Carregar apresentação
A apresentação está carregando. Por favor, espere

1
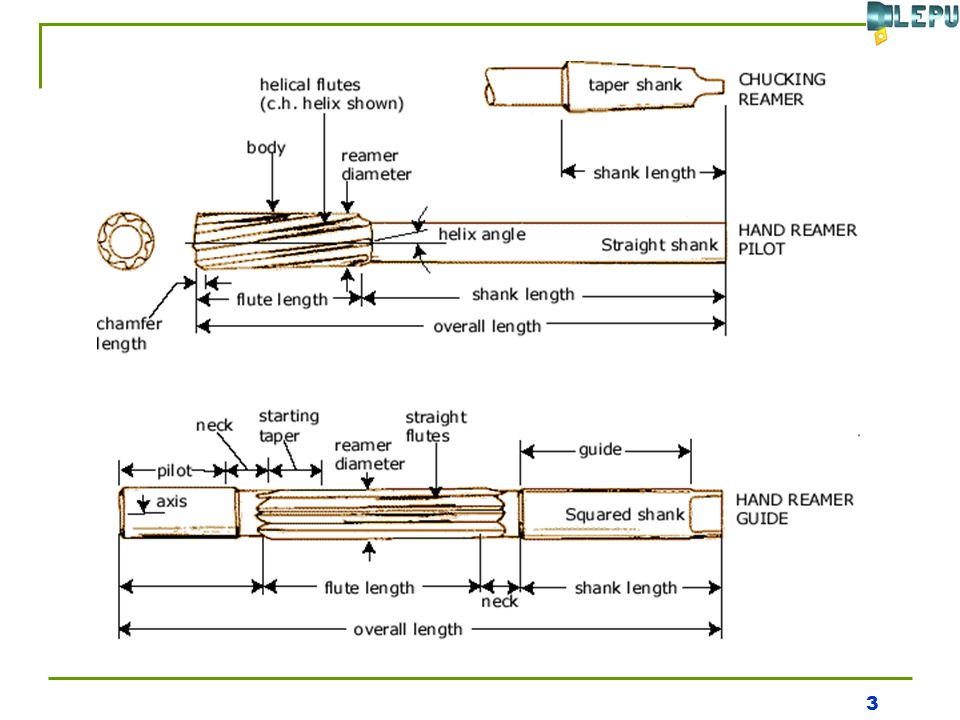
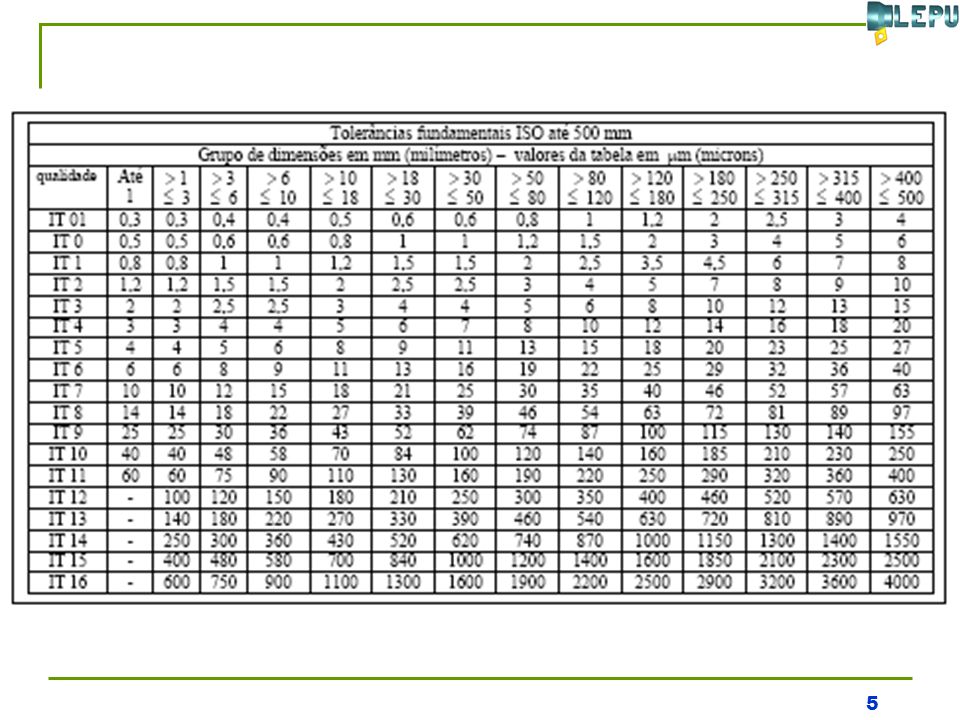
ALARGAMENTO O processo de furacão com brocas helicoidais, consiste numa operação de desbaste, cujas tolerâncias de fabricação normalmente variam entre a qualidade ISO IT11 a IT14. Para calibrar o furo e melhorar o acabamento da superfície originada pela furacão com broca helicoidal, empregam-se alargadores de desbaste e acabamento. Estes alargadores são ferramentas multicortantes, de forma cilíndrica ou cônica, que através dos movimentos de corte (rotativo) e avanço (axial), servem para alargar e acabar furos, deixando-os com dimensões mais precisas. Apresentam uma seqüência de arestas cortantes e ranhuras, alternados na periferia do cilindro, ou cone.
 e avanço (axial), servem para alargar e acabar furos, deixando-os com dimensões mais precisas. Apresentam uma seqüência de arestas cortantes e ranhuras, alternados na periferia do cilindro, ou cone.")
2
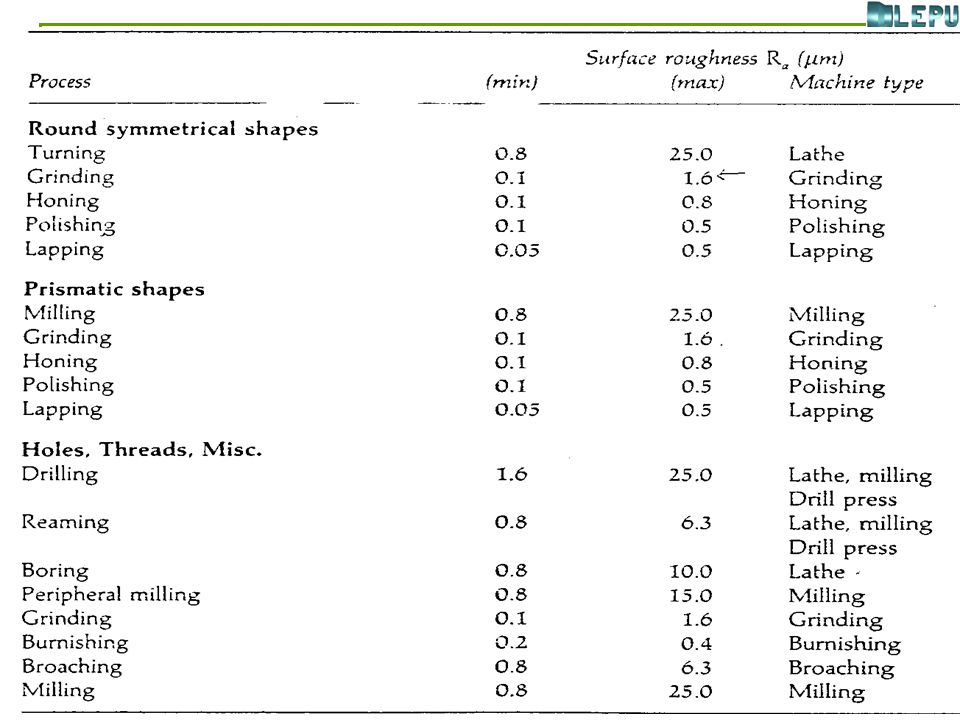
Uma característica do processo é que a ferramenta se “auto-posiciona” no furo, onde as forças passivas de arestas opostas se subtraem mutuamente. Isso permite o alargamento de furos muito longos e de pequenos diâmetros. Apesar disso, as desvantagens desse processo são a impossibilidade de mudança da posição do furo prévio e a velocidade de corte que deve ser limitada. A operação de alargamento pode ser realizada no mesmo tipo de máquina-ferramenta usada para a operação de furação. Empregando-se condições apropriadas e parâmetros de corte adequados é possível atingir tolerâncias apertadas e boa qualidade superficial.

7
As arestas cortantes podem ser paralelas ao eixo do alargador ou então helicoidais, com hélice a direita ou a esquerda.

8
Alargadores helicoidais de desbaste: são usados para aumentar o diâmetro de furos em bruto, como os obtidos pôr fundição ou forjamento. São padronizados com haste cilíndrica pela DIN 344, nos diâmetros de 5 a 30 mm, de mm em mm, e sub-medidas. Os de haste, com cone Morse, são produzidos pela DIN 343, em diâmetros nominais entre 9 e 50 mm, de mm em mm, e sub-medidas.

9
Para diâmetros maiores, utiliza-se alargadores postiços, que sao montados em haste através de um cone 1:30 e encaixe transversal de arraste. São padronizados pela DIN 222, nos diâmetros nominais de 25 a 100 mm, com um ângulo de hélice de 13 a 14° e ângulo de ponta de 90°. Todos os alargadores de desbaste tem diâmetro nominal com tolerância ISO h8. A escolha do diâmetro do alargador de desbaste deve ser feita em função do diâmetro do furo e do acabamento e da precisão requeridos. Se a última operação é feita com o alargador de desbaste, este é escolhido com diâmetro igual ao do furo desejado. No caso de ser necessário uma operação adicional com alargador de acabamento, utiliza-se os alargadores de desbaste com sub-medida. Esta varia entre 0,2 e 0,4 mm.

10
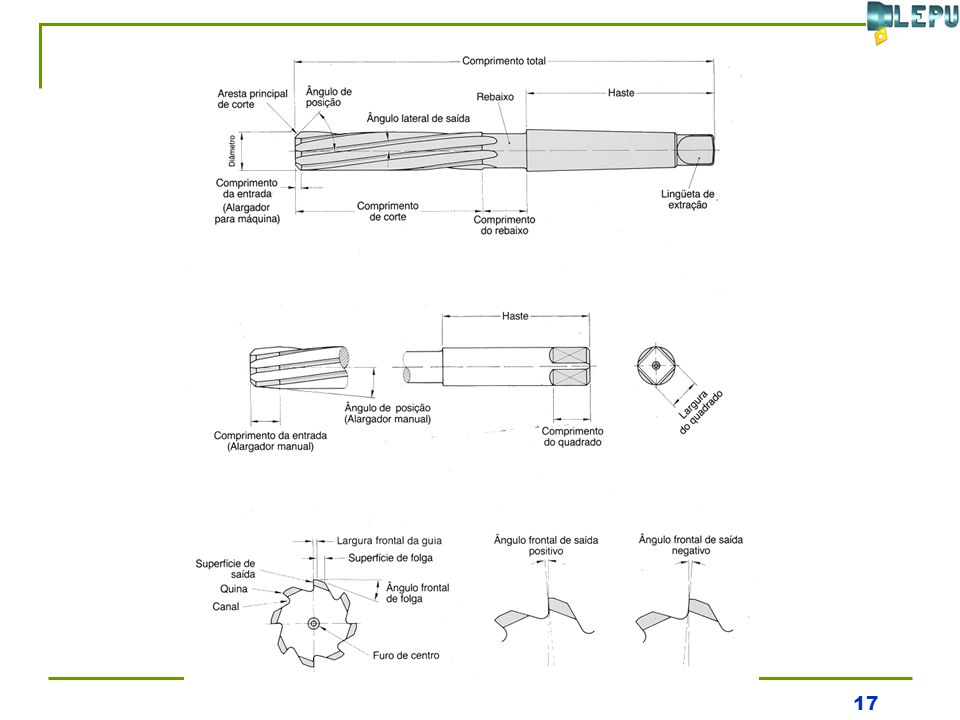
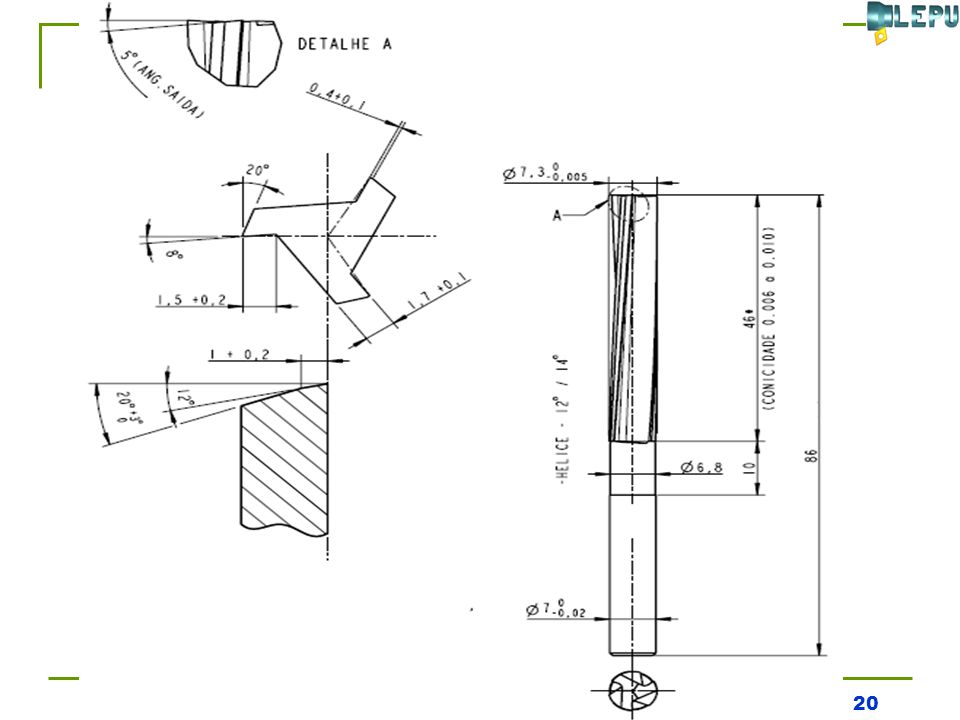
Alargadores de acabamento: são ferramentas de precisão, destinadas ao acabamento de furos com grande precisão de medidas e bom acabamento superficial. Possuem em geral um número par de dentes distribuídos na periferia. No caso normal os dentes são retos. No caso de se alargar furos com interrupções na parede (rasgos de chaveta, furos, fenda), deve-se usar alargadores com dentes helicoidais. Os alargadores em geral são de corte a direita. Usando-se então, uma hélice esquerda, o cavaco é empurrado para frente, evitando que prejudique a superfície já usinada. Além disto a força axial fixa melhor a ferramenta no cone e elimina eventuais folgas da máquina. A hélice direita só é usada no alargamento de furos cegos, nos quais o cavaco jogado para frente nao encontra lugar para alojar-se.
, deve-se usar alargadores com dentes helicoidais. Os alargadores em geral são de corte a direita. Usando-se então, uma hélice esquerda, o cavaco é empurrado para frente, evitando que prejudique a superfície já usinada. Além disto a força axial fixa melhor a ferramenta no cone e elimina eventuais folgas da máquina. A hélice direita só é usada no alargamento de furos cegos, nos quais o cavaco jogado para frente nao encontra lugar para alojar-se.")
11
Para diminuir o problema de vibrações, que freqüentemente ocorrem em alargadores, marcando a superfície usinada, emprega-se uma divisão com passos diferentes ente os vários dentes, os pares opostos tem divisão igual, para facilitar a execução e medição. Toda a usinagem é executada nos chanfros do alargador. No caso de alargador com chanfro duplo tem-se duas cunhas principais, o primeiro faz o trabalho de desbaste e o outro de acabamento. Alargadores manuais distinguem-se dos alargadores de máquina pelo chanfro. O chanfro de 45° nos alargadores manuais não corta, servindo apenas como guia, para facilitar a entrada da ferramenta no furo.

12
Recomendações de um fabricante: comprimento do chanfro secundário igual a um diâmetro, até 20mm, decrescendo até 1/2 diâmetro para alargadores de 75 mm. O diâmetro de entrada do alargador é de 93 a 98% do diâmetro nominal. Sobremedida de usinagem: a qualidade e a exatidão da medida dos furos alargados depende principalmente da diferença entre o diâmetro do furo aberto por uma operação preliminar e o diâmetro do furo alargado. Os valores da sobremedida recomendada que representam o volume de material a ser removido pelo alargamento são:

13
Os valores acima se referem a alargadores fixos, de aço-rápido
Os valores acima se referem a alargadores fixos, de aço-rápido. Para alargadores ajustáveis, os valores acima devem ser reduzidos a metade. Para alargadores de mão se toma usualmente 0,03 a 0,08 mm de sobremedida

15
Recomendaçoes para o emprêgo eficiente de alargadores:
1. Para o alargamento de furos com rasgos de chavetas ou canais de lubrificação ou superfícies interrompidas de qualquer modo é indispensável o emprego de alargadores helicoidais. 2. Alargadores de dentes retos são preferidos para trabalhos de precisão. 3. Os alargadores só devem ser girados na direção do corte, mesmo ao retirá-los do furo. Nunca gire um alargador para traz, pois isto provoca a quebra dos dentes. 4. Para obter bom acabamento, faz-se um alargamento de desbaste e depois um de acabamento.

16
Alargadores ajustáveis: são constituídos de lâminas de aço rápido montadas em ranhuras de profundidade variável, permitindo variar o diâmetro a ser alargado dentro de uma faixa de valores. Os alargadores ajustáveis, de máquina, são padronizados pela DIN210 e DIN215. Alargadores cônicos: são usados para tornar cônicos furos para pinos ou cones Morse. Os tipos de desbaste tem rasgos para quebra-cavaco. São padronizados pela norma DIN1896, para cones métricos.

Apresentações semelhantes










 Furadeiras>")














