Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Ligas Metálicas Laminador seqüencial de perfis

2
Introdução Importâncias das Ligas Metálicas:
1. Conhecimento das ligas permite a seleção correta; 2. Explorar a combinação correta de características para uma aplicação específica; Necessidade de introduzir alguns processos de fabricação: Ligas Metálicas

3
Introdução aos Processos de Fabricação
Mecânicos (emprego de tensão metal no estado sólido) Metalúrgicos (emprego de temperatura metal no estado líquido) aplicada > ruptura aplicada < ruptura Taplicada < Tfusão Taplicada > Tfusão Metalurgia do pó Usinagem Fundição Lingotamento Laminação Forjamento Soldagem Trefilação Extrusão Ligas Metálicas
 Metalúrgicos. (emprego de temperatura metal no estado líquido) aplicada > ruptura. aplicada < ruptura. Taplicada < Tfusão. Taplicada > Tfusão. Metalurgia do pó. Usinagem. Fundição. Lingotamento. Laminação. Forjamento. Soldagem. Trefilação. Extrusão. Ligas Metálicas.")
4
Introdução aos Processos de Fabricação
Apresentação dos diversos processos: 1. Conformação Plástica - Laminação - Extrusão - Trefilação - Forjamento - Estampagem Ligas Metálicas

5
Introdução aos Processos de Fabricação
2. Fundição - Fundição em Molde de Areia - Fundição sob Pressão/Die Casting - Fundição de Precisão - Lingotamento Contínuo 3. Sinterização / Metalurgia do Pó 4. Soldagem Ligas Metálicas

6
Conformação Plástica dos Metais
Mecânicos (emprego de tensão metal no estado sólido) aplicada < ruptura Laminação Forjamento Trefilação Extrusão Tratamento Térmico das Ligas Metálicas
 aplicada < ruptura. Laminação. Forjamento. Trefilação. Extrusão. Tratamento Térmico das Ligas Metálicas.")
7
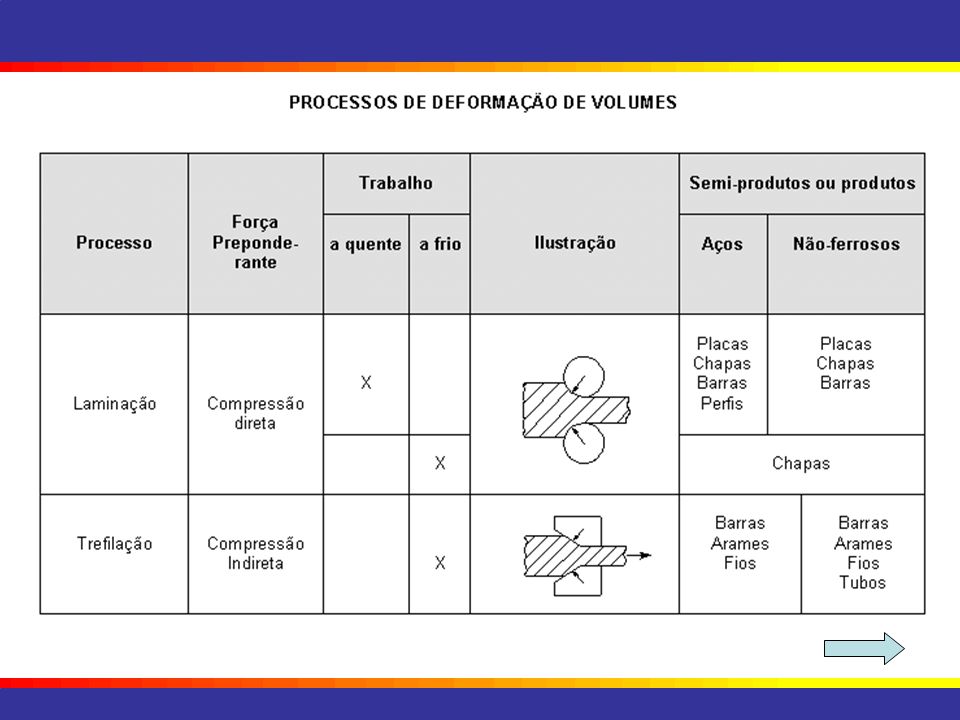
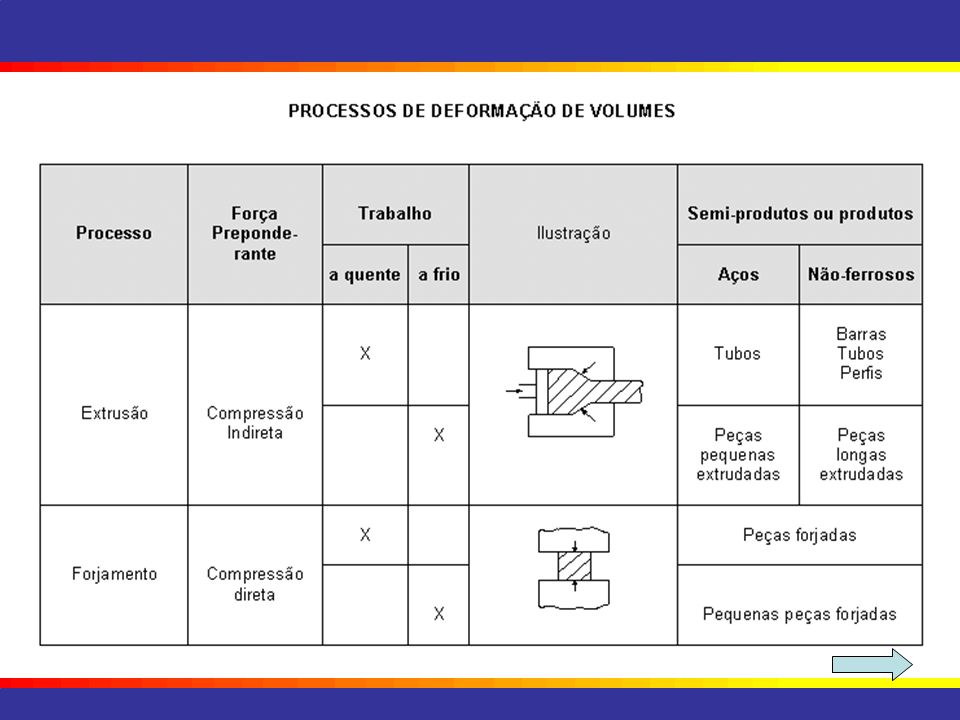
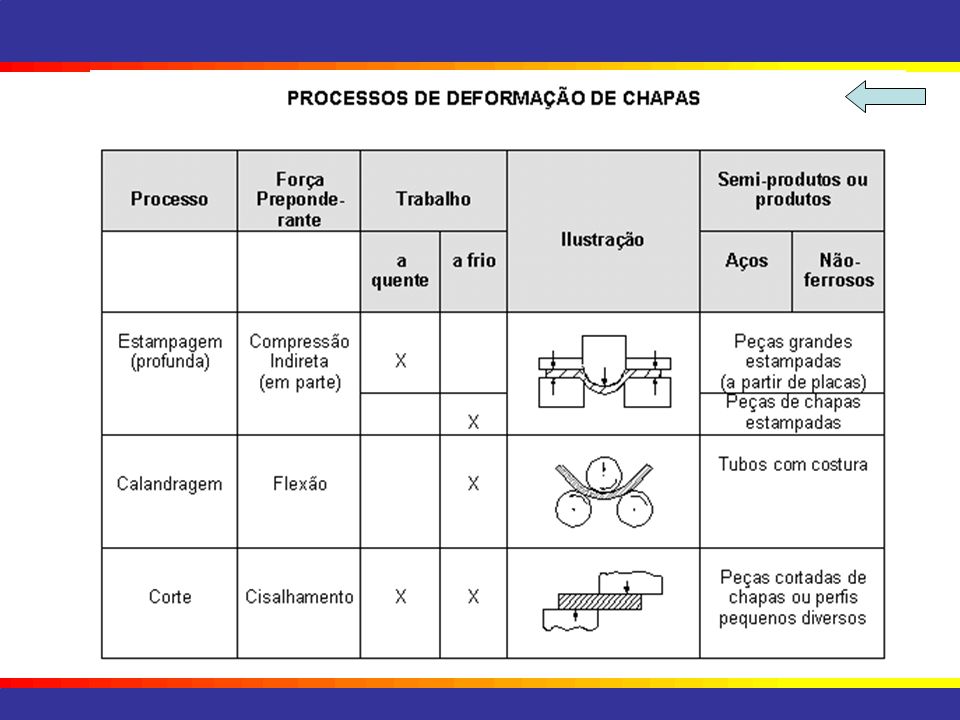
Classificação dos Processo de Conformação
Quadro dos processos 1 - tipo de esforço predominante: compressão direta flexão cisalhamento compressão indireta tração 2 - temperatura de trabalho: frio Tt < Trecr quente Tt > Trecr morno Tt ~ Trecr Ductilidade isotérmico Tt > Trecr e cte

8
Trabalho a frio Característica dos Processo em função da Temperatura
pequenas deformações (relativamente) encruamento elevada qualidade dimensional e superficial Trabalho a frio normalmente empregado para “acabamento” recuperação elástica equipamentos e ferramentas mais rígidos Exemplos: Diversas peças forjadas a frio
 encruamento. elevada qualidade dimensional e superficial. Trabalho a frio. normalmente empregado para acabamento recuperação elástica. equipamentos e ferramentas mais rígidos. Exemplos: Diversas peças forjadas a frio.")
9
Trabalho a quente Característica dos Processo em função da Temperatura
grandes deformações recozimento baixa qualidade dimensional e superficial Trabalho a quente normalmente empregado para “desbaste” peças grandes e de formas complexas contração térmica, crescimento de grãos, oxidação Exemplo: Ponta de eixo

10
Trabalho morno Trabalho isotérmico
Característica dos Processo em função da Temperatura reúne as características vantajosas do trabalho a frio e a quente Trabalho morno Exemplo: Auto-peças forjadas reúne as características do trabalho a quente peça e ferramentas apresentam temperaturas próximas Trabalho isotérmico possibilidade de grandes deformações a taxas de deformação reduzidas Exemplo: Palheta de turbina Tratamento Térmico das Ligas Metálicas

11
Classificação dos Processo de Conformação
3 - forma do produto final chapas, perfis laminação, forjamento, estampagem tubos, fios, barras trefilação, extrusão 4 - tamanho da região de deformação localizada laminação, trefilação, extrusão generalizada estampagem, forjamento 5 - produtos obtidos semi-acabados processos primários acabados processos secundários ou finais Tratamento Térmico das Ligas Metálicas

12
EXTRUSÃO DE BARRAS FORJAMENTO região de deformação localizada
definido processo quase estacionário volume de controle FORJAMENTO região de deformação generalizada processo intermitente volume de controle indefinido

13
(emprego de temperatura metal no estado líquido)
Fundição Metalúrgicos (emprego de temperatura metal no estado líquido) Taplicada > Tfusão Fundição Lingotamento Soldagem Tratamento Térmico das Ligas Metálicas
 Taplicada > Tfusão. Fundição. Lingotamento. Soldagem. Tratamento Térmico das Ligas Metálicas.")
14
Fundição « Solidificação do metal liquido em um molde, com a forma da peça desejada » Tratamento Térmico das Ligas Metálicas

15
Princípios de Fundição
Tratamento Térmico das Ligas Metálicas

16
Aplicação dos Fundidos
Mercado final Porcentagem de fundidos Automotivos e Caminhões leves 35% Tubulações 15% Equipamentos de construção, mineração e prospecção 6% Motores de Combustão Interna 5% Estrada de Ferro Válvulas Maquinaria de fazenda 3% Fundidos p/ municipalidades (grades, boca de lobo, etc.) Bombas e compressores 2% Outros mercados 21% Tratamento Térmico das Ligas Metálicas
 Bombas e compressores. 2% Outros mercados. 21% Tratamento Térmico das Ligas Metálicas.")
17
Seleção do Processo de Fundição
Qual a qualidade requerida da superfície do fundido? Qual a precisão dimensional necessária? Qual o número de peças solicitadas por pedido? Quais os tipos de modelo e macharia necessários? Qual o custo de fabricação do molde? Como o processo de fundição pode afetar o projeto do fundido? Existem três categorias principais para moldagem em fundição: 1. Moldagem em areia 2. Moldes permanentes 3. Cerâmica, gesso e especiais Tratamento Térmico das Ligas Metálicas

18
Fundição em Areia Operações básicas: Vantagens: Modelagem Moldagem
Macharia (quando necessário) Fusão Vazamento Desmoldagem Acabamento (rebarbação e limpeza) Vantagens: Dispensa de processos secundários limitação quanto ao tamanho da peça fabricada Geração de peças com geometria complexa Possibilidade de produção seriada Ampla faixa de acabamento e tolerância alcançadas (0,2 a 6 mm) Tratamento Térmico das Ligas Metálicas
 Fusão. Vazamento. Desmoldagem. Acabamento (rebarbação e limpeza) Vantagens: Dispensa de processos secundários. limitação quanto ao tamanho da peça fabricada. Geração de peças com geometria complexa. Possibilidade de produção seriada. Ampla faixa de acabamento e tolerância alcançadas (0,2 a 6 mm) Tratamento Térmico das Ligas Metálicas.")
19
Conceitos de Fundição em Areia
Tratamento Térmico das Ligas Metálicas

20
Fundição em Molde de Areia
Molde deve ser suficientemente forte para sustentar o peso do metal Molde « respirador », ou seja, gases formados no seu interior são expulsos Resistente a erosão Alta colapsibilidade, o que permite contrações do metal fundido durante sua solidificação Altamente separável do fundido Econômico Areia verde: É o processo mais utilizado, abrangendo cerca de 60% da produção mundial de fundidos Econômico e rápido Usado com a maioria dos metais Produção seriada OBS: Essa areia é na verdade uma mistura plástica de areia (natural ou sintética) + argila + H2O + outros aditivos eventuais. Basicamente não necessita de secagem forçada, sendo curada geralmente ao ar!!! Tratamento Térmico das Ligas Metálicas
 + argila + H2O + outros aditivos eventuais. Basicamente não necessita de secagem forçada, sendo curada geralmente ao ar!!! Tratamento Térmico das Ligas Metálicas.")
21
Fundição em Molde de Areia
Tratamento Térmico das Ligas Metálicas

22
Fundição em Molde de Areia
Confecção do molde em areia verde. Molde colapsável = 1 molde/peça Tratamento Térmico das Ligas Metálicas

23
Fundição em Molde de Areia
Alinhamento para colocação do macho. O macho serve para fazer as cavidades da peça. Tratamento Térmico das Ligas Metálicas

24
Fundição em Molde de Areia
Macho de areia com resina de cura à frio (mais resistente à erosão do que areia convencional. Tratamento Térmico das Ligas Metálicas

25
Fundição em Molde de Areia
Colocação a parte superior do molde, também em areia verde. Tratamento Térmico das Ligas Metálicas

26
Fundição em Molde de Areia
Desmoldagem ( quebra do molde e do macho). Tratamento Térmico das Ligas Metálicas
. Tratamento Térmico das Ligas Metálicas.")
27
Fundição sob Pressão INTRODUÇÃO CLASSIFICAÇÃO: Por Gravidade
Sob Pressão Baixa Pressão Alta Pressão VANTAGENS: ótimo acabamento superficial e sanidade maior alta velocidade de solidificação e propriedades menor reação metal / molde maiores tolerâncias e menores rebarbas DESVANTAGENS: maior custo inicial dos moldes produção de grandes séries técnicas especiais de refrigeração dos moldes limitações de peso, forma e dimensão utilização de moldes rígidos e impermeáveis Tratamento Térmico das Ligas Metálicas

28
Fundição sob Pressão POR BAIXA PRESSÃO
Caracterizado pela aplicação de uma força hidráulica que imprime uma velocidade relativamente elevada ao metal fundido, preenchendo rapidamente e completamente, as cavidades do molde Tratamento Térmico das Ligas Metálicas

29
Fundição sob Pressão Câmara quente : câmara de injeção encontra-se mergulhada no interior de um cadinho que contém o metal (o cadinho funciona de forno de manutenção e não de fusão). A pressão pode ser obtida por um pistão – máquinas de câmara quente por pistão – ou pelo ar comprimido - máquinas por pressão direta. Tratamento Térmico das Ligas Metálicas
. A pressão pode ser obtida por um pistão. – máquinas de câmara quente por pistão – ou. pelo ar comprimido - máquinas por pressão direta. Tratamento Térmico das Ligas Metálicas.")
30
Fundição sob Pressão Câmara fria : o dispositivo de injeção está separado do forno de fusão, obrigando à existência de um sistema independente de alimentação do metal à câmara de injeção, do tipo de uma colher, manual ou mecanizada Tratamento Térmico das Ligas Metálicas

31
Fundição sob Pressão Ligas de alumínio (650ºC - 790ºC podendo ir até 845ºC) 800 a 1200 bar Ligas de zinco (180ºC – 250ºC) 100 a 300 bar Ligas de magnésio (705ºC a 790ºC) 700 a 1000 bar Ligas de cobre (980ºC a 1250ºC) 800 a 1200 bar Tratamento Térmico das Ligas Metálicas
 700 a 1000 bar. Ligas de cobre (980ºC a 1250ºC) 800 a 1200 bar. Tratamento Térmico das Ligas Metálicas.")
32
Fundição de Precisão O processo de fundição de precisão, conhecido como "investment casting" ou fundição de cera perdida; Basicamente uma forma econômica de se fabricar componentes próximos de sua forma final, com precisão e bom acabamento superficial, em virtualmente todos os tipos de liga metálica. É um processo industrial com rígidos e refinados controles em cada etapa de fabricação. Tratamento Térmico das Ligas Metálicas

33
Lingotamento Contínuo
Metalúrgicos (emprego de temperatura metal no estado líquido) Taplicada > Tfusão Fundição Lingotamento Soldagem Tratamento Térmico das Ligas Metálicas
 Taplicada > Tfusão. Fundição. Lingotamento. Soldagem. Tratamento Térmico das Ligas Metálicas.")
34
Lingomento Contínuo Principais elementos do sistema: distribuidor
válvula submersa molde (resfriamento primário) agitador eletromagnético jaqueta refrigeração lubrificação zonas de sprays (resfriamento secundário) radiação livre (resfriamento terciário) desempeno corte Produto Final Sprays Panela Molde Oxicorte Tubo Submerso Rolos Desempenadora Distribuidor Resfriamento Primário Resfriamento Secundário Radiação Livre Tratamento Térmico das Ligas Metálicas
 agitador eletromagnético. jaqueta. refrigeração. lubrificação. zonas de sprays (resfriamento secundário) radiação livre (resfriamento terciário) desempeno. corte. Produto. Final. Sprays. Panela. Molde. Oxicorte. Tubo Submerso. Rolos. Desempenadora. Distribuidor. Resfriamento. Primário. Resfriamento. Secundário. Radiação. Livre. Tratamento Térmico das Ligas Metálicas.")
35
Lingotamento Contínuo de Placas
Categorias dos Principais Produtos Ferrosos: 1. tarugos (billets) de secção transversal quadrada ou circular 2. blocos (blooms), secção transversal quadrada, retangular ou cilíndrica 3. placas grossas e médias (slabs), razão entre os lados maior que 2 4. placas finas com espessura entre 20 e 70 mm (thin slabs) 5. tiras com espessura entre 5 e 20 mm (strip) 6. tiras finas (thin strip), (com espessura menor que 5 mm) Tratamento Térmico das Ligas Metálicas
 de secção transversal quadrada ou circular. 2. blocos (blooms), secção transversal quadrada, retangular ou cilíndrica. 3. placas grossas e médias (slabs), razão entre os lados maior que placas finas com espessura entre 20 e 70 mm (thin slabs) 5. tiras com espessura entre 5 e 20 mm (strip) 6. tiras finas (thin strip), (com espessura menor que 5 mm) Tratamento Térmico das Ligas Metálicas.")
36
Metalurgia do Pó aplicada > ruptura aplicada < ruptura
Mecânicos (emprego de tensão metal no estado sólido) Metalúrgicos (emprego de temperatura metal no estado líquido) aplicada > ruptura aplicada < ruptura Taplicada < Tfusão Taplicada > Tfusão Metalurgia do pó Usinagem Fundição Lingotamento Laminação Forjamento Soldagem Trefilação Extrusão Tratamento Térmico das Ligas Metálicas
 Metalúrgicos. (emprego de temperatura metal no estado líquido) aplicada > ruptura. aplicada < ruptura. Taplicada < Tfusão. Taplicada > Tfusão. Metalurgia do pó. Usinagem. Fundição. Lingotamento. Laminação. Forjamento. Soldagem. Trefilação. Extrusão. Tratamento Térmico das Ligas Metálicas.")
37
Metalurgia do Pó Descrição do processo: Produção de pós metálicos;
Caracterização de pós metálicos; Compactação; Sinterização; Operações complementares; Razões para emprego: Metais de baixa ductilidade; Metais que possuem elevado pontos de fusão; Tolerâncias muito restritas; Tratamento Térmico das Ligas Metálicas

38
Metalurgia de Pó Tratamento Térmico das Ligas Metálicas

39
Metalurgia de Pó Tratamento Térmico das Ligas Metálicas

40
Metalurgia de Pó Tratamento Térmico das Ligas Metálicas

41
Metalurgia do Pó Tratamento Térmico das Ligas Metálicas

42
Metalurgia do Pó Tratamento Térmico das Ligas Metálicas

43
(emprego de temperatura metal no estado líquido)
Soldagem Metalúrgicos (emprego de temperatura metal no estado líquido) Taplicada > Tfusão Fundição Lingotamento Soldagem Tratamento Térmico das Ligas Metálicas
 Taplicada > Tfusão. Fundição. Lingotamento. Soldagem. Tratamento Térmico das Ligas Metálicas.")
44
Soldagem « Processo de união de materiais baseado no estabelecimento de forças de ligação química, de natureza similar às atuantes no interior dos próprios materiais, na região de ligação entre os materiais que estão sendo unidos » Tratamento Térmico das Ligas Metálicas

45
Soldagem Tratamento Térmico das Ligas Metálicas

46
Soldagem Tratamento Térmico das Ligas Metálicas

47
Soldagem Tratamento Térmico das Ligas Metálicas

48
Ligas de Ferro São as mais empregadas;
(1) Compostos contém ferro existem em abundância; (2) O ferro metálico é produzido por extração, beneficiamento e formação ligas de forma econômica; (3) Ligas ferrosas são extremamente versáteis; * Ponto negativo – São altamente suscetíveis a corrosão; Ligas Metálicas
 Compostos contém ferro existem em abundância; (2) O ferro metálico é produzido por extração, beneficiamento e formação ligas de forma econômica; (3) Ligas ferrosas são extremamente versáteis; * Ponto negativo – São altamente suscetíveis a corrosão; Ligas Metálicas.")
49
Classificação das Ligas Ferrosas
Ligas Metálicas Ferrosas Não-Ferrosas Aços Ferros Fundidos Baixa Liga Alta Liga Baixa Teor Médio Teor Alto Teor Comum ARBL Comum TT Comum Ferramenta Inox Ligas Metálicas

50
Aços Apresentam teor de carbono de até 1%;
São Classificados em Baixa Liga e Alta Liga; Baixa Liga classificados pelo teor de carbono; Aços Baixa Liga Alta Liga Baixa Teor Médio Teor ARBL Comum TT Ferramenta Inox Comum Ligas Metálicas

51
Aços de Baixa Liga Baixo Carbono
Apresentam teores de carbono inferiores a 0.25%; Não Respondem a tratamentos térmicos; Aumento de resistência mecânica por trabalho a frio; Microestrutura consiste de ferrita e perlita; Ligas dúcteis e de baixa resistência; Elevada trabalhabilidade: Boa soldabilidade e usinabilidade; Baixos custos de produção; Ligas Metálicas

52
Aços de Baixa Liga Aplicações em carcaças de automóveis, formas estruturais, chapas para tubulações, pontes, latas estanhadas; Limite de escoamento σe= 275 MPa e de resistência à tração σu= 415 a 550 MPa; Ductilidade de aproximadamente 25% AL; Ligas Metálicas

53
Aços de Alta Resistência Baixa Liga
Contém outros elementos de liga Cr, Ni, Mo e V; Somatória dos outros elementos de liga ~ 10%; Aços ditos microligados produzidos por laminação controlada; Respondem tratamento térmicos; Limite de escoamento σe= 480 MPa Dúcteis, conformáveis, usináveis e soldáveis; Aplicação automobilística, construção civil, vasos de pressão, etc.; Ligas Metálicas

54
Designação de Aços Designação AISI / SAE / ASTM;
Designação possui quatro dígitos, tipo 1020; Para aços comuns os dois primeiros são 10xx, outras combinações de dois dígitos designam aços liga, 13xx, 40xx, 41xx, 43xx; Dois últimos dígitos designam o teor de carbono 1040 = 0,4 % C ; Designação UNS aplicado para ligas ferrosas e não ferrosas, para aços a letra G + no AISI/SAE + 0, G10200 = 1020; Ligas Metálicas

55
Aços de Baixo Teor Ligas Metálicas

56
Aços de Baixo Teor Designação Composição % AISI/SAE ou ASTM UNS C Mn
Outros Aços Comuns ao Carbono com Baixo Teor de Carbono 1010 G10100 0,10 0,45 1020 G10200 0,20 A36 K02600 0,29 1,00 0,20 Cu A516 Classe 70 K02700 0,31 0,25 Si Aços de Alta Resistência e Baixa Liga ARBL (HSLA) A440 K12810 0,28 1,35 0,30 Si máx. 0,20 Cu máx. A633 Classe E K12002 0,22 0,30 Si ;0,08 V 0,02 N;0,03 Nb A656 Classe 1 K11804 0,18 1,60 0,60 Si; 0,1 V 0,2 Al; 0,015 N Ligas Metálicas
 A440. K ,28. 1,35. 0,30 Si máx. 0,20 Cu máx. A633. Classe E. K ,22. 0,30 Si ;0,08 V. 0,02 N;0,03 Nb. A656. Classe 1. K ,18. 1,60. 0,60 Si; 0,1 V. 0,2 Al; 0,015 N. Ligas Metálicas.")
57
Aços de Baixo Teor AISI/SAE ou ASTM
Limite de Resistência à tração [MPa] Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Aplicações Típicas Aços Comuns ao Carbono com Baixo Teor de Carbono 1010 325 180 28 Painéis de automóveis, pregos e arames 1020 380 205 25 Tubos, aço estrutural e em chapas A36 400 220 23 Estrutural pontes e edificações A516 Classe 70 485 260 21 Vasos de pressão Aços de Alta Resistência e Baixa Liga ARBL (HSLA) A440 435 290 Estruturas aparafusadas e rebitadas A633 Classe E 520 Estruturas usadas para baixa temperatura A656 Classe 1 655 552 15 Chassis de caminhões e vagões de trem Ligas Metálicas
 A Estruturas aparafusadas e rebitadas. A633. Classe E Estruturas usadas para baixa temperatura. A656. Classe Chassis de caminhões e vagões de trem. Ligas Metálicas.")
58
Aços de Médio Teor Apresentam teores de carbono entre 0.25 a 0.60%;
Respondem a tratamentos térmicos; Utilizadas em condição de revenido; Baixa endurecibilidade, adição de elementos de liga Ni, Cr, Mo aumentam a temperabilidade; Mais resistentes, porém possuem menor ductilidade; Ligas Metálicas

59
Aços de Baixo e Médio Teor
Designação Composição % AISI/SAE ou ASTM UNS Ni Cr Mo Outros 10xx ao carbono G10xx0 11xx, Fácil usinagem G11xx0 0,08-0,33S 12xx, G12xx0 0,10-0,35S 0,04-0,12P 13xx G13xx0 1,60-1,90Mn 40xx G40xx0 0,20-0,30 41xx G41xx0 0,80-1,10 0,15-0,25 43xx G43xx0 1,65-2,00 0,40-0,90 86xx G86xx0 0,40-0,70 0,40-0,60 Ligas Metálicas

60
Aços de Alto Teor e Ligas Especiais
Apresentam teores de carbono entre 0.60 a 1.40%; Mais resistentes, mais duros, porém menor ductilidade; Utilizadas em condição de revenido; Elevada endurecibilidade, adição de elementos de liga Ni, Cr, Mo, V e W promovem a formação de carbonetos, Cr23C6, V4C3, WC, resistência à abrasão; Emprego em peças resistentes a abrasão, ferramentas de corte, matrizes para conformação; Adição destes elementos promotores de carbonetos, os classificam como aços ferramentas; Ligas Metálicas

61
Aços de Médio / Alto Teor
AISI/SAE ou ASTM Limite de Resistência à tração [MPa] Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Aplicações Típicas Aços Comuns ao Carbono com Médio / Alto Teor de Carbono 1040 33-19 Virabrequins, parafusos 1080 24-13 Talhadeiras, martelos, punções 1095 26-10 Facas, lâminas, serras para metais Aços-Ligas 4043 24-4 Molas, ferramentas manuais 4340 21-11 Buchas, material aeronáutico 6150 22-7 Eixos, pistões, engrenagens Ligas Metálicas

62
Aços de Ferramentas Ligas Metálicas

63
Aços de Ferramentas Ligas Metálicas

64
Aços de Ferramentas Ligas Metálicas

65
Aços de Ferramentas Ligas Metálicas

66
Aços Inoxidáveis Aços resistentes a corrosão atmosférica e a uma variedades de ambientes; Elemento de liga predominante Cr, acima de 11%, o Ni e o Mo elevam a resistência à corrosão; São divididos em três classes base segundo o microconstituinte predominante; - Martensítico Alta Resistência (PH) - Ferrítico Duplex - Austenítico Essas microestruturas promovem uma grande combinação de propriedades mecânicas associadas à resistência a corrosão; Ligas Metálicas
 - Ferrítico - Duplex. - Austenítico. Essas microestruturas promovem uma grande combinação de propriedades mecânicas associadas à resistência a corrosão; Ligas Metálicas.")
67
Aços Inoxidáveis Martensítico
Podem ser submetidos a tratamento térmico de têmpera para a obtenção da martensita; São magnéticos; AISI/SAE ou ASTM Limite de Resistência à tração [MPa] Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Aplicações Típicas Martensíticos 410 R T & R 825 R T & R 620 20 12 Canos de rifle, peças de motores a jato 440A R T & R 1790 R T & R 1650 5 Mancais, rolamentos, instrumentos cirúrgicos Ligas Metálicas

68
Aços Inoxidáveis Austeníticos
O campo de fase austenítico se estende até a temperatura ambiente; Não são tratáveis termicamente, são endurecidos por trabalho a frio; São os mais resistentes a corrosão devido elevado teor de Ni e Cr, e não são magnéticos; AISI/SAE ou ASTM Limite de Resistência à tração [MPa] Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Aplicações Típicas Austeníticos 304 R R 40 Processamento químico de alimentos, vasos criogênicos 316L R R Construções com solda Ligas Metálicas

69
Aços Inoxidáveis Ferríticos
São compostos pela fase ferrita α (CCC) a temperatura ambiente; Não são tratáveis termicamente, são endurecidos por trabalho a frio; São magnéticos; AISI/SAE ou ASTM Limite de Resistência à tração [MPa] Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Aplicações Típicas Ferríticos 309 R R 20 Componentes de extrusão automotivos 446 R R Válvulas para alta temperatura, câmaras de combustão Ligas Metálicas
 a temperatura ambiente; Não são tratáveis termicamente, são endurecidos por trabalho a frio; São magnéticos; AISI/SAE ou ASTM. Limite de Resistência à tração [MPa] Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Aplicações Típicas. Ferríticos R 380. R Componentes de extrusão automotivos R 515. R 275. Válvulas para alta temperatura, câmaras de combustão. Ligas Metálicas.")
70
Aços Inox de Resistência Ultra Alta
São incomumente fortes e resistentes à corrosão; São endurecidos por tratamento térmico de precipitação; AISI/SAE ou ASTM Limite de Resistência à tração [MPa] Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Aplicações Típicas Ferríticos 17-7PH R R 1-6 Molas, facas e vasos de pressão 15-5PH R 6-10 Vasos de pressão, indústria aeroespacial Ligas Metálicas

71
Aços Inox Duplex Austenítico/Ferrítico
Resistentes a corrosão intergranular quando envelhecidos entre oC; 20 a 40% de ferrita em volume exibe excelente resistência a corrosão intergranular; AISI/SAE ou ASTM Limite de Resistência à tração [MPa] Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Aplicações Típicas Ferríticos 308 1450 1310 1-6 Indústria química e petrolífera 329 620 485 15 Aeroespacial, automobilística Ligas Metálicas

72
Aços Inox - Resumo Ligas Metálicas

73
Aços Inox - Aplicação Ligas Metálicas

74
Ferros Fundidos Apresentam teores de carbono entre 3 e 4,5 %C;
Temperaturas liquidus entre 1150 e 1300 oC; 1147 oC 4.30 2.14 Fe3C 6.7 727 oC 0.022 Ligas Metálicas

75
Ferros Fundidos O processo de fundição é a técnica mais conveniente de fabricação; A cementita é um composto metaestável e pode se dissociar na forma: O diagrama de equilíbrio Fe-C é um pouco diferente do Fe-Fe3C; Ligas Metálicas

76
Ferros Fundidos – Diagrama Fe-C
Diagrama Metaestável Diagrama de Equilíbrio 1147 oC 1153 oC 2.14 4.30 2.02 4.30 Fe3C 6.7 727 oC 736 oC 0.022 0.022 Ligas Metálicas

77
Ferros Fundidos A tendência para formar grafita é regulada pela composição e pela taxa de resfriamento; Taxas mais lentas favorecem a grafitização: Para maioria dos fofos o carbono encontra-se na forma de grafita; Os ferros fundidos são classificados em: * Cinzento * Nodular ou dúctil * Branco * Maleável Ligas Metálicas

78
Ferros Fundidos Cinzentos
Teores de carbono variam de 2,5 a 4% e silício de 1 a 3%; A grafita existe na forma de flocos (corn flakes), normalmente circundados por uma matriz de ferrita ou perlita; Ligas Metálicas
, normalmente circundados por uma matriz de ferrita ou perlita; Ligas Metálicas.")
79
Ferros Fundidos Cinzentos
Mecanicamente frágil e fraco conseqüência da microestrutura pontiaguda servindo de pontos de concentração de tensões; Resistência muito maiores sob cargas de compressão; Eficientes no amortecimento de energia vibracional (base de máquinas); Apresentam elevada resistência ao desgaste; Elevada fluidez no estado de fundido; Contração de solidificação é baixa; São os materiais metálicos mais baratos; Ligas Metálicas
; Apresentam elevada resistência ao desgaste; Elevada fluidez no estado de fundido; Contração de solidificação é baixa; São os materiais metálicos mais baratos; Ligas Metálicas.")
80
Ferros Fundidos Cinzentos
Aços Ferro Cinzento SAE /UNS Limite de Resistência à tração [MPa] Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Constituintes Aplicações Típicas Cinzento G1800 F10004 124 - Ferrita + Perlita Fundições diversas G2500 F10005 173 Blocos cilíndricos, pistões G4000 F10008 276 Perlita Motores Diesel Ligas Metálicas

81
Ferro Dúctil ou Nodular
Adição de uma pequena quantidade de Ce ou Mg produz uma grafita na forma de nódulos; Conjunto de propriedades Mecânicas bem diferentes; A fase matriz que circunda a grafita nodular é a ferrita ou perlita e depende do tratamento térmico; Estado bruto de fusão normalmente é perlítica; Tratamento térmico por várias horas a 700 oC resulta numa matriz de ferrita; Mais resistentes e mais dúcteis que os ferros fundidos cinzentos; Ligas Metálicas

82
Ferro Dúctil ou Nodular
O ferro dúctil possui características mecânicas semelhantes àquelas dos aços; Ligas Metálicas

83
Ferros Fundidos Nodular
Nodular ferrítico; Nodular perlítico; ASTM A 536 /UNS Limite de Resistência à tração [MPa] Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Constituintes Aplicações Típicas Cinzento Nodular F32800 414 276 18 Ferrita Corpos de válvulas e bombas F34800 689 483 3 Perlita Engrenagens F36200 827 621 2 Martensita Revenida Cilindros laminadores Ligas Metálicas

84
Ferro Branco Ferros com teores de Si abaixo de 1%;
Maioria do carbono na forma de cementita; Durante a solidificação o ferro branco podem se apresentar nas regiões de elevadas taxas enquanto o cinzento nas regiões mais internas; Muito duro e frágil, usinabilidade próxima de zero; Aplicações de resistência à abrasão onde não se necessite de ductilidade; Norma ASTM A532-75a Ligas Metálicas

85
Ferros Fundidos Branco
Fundido em areia 3.4 CT, 0.4 Si, 0.6Mn, 1.4Cr e 3.0Ni Cementita-austenita e carbetos M3C. ASTM A ª Tipo Designação Fundição Areia [HB] Endurecido [HB] Típica espessura de seção endurecida Branco I D Ni-Hi-Cr 550 600 305 mm II E 20%Cr-Mo-HC 450 III A 25%Cr 203 mm Ligas Metálicas

86
Ferro Branco – Composições Típicas
Ligas Metálicas

87
Ferro Branco – Elementos de Liga
Teor de Silício versus Profundidade de Coquilha Teor de Boro versus Profundidade de Coquilha Cinzento Ligas Metálicas

88
Ferro Branco – Elementos de Liga
Elementos Promotores de Grafitização Elementos Promotores de Carbonetos Relação Cr/C versus teor de Mo na Profundidade de Coquila Ligas Metálicas

89
Ferro Maleável Aquecimento do ferro branco no intervalo de 800 a 900 oC por longo períodos promove a decomposição da cementita; Essa decomposição forma grafita na forma de roseta circundada por uma matriz de ferrita ou perlita; Alta resistência, maleabilidade e ductilidade considerável; Aplicações em engrenagens de transmissão, conexões tubulares, flanges, peças de válvulas para serviço marítimo, etc. Ligas Metálicas

90
Ferro Maleável Ligas Metálicas

91
Ferro Maleável Ferro maleável ferrítico apresentando grafita na forma de resetas Ligas Metálicas

92
Ferro Fundido Cinzento
Ligas Metálicas

93
Ligas Não-Ferrosas Materiais ferrosos são de fácil produção e bastante econômicos porém apresentam limitações; As densidades relativamente elevadas; Condutividade elétrica baixa; Suscetibilidade a corrosão; Assim, para inúmeras aplicações utilizam-se outras ligas com propriedades mais apropriadas; Estas são classificadas de acordo com o metal base: Cu, Al, Mg, Ti, metais refratários e as superligas; São sub-classificadas em fundidas ou forjadas; Ligas Metálicas

94
Ligas de Cobre Baseiam-se no elemento cobre;
O cobre puro é muito mole e dúctil; Difícil usinabilidade e fácil conformabilidade; Latões (Cu-Zn) dentro da fase α possui estrutura CFC sendo mole e dúctil; A fase α dos latões é estável até aproximadamente 35% Zn; Latões com teores mais elevados possuem as fases α e β’ à temperatura ambiente; A fase β’ possui estrutura CCC ordenada e é mais dura e resistente que α; Ligas Metálicas
 dentro da fase α possui estrutura CFC sendo mole e dúctil; A fase α dos latões é estável até aproximadamente 35% Zn; Latões com teores mais elevados possuem as fases α e β’ à temperatura ambiente; A fase β’ possui estrutura CCC ordenada e é mais dura e resistente que α; Ligas Metálicas.")
95
Ligas de Cobre Os latões são as ligas de cobres mais comuns;
Ligas de cobre e zinco, sendo o zinco substitucional; Condutividades elétrica e térmica elevadas; Difícil usinabilidade e fácil conformabilidade; Resistente a corrosão, atmosférica, marinha e meios químicos; São conformadas a frio ou formação de solução sólida pois não são termicamente tratáveis para melhorar suas propriedades mecânicas; Ligas Metálicas

96
Ligas de Cobre Latões mais usados: Latão amarelo, latão naval, o latão cartuchos, o muntz, etc. Usos típicos: Bijuterias, cápsulas de cartuchos, trocadores de calor, instrumentos musicais, indústria eletro-eletrônica, moedas, etc; Os bronzes são ligas de cobre com elementos como: Sn, Al, Si e Ni; Os bronzes são mecanicamente mais resistentes que os latões e mantêm a resistência à corrosão; São aplicadas geralmente quando além da resistência a corrosão, a resistência a esforços mecânicos faz-se necessária; Ligas Metálicas

97
Ligas de Cobre Ligas de cobre e zinco, sendo o zinco substitucional;
Difícil usinabilidade e fácil conformabilidade; Resistente a corrosão, atmosférica, marinha e meios químicos; São conformadas a frio ou formação de solução sólida pois não são termicamente tratáveis para melhorar suas propriedades mecânicas; Condutividades elétrica e térmica elevadas; Ligas Metálicas

98
Ligas de Alumínio Alumínio e suas ligas possuem baixas densidades (~2700 kg/m3); O alumínio possui estrutura CFC; Condutividades elétrica e térmica elevadas; Resistente a corrosão em alguns ambientes incluindo a atmosfera; Alta conformabilidade, devido elevada ductilidade, exemplo, folhas de papel alumínio; Principal desvantagem é a baixa temperatura de fusão TF = 660 oC; Ligas Metálicas

99
Ligas de Alumínio A resistência mecânica pode ser aumentada por: deformação plástica a frio e solução sólida; Os principais elementos de ligas: Cu, Mg, Si, Mn e Zn; Ligas não tratáveis termicamente possuem apenas uma fase; Algumas ligas são endurecíveis por precipitação com a formação de compostos intermetálicos; São classificadas como fundidas ou forjadas; A classificação para ambos os tipos são designadas por um número de quatro dígitos; Ligas Metálicas

100
Ligas de Alumínio Para as forjadas, existe uma vírgula decimal localizada entre os dois últimos dígitos; Após estes dígitos existe um hífen e a designação de revenimento; Uma letra e, possivelmente, um a três dígitos indicando o trabalho mecânico ou térmico submetido, F = “como fabricado”, H=“encruado” e O=“recozido”, T3 significa tratada por solubilização e submetida a deformação plástica a frio, e então envelhecida naturalmente; T6 significa tratada por solubilização seguida de envelhecimento artificial; Ligas Metálicas

101
Ligas de Alumínio Recentes desenvolvimento de ligas de Alumínio e metais de baixa densidade (Mg e Ti) para redução de consumo de combustíveis em transportes; Ligas de Alumínio-Lítio para a indústria aeroespacial, relação rigidez/gravidade específica elevada como aquelas dos aços; Elevada resistência a fadiga mecânica e térmica, tenacidade a baixas temperaturas; Processos de fabricação mais caros que os convencionais pela reatividade química do lítio; Ligas Metálicas
 para redução de consumo de combustíveis em transportes; Ligas de Alumínio-Lítio para a indústria aeroespacial, relação rigidez/gravidade específica elevada como aquelas dos aços; Elevada resistência a fadiga mecânica e térmica, tenacidade a baixas temperaturas; Processos de fabricação mais caros que os convencionais pela reatividade química do lítio; Ligas Metálicas.")
102
Ligas de Alumínio ASTM /UNS Limite de Resistência à tração [MPa]
Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Condição de Revenimento Aplicações Típicas Forjadas – Não tratáveis termicamente 1100 A91100 90 35 34-45 Recozida (O) Trocadores de calor, armazenamento de alimentos 5052 A95052 230 195 12-18 Encruada (H32) Linhas de combustível e óleo em aeronaves Forjadas – Tratáveis termicamente 6061 A96061 240 145 22-25 Trat. Term. (T4) Caminhões, mobílias e tubulações Ligas Fundidas – Tratáveis termicamente 356,0 A03560 228 164 3,5 (T6) Bombas de aeronaves Ligas Alumínio-Lítio 8090 ------ 455 360 ---- Trat. Term. Trab. Frio (T651) Estruturas de aeronaves com tolerância a danos e avarias Ligas Metálicas
![Ligas de Alumínio ASTM /UNS Limite de Resistência à tração [MPa]](http://slideplayer.com.br/slide/5646708/6/images/102/Ligas+de+Alum%C3%ADnio+ASTM+%2FUNS+Limite+de+Resist%C3%AAncia+%C3%A0+tra%C3%A7%C3%A3o+%5BMPa%5D.jpg "Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Condição de Revenimento. Aplicações Típicas. Forjadas – Não tratáveis termicamente A Recozida. (O) Trocadores de calor, armazenamento de alimentos A Encruada. (H32) Linhas de combustível e óleo em aeronaves. Forjadas – Tratáveis termicamente A Trat. Term. (T4) Caminhões, mobílias e tubulações. Ligas Fundidas – Tratáveis termicamente. 356,0. A ,5. (T6) Bombas de aeronaves. Ligas Alumínio-Lítio Trat. Term. Trab. Frio (T651) Estruturas de aeronaves com tolerância a danos e avarias. Ligas Metálicas.")
103
Ligas de Alumínio - Duralumínio
Ligas Metálicas

104
Ligas de Alumínio - Duralumínio
Ligas Metálicas

105
Ligas de Alumínio - Duralumínio
Ligas Metálicas

106
Ligas de Magnésio Massas específicas baixas (~1700 kg/m3);
Aplicações que necessitem de baixo peso, como componentes de aeronaves; Estrutura cristalina do Mg é HC, é mole possui módulo de elasticidade pequeno; São conformadas a quente entre 200 e 350 oC, maior fabricação por fundição; Resistência a corrosão e oxidação é considerada boa, cuidado somente com o magnésio pois sofre combustão instantânea ao ar; Ligas Metálicas

107
Ligas de Magnésio Algumas ligas são tratáveis termicamente;
Os principais elementos de liga são: Al, Zn e terras raras; Também apresentam designação de composição e revenimento semelhante ao das ligas de Al; Aplicações em dispositivos portáteis, em automóveis, em dispositivos de informática, de áudio, de vídeo e de comunicação; Ligas Metálicas

108
Ligas de Magnésio ASTM / UNS Limite de Resistência à tração [MPa]
Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Condição de Revenimento Aplicações Típicas Ligas Forjadas AZ31B M11311 262 200 15 Extrudado Estruturas e tubulações ZK60A M16600 350 285 11 Envelhecida artificialmente Peças forjadas para aeronaves Forjadas Fundidas AZ91D M11916 230 150 3 Bruto de fusão Peças fundidas em matriz para automóveis AS41A M10410 210 140 6 Bruto de Fusão Fundição em matrizes com boa resistência a fluência Ligas Metálicas
![Ligas de Magnésio ASTM / UNS Limite de Resistência à tração [MPa]](http://slideplayer.com.br/slide/5646708/6/images/108/Ligas+de+Magn%C3%A9sio+ASTM+%2F+UNS+Limite+de+Resist%C3%AAncia+%C3%A0+tra%C3%A7%C3%A3o+%5BMPa%5D.jpg "Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Condição de Revenimento. Aplicações Típicas. Ligas Forjadas. AZ31B. M Extrudado. Estruturas e tubulações. ZK60A. M Envelhecida artificialmente. Peças forjadas para aeronaves. Forjadas Fundidas. AZ91D. M Bruto de fusão. Peças fundidas em matriz para automóveis. AS41A. M Bruto de Fusão. Fundição em matrizes com boa resistência a fluência. Ligas Metálicas.")
109
Ligas de Titânio O Ti e suas ligas são relativamente novos em engenharia; A massa específica é da ordem de 4500 kg/m3; Ponto de fusão TF = 1668 oC; Elevado módulo de elasticidade 107 GPa, sendo extremamente resistente com limites de resistência a tração de 1400 MPa; Alta reatividade química com outros materiais a temperaturas elevadas, exige técnicas não convencionais de beneficiamento, fusão e fundição; Ligas Metálicas

110
Ligas de Titânio São praticamente imunes a corrosão atmosférica, a ambientes marinhos e a uma inúmero ambientes industriais; UNS Limite de Resistência à tração [MPa] Limite de Escoamento [MPA] Ductilidade [%AL em 50 mm] Condição de Revenimento Aplicações Típicas Comercialmente pura 484 414 25 Recozida Invólucro de motores a jato Ti-5Al-2,5Sn (R54520) 826 784 16 Peças para turbinas a gás Ti-10V-2Fe-3Al 1223 1150 10 Solubilização + envelhecimento Fuselagem de avião de caça e helicópteros de combate Ligas Metálicas
 Peças para turbinas a gás. Ti-10V-2Fe-3Al Solubilização + envelhecimento. Fuselagem de avião de caça e helicópteros de combate. Ligas Metálicas.")
111
Superligas Os elementos terras raras (Y2O3) são as vezes adicionados a superligas que compreende uma ampla classe de ligas baseadas em Fe, Co e Ni mecanicamente resistentes a elevadas temperaturas; Aplicações destas ligas são: Turbina a gás, geradores elétricos, reatores nucleares, etc. O lantânio aumenta a temperatura de operação das Hastelloys X baseadas em Ni de 950 oC para em torno de 1100 oC. Ligas Metálicas
 são as vezes adicionados a superligas que compreende uma ampla classe de ligas baseadas em Fe, Co e Ni mecanicamente resistentes a elevadas temperaturas; Aplicações destas ligas são: Turbina a gás, geradores elétricos, reatores nucleares, etc. O lantânio aumenta a temperatura de operação das Hastelloys X baseadas em Ni de 950 oC para em torno de 1100 oC. Ligas Metálicas.")
112
Superligas Ligas Metálicas

113
Superligas Ligas Metálicas

114
FIM Ligas Metálicas

115
Diagrama de Fases de Cobre-Zinco
Ligas Metálicas

116
Soldagem Tipos básicos de distorções:
Contração vertical, longitudinal, distorção angular e flexão Tratamento Térmico das Ligas Metálicas

117
Processos Sem Adição - Laser
Tratamento Térmico das Ligas Metálicas

118
Soldagem Feixe de Elétron
O feixe é obtido através do canhão eletrônico, que é um filamento (W), emissor de elétrons (quando aquecido), e de um anôdo tubular (Cu). Os elétrons viajam do catôdo para anôdo através de um forte campo elétrico, sendo focados posteriormente, atingindo velocidades da ordem de 0,5 x a velocidade da luz (processo montado em câmara de alto vácuo) Macrografia de uma junta de aço baixo carbono soldada por feixe de elétrons Tratamento Térmico das Ligas Metálicas
, emissor de elétrons (quando aquecido), e de um anôdo tubular (Cu). Os elétrons viajam do catôdo para anôdo através de um forte campo elétrico, sendo focados posteriormente, atingindo velocidades da ordem de 0,5 x a velocidade da luz (processo montado em câmara de alto vácuo) Macrografia de uma junta de aço baixo carbono soldada por feixe de elétrons. Tratamento Térmico das Ligas Metálicas.")
122
Tarugo cortado e esboçado Primeiro forjamento Forjamento final Peça rebarbada
Fonte: Catálogo de Prensas Schuler S.A.

123
Fonte: FACEM Spa - Itália

124
Fonte: AçoPeças Ltda.

126
Lingotamento Contínuo
Tratamento Térmico das Ligas Metálicas

Apresentações semelhantes




 CARACTERÍSTICAS GERAIS DOS BRONZES>")















