Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Processamento Mineral II
FLOTAÇÃO Processamento Mineral II Profa Elenice Schons Engenharia de Minas - UNIPAC

2
CONCEITOS Compreende uma separação feita numa suspensão em água (polpa). A diferenciação entre as espécies minerais é dada pela capacidade de suas partículas se prenderem a bolhas de gás (geralmente ar).
.")
3
CONCEITOS A propriedade de determinadas espécies minerais capturarem bolhas de ar no seio da polpa é designada por hidrofobicidade (substâncias apolares). A maioria das espécies minerais imersas em água tendem a molhar sua superfície, ou seja, têm maior afinidade pela fase líquida, comportamento chamado de hidrofilicidade (substâncias polares).
. A maioria das espécies minerais imersas em água tendem a molhar sua superfície, ou seja, têm maior afinidade pela fase líquida, comportamento chamado de hidrofilicidade (substâncias polares).")
4
CONCEITOS MINERAL H2O Ar Mineral Hidrofílico Mineral Hidrofóbico

5
CONCEITOS Grafita Calcopirita Hidrofóbico Hidrofílico
Ângulo de contato Muito hidrofílico Muito hidrofóbico

6
FENÔMENOS INTERFACIAIS
A palavra “flotação” é um anglicismo (palavra inglesa introduzida na nossa língua) que já está consagrada pela falta de um termo melhor em português.
 que já está consagrada pela falta de um termo melhor em português.")
7
FENÔMENOS INTERFACIAIS
Os fundamentos das técnicas que exploram características de superfície estão em um campo da ciência conhecido como “Fenômenos Interfaciais”. Uma fase pode ser definida como uma porção homogênea, fisicamente distinta e mecanicamente separável de um sistema. A transição de propriedades entre duas fases se faz de maneira gradual ao longo de uma região espacial, que apresenta uma de suas dimensões extremamente reduzida chamada de interface.

8
FENÔMENOS INTERFACIAIS
A interface é a região do espaço entre duas fases da matéria e com propriedades diferentes das propriedades que a compõem. Considerando-se os três estados da matéria, é possível identificar cinco interfaces : sólido/sólido, sólido/líquido, sólido/gás, líquido/gás e líquido/líquido.

9
FENÔMENOS INTERFACIAIS
Uma interface sólido/sólido é exemplificada por uma partícula mineral recoberta por lamas de outra espécie, através de um mecanismo essencialmente de atração eletrostática, fenômeno conhecido como “slimes coating”, importante na flotação devido à perda de identidade superficial da partícula.

10
FENÔMENOS INTERFACIAIS
Uma partícula mineral imersa em meio aquoso caracteriza uma interface sólido/líquido. Uma bolha de gás aderida a uma partícula mineral exemplifica uma interface sólido/gás, supondo-se que no momento da adesão a película que circunda a bolha sofra um processo de afinamento até a ruptura.

11
FENÔMENOS INTERFACIAIS
Alguns reagentes de flotação são imiscíveis em água, caracterizando uma interface líquido/líquido. A película líquida que envolve uma bolha é um exemplo de interface líquido/gás. A espessura da interface é muito pequena.

12
TENSÃO SUPERFICIAL A tensão superficial é um efeito que ocorre na camada superficial de um líquido que leva a sua superfície a se comportar como uma membrana elástica. É devida às fortes ligações intermoleculares, as quais dependem das diferenças elétricas entre as moléculas.

13
TENSÃO SUPERFICIAL A tensão superficial é uma conseqüência das interações intermoleculares. As moléculas ou íons que se acham na superfície de um sólido ou líquido estão sempre atraindo e sendo atraídos pelos seus vizinhos, por forças de dispersão e de van der Waals. Havendo mais vizinhos de um lado do que de outro da superfície, a atração resultante é em direção ao interior da fase, do que resulta sempre na minimização da área da superfície.

14
TENSÃO INTERFACIAL A tensão superficial se refere rigorosamente, a uma fase sólida ou líquida na presença de uma fase gasosa completamente inerte. Na prática, quase sempre temos interfaces. Refere-se sempre a tensões interfaciais, mais do que à tensão superficial.

15
TENSOATIVOS Os tensoativos são substâncias capazes de reduzir a tensão superficial. São substâncias anfifílicas, que têm parte da molécula polar, parte apolar. Essas substâncias adsorvem na interface água-ar, onde se orientam de maneira que a sua parte polar fique imersa na fase líquida, e a parte apolar fique compartilhada entre a fase líquida e a fase gasosa. Cobrem a superfície da água com um filme apolar, com interações intermoleculares mais fracas, que respondem pela redução na tensão superficial do líquido.

16
TENSOATIVOS A concentração micelar crítica (CMC) é aquela na qual os surfatantes formam micelas, isto é, as moléculas orientam-se, agregam-se e formam estruturas em solução.
 é aquela na qual os surfatantes formam micelas, isto é, as moléculas orientam-se, agregam-se e formam estruturas em solução.")
17
TENSOATIVOS

18
DUPLA CAMADA ELÉTRICA (DCE)
A maior parte das substâncias adquire uma carga elétrica superficial quando postas em contato com um meio polar (por exemplo, aquoso. Essa carga superficial influencia a distribuição no meio polar dos íons próximos a ela. Inicialmente a atração faz com que alguns íons positivos formem uma rígida camada adjacente ao redor da superfície do colóide; esta camada é conhecida como camada de Stern.

19
DUPLA CAMADA ELÉTRICA (DCE)
Outros íons positivos adicionais são atraídos pelo colóide negativo, mas estes são rejeitados pela camada de Stern, assim como por outros íons positivos que tentam aproximar-se ao colóide. Este equilíbrio dinâmico resulta na formação de uma camada difusa de contra-íons. Os contra-íons têm uma alta concentração próxima da superfície, a qual diminui gradualmente com a distância, até que se obtenha um equilíbrio com a concentração dos contra-íons no seio da solução.

20
DUPLA CAMADA ELÉTRICA (DCE)
Na camada difusa há uma deficiência de íons negativos, chamados co-íons, pois têm a mesma carga que o colóide. Sua concentração aumenta gradualmente ao afastar-se do colóide. Os contra-íons da camada de Stern mais os co-íons e contra-íons da camada difusa são os que juntos formam a dupla camada elétrica (DCE).
.")
21
DUPLA CAMADA ELÉTRICA (DCE)
")
22
ÂNGULO DE CONTATO A hidrofobicidade de um sólido pode ser avaliada diretamente pelo ângulo de contato θ entre as fases sólida, líquida e gasosa. Se o ângulo θ apresentar valores elevados, as bolhas espalham-se sobre a superfície e, portanto, o sólido que não foi molhado pelo líquido (meio aquoso) é considerado hidrofóbico.
 é considerado hidrofóbico.")
23
ÂNGULO DE CONTATO

24
PROBABILIDADE DE OCORRER A FLOTAÇÃO
P = PaPcPs Onde: P = probabilidade da flotação; Pa = probabilidade de adesão entre partículas hidrofóbicas e bolhas de ar; Pc = probabilidade de colisão partícula-bolha; Ps = probabilidade de formação de um agregado partícula-bolha estável.

25
PROBABILIDADE DE ADESÃO (Pa)
Está diretamente relacionada ao ambiente químico em um sistema de flotação. Poderá ser influenciada pela mineralogia, reagentes e condições da polpa.

26
PROBABILIDADE DE COLISÃO (Pc)
É influenciada pelo tamanho da partícula, da bolha e pelas condições hidrodinâmicas, sendo independente da hidrofobicidade da partícula.

27
PROBABILIDADE DE FORMAÇÃO (Ps)
Apresenta relação direta entre a força de adesão do agregado partícula-bolha e o ângulo de contato. Quanto maior o valor do ângulo maior é esta força e maior é o valor de Ps.

28
POTENCIAL ZETA (ζ) Na DCE, o único potencial que pode ser medido experimentalmente é o potencial zeta (ζ), isto é, o potencial medido no plano de cisalhamento entre a partícula e a solução, quando os dois estão em movimento relativo, na presença de um campo elétrico.
, isto é, o potencial medido no plano de cisalhamento entre a partícula e a solução, quando os dois estão em movimento relativo, na presença de um campo elétrico.")
29
CIRCUITOS DE BENEFICIAMENTO

30
FLOTAÇÃO DE SULFETOS Flotação coletiva (Bulk flotation): quando se flota simultaneamente, numa primeira operação, um grupo de minerais que apresentam características semelhantes de flotabilidade, visando um maior rendimento com menor custo.
: quando se flota simultaneamente, numa primeira operação, um grupo de minerais que apresentam características semelhantes de flotabilidade, visando um maior rendimento com menor custo.")
31
FLOTAÇÃO COLETIVA (BULK FLOTATION)
")
32
FLOTAÇÃO DE SULFETOS Flotação seletiva, seqüencial ou diferencial (Diferencial flotation): quando se flota as espécies minerais de forma separada para obter concentrados independentes de cada mineral útil que contenha a alimentação.
: quando se flota as espécies minerais de forma separada para obter concentrados independentes de cada mineral útil que contenha a alimentação.")
33
FLOTAÇÃO SELETIVA (DIFERENCIAL FLOTATION)
")
34
ENSAIOS DE MICROFLOTAÇÃO
Tubo de Hallimond Utiliza pequenas quantidades de minerais puros (1 g). Possui a principal vantagem o fácil manuseio. A célula é facilmente desmontável, permitindo a medida de pH antes e após os testes. O sistema de agitação magnética é incompatível com os minerais ferromagnéticos (magnetita).
. Possui a principal vantagem o fácil manuseio. A célula é facilmente desmontável, permitindo a medida de pH antes e após os testes. O sistema de agitação magnética é incompatível com os minerais ferromagnéticos (magnetita).")
35
TUBO DE HALLIMOND

36
TUBO DE HALLIMOND

37
ENSAIOS DE MICROFLOTAÇÃO
Célula de Smith-Partridge modificada Utiliza pequenas quantidade de amostras (de 1 a 5 g). Não apresenta os problemas de incompatibilidade com os minerais ferromagnéticos.
. Não apresenta os problemas de incompatibilidade com os minerais ferromagnéticos.")
38
CÉLULA DE SMITH-PARTRIDGE

39
DOSAGEM E CÁLCULO DO CONSUMO DE REAGENTES
As dosagens de reagentes variam em função dos teores do minério na alimentação do circuito de flotação.

40
Dosagens de reagentes para flotação de minério de ferro (em g/t)
Teor da alimentação (% Fe) Depressor (amido) Coletor (amina) - 30 400 120 30 – 40 500 40 – 45 100 45 – 50 80 50 – 55 70 55 – 57,5 600 50 57,5 – 60 700 60 – 65 800 40 + 65 1000 30
 Depressor. (amido) Coletor. (amina) – – – – – 57, ,5 – –")
41
TESTES DE LABORATÓRIO (mL)
Onde: C (mL) – consumo de solução de reagente em mL; M – massa de minério na alimentação da flotação, em g; d – dosagem do reagente utilizado, em g/t; c – concentração da solução do reagente, em %.
 – consumo de solução de reagente em mL; M – massa de minério na alimentação da flotação, em g; d – dosagem do reagente utilizado, em g/t; c – concentração da solução do reagente, em %.")
42
USINA E PLANTA PILOTO (L/min)
Onde: C(L/min) – consumo de solução de reagente em L/min; M – massa de minério na alimentação da flotação, em t/h; d – dosagem do reagente utilizado, em g/t; c – concentração da solução do reagente, em %.
 – consumo de solução de reagente em L/min; M – massa de minério na alimentação da flotação, em t/h; d – dosagem do reagente utilizado, em g/t; c – concentração da solução do reagente, em %.")
43
EXERCÍCIOS Calcular a quantidade de reagente necessária para realizar a flotação em bancada de 1200 g de um minério de ferro, cujo teor é 52% de ferro. A concentração da solução de depressor (amido) é 3% e a de coletor (amina) é 1%. Calcular a quantidade dos reagentes do exercício 1, necessária para uma usina concentrar 800 t/h daquele minério de ferro.
 é 3% e a de coletor (amina) é 1%. Calcular a quantidade dos reagentes do exercício 1, necessária para uma usina concentrar 800 t/h daquele minério de ferro.")
44
CÉLULA MECÂNICA São tanques projetados para receber continuamente a polpa a ser flotada por uma de suas faces laterais e descarregar a espuma pela sua parte superior e descarregar o restante da polpa com o deprimido pela face oposta.

45
CÉLULA MECÂNICA Utilizam-se conjuntos de células, onde o deprimido de uma alimenta a outra, em fluxo contínuo. Podem ser fechadas ou abertas lateralmente. A espuma é removida por descarga ou por bombeamento.

46
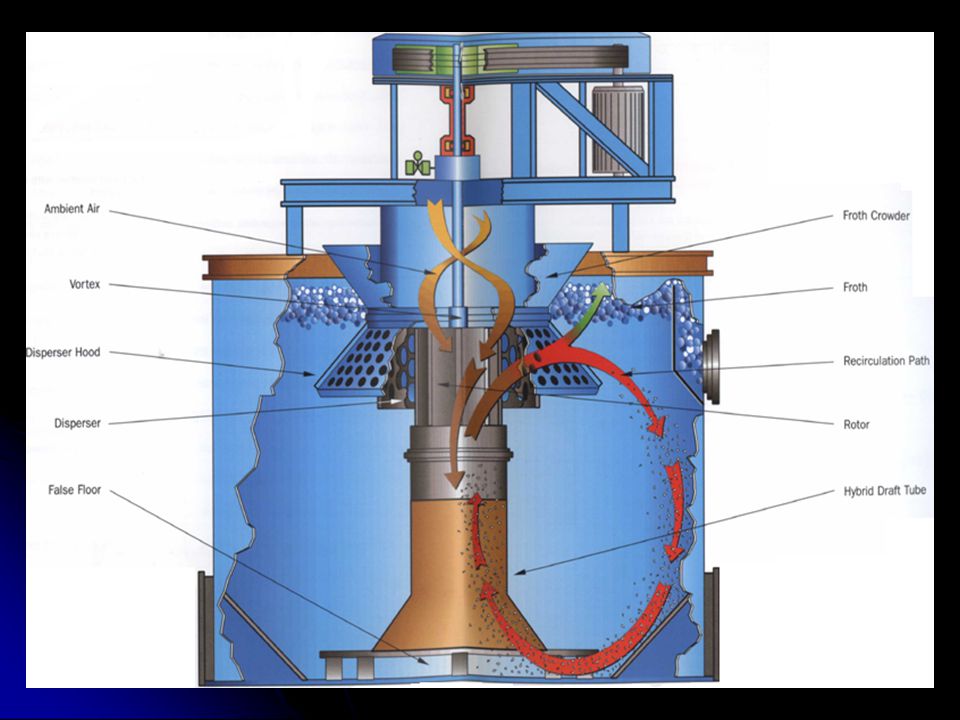
CÉLULA MECÂNICA A máquina de flotação é instalada dentro da célula e consiste de um rotor, cujo objetivo é manter a polpa em suspensão. O movimento rotacional do rotor gera uma pressão negativa dentro da polpa, favorecendo a entrada de ar, que é quebrado pelo estator.

47
CÉLULA MECÂNICA O ar pode ser injetado na célula.
As bolhas têm diâmetro de 1 mm. Para que o ar seja efetivo para carrear para cima o maior número possível de partículas coletadas, deve dispor de um grande número de bolhas de pequeno diâmetro.

50
FLOTAÇÃO EM COLUNA A concepção básica do processo de flotação em coluna foi desenvolvida no início da década de 60 por Boutin e Tremblay, que registraram no Canadá a primeira patente sobre esta tecnologia. A primeira implantação industrial usando essa tecnologia ocorreu em 1981 em Les Mines Gaspé, Canadá, onde uma coluna, operando em estagio de flotação cleaner de concentração de molibdenita, substituiu com sucesso um banco de células mecânicas.

51
FLOTAÇÃO EM COLUNA No Brasil, os primeiros trabalhos em laboratório ocorreram em 1985 e a primeira implantação industrial data de 1991, pela Samarco Mineração S.A.

54
FLOTAÇÃO EM COLUNA Identifica-se na coluna, duas zonas distintas:
Zona de coleta: também chamada de zona de recuperação ou zona de concentração, entre a interface polpa-espuma e o sistema de aeração;

55
FLOTAÇÃO EM COLUNA Zona de limpeza: também conhecida como zona de espuma, entre a interface polpa-espuma e o transbordo.

56
FLOTAÇÃO EM COLUNA A alimentação da polpa, devidamente condicionada, é feita a aproximadamente 2/3 da altura da coluna a partir de sua base. Na zona de coleta, as partículas provenientes da alimentação da polpa são contatadas em contracorrente com o fluxo de bolhas de ar produzido pelo aerador instalado na parte inferior da coluna.

57
FLOTAÇÃO EM COLUNA As partículas hidrofóbicas colidem e aderem às bolhas ascendentes, sendo então transportadas até a zona de limpeza, constituída por uma camada de espuma de aproximadamente 1 m de espessura. Por outro lado, as partículas hidrofílicas ou pouco hidrofóbicas e, portanto, não aderidas às bolhas, são removidas na base da coluna.

58
FLOTAÇÃO EM COLUNA Na parte superior da coluna é adicionado água de lavagem com auxílio de dispersores, visando permitir uma adequada distribuição da água no interior da camada de espuma. A água de lavagem desempenha um papel de fundamental importância nesse processo para a eliminação de partículas arrastadas pelo fluxo ascendente (normalmente de materiais contaminantes) e para a estabilização da espuma.
 e para a estabilização da espuma.")
59
FLOTAÇÃO EM COLUNA

60
FLOTAÇÃO EM COLUNA Os distribuidores de água de lavagem podem ser classificados em internos e externos: o distribuidor externo é instalado acima da camada de espuma e apresenta as vantagens de estar protegido por partículas sólidas e de permitir a sua inspeção visual durante a operação. O distribuidor interno é instalado abaixo do transbordo da espuma e apresenta a vantagem de ser mais eficiente e produzir um material flotado com maior concentração de sólidos. Apresenta como desvantagens inspeção difícil, entupimento dos orifícios e parte da área transversal da coluna é obstruída. São instalados entre 10 e 20 cm abaixo do nível do transbordo.

61
FLOTAÇÃO EM COLUNA O sistema de aeração de uma coluna constitui componente fundamental na sua operação. Um gerador de bolhas eficiente é aquele capaz de gerar bolhas de 0,5 a 2,0 mm de diâmetro com velocidade superficial de ar de 1,0 a 3,0 cm/s. Os tipos de aeradores podem ser classificados em internos e externos.

62
FLOTAÇÃO EM COLUNA Os aeradores internos podem ser rígidos (cerâmica, aço sinterizado, poliproprileno microporoso) e flexíveis (borracha perfurada e tela de filtro). Os aeradores internos têm como principal desvantagem o entupimento. Os aeradores externos são aqueles onde a água e o ar sob pressão ou polpa e ar são misturados e injetados na coluna.
 e flexíveis (borracha perfurada e tela de filtro). Os aeradores internos têm como principal desvantagem o entupimento. Os aeradores externos são aqueles onde a água e o ar sob pressão ou polpa e ar são misturados e injetados na coluna.")
63
FLOTAÇÃO EM COLUNA Os aeradores externos têm como principal vantagem a possibilidade de remoção, inspeção e substituição dos injetores com a coluna em operação. Embora esses aeradores representem um significativo avanço tecnológico, são de difícil operação e apresentam entupimentos freqüentes devido à obstrução dos furos das lanças pelas impurezas da água.

64
FLOTAÇÃO EM COLUNA Os aeradores que utilizam a mistura ar-água sob pressão vêm entrando em desuso e sendo substituídos por aeradores que utilizam somente ar. Esse tipo de aerador consiste de um tipo de lança com um único orifício na sua extremidade para a saída de ar a uma velocidade próxima à do som, dispensando o uso de água.

65
FLOTAÇÃO EM COLUNA A coluna de flotação difere da célula mecânica em quatro aspectos básicos: Geometria (relação altura/diâmetro); Água de lavagem; Ausência da agitação mecânica; Sistema de geração de bolhas.

66
TERMINOLOGIA Hold up (%): é a fração volumétrica ocupada por uma das três fases em um dado ponto da coluna. Velocidade superficial (cm/s): é a relação entre a vazão volumétrica de determinada fase e a área da seção transversal da coluna.
: é a relação entre a vazão volumétrica de determinada fase e a área da seção transversal da coluna.")
67
TERMINOLOGIA Velocidade intersticial (cm/s): é a relação entre a vazão volumétrica de determinada fase por unidade de área disponível para esta mesma fase. Velocidade relativa: é a velocidade resultante entre duas fases distintas. É obtida pela soma ou diferença das velocidades absolutas de cada fase.
: é a relação entre a vazão volumétrica de determinada fase por unidade de área disponível para esta mesma fase. Velocidade relativa: é a velocidade resultante entre duas fases distintas. É obtida pela soma ou diferença das velocidades absolutas de cada fase.")
68
TERMINOLOGIA Bias: é a fração da água de lavagem adicionada no topo da coluna que flui através da zona de limpeza. É quantificada pela diferença entre o fluxo de água do afundado e o fluxo de água na alimentação. Convencionalmente, o “bias” pode ser positivo ou negativo. Considera-se como “bias” positivo quando o fluxo de água no afundado for maior que o fluxo de água da alimentação.

69
TERMINOLOGIA Capacidade de carregamento (g/min.cm2): é a maior vazão mássica de sólidos que pode ser carregada por área de transbordo da coluna. Pode ser determinada experimentalmente mantendo-se as condições operacionais da coluna constantes e variando a sua taxa de alimentação de sólidos até atingir um valor máximo de material flotado
: é a maior vazão mássica de sólidos que pode ser carregada por área de transbordo da coluna. Pode ser determinada experimentalmente mantendo-se as condições operacionais da coluna constantes e variando a sua taxa de alimentação de sólidos até atingir um valor máximo de material flotado.")
70
TERMINOLOGIA Capacidade de transporte (g/min.cm2): é a vazão mássica de sólidos descarregada por área de transbordo da coluna em uma dada condição operacional. Nas colunas industriais de grande porte a capacidade de transporte deve ser no máximo igual a um terço da capacidade de carregamento.
: é a vazão mássica de sólidos descarregada por área de transbordo da coluna em uma dada condição operacional. Nas colunas industriais de grande porte a capacidade de transporte deve ser no máximo igual a um terço da capacidade de carregamento.")
71
TERMINOLOGIA Capacidade de transbordo (g/min.cm): é a relação entre a vazão mássica de polpa e o perímetro de transbordo da coluna. Industrialmente utiliza-se calhas internas para aumentar o perímetro de transbordo da coluna.
: é a relação entre a vazão mássica de polpa e o perímetro de transbordo da coluna. Industrialmente utiliza-se calhas internas para aumentar o perímetro de transbordo da coluna.")
72
TERMINOLOGIA Capacidade de carga (g/min.m3): é a maior vazão mássica de sólidos flotada por unidade volumétrica de ar.
: é a maior vazão mássica de sólidos flotada por unidade volumétrica de ar.")
73
TERMINOLOGIA Convenção de fluxos: são definidos como positivos os fluxos descendentes de sólido e líquido e o fluxo ascendente de ar.

74
VARIÁVEIS DA COLUNA Vazão de ar: é uma das variáveis mais importantes no controle do processo de flotação em coluna e tem um efeito significativo sobre a recuperação do material flotado. A recuperação do material flotado é crescente com o aumento da vazão de ar até atingir seu valor máximo, acima do qual ocorre a geração de turbulência na coluna.

75
VARIÁVEIS DA COLUNA Hold up do ar: é definido como uma fração volumétrica de ar contida em uma determinada zona da coluna. Pode ser medido utilizando-se manômetros de água.

76
VARIÁVEIS DA COLUNA Tamanho das bolhas: seu controle é importante devido ao seu efeito na eficiência de coleta e de transporte de partículas. A utilização de bolhas menores, com elevada área superficial, permite a obtenção de índices mais elevados de recuperação. Bolhas de tamanho muito reduzido possuem baixa velocidade de ascensão, podendo ser inferior à velocidade descendente da polpa, acarretando perdas.

77
VARIÁVEIS DA COLUNA Bias: representa a fração residual da água de lavagem que flui através da coluna e é o principal responsável pela ação de limpeza.

78
VARIÁVEIS DA COLUNA Convencionalmente, considera-se bias positivo quando esse fluxo residual se desloca para baixo, ou seja, a vazão de água de lavagem será suficiente para substituir a água de alimentação na fração flotada e promover uma fração de água nova para a base da coluna.

79
VARIÁVEIS DA COLUNA Água de lavagem – possui três funções básicas:
Substituir a água de alimentação na fração flotada minimizando o arraste hidráulico de partículas hidrofílicas; Aumentar a altura e estabilidade da camada de espuma; Reduzir a coalescência das bolhas.

80
VARIÁVEIS DA COLUNA Altura da camada de espuma: é importante na seletividade do processo. As colunas geralmente trabalham com alturas de 0,5 a 1,5 m. Pode ser dividida em três seções: Leito de bolhas expandidas; Leito de bolhas empacotadas; Espuma de drenagem convencional.

81
LEITO DE BOLHAS EXPANDIDAS
Ocorre acima da interface polpa-espuma e é o resultado de choques das bolhas com a interface, que gera uma onda de choques e, por conseqüência, a coalescência das bolhas formando um leito de bolhas expandidas.

82
LEITO DE BOLHAS EMPACOTADAS
Vai desde o topo da primeira seção até o ponto de introdução de água de lavagem. Embora o conteúdo fracional de líquido ainda permaneça elevado, verifica-se uma coalescência moderada das bolhas, causada pelo movimento das bolhas maiores que atravessam a camada de espuma, ainda com formato esférico.

83
ESPUMA DE DRENAGEM CONVENCIONAL
Ocorre acima do ponto de introdução de água de lavagem e consiste de uma espuma de drenagem convencional. O conteúdo fracional de líquido é menor que 20% e as bolhas apresentam a forma hexagonal.

84
CAMADA DE ESPUMA

85
CÉLULA MECÂNICA X COLUNA
Recuperação: a coluna tem como característica a possibilidade de gerar bolhas com tamanho controlado e diâmetros inferiores aos da célula, o que aumenta a probabilidade de colisão. Além disso, a ausência de agitação na zona de coleta permite uma menor taxa de descoleta das partículas. Na coluna o tempo de residência é maior, aumentando a seletividade do processo e conseqüente recuperação.

86
CÉLULA MECÂNICA X COLUNA
Teor: a coluna produz teores mais elevados. Isso se deve a: Ausência de turbulência; Altura elevada da camada de espuma; Utilização de água de lavagem.

87
CÉLULA MECÂNICA X COLUNA
Custo: a coluna possui menor investimento, para as mesmas capacidades. Isso se deve a: Menor número de etapas de flotação; Ausência de peças móveis e menor número de equipamentos auxiliares; Menor número de pontos de controle; Custo de manutenção mais baixo.

88
CÉLULA MECÂNICA X COLUNA
As colunas ocupam menor área operacional e seu controle é mais eficiente.

Apresentações semelhantes







 é um elemento importante no circuito elétrico. Um condensador consiste em dois condutores de qualquer formato,>")














