Carregar apresentação
A apresentação está carregando. Por favor, espere

1
DESGASTE E VIDA DA FERRAMENTA Capítulo 7
Prof.: Eng.º M.Sc.Antonio Fernando Mota

2
Vida da ferramenta é o tempo que a mesma trabalha efetivamente, até perder sua capacidade de corte, dentro de um critério previamente estabelecido. Atingido este tempo a ferramenta deve ser reafiada ou substituída.

3
O percurso de corte (Lc) e o percurso de avanço (Lf) para uma vida de T minutos, são dados por:
Lc = vc.T (km) Lf = f.n.T (mm)
 Lf = f.n.T (mm)")
4
Os fatores que determinam a fixação de um determinado valor limite de desgaste para o fim da vida da ferramenta são vários. A ferramenta deve ser retirada de uso quando:

5
a) Os desgastes atingirem proporções tão elevadas que se receia a quebra da aresta de corte. Isto é crítico em operações de desbaste onde, por não ser necessárias a obtenção de tolerâncias apertadas e bons acabamentos superficiais, permite-se que os desgastes cheguem a valores altos;

6
b) devido ao desgaste da superfície de folga da ferramenta não é mais possível a obtenção de tolerâncias apertadas e/ ou de bons acabamentos superficiais da peça. Isto é crítico em operações de acabamento;

7
c) Os desgastes crescem muito, fazendo com que a temperatura da aresta cortante ultrapasse a temperatura na qual a ferramenta perde o fio de corte (a aresta de corte se decompõe). Isto é crítico em ferramenta de aço rápido que suportam temperaturas menores que outros materiais para ferramentas;

8
d) o aumento da força de usinagem, proveniente dos desgastes elevados da ferramenta, interfere no funcionamento da máquina. Nas ferramentas de metal duro o desgaste frontal é geralmente maior que o desgaste de cratera.

9
Como o operador não conta com um rugosímetro ao lado da máquina
e como a comparação da rugosidade da peça usinada com uma peça padrão que tenha a rugosidade limite estabalecida em projeto é um procedimento extremamente impreciso, o operador não tem condições objetivas para decidir sobre o momento ótimo de troca da ferramenta.

10
O resultado, geralmente, é o grande desperdício de ferramentas, pois dada a dificuldade que o operador encontra para estabelecer o fim da vida da ferramenta, ele o faz de uma maneira bem conservadora para não estragar a peça e não causar algum outro dano à produção.

11
A solução para este problema está no monitoramento indireto do desgaste da ferramenta usando sensores de vibração, de emissão acústica, de parâmetros elétricos da máquina ou de força de usinagem e/ ou educar o operador a fim de que ele tenha mais subsídios para poder decidir o momento da troca da ferramenta.

12
Pires e Diniz (1996) aplicaram com sucesso, a técnica de correlacionar o desgaste da ferramenta com o crescimento da corrente elétrica do motor de acionamento da máquina, ao qual o operador tinha acesso visual num amperímetro instalado na máquina. O percentual de arestas desperdiçadas caiu de 68% para 16,6%

13
7.1- Fatores de Influência no Desgaste e Vida da Ferramenta
Condições de Usinagem A progressão do desgaste é influenciada principalmente pela velocidade de corte, depois pelo avanço e por último pela profundidade de usinagem. Assim, por exemplo, a diminuição da vida da ferramenta causado por um aumento de 10% na velocidade de corte é muito maior do que aquele que ocorreria se o avanço fosse aumentado na mesma proporção.

14
A velocidade de corte é o parâmetro que mais influencia no desgaste, pois com o aumento da mesma, aumenta a energia (calor) que é imputada no processo, sem um aumento da área da ferramenta que recebe este calor.
 que é imputada no processo, sem um aumento da área da ferramenta que recebe este calor.")
15
O aumento do avanço, por sua vez, também aumenta a quantidade de calor imputada no processo, porém também aumenta a área da ferramenta que recebe este calor.

16
A tabela 7.1 mostra alguns dados da vida da ferramenta para vários avanços e velocidades de corte diferentes (Bonifácio e Diniz, 1994). O critério de vida neste caso foi a elevação da rugosidade superficial da peça. Pode-se constatar aí a grande influência da velocidade de corte e a menor influência do avanço na vida da ferramenta.

17
Tabela 7.1- Vida de Ferramenta (Percurso de Corte) de torneamento para Diversos Avanços e Velocidades de Corte. ap = 1 mm, Material da Peça: aço SAE 4340, Ferramenta de Metal Duro Recorberta classe P35

18
b) Geometria da Ferramenta
Uma diminuição do ângulo de posição x para mesmo avanço e mesma profundidade de usinagem, acarreta uma diminuição da espessura de corte h (h = f.sen x) e ao mesmo tempo um aumento da largura de corte b (b= a/sen x).
 e ao mesmo tempo um aumento da largura de corte b. (b= a/sen x).")
19
Esta variação de x permite maior vida da ferramenta, pois resulta numa melhor distribuição da temperatura de corte num trecho da ferramenta b maior. O ângulo da ponta ε deve ser o maior possível para não enfraquecer a ponta da ferramenta.

20
7.2- Fatores de Influência na Rugosidade da Peça
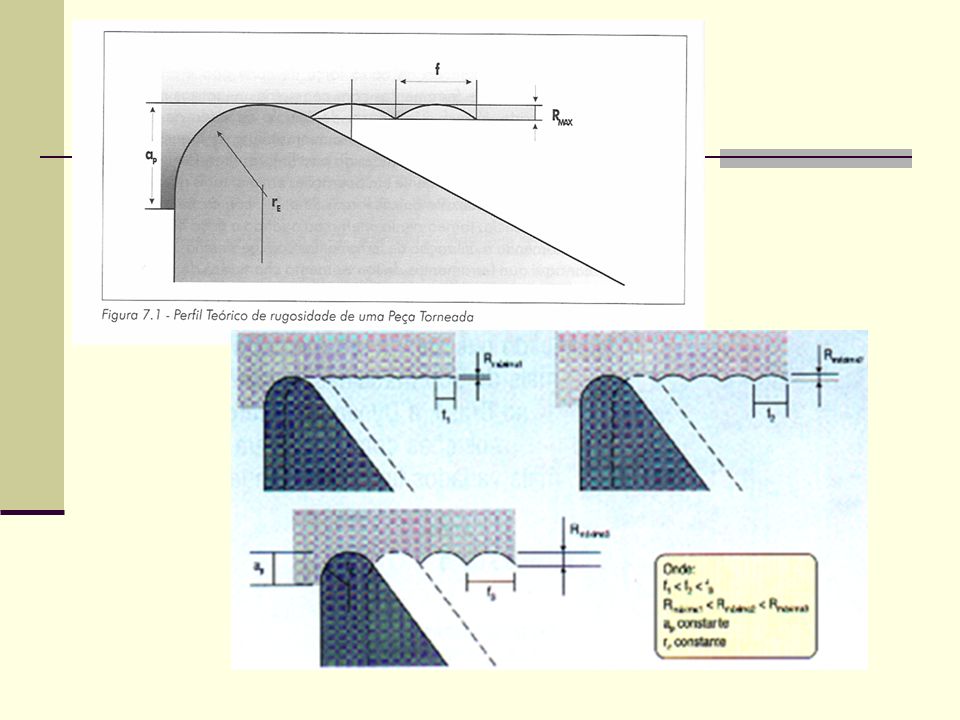
O aumento do raio de ponta torna a ponta da ferramenta mais resistente, mais também aumenta a vibração da ferramenta devido ao aumento do atrito causado pela maior área de contato entre a ferramenta e a peça. O acabamento da superfície depende muito da relação entre avanço e raio de ponta.

21
Este par (f – r) tem uma contribuição geométrica à rugosidade superficial da peça dada pela equação 7.3 e mostrada na figura 7.1 Rmax teor = f (7.3) 8rε
 8rε.")
26
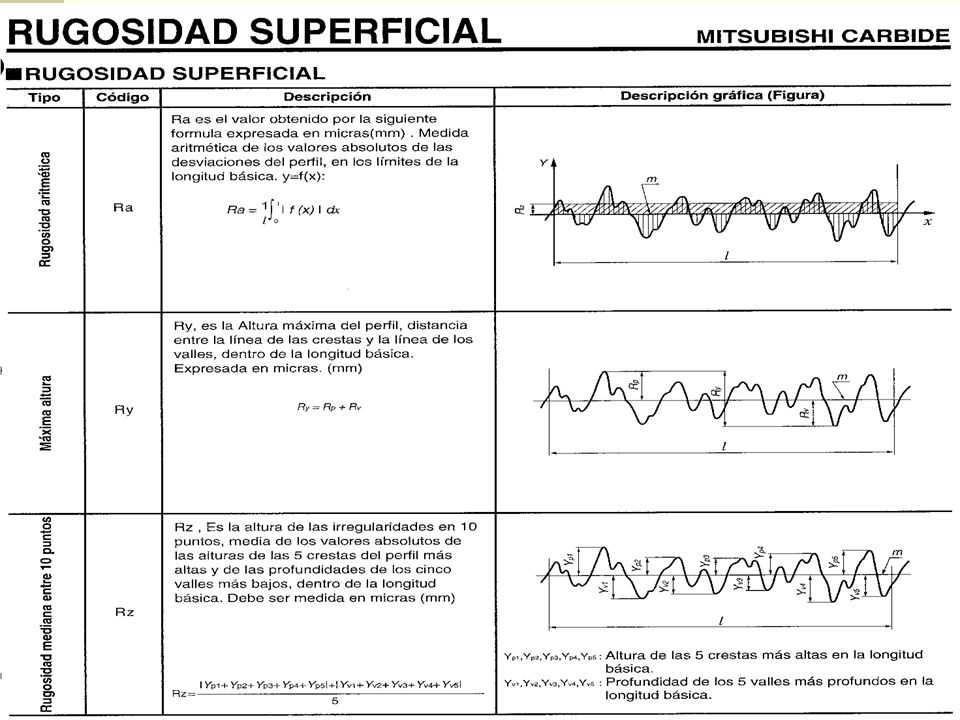
Rugosidade da peça X Velocidade de Corte
Ra Rmax

27
Vc= 200 m/min; f =0,2 mm/volta; r =0,8 mm
Rmax Ra Rugosida da Peça X Profundidade de Usinagem

28
Rmax Rmax teórico Ra

29
Rmax Rmax teórico Ra Rugosidade da Peça X Avanço

30
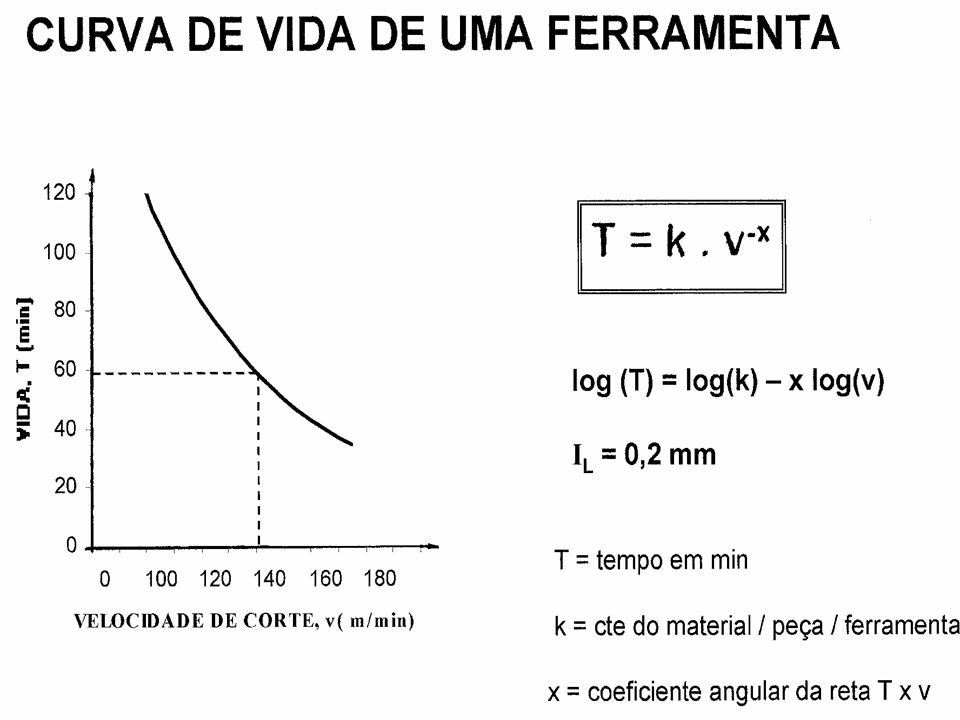
7.3- Curva de vida da Ferramenta
A curva de vida de uma ferramenta é um ábaco que fornece a vida da ferramenta em função da velocidade de corte. Para a execução desta curva deve-se geralmente construir em primeiro lugar gráficos auxiliares, que forneçam os desgastes da ferramenta para diferentes velocidades e tempos de trabalhos, em determinadas condições de usinagem do par ferramenta-peça (condições de avanço, profundidade de usinagem, geometria da ferramenta, etc).
.")
31
A figura 7.6 a apresenta a variação do desgaste VB em função do tempo de usinagem com pastilhas de metal duro para diferentes velocidades de corte. De posse destas curvas, pode-se fixar o valor do desgaste (por exemplo VB = 0,8 mm) que definirá a vida da ferramenta nas condições de usinagem desejadas. Obtém-se assim nesta figura, para VB = 0,8 mm os pontos m.ne o nas curvas para as diferentes velocidades de 180,144 e 128 m/min.
 que definirá a vida da ferramenta nas condições de usinagem desejadas. Obtém-se assim nesta figura, para VB = 0,8 mm os pontos m.ne o nas curvas para as diferentes velocidades de 180,144 e 128 m/min.")
32
Figura 7.6- Determinação da Curva de Vida de uma Ferramenta;
Curvas de Desgaste em Função do Tempo de Usinagem, para diferentes Velocidades de Corte, em determinadas Condições de Usinagem; b) Curva de Vida da Ferramenta para o desbaste VB = 0,8 mm
 Curva de Vida da Ferramenta para o desbaste VB = 0,8 mm.")
33
A região c é economicamente a mais interessante,
Apesar do desgaste ser menor no trecho b Figura 7.7- Desgastes da Ferramenta em função da Velocidade de Corte para um determinado Tempo de Usinagem

34
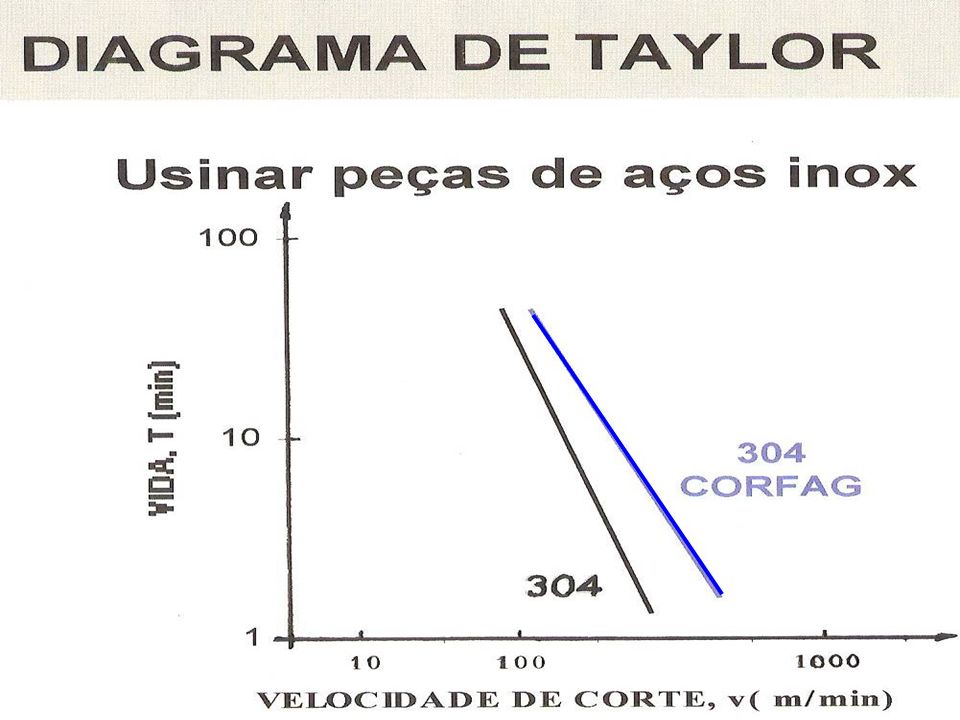
A equação da curva T= f(vc) de vida da ferramenta para o trecho C da curva é:
T = K. vc-x Proposta por Taylor, onde K e x são constantes do material para determinadas condições de usinagem.

38
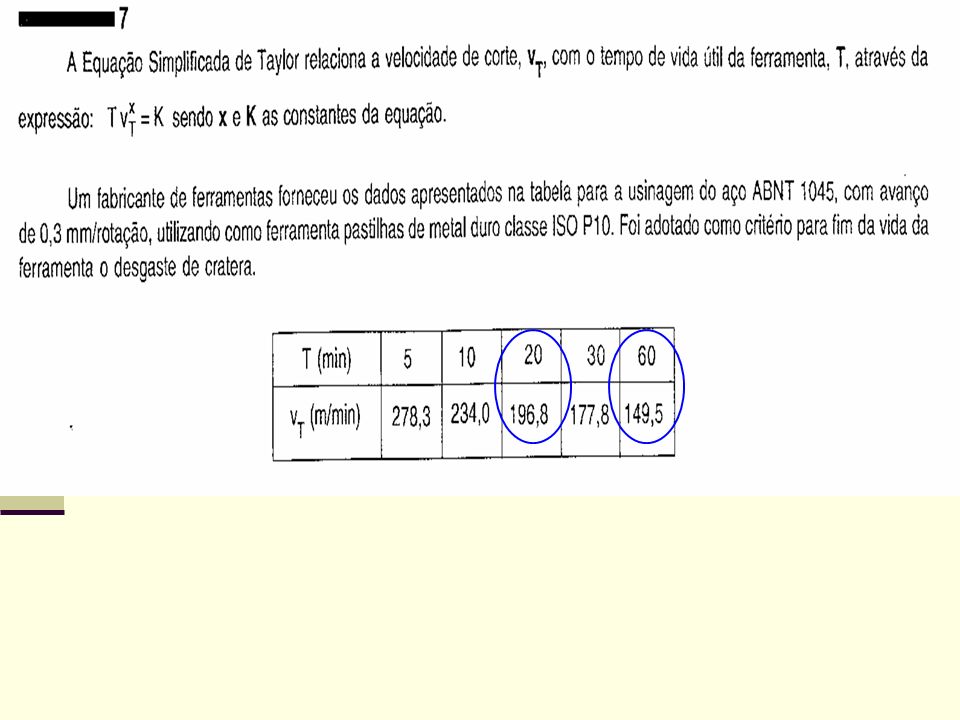
T = K. vc-x ou T. Vcx =K

Apresentações semelhantes