Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Excelente poder de mistura X produtividade
Extrusão com dupla rosca correspondem a 10% dos processos de extrusão materiais de difícil processamento preparação de composto (compostagem): termoplástico com FV termoplástico com carga concentrados ou “masterbaches” - Excelente poder de mistura X produtividade
: termoplástico com FV. termoplástico com carga. concentrados ou masterbaches - Excelente poder de mistura X produtividade.")
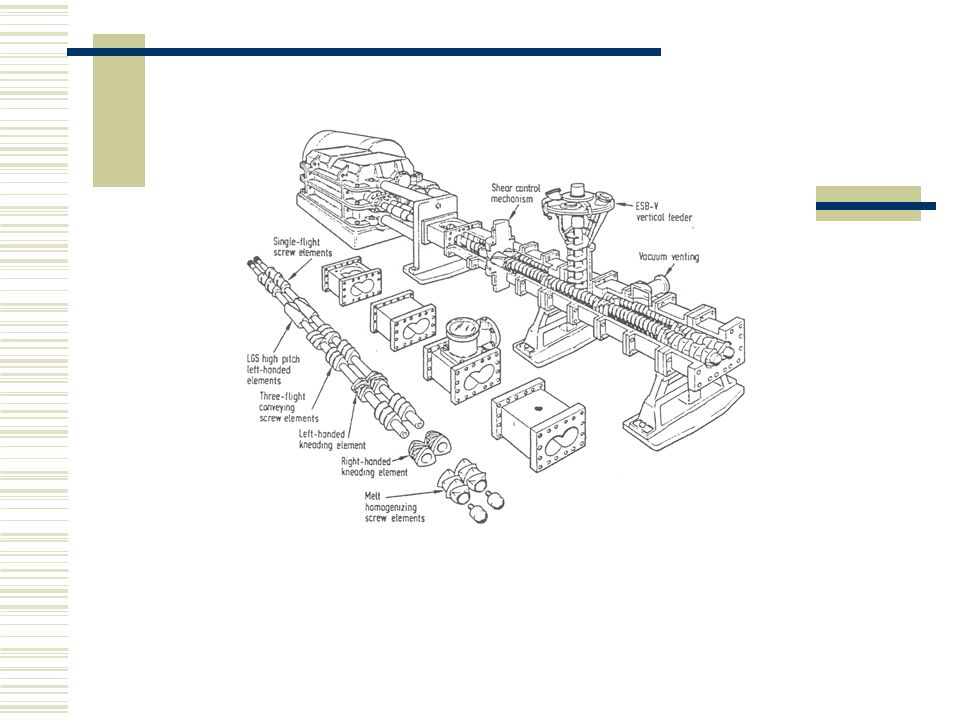
2
Co-rotacional Contra-rotacional O movimento relativo do filete de uma rosca no canal da outra funciona como uma pá que empurra o material para frente, alternando de um rosca para outra e de um canal para outro.

3
+ + Co-rotante (co-rotacional)
- Maior ação de mistura – alternância de fluxo Maior quantidade de material é exposta as paredes aquecidas do barril em função do fundido polimérico contornar todo o canal. Contra-rotacional Material é conduzido para a junção (região de intercalação). Maior produtividade (1200 rpm) Maior controle de temperatura Auto-limpante Articulada Alta eficiência de mistura Aq. térmico rápido e uniforme Auto-limpante + +
. Maior produtividade (1200 rpm) Maior controle de temperatura. Auto-limpante. Articulada. Alta eficiência de mistura. Aq. térmico rápido e uniforme. Auto-limpante. + +")
4
Contra-rotante ou contra-rotacionais:
Material é conduzido para a junção (região de intercalação) Baixa ação de mistura, baixo e alto bombeamento. Baixa temperatura do fundido extrusão de polímeros sensíveis a T (Ex: PVC). Baixa produção (60 rpm) Difícil controle de T Desgaste não-uniforme do barril - Não articulada
 Baixa ação de mistura, baixo e alto bombeamento. Baixa temperatura do fundido extrusão de polímeros sensíveis a T (Ex: PVC). Baixa produção (60 rpm) Difícil controle de T. Desgaste não-uniforme do barril. - Não articulada.")
5
Mono-rosca Dupla-rosca
Transporte facilitado devido a intercalação das rosca. Perfil de vel. mais complexa: na mistura transferência de calor > capacidade de fusão controle de T dentro da extrusora Desvantagens: difícil descrição do fluxo – análise de simulação. roscas são moduladas grau de flexibilidade na otimização de perfis de rosca e barril. Transporte do tipo fluxo induzido (arraste) – algumas vezes acarreta em dificuldade de alimentação. perfil de vel. mais simples – movimento zig-zag dentro do canal de dosagem em direção a saída da rosca.
 – algumas vezes acarreta em dificuldade de alimentação. perfil de vel. mais simples – movimento zig-zag dentro do canal de dosagem em direção a saída da rosca.")
7
Sistema de Peletização: macarrão e corte cabeça
Matriz com vários furos Formação de um espaguete Banheira com água Geração de longos (palitos) ou finos (pós)
 ou finos (pós)")
8
Evita o manuseio de vários espaguetes e a formação de longos e finos
2) Corte na Cabeça Evita o manuseio de vários espaguetes e a formação de longos e finos Sistema complexo Altas vazões e matriz com várias aberturas Grânulos cortados na face da matriz ar ar e água (water ring) água (underwater)
 Corte na Cabeça. Evita o manuseio de vários espaguetes e a formação de longos e finos. Sistema complexo. Altas vazões e matriz com várias aberturas. Grânulos cortados na face da matriz. ar. ar e água (water ring) água (underwater)")
9
8- Bomba de engrenagem (opcional)
9- Cabeçote de CC (fixo) 10- Cabeçote de CC (móvel) 11- Centrifuga 12- Peneiras classificatórias 13- Soprador de ar 14- Reservatório de água 15- Filtro e bomba Componentes: 1 e 2- Funil de Alimentação 3- Alimentadores/Dosadores 4- Alimentador 5- Entrada de alimentação na extrusora 6- Motor e mancal de apoio 7- Degasagem
 10- Cabeçote de CC (móvel) 11- Centrifuga. 12- Peneiras classificatórias. 13- Soprador de ar. 14- Reservatório de água. 15- Filtro e bomba. Componentes: 1 e 2- Funil de Alimentação. 3- Alimentadores/Dosadores. 4- Alimentador. 5- Entrada de alimentação na extrusora. 6- Motor e mancal de apoio. 7- Degasagem.")
10
Matrizes para Extrusão
Principais Fundamentos Distribuidor: Distribuir o fundido com pressões iguais nas direções x e y. Importante em alguns casos e desnecessários em outros. b) Canais de convergência: Canais com a função de convergir o fluxo do fundido para o paralelo da matriz e a saída da matriz c) Paralelos e saída da matriz Paredes paralelas cuja função é controlar o inchamento do extrudado, estabilizar o fluxo, aquecedores elétricos presentes nessa região podem homogeneizar a temperatura da massa ou aquecer de forma diferenciada.
 Canais de convergência: Canais com a função de convergir o fluxo do fundido para o paralelo da matriz e a saída da matriz. c) Paralelos e saída da matriz. Paredes paralelas cuja função é controlar o inchamento do extrudado, estabilizar o fluxo, aquecedores elétricos presentes nessa região podem homogeneizar a temperatura da massa ou aquecer de forma diferenciada.")
11
Função da matriz: Distribuir o polímero que esteja fundido e devidamente plastificado através de canais, no formato desejado, bem como garantir a uniformidade das dimensões e homogeneidade da temperatura do produto e ainda garantir um fluxo volumétrico balanceado. Requisitos: - criar queda de pressão adequada ao longo do comprimento. - devem ter canais suaves - não apresentar pontos de estagnação (pts mortos) - baixas tensões e balanceamento de fluxo - reduzidas quantidades de emendas ou linhas de solda.
 - baixas tensões e balanceamento de fluxo. - reduzidas quantidades de emendas ou linhas de solda.")
12
Conceitos necessários para compreender o fluxo em matrizes:
Perfil de velocidades desenvolvidos Taxa e tensão de cisalhamento Equações (para simulação) Aquecimento por cisalhamento e seus efeitos sobre a massa fundida. Efeitos viscoelásticos (inchamento do extrudado e instabilidade do fluxo). Se o polímero fluísse como um bloco seria fácil projetar uma matriz. Entretanto, fluidos tendem a escoar pelos caminhos mais fáceis ou de menor resistência. BALANCEAMENTO DE FLUXO Processamento de termoplásticos – Silvio Manrich
 Aquecimento por cisalhamento e seus efeitos sobre a massa fundida. Efeitos viscoelásticos (inchamento do extrudado e instabilidade do fluxo). Se o polímero fluísse como um bloco seria fácil projetar uma matriz. Entretanto, fluidos tendem a escoar pelos caminhos mais fáceis ou de menor resistência. BALANCEAMENTO DE FLUXO. Processamento de termoplásticos – Silvio Manrich.")
13
Processos Baseados em Extrusão:
1) Extrusão de Tubos e Canos Tubos – diâmetro inferior a 12,7mm (1/2 in) Materiais mais utilizados: PE e PVC (canos) e PVC, PA, POM (tubos).
 Extrusão de Tubos e Canos. Tubos – diâmetro inferior a 12,7mm (1/2 in) Materiais mais utilizados: PE e PVC (canos) e PVC, PA, POM (tubos).")
14
Matriz do tipo arranha forma frentes de fluxo
(2 patas) Matriz do tipo arranha forma frentes de fluxo União no mandril linhas de solda no sentido longitudinal Se a matriz for bastante comprida e mantida a T elevada o material contido na linha de emenda irá fluir bastante tempo junto formando linhas de solda fortes.
 Matriz do tipo arranha forma frentes de fluxo. União no mandril linhas de solda no sentido longitudinal. Se a matriz for bastante comprida e mantida a T elevada o material contido na linha de emenda irá fluir bastante tempo junto formando linhas de solda fortes.")
15
Dimensionamento da matriz (considerar o inchamento do extrudado)
D1: diâmetro interno da matriz D2: diâmetro externo da matriz D: diâmetro externo do tubo SR: espessura da parede do tubo IE: razão de inchamento (%) Entrada de ar- furo freqüentemente deixado aberto para equalizar a pressão externa com a pressão interna e muitas vezes este furo é conectado com uma linha de ar comprimido com a finalidade de se aumentar a pressão interna no tubo
 Entrada de ar- furo freqüentemente deixado aberto para equalizar a pressão externa com a pressão interna e muitas vezes este furo é conectado com uma linha de ar comprimido com a finalidade de se aumentar a pressão interna no tubo.")
16
Matriz transversal para extrusão de tubos e canos
Extrusão livre: puxamento em um banho de água, resfriamento e dimensões estabelecidas. Saída da matriz Placas calibradoras Sistema de calibração Calibrador a vácuo Estiramento a taxa de estiramento é calculada dividindo-se a área de abertura da matriz pela área do artigo em questão

17
Rolos refrigerados individualmente chill-roll
Extrusão de Filmes: Tubulares e Planos Filmes Planos (Chapas) Chapas: espessura maior que 0,2 a 2,5mm, rígidas e utilizadas em termoformagem Elevada produtividade e boa uniformidade de espessura (10 a 20m) puxadores Extrusora Rolos refrigerados individualmente chill-roll Bobina
 Chapas: espessura maior que 0,2 a 2,5mm, rígidas e utilizadas em termoformagem. Elevada produtividade e boa uniformidade de espessura (10 a 20m) puxadores. Extrusora. Rolos refrigerados individualmente chill-roll. Bobina.")
18
Matrizes Planas – Flat Die
Canal de Alimentação -sentido transversal distribui o material a partir da entrada (portal) - formato tradicional é o circular, mas existem outros formatos. b) Estrangulador ou restritor - espessura pequena dimensões balanceadas para promover fluxo cte. c) Câmara de relaxações - seções mais espessas que se localizam após o restritor - vel. de fluxo diminui vantagem? - nível de relaxação: tipo de polímero, temperatura e vazão e geometria das seções de alimentação e restrição.
 - formato tradicional é o circular, mas existem outros formatos. b) Estrangulador ou restritor. - espessura pequena. dimensões balanceadas para promover fluxo cte. c) Câmara de relaxações. - seções mais espessas que se localizam após o restritor. - vel. de fluxo diminui vantagem - nível de relaxação: tipo de polímero, temperatura e vazão e geometria das seções de alimentação e restrição.")
19
d) Lábios - seção final - ajuste da espessura do filme - correção de variação na espessura (reguladores móveis e independentes). Matriz T Mais usado em chapas Materiais com alta fluidez Recobrimentos

20
- Pressão deve ser igual na direção X
Matriz “rabo de peixe” Matriz distributiva Controle da pressão em matrizes planas Um dos parâmetros mais importantes (fluxo regular e estável com o menor número de tensionamento – evita queima e degradação). - Pressão deve ser igual na direção X
. - Pressão deve ser igual na direção X.")
21
Simulação: – volumes de controle (reologia do polímero, geometria, temperatura, vazão, propriedades de superfície da matriz (acabamento superficial). Perda de pressão em volumes pré-estabelecidos e Px=zero. Ideal: fluxo uniforme nos lábios- projetar lábios reguláveis e projetar dimensões do alimentador, restritor e das demais câmaras de forma a compensar os diferentes comprimentos de fluxo.

22
Variação na espessura:
Alteração mínima de propriedades Alterações de equações Pseudoplasticidade do polímero Aditivos Parâmetros de processo Controle de espessura: Regular a distância entre os lábios da matriz Distanciadores: regulagem de bordas de chapas e filmes Puxadores: para atingir a espessura desejada e para alteração de propriedades.

23
Filmes Tubulares

24
1. Extrusoras 2. Matriz e refrigeração 3. Dimensionamento 4. Medidor de espessura 5. Puxador 6. Controle de margem 7. Enrolador 8. Sistema de automação

25
Extrusão de biopolímero
Extrusão multicamada Extrusão de biopolímero

26
Matriz para filmes tubulares
Tipo aranha Em espiral

27
Variáveis do processo: Temperatura (viscosidade)
Ideal: Evitar flutuações de temperaturas (viscosidade cte) Exemplos: LDPE ( C), LLDPE ( C), HDPE ( C) e PP ( C). T: brilho, opacidade, resistência mecânica, bloqueio 2) Razão de Insuflamento (RI) – estiramento no sentido circunferencial LDPE (2 a 3:1) LLDPE (2,4 a 3:1) HDPE (2,8 a 5,8:1) RI resistência ao impacto transparência estabilidade dimensional
 Exemplos: LDPE ( C), LLDPE ( C), HDPE ( C) e PP ( C). T: brilho, opacidade, resistência mecânica, bloqueio. 2) Razão de Insuflamento (RI) – estiramento no sentido circunferencial. LDPE (2 a 3:1) LLDPE (2,4 a 3:1) HDPE (2,8 a 5,8:1) RI resistência ao impacto transparência estabilidade dimensional.")
28
3) Linhas de névoa (ou de resfriamento)
Passagem de líquido para sólido ponto onde a temperatura fica imediatamente abaixo da Tm do material ponto de recristalização (30 a 60 cm acima da matriz) Acima desse ponto o diâmetro é definitivo Linha de névoa deve ser horizontal
 Acima desse ponto o diâmetro é definitivo. Linha de névoa deve ser horizontal.")
29
Processo Tubular Espaço físico reduzido para produção Exige altura de instalação do equipamento Boa flexibilidade de operação Melhor distribuição de espessura Filme produzido sem cortes e bordas variação de espessura de 5% Espessura de 12 a 30 m Balanceamento de resistência em duas direções Processo Plano Produtividade elevada Ótima capacidade para produção de filmes com capacidade específica ótimo controle operacional fácil manutenção mecânica variação de espessura de 10% Espessura de 15 a 60 m Melhores propriedades de rigidez

Apresentações semelhantes


















>")
