Carregar apresentação
A apresentação está carregando. Por favor, espere

1
INTRODUÇÃO AO QFD

2
Planejamento da Qualidade
FATORES PARA EFICIÊNCIA METODOLOGIA DE PROJETO GERÊNCIA DE PROJETO equipe multifuncional interface com outros departamrntos administração da informação INFORMATIZAÇÃO DO PROJETO Tecnologia Sociologia Planejamento História Ciência Psicologia Estética Ectera Cultura EFICIÊNCIA DO PROJETO

3
PLANEJAMENTO DA QUALIDADE
Visão Histórico do QFD Década de 60 : Dr. AKAO no Japão, tem início o uso de cartas e matrizes para expressar que os pontos críticos da garantia da qualidade , do ponto de vista do cliente, devem ser transferidas através das etapas de projetos e manufatura (1966). 1972 : Drs. MIZUNO e FURUKAWA passaram a utilizar as cartas e matrizes no estaleiro KOBE, empresa do grupo MITSUBISHI. : Aplicações com sucesso do Q.F.D. por empresas como MITSUBISHI e TOYOTA. O Q.F.D. difundiu - se rapidamente e com êxito naquele país, em outros setores sociais e de serviços, pautada muito mais por aplicações práticas do que estudos teóricos. 1978 : Publicação do rimeiro livro sobre Q.F.D.: SHIGERU MIZUNO, YOJI AKAO.
 : Drs. MIZUNO e FURUKAWA passaram a utilizar as cartas e. matrizes no estaleiro KOBE, empresa do grupo MITSUBISHI : Aplicações com sucesso do Q.F.D. por empresas como. MITSUBISHI e TOYOTA. O Q.F.D. difundiu - se rapidamente e. com êxito naquele país, em outros setores sociais e de. serviços, pautada muito mais por aplicações práticas do que. estudos teóricos : Publicação do rimeiro livro sobre Q.F.D.: SHIGERU MIZUNO, YOJI AKAO.")
4
PLANEJAMENTO ESTRATÉGICO
1983 : · Nos E.U.A., elementos da FORD MOTORS Co. conhecem a filosofia Q.F.D. através de uma delegação japonesa dirigida por Dr. K. ISHIKAWA. · Missões técnicas para o japão organizados pela ASI (American Supplier Institute ). Dr. CLAUSING apresenta a experiência desenvolvida na FUJI - XEROX. · Seminário de 4 dias conduzido por YOJI AKAO sobre o Desdobramento da Função Qualidade em Chicago : consolido - se o nome Quality Function Del0yment (Q.F.D.). · Outubro / 83 : A revista Quality Progress traz um artigo em que posiciona o Q.F.D. como parte integrante do programa maior do Controle da Qualidade Total (T.Q.C). 1984 : Dr. CLAUSING incia a utilização do método na FORD (E.U.A.) com base em sua experiência na FUJI - XEROX e em visitas à TOYOTA. 1986 : L.P. SULLIVAN publica artigos na revista Quality Progress explorando a filosofia de desdobramento.
. Dr. CLAUSING apresenta a experiência. desenvolvida na FUJI - XEROX. · Seminário de 4 dias conduzido por YOJI AKAO sobre o Desdobramento. da Função Qualidade em Chicago : consolido - se o nome Quality. Function Del0yment (Q.F.D.). · Outubro / 83 : A revista Quality Progress traz um artigo em que. posiciona o Q.F.D. como parte integrante do programa maior do. Controle da Qualidade Total (T.Q.C) : Dr. CLAUSING incia a utilização do método na FORD (E.U.A.) com. base em sua experiência na FUJI - XEROX e em visitas à TOYOTA : L.P. SULLIVAN publica artigos na revista Quality Progress explorando. a filosofia de desdobramento.")
5
PLANEJAMENTO DA QUALIDADE
1987 : Publicado o segundo livro de autoria do Dr. YOJI AKAO ( Hinshitsutenkai katsuyo no Jissai ) através da JSA (Japan Standards Association ) : traduzido pela editora Productivity Press em 1990 com o seguinte título : “Quality Function Deployment - Q.F.D.: Integrating Customer Requirements into Producty Design .” - ( uma obra com vários exemplos de implementação ). : Primeira e terceira edições do primeiro livro nos E.U.A. de Q.F.D. por BOB KING, com seguinte título : “Better designs in half the time - Implementing Q.F.D. Qualty Function Deployment in America.” (Goal/Q.P.C.). 1989 : O primeiro curso de Q.F.D. no Japão coordenado pela Juse. No Brasil : O Q.F.D. só começou a ser estudado no final da década de 80 e inívio dos anos 90. A nível industrial o Q.F.D. ainda é pouco difundido.
 através da JSA (Japan Standards Association ) : traduzido pela editora Productivity Press em 1990 com o seguinte título : Quality Function Deployment - Q.F.D.: Integrating Customer. Requirements into Producty Design . - ( uma obra com vários exemplos. de implementação ) : Primeira e terceira edições do primeiro livro nos E.U.A. de Q.F.D. por. BOB KING, com seguinte título : Better designs in half the time - Implementing Q.F.D. Qualty Function Deployment in America. (Goal/Q.P.C.) : O primeiro curso de Q.F.D. no Japão coordenado pela Juse. No Brasil : O Q.F.D. só começou a ser estudado no final da década de 80 e inívio. dos anos 90. A nível industrial o Q.F.D. ainda é pouco difundido.")
6
QUALITY FUNCTION DEPLOYMENT ( Q F D )
INTRODUÇÃO : - DEFINIDO COMO “UMA DISCIPLINA PARA PLANEJAMENTO E DESENVOLVIMENTO DE PRODUTO, NA QUAL EXIGÊNCIAS E NECESSIDADES CHAVES DOS CONSUMIDORES SÃO DESDOBRADAS POR TODA A ORGANIZAÇÃO”.

7
PROVÉM UMA ESTRUTURA PARA ASSEGURAR QUE AS
EXIGÊNCIAS E NECESSIDADES DOS CONSUMIDORES SEJAM CUIDADOSAMENTE OUVIDAS E, ENTÃO, TRADUZIDAS EM REQUISITOS TÉCNICOS INTERNOS DA EMPRESA, DESDE O PROJETO DE COMPONENTES ATÉ A MONTAGEM FINAL.

8
YOJI AKAO: - CONSISTE EM CONVERTER AS DEMANDAS DOS CONSUMIDORES EM CARACTERÍSTICAS DE QUALIDADE E EM DESENVOLVER UM PROJETO DE QUALIDADE PARA UM PRODUTO ACABADO, DESDOBRANDO AS RELAÇÕES ENTRE DEMANDAS E CARACTERÍSTICAS. ESTE DESDOBRAMENTO COMEÇA COM A QUALIDADE DE CADA COMPONENTE FUNCIONAL E SE EXTENDE PARA A QUALIDADE DE CADA PARTE OU PROCESSO. A QUALIDADE TOTAL DO PRODUTO SERÁ FORMADA ATRAVÉS DE REDE DE RELAÇÕES.

9
BOB KING : - QFD É UMA FERRAMENTA MULTI - FUNCIONAL QUE PERMITE AS ORGANIZAÇÕES PRIORIZAREM AS DEMANDAS DOS CONSUMIDORES, DESENVOLVEREM RESPOSTAS INOVADO- RAS PARA SUAS NECESSIDADES, QUE SÃO CONFIÁVEIS E DE CUSTO EFETIVO. E, AINDA, DIRECIONAR UMA IMPLEMENTAÇÃO BEM SUCEDIDA, ENVOLVENDO TODOS OS DEPARTAMENTOS : MARKETING , PESQUISA E DESENVOLVIMENTO , PRODUÇÃO CONTROLE DE QUALIDADE, VENDAS E SERVIÇOS ETC...

10
CARACTERÍSTICAS BÁSICAS
- ORIENTADO PELO CONSUMIDOR - REDUZ TEMPO DE IMPLEMENTAÇÃO - PROMOVE TRABALHO EM EQUIPE - PROVEM DOCUMENTAÇÃO

11
- ORIENTA SE PELAS EXIGÊNCIAS
DOS COMSUMIDORES. - USA A INFORMAÇÃO COMPETITIVA EFETIVAMENTE. - IDENTIFICA ITENS QUE PODEM SER TRABALHADOS. - ESTRUTURA INFORMAÇÕES / EXPERIÊNCIAS DO PESSOAL INTERNO DA EMPRESA. ORIENTADO PELO CONSUMIDOR

12
- DIMINUI MUDANÇAS DE PROJETO
NO MEIO DO CAMINHO. - LIMITA PROBLEMAS INTRODUZIDOS POSTERIORMENTE. - EVITA FUTURAS REDUNDANCIAS NO DESENVOLVIMENTO. - IDENTIFICA OPORTUNIDADES DE APLICAÇÕES FUTURAS. - TRAZ A TONA SUPOSIÇÕES ERRONEAS REDUZ TEMPO DE IMPLEMENTAÇÃO

13
- BASEADO NO CONSENSO. - CRIA COMUNICAÇÃO ENTRE INTERFACES. - IDENTIFICA AÇÕES ENTRE - CRIA UMA VISÃO GLOBAL DE DETALHES. PROMOVE O TRABALHO EM EQUIPE

14
- PROVEM BASE DOCUMENTAL PARA
O PROJETO. - FÁCIL DE ASSIMILAR. - ESTRUTURA A INFORMAÇÃO. - ADAPTA - SE AS MUDANÇAS, DOCUMENTO COM VIDA. - PROVEM ESTRUTURAS PARA UMA ANÁLISE DE SENSIBILIDADE. PROVEM DOCUMENTAÇÃO

15
- QFD AUMENTA O TEMPO DE DEFINIÇÃO DO PRODUTO, REDUZ
sistema antigo Q F D tempo 1 2 3 tempo 1. Definição do produto 2. Projeto 3. Reprojeto FONTE : BOB KING - QFD AUMENTA O TEMPO DE DEFINIÇÃO DO PRODUTO, REDUZ O TEMPO DE PROJETO,PORQUE APONTA AS PRIORIDADES, E, AINDA POR CIMA, PROVEM MELHOR DOCUMENTAÇÃO E COMUNICAÇÃO DURANTE O PROCESSO. - Q F D IMPLICA EM MAIOR PRODUTIVIDADE NA ATIVIDADE DE PROJETO.

16
tempo 14 meses início da produção
90 % completo QFD REDUZ O TEMPO DE DESENVOLVIMENTO DE 1/2 A 1/3 DO NORMAL

17
PLANEJAMENTO DA QUALIDADE
PROBLEMAS DE INÍCIO DE PRODUÇÃO NA TOYOTA CUSTO DE INÍCIO DE PRODUÇÃO NA TOYOTA PREPARAÇÃO PERDA JAN 1977 ÍNDICE = 100 OUT 1977 ÍNDICE = 80 NOV 1982 ÍNDICE = 62 ABR 1984 ÍNDICE = 39 ANTES DO QFD RECLAMAÇÃO DOS PRODUTOS DEPOIS DO QFD MESES INÍCIO DA PRODUÇÃO

18
qualidade na manufatura
PLANEJAMENTO DA QUALIDADE Alavanca da qualidade projeto produto projeto processo produção melhoria produto 100 : 1 10 : 1 1 : 1 Japão ocidente % desenvolvimento projeto fabricação resolução do produto e montagem dos problemas tempo controle de qualidade no projeto controle de qualidade na manufatura

19
RECOMENDAÇÕES PARA INTRODUÇÃO DA QFD NA EMPRESA :
- TRABALHAR COM UM PRODUTO PRONTO COM O QUAL A EMPRESA ESTEJA FAMILIARIZADA; - ESCOLHER POUCAS PESSOAS E QUE GOSTEM DESTE TIPO DE ATIVIDADE; - FAZER COM QUE O INDIVIDUO COM A MAIOR RESPONSABILIDADE NO P & D DE PRODUTOS ENVOLVA - SE E SEJA O LÍDER DO GRUPO.; - USAR CONSULTORES EXTERNOS SE NECESSÁRIO; - QUANDO PROBLEMAS OU QUESTÕES APARECEREM, COLOQUE - OS EM AGENDA PARA UMA COMPLETA DISCUSSÃO POR TODOS OS PARTICIPANTES. NÃO OS TIRE DA AGENDA ATÉ QUE TENHAM SIDO ENTENDIDOS OU RESOLVIDOS.

20
ALGUMAS OBJEÇÕES MAIS COMUNS PARA A INTRODUÇÃO DO QFD :
- NÃO TENHO TEMPO PARA ISTO; - JÁ TENHO COISAS DE SOBRA PARA FAZER E NÃO TENHO TEMPO PARA ESTAS CARTAS; - NÃO ACREDITAR EM COISAS PREPARADAS PEL0 DEPARTAMENTO DE VENDAS; - O QUE HÁ DE ERRADO COM A MANEIRA TRADICIONAL; - A FORMA IMPPRESSIONA, MAS A SUBSTÂNCIA NEM TANTO; - PROJETO E DESENVOLVIMENTO DE PRODUTO DEVEM SE BASEAR NUM BALANÇO ENTRE QUALIDADE, CUSTOS E PRAZOS. CONSIDERAÇÕES DE QUALIDADE NÃO PODEM DOMINAR NOSSO PLANEJAMENTO.

21
DESDOBRAMENTO DA QUALIDADE
F D P L A N E J M T O M A N U F T R S E R V I Ç O P R O J E T FUNÇÃO Q F D CONJUNTO DE PROCEDIMENTOS DETALHADOS PARA GARANTIR O CONJUNTO DA QUALIDADE

22
A CADEIA DE VALOR CLIENTE FORNECEDOR

23
O ENTRELAÇAMENTO DA QUALIDADE
VOZ DO CONSUMIDOR PRESIDENTE STAFF PLANEJAMENTO DO PRODUTO PROJETO MANUFATURA MONTAGEM VENDAS SERVIÇO CONTROLE DA QUALIDADE PROMOÇÃO DE ATIVIDADES DO CWQC EDUCAÇÃO ETREINAMENTO Q F D AUDITORIAS DA GERÊNCIA GRUPO DE PESQUISA DE C. Q.

24
O PLANEJAMENTO METICULOSO
NOS ESTÁGIOS DE PLANEJAMENTO DE PRODUTO, PROJETO DAS PARTES COMPONENTES, PROJETO DE PROCESSO E CONTROLE DA PRODUÇÃO É INTERPRETADO SIMULTANEAMENTE COM O DESENROLAR DO PROJETO. O DESDOBRAMENTO HORIZONTAL DESTA ATIVIDADE POR TODAS AS FUNÇÕES FORNECE UM CANAL COMUM DE COMUNICAÇÕES QUE UNIFICA OS OBJETIVOS.

25
DESENVOLVIMENTO DE PRODUÇÃO
MÉTODO ACUMULATIVO DE DESENVOLVIMENTO DE PRODUÇÃO NECESSIDADES DO MERCADO NECESSIDADES DA COMPANHIA PROJETO SUB - SISTEMA 2, 3, ... , N MODIFICÁÇÕES MENO - RES EM SUB - SISTEMAS FERRAMENTARIA SUB - SISTEMA 1 MARKETING BRIEF PRODUÇÃO PILOTO 2 MODELO DO PRODUTO FERRAMENTARIA SUB - SISTEMA 2, 3, ... , N LANÇA MENTO ---- QUALIDADE NO LANÇAMENTO ---- APROVÁÇÃO DE COMPONENTES ANÁLISE DE CUSTOS E AROVAÇÃO CUSTO DO PRODUTO CONTROLE DA QUALIDADE ENGENHARIA DE PRODUÇÃO PROTÓTIPO 1 SOLUÇÃO DE PROBLEMAS MODIFICAÇÕES SUB - SISTEMA PROTÓTIPO 2, 3, ... , N PRODUÇÃO PILOTO 1 PROTÓTIPO ACEITÁVEL MODIFICAÇÕES DE MOLDES E FIXAÇÕES PROJETO SUB - SISTEMA 1

26
Q.F.D. EM PROJETO DE PRODUTO
FASE : CICLO DO PRODUTO EVENTOS PRINCIPAIS I PESQUISA DE MERCADO PLANEJAMENTO DE PRODUTO DETERMINANDO A VOZ DO CONSUMIDOR LISTA DAS NECESS. DO CONSUMIDOR REQUISITOS DE PROJ. / VALOR OBJETIVO Q. F. D. PROCESSO : PLANEJAMENTO DO PRODUTO II SELEÇÃO DE CONCEPÇÃO PROJETO PRODUTO Q. F. D. PROCESSO : DESDOBRAMENTO DAS PARTES DETERMINANDO CARACTERÍSTICAS CRÍTICAS DAS PARTES PROCESSO PRELIMINAR PLANEJAMENTO DA PRODUÇÃO REDE DSENVOLVIDA PARA GARANTIA DA QUALIDADE PREL. III ENGENHARIA DE MANUFATURA AVALIAÇÃO DE PROTÓTIPO Q. F. D. PLANEJAMENTO DO PROCESSO DETERMINANDO OS PARÂMETROS CRÍTICOS DE PROCESSO Q. F. D. PLANEJAMENTO DA PRODUÇÃO REDE DE GARANTIA DA QUALIDADE (TABELA DA QUALIDADE) AVALIANDO AS RESTRIÇÕES DE PRODUTO TABELAS DA QUALIDADE RESOLUÇÃO DE PROBLEMAS PRODUÇÃO REVISÃO DA TABELA DA QUALIDADE IV PRODUÇÃO RESOLUÇÃO DE PROBLEMAS MELHORIA CONTINUA SERVIÇO PARA O CONSUMIDOR REVISÃO DA TABELA DA QUALIDADE
 AVALIANDO AS RESTRIÇÕES. DE PRODUTO. TABELAS DA QUALIDADE. RESOLUÇÃO DE PROBLEMAS. PRODUÇÃO. REVISÃO DA TABELA DA QUALIDADE. IV. PRODUÇÃO. RESOLUÇÃO DE PROBLEMAS. MELHORIA CONTINUA. SERVIÇO PARA O CONSUMIDOR. REVISÃO DA TABELA DA QUALIDADE.")
27
NECESSIDADES DO CONSUMIDOR
“ANOS DE DURABILIDADE” EXIGÊNCIA DO PROJETO : NENHUMA FERRUGEM EXTERIOR EM TRÊS ANOS. CARACTERÍSTICAS DE COMPONENTES : PINTURA WT : gm/m2 TAMANHO CRISTAL : 3 máx. PROCESSO DE OPERAÇÃO : TANQUE DE IMERSÃO TRÊS CAMADAS EXIGÊNCIAS DE PRODUÇÃO TEMPO : 2.0 minutos ACIDEZ : TEMPERATURA : C O

28
O DESENVOLVIMENTO DA QUALIDADE EM 7 ESTÁGIOS
100 % EST’ÁGIO 7 : Q F D CWQC ESTILO JAPONES 40 % TQC ESTILO AMERICANO 0 % PARA DEFINIR A “ VOZ DO CONSUMIDOR EM TERMOS OPERACIONAIS. ( ORIENTADO PARA O CONSUMIDOR ) ESTÁGIO 6 : FUNÇÃO PERDA DA QUALIDADE. ( ORIENTADO [PARA O CUSTO ) ESTÁGIO 5 : OTIMIZAÇÃO DO PRODUTO E PRO- PROCESSO PARA UMA FUNÇÃO MAIS ROBUS- TA E MENOR CUSTO. ( ORIENTADO PARA A SOCIEDADE ) ESTÁGIO 4 : MUDAR O PENSAMENTO DE TODOS OS EMPREGADOS ATRAVÉS DE EDUCAÇÃO E TREINAMENTO. ( HUMANÍSTICO ). ESTÁGIO 3 : GARANTIA DE QUALIDADE ENVOLVENDO TODOS OS DEPARTAMENTOS ( PROJETOS, MANUFA- TURAS ETC.) ( ORIENTADO PARA O SISTEMA ) ESTÁGIO 2 : GARANTIA DE QUALIDADE DURANTE A PRODUÇÃO. ( ORIENTADO PARA O PROCESSO ) ESTÁGIO 1 : INSPEÇÃO PÓS- PRODUÇÃO,AUDITORIA DE PRO- DUTOS ACABADOS E ATIVIDADES VOLTADAS PARA A SOLU ÇÃO DE PROBLEMAS ( ORIENTADO PARA O PRODUTO )
 ESTÁGIO 6 : FUNÇÃO PERDA DA. QUALIDADE. ( ORIENTADO [PARA O CUSTO ) ESTÁGIO 5 : OTIMIZAÇÃO DO PRODUTO E PRO- PROCESSO PARA UMA FUNÇÃO MAIS ROBUS- TA E MENOR CUSTO. ( ORIENTADO PARA A SOCIEDADE ) ESTÁGIO 4 : MUDAR O PENSAMENTO DE TODOS. OS EMPREGADOS ATRAVÉS DE EDUCAÇÃO E. TREINAMENTO. ( HUMANÍSTICO ). ESTÁGIO 3 : GARANTIA DE QUALIDADE ENVOLVENDO. TODOS OS DEPARTAMENTOS ( PROJETOS, MANUFA- TURAS ETC.) ( ORIENTADO PARA O SISTEMA ) ESTÁGIO 2 : GARANTIA DE QUALIDADE DURANTE A. PRODUÇÃO. ( ORIENTADO PARA O PROCESSO ) ESTÁGIO 1 : INSPEÇÃO PÓS- PRODUÇÃO,AUDITORIA DE PRO- DUTOS ACABADOS E ATIVIDADES VOLTADAS PARA A SOLU. ÇÃO DE PROBLEMAS. ( ORIENTADO PARA O PRODUTO )")
29
ABORDAGEM DE 4 FASES PARA Q F D ( MACABE )
REQUISITOS CONSUMIDORES EXIGÊNCIAS DOS TÉCNICOS CARACTERíSTICAS DAS PARTES REQUISITOS TÉCNICOS CARACTERíSTICAS DO PROCESSO CARACTERÍSTICA PARTES DAS FASE 1 PLANEJAMENTO DO PRODUTO MÉTODOS DE CONTROLE DO PROCESSO CARACTERÍSTICA DO FASE 2 PROJETO DO PRODUTO FASE 3 PLANEJAMENTO DO PROCESSO FASE 4 PANEJAMENTO DO CONTROLE DE PROCESSO

30
VII EXEMPLO

31
PLANEJAMENTO DA QUALIDADE CARTA DE CONTROLE DA QUALIDADE
NOME DO PROCESSO PARAM. CRIT. PROC. VALORES INSTRUC. CONTROLE METODOL. FREQU. TAMANHO AMOSTRA FERRAM. MEDIÇÃO CALIB. NECES. OBS ESTAMPAR PAINEL EXT. PRESSÃO MÁQUINA REGULAGEM BP.1 “CHECK LIST” 2/TURNO 1 CALIBRE DE VERIFICAR PICAS PDR WV-6 TROCADOR CORJA 3 SEMANAL CORJ. TEMP. SOLDA WM-6 8000- 8500 A CORRENTE SOLDAGEM RÁPIDA

32
PLANEJAMENTO DA QUALIDADE
INSTRUÇÕES DE OPERAÇÃO DATA : 02 / 03 / 91 NOME DO PROCESSO : MONT. ESTRUT. PORTA, PAINÉIS INT/EXT,SOLDAGEM PG 1/2 1- Verifique data, hora e cond. de manut. no cartão perfura- do no envelope. 2- Utilizar óculos de proteção - Utilizar luvas - Verificar botões de aciona - mentoacidental. 1- Remover painel externo do “rack” a - colocar sob gabarito 2- Remover painel interno do “rack” b - colocar no gabarito 3 - Colocar ambas as mãos nos botões e acionar 4 - Remover peça e colocar “rack” COMO O QUE QUANDO Antes de inciar a operação Durante a 1- Verificar se pres- são esta ok para a soldagem 2- Preparar para operação segura 1- Colocar painel ex terno na prensa 2- Colocar painel in- 3- Soldar 4- Remover peça

33
PLANEJAMENTO DA QUAIDADE
INSTRUÇÕES DE OPERAÇÃO DATA : 02 / 03 / 91 Posto de trabalho FACE B MESA C FACE A NOME DO PROCESSO : MONT. ESTRT. PORTA, PAINÉIS INT/EXT, SOLDAGEM PG 2/2 QUANDO O QUE COMO Inspeção das peças Desligamento automático No fim da produção 1- Inspecionar qualidade das 1- Mudar bico 1- Limpar equipamento 1- Cada 5 peças verificar tdas as soldas nas peças - variação menor que 1,5 MM 1- A cada 800 ciclos 1- Use ar comprimido da linha verme- lha que tem baixa pressão 2- marque o cartão perfurado para indicar qtde, hora de início e fim

34
PLANEJAMENTO DA QUALIDADE
INSTRUÇÕES DE OPERAÇÃO DATA : 02 / 03 / 91 NOME DO PROCESSO : MONT. ESTRT. PORTA, PAINÉIS INT/EXT, SOLDAGEM PG 2/2 QUANDO O QUE COMO 1- Iniciar pressão de solda e ciclo lento com má - quina desligada - Verificar condições anômolas - Reparar se necessário - Substituir bicos de solda se jáhouve mais de 600 ciclos desde a última troca automática - Iniciar soldagem 2- Verificar solda usando teste ultra sônico t 414b conforme 31a - Repetir teste a cada hora 1- Verificar pressão de solda Antes de começar a produção 2- Verificar qualidade solda 1- Verificar condição dos bicos de solda 1- Comparar os bicos visualmente com padões - Substuir se necessário Nos interv. de turno - Usar ferr. wd64 NO DESLIG. AUTOMÁTICO CADA 800 CICLOS 1- SUBSTITUIR BICOS 1- SUBSTITUIR TODOS OS BICOS - ATUALIZAR DOCUMENTOS COM DATA E HORA NO CARTÃO DE DE TROCA AUTOMÁTICA

35
DETALHANDO A MATRIZ QFD

36
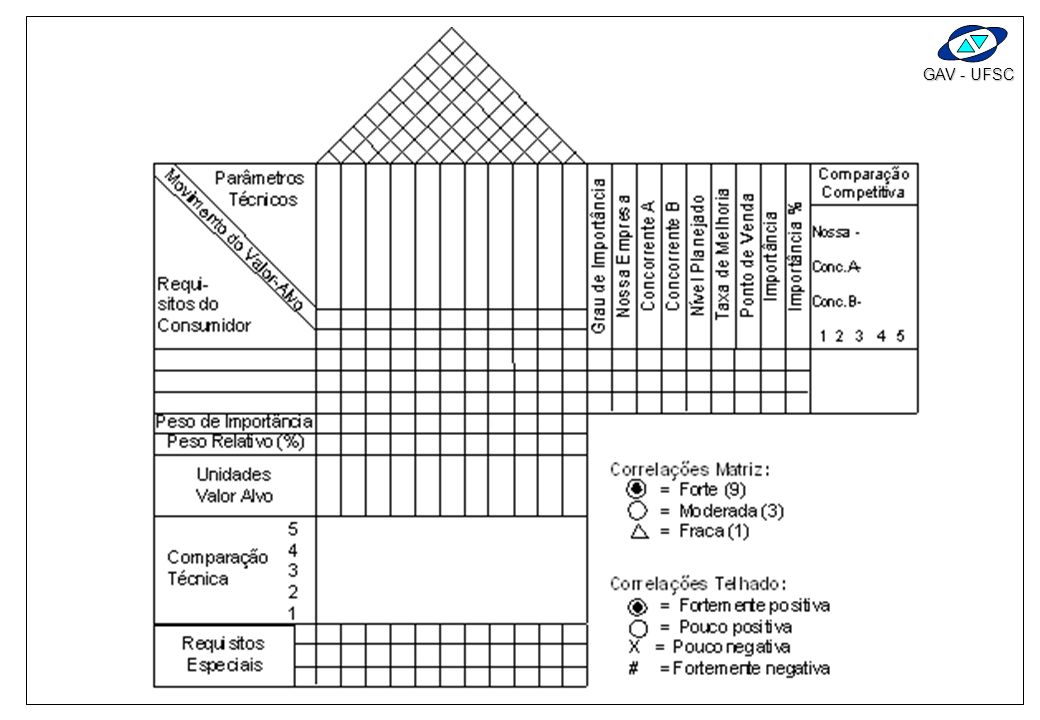
A CASA DA QUALIDADE ELEMENTOS:

37
PLANEJAMENTO DA QUALIDADE
APRESENTAÇÃO: “ESTUDO DE CASO” MATRIZ DA QUALIDADE MUNDO DA TECNOLOGIA CARACTERISTICA DA QUALIDADE COMPARAÇÃO COM CONCORRENTE QUALIDADE DE PLANEJAMENTO MUNDO DO CLIENTE QUALIDADE EXIGIDA GRAU DE QUALIDADE GRAU DE IMPORTÂNCIA COMPARAÇÃO COM CONCORRENTES QUALIDADE DO PROJETO

39
A) EXIGÊNCIA DOS CONSUMIDORES
- TODA CARTA DEVE COMEÇAR COM AS EXIGÊNCIAS (DEMANDAS); - IDENTIFICAR TODOS OS CONSUMIDORES; - COLETAR INFORMAÇÕES APURADAS A RESPEITO DOS CONSUMIDORES E SEUS DESEJOS; - FAZERUM BRAINSTORM PARA IDENTIFICAR OUTROS CONSUMIDORES; - USAR O DIAGRAMA DE AFINIDADE PARA JUNTAR DADOS DOS CONSUMIDORES EM CATEGORIAS; - USAR O DIAGRAMA DE ARVORES PARA ASSEGURAR-SE QUE A LISTA DE EXIGENCIAS ESTEJA COMPLETA.
; - IDENTIFICAR TODOS OS CONSUMIDORES; - COLETAR INFORMAÇÕES APURADAS A RESPEITO DOS. CONSUMIDORES E SEUS DESEJOS; - FAZERUM BRAINSTORM PARA IDENTIFICAR OUTROS. CONSUMIDORES; - USAR O DIAGRAMA DE AFINIDADE PARA JUNTAR DADOS DOS. CONSUMIDORES EM CATEGORIAS; - USAR O DIAGRAMA DE ARVORES PARA ASSEGURAR-SE QUE A. LISTA DE EXIGENCIAS ESTEJA COMPLETA.")
40
B) GRAU DE IMPORTÂNCIA:
IDENTIFICAR A PRIORIDADE RELATIVA DE CADA EXIGÊNCIA DO CONSUMIDOR. - DEVE-SE USAR DADOS DOS CONSUMIDORES PARA DETERMINAR VALORES; - PODE-SE USAR UMA ESCALA DE 1 A 10 (10 MUITO IMPORTANTE E 1, POUCO IMPORTANTE), OU DE 1 A 5.
, OU DE 1 A 5.")
41
C) COMPARAÇÃO COMPETITIVA:
- IDENTIFICA O QUANTO A CIA. E SEUS COMPETIDORES ATENDEM AS EXIGÊNCIAS DOS CONSUMIDORES; - DEVE-SE USAR DADOS DOS CONSUMIDORES PARA DETERMINAR VALORES; - PODE-SE USAR UMA ESCALA DE 1 A 5. D) SIMBOLOS PARA VISUALIZAR A CIA. E SEUS COMPETIDORES
 SIMBOLOS PARA VISUALIZAR A CIA. E SEUS COMPETIDORES.")
42
E) TAXA DE MELHORIAS: - QUANTIFICA O MELHORAMENTO PLANEJADO PARA CADA EXIGÊNCIA DO CONSUMIDOR; QUESTÕES CONCERNENTES A COMPETIVIDADE E POLÍTICA ESTRATÉGICA DA EMPRESA IRÃO INFLUENCIAR ESTA TAXA. - TAXA DE MELHORIA = NÍVEL PLANEJADO NÍVEL ATUAL

43
F) PONTOS DE VENDAS: - QUALIDADE EXCITANTE SÃO CONSIDERADOS AQUI; - IDENTIFICA OS PONTOS MAIS E MENOS IMPORTANTES; - DEVE-SE LIMITAR A POUCOS PONTOS; - RECOMENDA-SE A SEGUINTE NOTAÇÃO: MUITO IMPORTANTE = 1,5 MENOS IMPORTANTE = 1,2

44
K) MATRIZ DE RELACIONAMENTOS:
- IDENTIFICA SE UM REQUISITO TECNICO PARTICIPA NA SATISFAÇÃO DE UMA EXIGÊNCIA DO CONSUMIDOR. - PARA INDICAR O NÍVEL DE PARTICIPAÇÃO (CORRELAÇÃO): FORTE RELAÇÃO = 9 MODERADA RELAÇÃO = 3 FRACA RELAÇÃO = 1 - NÃO SE DEVE ESPERAR RELAÇÕES EM CADA PAR DE EXIGENCIAS/ REQUISITOS.
: FORTE RELAÇÃO = 9. MODERADA RELAÇÃO = 3. FRACA RELAÇÃO = 1. - NÃO SE DEVE ESPERAR RELAÇÕES EM CADA PAR DE EXIGENCIAS/ REQUISITOS.")
45
G) PESO DA IMPORTÂNCIA:
- QUANTIFICA A IMPORTÂNCIA RELATIVA DE CADA EXIGÊNCIA DO CONSUMIDOR PARA A CIA. - PESO = B x E x F B - GRAU DE IMPORTÂNCIA E - TAXA DE MELHORIA F - VALOR DO PONTO DE VENDAS

46
H) PESO RELATIVO (%): - QUANTIFICA A IMPORTÂNCIA DE CADA EXIGENCIA DO CONSUMIDOR EM PORCENTAGEM: PESO RELATIVO DO ITEM J = ONDE N = NUMERO DE ITENS J = ITEM PARTICULAR - DEVE SER USADO COMO UM GUIA PARA SELECIONAR UMA EXIGÊNCIA CHAVE EM QUE SE CONCENTRAR.

47
I ) REQUISITOS TÉCNICOS:
- DESENVOLVA A LISTA USANDO A EXPERIÊNCIA E DADOS EXISTENTES; - USAR DIAGRAMA DE AFINIDADES, DIAGRAMA DE ÁRVORE; - TENTE NÃO INCLUIR MACANISMAOS; - USAR ELEMENTOS MENSURÁVEIS.

48
J ) REQUISITOS ESPECIAIS
- NORMAS, PADRÕES; - EXIGÊNCIAS LEGAIS; - DEVEM SER INCLUIDOS, MAS NORMALMENTE NÃO APARECEM NA LISTA DE EXIGÊNCIAS DOS CONSUMIDORES.

49
K ) PESO DA IMPORTÂNCIA:
- QUANTIFICA A IMPORTÂNCIA DE CADA REQUISITO TÉCNICO: VALOR DAS RELAÇÕES x IMPORTÂNCIA RELATIVA

50
L ) PESO RELATIVO (%) - (REFERENTE A REQUISITOS TÉCNICOS)
- QUANTIFICA A IMPORTANCIA RELATIVA DE CADA REQUISITO TÉCNICO EM PORCENTAGEM; - PESO RELATIVO = ONDE N = NÚMERO DE ITENS J = ITEM PARTICULAR - NESTE PONTO A CASA DA QUALIDADE CONTEM SUFICIENTE INFORMAÇÃO PARA ESCOLHER ALGUNS REQUISITOS TECNICOS, NOS QUAIS DEVE-SE FOCAR PLANEJAMENTO ADICIONAL; - REGRA GERAL: 3 A 5; - MELHORES CANDIDATOS SÃO OS QUE TEM UM MAIOR VALOR DE N.

51
x M ) COMPARAÇÃO TÉCNICA:
IDENTIFICA O NÍVEL DE ATENDIMENTO DA CIA. E DE COMPETIDORES COM RELAÇÃO AOS REQUISITOS TECNICOS. N ) MOVIMENTO DO VALOR ALVO: - SIMBOLOS: : AUMENTAR VALOR : DIMINUIR VALOR x : ENCONTRAR UM VALOR NOMINAL ESPECIFICADO.
 MOVIMENTO DO VALOR ALVO: - SIMBOLOS: : AUMENTAR VALOR. : DIMINUIR VALOR. x. : ENCONTRAR UM VALOR NOMINAL ESPECIFICADO.")
52
O ) VALORES ALVO: - DEVE-SE ASSINALAR VALORES ALVO PARA OS VÁRIOS REQUISITOS TECNICOS ESCOLHIDOS PARA: * ESTABELECER METAS CONCRETAS PARA OS ENGENHEIROS; * AJUDAR A DEFINIR AÇÕES FUTURAS QUE ASSEGURARÃO QUE AS EXIGÊNCIAS DOS CONSUMIDORES SERÃO LEVADAS EM CONSIDERAÇÃO ATRAVÉS DO PROCESSO DE PROJETO.

53
* X P ) MATRIZ DE CORRELAÇÃO:
COMPARA REQUISITOS TÉCNICOS, UNS COM OUTROS, PARA: - IDENTIFICAR COMPLEMENTARIEDADE OU CONFLITOS NOS ESTÁGIOS INICIAIS DE PROJETO; - APONTAR ÁREAS ONDE DECISÕES CONCERNENTES A “TRADE- OFFS” SÃO NECESSÁRIAS. - SIMBOLOS: FORMENTE POSITIVA POUCO POSITIVA X POUCO NEGATIVA * FORTEMENTE NEGATIVA

54
VI O DESDOBRAMENTO fase I fase II fase III fase IV planejamento
do produto desdobramento das peças planejamento do processo planejamento da produção operações chaves requisitos técnicos caract. das peças requisitos de produção consumidor desejos requisitos projeto das peças caracte’risticas operaçoões chaves novo novo novo importante diífcil importante diífcil importante diífcil

55
FASE 1 - PLANEJAMENTO DO PRODUTO
MATRIZ - PLANEJAMENTO DO PRODUTO (CURA DA QUALIDADE) AV BENCHMARK DIAGRAMA DE AFINIDADES DIAGRAMA ARVORE - IDENTIFICAR AS NECESSIDADES DOS CLIENTES; - DETERMINAR O VALOR DE CADA CARACTERÍSTICA.
 AV. BENCHMARK. DIAGRAMA DE. AFINIDADES. DIAGRAMA. ARVORE. - IDENTIFICAR AS NECESSIDADES DOS CLIENTES; - DETERMINAR O VALOR DE CADA CARACTERÍSTICA.")
56
FASE 2 - PROJETO DO PRODUTO
* MATRIZ PROJETO DO PRODUTO * CARTA DE FUNÇÕES AV DIAGRAMA DE AFINIDADES BENCHMARK TAGUCHE (OTIMIZAÇÃO)
")
57
FASE 2 : PROJETO DO PRODUTO
OBJETIVO: TRADUZIR OS REQUISITOS TÉCNICOS-CHAVE VISTOS NA CASA DA QUALIDADE EM CARACTERÍSTICAS ESPECÍFICAS DAS PARTES. PARTES: SÃO ÍTENS TANGÍVEIS QUE COMPÕEM O PRODUTO OU SERVIÇO (ELEMENTOS, MATÉRIAS-PRIMAS OU SUB- SISTEMAS). ENTRADA PARA FASE II: - REQUISITOS TÉCNICOS PRIORITÁRIOS NA FASE I - VALORES-ALVO E PESOS DAS IMPORTÂNCIAS DESTES REQUISITOS RESULTADOS DESEJADOS: - IDENTIFICAÇÃO DE CARACT. DAS PARTES CHAVES - SELEÇÃO DE O MELHOR PROJETO.
. ENTRADA PARA FASE II: - REQUISITOS TÉCNICOS PRIORITÁRIOS NA FASE I. - VALORES-ALVO E PESOS DAS IMPORTÂNCIAS DESTES. REQUISITOS. RESULTADOS DESEJADOS: - IDENTIFICAÇÃO DE CARACT. DAS PARTES CHAVES. - SELEÇÃO DE O MELHOR PROJETO.")
59
FASE 3 : PROJETO DO PROCESSO
FMEA * CARTA PLANEJAMENTO PROCESSO * MATRIZ PLANEJAMENTO PROCESSO BENCHMARKING TAGUCHI (REDUZIR) VARIABILIDADE
 VARIABILIDADE.")
60
FASE 3: PLANEJAMENTO DO PROCESSO
ENTRADA: - CARACT. DAS PARTES DE ALTA PRIORIDADE (FASE 2) - VALORES ALVO E PESOS DE IMPORTÂNCIA - ETAPAS DO PROCESSO A SER UTILIZADO - CAPACIDADES - FMEAS SAÍDAS: - CARACT. CRÍTICAS DO PROCESO A SEREM CONTROLADAS - VALORES- ALVO
 - VALORES ALVO E PESOS DE IMPORTÂNCIA. - ETAPAS DO PROCESSO A SER UTILIZADO. - CAPACIDADES. - FMEAS. SAÍDAS: - CARACT. CRÍTICAS DO PROCESO A SEREM CONTROLADAS. - VALORES- ALVO.")
61
FASE 3: PLANEJAMENTO DE PROCESSO
OBJETIVO: DEFINIR COMO AS CARCTERÍSTICAS CRÍTICAS DAS PARTES, IDENTIFICADAS NO PLANEJAMENTO DO PRODUTO SERÃO SATISFEITAS. ENTRADAS: CARACT. DE ALTA PRIORIDADE DA FASE 2 VALORES-ALVO E PESOS RELATIVOS ETAPAS DOS PROCESSOS QUE SERÃO USADOS CAPACIDADES DO PROCESSO MODOS DE FALHAS PROCESSO SAÍDAS DESEJADAS: - IDENTIFICAÇÃO DE CARACTERISTICAS CRÍTICAS DO PROCESSO QUE TERÃO QUE SER CONTROLADAS - VALORES-ALVOS P/ ESTAS CARCTERISTICAS DO PROCESSO

62
CARTA DE PLANEJAMENTO DO CONTROLE DO PROCESSO
ENTRADAS: - CARACT. CRÍTICAS DO PROCESSO A SEREM CONECTADAS - ITENS PRIORITÁRIOS DO FMEA - VALORES CHAVES DAS CARACT. DAS PARTES MAIS IMPOR- TANTES SAÍDAS: PLANOS DETALHADOS P/ CHECAGEM E CONTROLE DAS CARACT. MAIS IMPORTANTES DO PROCESSO, COM OBJETIVO DE: - AJUDAR A ANTECIPAR E PREVENIR PROBLEMAS POTENCIAIAS - MINIMIZAR O MONTANTE DE VARIAÇÃO NOS PRODUTOS FINAIS

63
FASE 4 : PLANEJAMENTO DO CONTROLE DO PROCESSO
* CARTA DO PLANEJAMENTO DO CONTROLE DO PROCESSO BENCHMARKING

64
FASE 4: PLANEJAMENTO DO PROCESSO DE CONTROLE
OBJETIVO: DECIDIR COMO CARACTERÍSTICAS CHAVES DO PROCESSO SERÃO MANTIDAS CONSISTENTEMENTE. O PONTO NÃO É DECIDIR QUAIS CARACTERISTICAS DO PROCESSO DEVEM SER CONTROLADAS, MAS O GRAU DE CONTROLE EXIGIDO. ENTRADAS: * VALORES CARACTERÍSTICOS DO PROCESSO COLETADOS NA FASE 3 * ITENS PRIORITÁRIOS DETERNIMADOS PELO FMEA * VALORES CHAVES DAS CARACT. DAS PARTES SAÍDA: * AJUDAR A ANTECIPAR E PREVER PROBLEMAS EM POTENCIAL * MINIMIZAR A VARIAÇÃO NOS PRODUTOS FINAIS FMEA: ANÁLISE DE MODO DE FALHA E EFEITOS

65
ESTUDO DE CASO

66
ESTUDO DE CASO : Exercício 1 : pizza de queijo. Lista de formulações de consumidores, grau de importância, avaliação da nossa cia, cia a, cia b, * = pontos de vendas - o molho deve cobrir toda a massa ,6 3,2 4,0 - bastante queijo , , ,6 - pedaços grandes , , ,7 - peças uniformes , , ,3 - deve estar quente quando da entrega ,0 2,0 4,0 - não gruda na embalagem ,0 4,0 3,0 - entrega rápida ,0 2,0 3,0 * - deve estar levemente tostada ,0 2,0 3,0 - fácil de tirar da embalagem ,0 2, ,0 - bastante cobertura ,0 2,0 3,0 - não gosto de molho aguado ,0 4,0 3,0 Exercício 2 : Formular requisitos técnicos para os requisitos dos consumidores. Exercício 3 : Preencher a Casa da Qualidade com os elementos disponíveis, fazer a matriz de Correlações. Exercício 4 : Preencher a matriz de Projeto de Produto Exercício 5 : Preencher a matriz de Projeto de Produto Exercício 6 : Preencher a matriz de Planejamento e Controle do Processo

67
BASTANTE COBERTURA PEDAÇOS GRANDES ENTREGA RÁPIDA BASTANTE QUEIJO

68
MOLHO NÃO AGUADO NÃO GRUDAR NA EMBALAGEM LEVEMENTE TOSTADA NÃO GORDUROSO

69
OPÇÕES DE TIPOS MOLHO COBRE TODA MASSA MAIS OPÇÕES DE COBERTURA PEDAÇOS UNIFORMES

70
TUDO PRONTO DISTINGUIR MOLHOS SABOR/TEMPERO SEMPRE BOA PIZZA QUENTE

71
TODO FATIADO NÃO DEIXE CAIR NADA EM CIMA

Apresentações semelhantes


.>")









>")







