a condutividade
Apenas uma pequena fração dos sítios atômicos são imperfeitos Menos de 1 em 1 milhão Menos sendo poucos eles influenciam muito nas propriedades dos materiais e nem sempre de forma negativa Doadores Si (4) e P (5) Aceitadores Si (4) e B (3)
 e P (5) Aceitadores Si (4) e B (3)")
50
FATORES QUE FAVORECEM A DIFUSÃO:
Baixo empacotamento atômico. Baixo ponto de fusão. Ligações fracas (Van der Waals). Baixa densidade. Raio atômico pequeno. Presença de imperfeições Aplicação típica: Cementação (aumento do teor de carbono da superfície de aços)
. Baixa densidade. Raio atômico pequeno. Presença de imperfeições. Aplicação típica: Cementação. (aumento do teor de carbono da superfície de aços)")
51
FATORES QUE DIFICULTAM A DIFUSÃO:
Alto empacotamento atômico Alto ponto de fusão Ligações fortes (iônica ou covalente) Alta densidade Raio atômico grande Alta qualidade cristalina Aplicação típica: Cementação (aumento do teor de carbono da superfície de aços)
 Alta densidade. Raio atômico grande. Alta qualidade cristalina. Aplicação típica: Cementação. (aumento do teor de carbono da superfície de aços)")
52
SOLDA POR FRICÇÃO - SOLDA NO ESTADO SÓLIDO
Girando uma peça com outra parada, desenvolve-se atrito suficiente para aquecê-las até o ponto próximo de fusão. A pressão aplicada em seguida assegura uma união perfeita com o mínimo de alterações estruturais

53
Solda por fricção – solda no estado sólido
Soldagem por fricção FW(Friction Welding), utililiza energia mecânica: (a) Um membro é colocado em rotação, (b) inicia-se a força de compressão, (c) inicia-se a formação da solda e (d) a solda é completada.
, utililiza energia mecânica: (a) Um membro é colocado em rotação, (b) inicia-se a força de compressão, (c) inicia-se a formação da solda e (d) a solda é completada.")
54
Soldagem por Fricção Soldagem em Estado Sólido
Soldagem no estado sólido que produz coalescência dos materiais através do calor obtido pelo deslizamento obtido mecanicamente através do movimentação entre as superfícies de atrito na soldagem.

55
EXERCÍCIO O ferro passa de ccc para cfc a 910 ºC. Nesta temperatura os raios atômicos são respectivamente , 1,258Å e 1,292Å. Qual a percentagem de variação de volume percentual provocada pela mudança de estrutura? Vccc= 2a3 Vcfc= a3 accc= 4R/ (3)1/2 acfc = 2R (2)1/2 Vccc= 49,1 Å3 Vcfc= 48,7 Å3 V%= 48,7 - 49,1 /48,7 = - 0,8% de variação Obs.:Para o cálculo foi tomado como base 2 células unitárias ccc, por isso Vccc = 2a3 uma vez que na passagem do sistema ccc para cfc há uma contração de volume
1/2 acfc = 2R (2)1/2. Vccc= 49,1 Å3 Vcfc= 48,7 Å3. V%= 48,7 - 49,1 /48,7 = - 0,8% de variação. Obs.:Para o cálculo foi tomado como base 2 células unitárias ccc, por isso Vccc = 2a3. uma vez que na passagem do sistema ccc para cfc há uma contração de volume.")
57
Obrigaduuu!!!

58
Soldagem por difusão A soldagem por difusão (Diffusion Welding, DFW) é um processo de união no estado sólido que produz a solda pela aplicação de pressão a elevada temperatura sem a deformação macroscópica das peças. Um metal de adição pode ser colocado entre as superfícies da junta. A soldagem por difusão é um processo especializado de soldagem de aplicação restrita quando deseja-se: (a) evitar problemas metalúrgicos associados com a soldagem por fusão, (b) fabricar componentes de dimensões e forma próximas das desejadas no produto final (“net shape”), e (c) produzir peças espessas com propriedades uniformes ao longo da espessura. O processo só é economicamente viável quando materiais especiais e de elevado custo são utilizados ou quando existe uma grande exigência quanto às dimensões da peça soldada, tendo suas aplicações sido, até o presente, limitadas, em geral, às indústrias eletrônica e aero-espacial.
 é um processo de união no estado sólido que produz a solda pela aplicação de pressão a elevada temperatura sem a deformação macroscópica das peças. Um metal de adição pode ser colocado entre as superfícies da junta. A soldagem por difusão é um processo especializado de soldagem de aplicação restrita quando deseja-se: (a) evitar problemas metalúrgicos associados com a soldagem por fusão, (b) fabricar componentes de dimensões e forma próximas das desejadas no produto final ( net shape ), e (c) produzir peças espessas com propriedades uniformes ao longo da espessura. O processo só é economicamente viável quando materiais especiais e de elevado custo são utilizados ou quando existe uma grande exigência quanto às dimensões da peça soldada, tendo suas aplicações sido, até o presente, limitadas, em geral, às indústrias eletrônica e aero-espacial.")
59
Solda por difusão

60
Difusão em estado não constante
2ª Lei de FICK Se D não depender da concentração de cada ponto.... Resolução fornece concentração em função da posição e do tempo! Difusão em estado não constante (“non steady-state diffusion”) O gradiente de concentração em função da posição, e o fluxo de difusão, variam com o tempo!
 O gradiente de concentração em função da posição, e o fluxo de difusão, variam com o tempo!")
61
Observação da macro e microestrutura
Lupa - Macrografia Microcópio Òtico Microscópio Eletrônico de Varredura (MEV) Microscópio Eletrônico de Transmissão (MET) Microcópio Òtico – 2.000x Microscópio Eletrônico de Varredura (MEV) – Superfície de fratura – x Microscópio Eletrônico de Transmissão (MET) Observa as discordâncias – x
 Microscópio Eletrônico de. Transmissão (MET) Microcópio Òtico – 2.000x. Microscópio Eletrônico de Varredura (MEV) – Superfície de fratura – x. Microscópio Eletrônico de Transmissão (MET) Observa as discordâncias – x.")
62
N = 2 n-1 TAMANHO DE GRÃO – PRINCIPAL VARIÁVEL METALÚRGICA OU
MEDIÇÃO DO TAMANHO DE GRÃO (T.G.): OU N = 2 n-1 onde: N = número de grãos/ pol2 com aumento de 100 vezes n ou G= número de Tamanho de Grão ASTM (1 n 12)
: OU. N = 2 n-1. onde: N = número de grãos/ pol2 com aumento de 100 vezes. n ou G= número de Tamanho de Grão ASTM (1 n 12)")