Carregar apresentação
A apresentação está carregando. Por favor, espere

1
NÚCLEO DE COMPETÊNCIAS ESPECÍFICAS TECNOLOGIA DA USINAGEM
Faculdade de Tecnologia SENAI Belo Horizonte Pós-graduação: Gestão em Processos Metalúrgicos NÚCLEO DE COMPETÊNCIAS ESPECÍFICAS TECNOLOGIA DA USINAGEM Prof.: William Xavier d’Alcântara

2
GRANDEZAS FÍSICAS NO PROCESSO DE CORTE
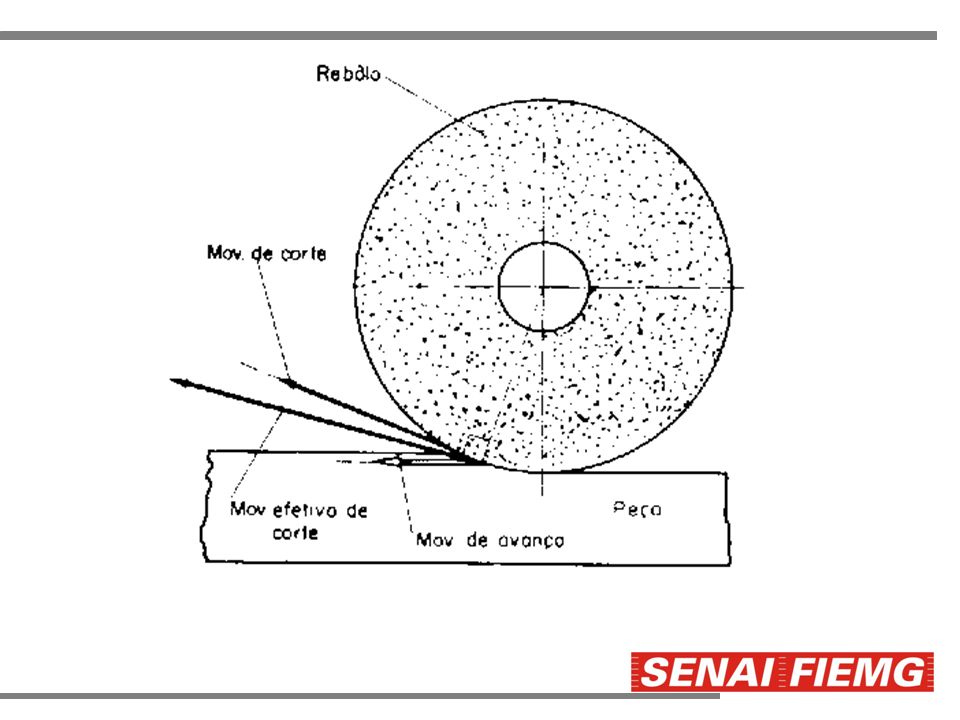
MOVIMENTOS NO PROCESSO DE USINAGEM A) Movimentos que causam diretamente a saída do cavaco: • Movimento de corte: movimento entre a peça e a ferramenta, no qual sem o movimento de avanço, origina uma única retirada do cavaco; • Movimento de avanço: movimento entre a peça e a ferramenta que juntamente com movimento de corte origina a retirada contínua de cavaco; • Movimento efetivo: movimento resultante dos movimentos de corte e avanço realizado ao mesmo tempo.
 Movimentos que causam diretamente a saída do cavaco: • Movimento de corte: movimento entre a peça e a ferramenta, no qual sem o movimento de avanço, origina uma única retirada do cavaco; • Movimento de avanço: movimento entre a peça e a ferramenta que juntamente com movimento de corte origina a retirada contínua de cavaco; • Movimento efetivo: movimento resultante dos movimentos de corte e avanço realizado ao mesmo tempo.")
3
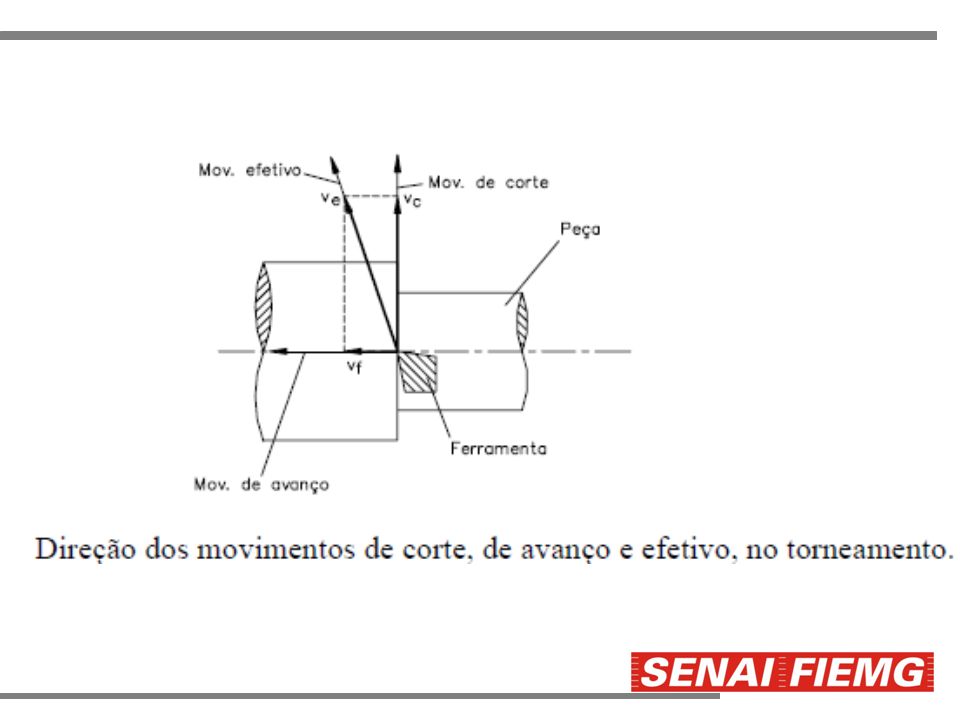
Direção dos movimentos de corte, de avanço e efetivo, no torneamento

6
B) Movimentos que não tomam parte direta na formação do cavaco:
• Movimento de aproximação; • Movimento de ajuste; • Movimento de correção; • Movimento de recuo.

7
DIREÇÃO DOS MOVIMENTOS
• Direção de corte: direção instantânea do movimento de corte: • Direção de avanço: direção instantânea do movimento de avanço; • Direção efetiva do movimento de corte;

10
Direção dos movimentos de corte, de avanço e efetivo no fresamento discordante

11
PERCURSO DA FERRAMENTA
Deve-se distinguir o percurso de corte, o percurso de avanço e o percurso efetivo de corte.

12
Percurso de corte (lc) - É o espaço percorrido sobre a peça pelo ponto de referência da aresta cortante, segundo a direção de corte; Percurso de avanço (lf) - é o espaço percorrido pela ferramenta, segundo a direção de avanço. Percurso efetivo de corte (Ie) - é o espaço percorrido pelo ponto de referência da aresta cortante, segundo a direção efetiva de corte
 - é o espaço percorrido pela ferramenta, segundo a direção de avanço. Percurso efetivo de corte (Ie) - é o espaço percorrido pelo ponto de referência da aresta cortante, segundo a direção efetiva de corte.")
13
Fresamento tangencial com fresa cilíndrica
Fresamento tangencial com fresa cilíndrica. Percurso de corte lc, percurso efetivo de corte Ie; percurso de avanço lf (Os dentes 1 e 2 mostram o movimento da fresa).
.")
14
VELOCIDADES Velocidade de corte (vc) - é a velocidade instantânea do ponto de referência da aresta cortante, segundo a direção a sentido de corte. Velocidade de avanço (vf) - é a velocidade instantânea da ferramenta segundo a direção e sentido de avanço. Velocidade efetiva de corte (ve) - é a velocidade instantânea do ponto de referência da aresta cortante, segundo a direção efetiva de corte.
 - é a velocidade instantânea da ferramenta segundo a direção e sentido de avanço. Velocidade efetiva de corte (ve) - é a velocidade instantânea do ponto de referência da aresta cortante, segundo a direção efetiva de corte.")
15
Avanço (f) - é o percurso de avanço em cada volta ou em cada curso.
Profundidade ou largura de corte (ap) - é a profundidade ou largura de penetração da aresta principal de corte, medida numa direção perpendicular ao plano de trabalho. Espessura de penetração (e) - é de importância predominante no fresamento e na retificação. É a espessura de corte em cada curso ou revolução, medida no plano de trabalho numa direção perpendicular à direção de avanço.
 - é a profundidade ou largura de penetração da aresta principal de corte, medida numa direção perpendicular ao plano de trabalho. Espessura de penetração (e) - é de importância predominante no fresamento e na retificação. É a espessura de corte em cada curso ou revolução, medida no plano de trabalho numa direção perpendicular à direção de avanço.")
16
Fresamento tangencial. Largura de corte ap; espessura de penetração e
Fresamento frontal. Profundidade de corte ap; espessura de penetração e.

17
Aplainamento. Profundidade de corte ap; avanço f=fc.
Retificação frontal. Profundidade de corte ap; espessura de penetração e.

18
Brochamento

19
Retificação plana tangencial
Retificação plana tangencial. Largura de corte ap; espessura de penetração e. Furação. Largura de corte ap=d/2.

20
CONSIDERAÇÕES SOBRE A Vc
Os valores da Vc são encontradas em tabelas fornecidas pelos fabricantes de ferramentas de corte; Os valores de rpm e gpm são ajustados nas máquinas-ferramentas antes do início da usinagem. Em máquinas CNC os valores da Vc tem variação contínua; A Vc é parâmetro de corte mais influente na vida das ferramentas.

21
Fatores que influenciam na Vc
Tipo de material da ferramenta; Tipo de material a ser usinado; Condições de refrigeração; Condições da máquina-ferramenta

22
CONSIDERAÇÕES SOBRE O AVANÇO (f) :
É o parâmetro mais influente na qualidade do acabamento superficial da peça; Para ferramentas multicortantes (fresas), distingui-se o avanço por dente fz e o valor de f (f = fz .z; onde z= número de dentes); Os valores de “f” ou “fz” são fornecidos pelos catálogos de fabricantes de ferramenta de corte; Geralmente: Vf <<< Vc, somente nos processos de roscamento Vf assume valores razoáveis.
, distingui-se o avanço por dente fz e o valor de f (f = fz .z; onde z= número de dentes); Os valores de f ou fz são fornecidos pelos catálogos de fabricantes de ferramenta de corte; Geralmente: Vf <<< Vc, somente nos processos de roscamento Vf assume valores razoáveis.")
23
PLANOS EM UMA FERRAMENTA DE CORTE
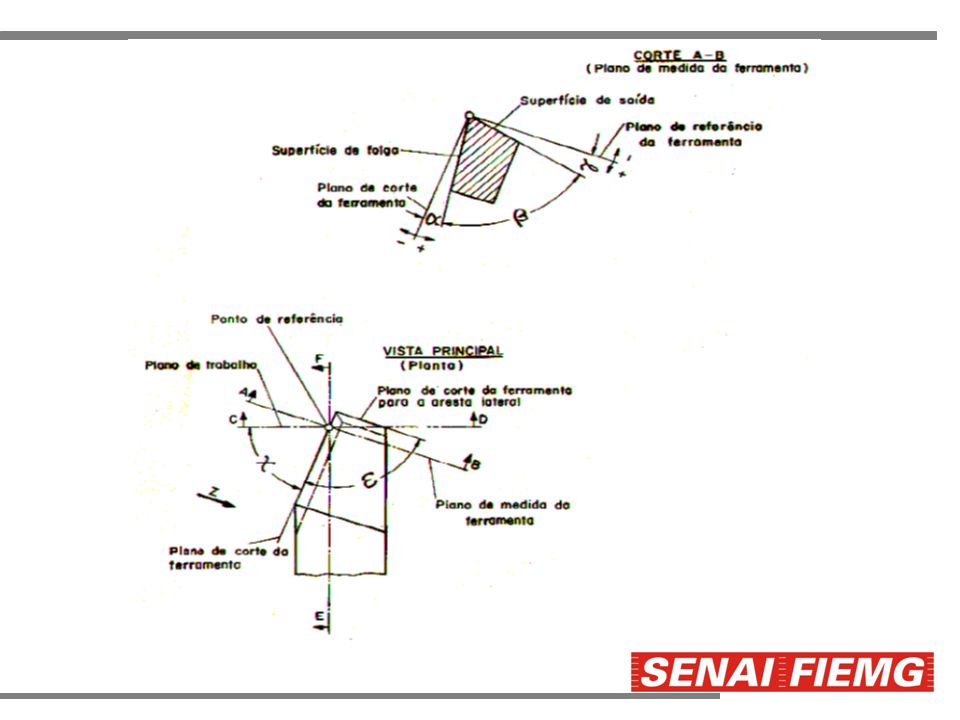
Plano de Referência (Pr): passa pelo ponto de corte escolhido e é perpendicular à direção de corte. No torneamento este plano é paralelo ao plano de apoio da ferramenta; • Plano de Trabalho (Pf): passa pelo ponto de corte contém as direções de avanço e de corte; • Plano de Corte: *Principal (Ps): passa pelo ponto de corte escolhido, é tangente à aresta principal de corte e perpendicular ao plano de referência da ferramenta; *Secundário (Ps'): Plano que passando pelo ponto de corte escolhido, é tangente à aresta secundária de corte e perpendicular ao plano de referência da ferramenta. • Plano Ortogonal (ou Plano de Medida) (Po): Plano que passando pelo ponto de referência da aresta de corte é perpendicular aos planos de referência e ao plano de corte da ferramenta;
: passa pelo ponto de corte escolhido e é perpendicular à direção de corte. No torneamento este plano é paralelo ao plano de apoio da ferramenta; • Plano de Trabalho (Pf): passa pelo ponto de corte contém as direções de avanço e de corte; • Plano de Corte: *Principal (Ps): passa pelo ponto de corte escolhido, é tangente à aresta principal de corte e perpendicular ao plano de referência da ferramenta; *Secundário (Ps ): Plano que passando pelo ponto de corte escolhido, é tangente à aresta secundária de corte e perpendicular ao plano de referência da ferramenta. • Plano Ortogonal (ou Plano de Medida) (Po): Plano que passando pelo ponto de referência da aresta de corte é perpendicular aos planos de referência e ao plano de corte da ferramenta;")
24
Planos do Sistema de Referência da Ferramenta

25
GEOMETRIA DAS FERRAMENTAS DE CORTE
A geometria da ferramenta de corte exerce influência, juntamente com outros fatores, a usinagem dos metais. É necessário, portanto, definir a ferramenta através dos ângulos da “cunha” para cortar o material.

26
Princípio da Cunha Cortante

27
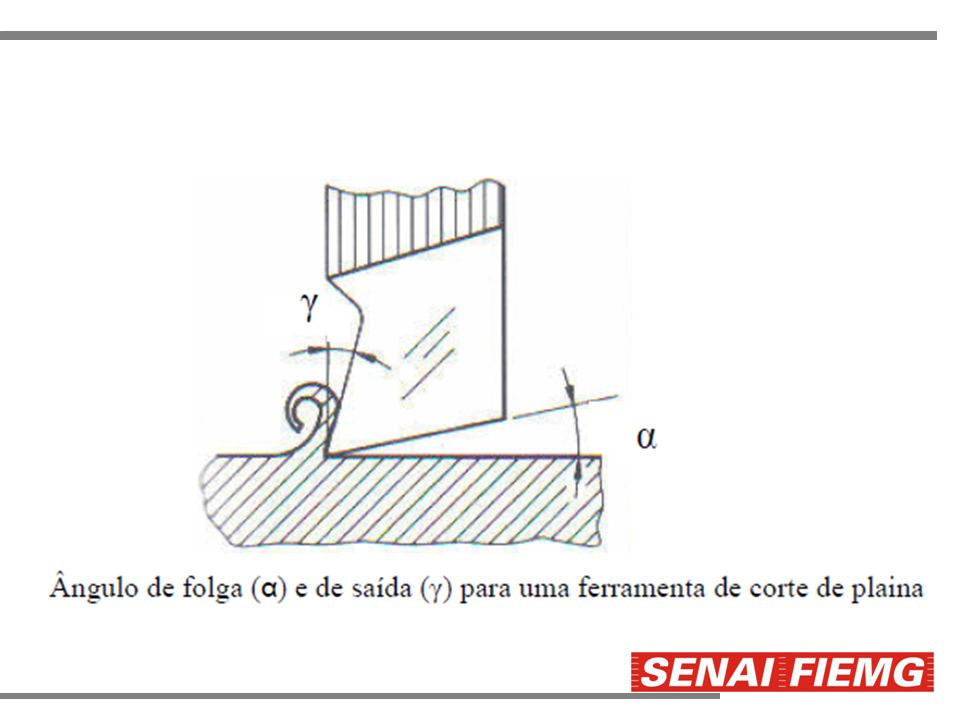
Somente o ângulo de cunha não garante que o material seja cortado com sucesso, outros ângulos também assumem papel importante e estão relacionados com a posição da ferramenta em relação a peça. Eles são os ângulos de folga(α), e de saída(γ).
, e de saída(γ)..")
29
Definição da geometria de corte no fresamento tangencial

30
κ = ( capa ) Ângulo de posição
ε = ( epsolon) Ângulo de ponta α = ( alfa) Ângulo de folga β = (beta) Ângulo da cunha γ = (gama) Ângulo de saída
 Ângulo de ponta. α = ( alfa) Ângulo de folga. β = (beta) Ângulo da cunha. γ = (gama) Ângulo de saída.")
31
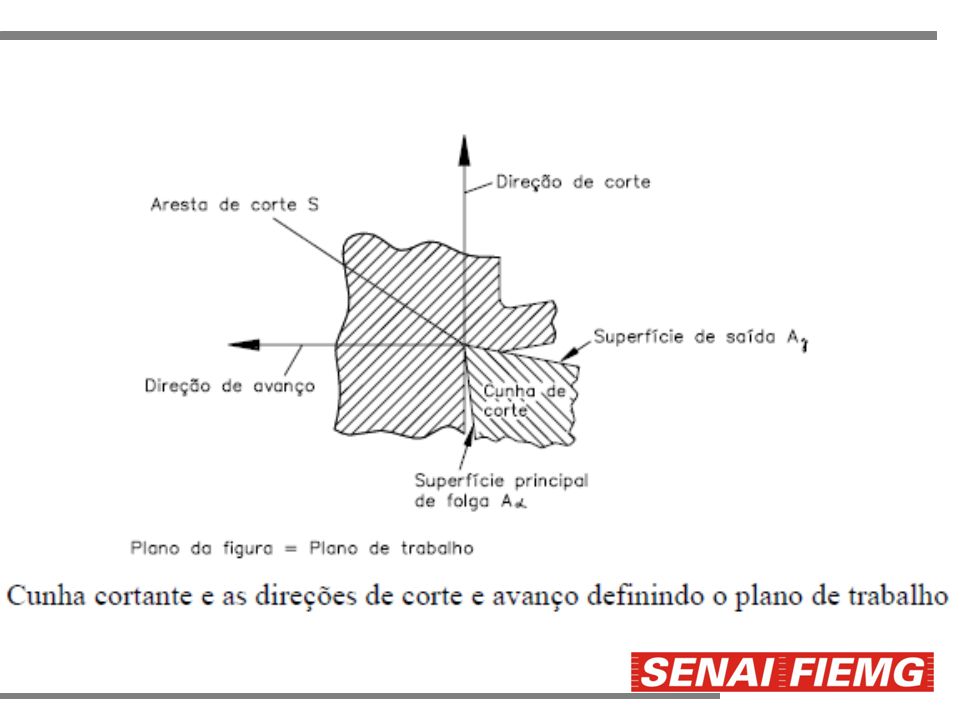
Cunha de corte É a cunha formada pelas superfícies de saída e de folga da ferramenta. Através do movimento relativo entre peça e ferramenta, formam-se os cavacos sobre a cunha de corte.

32
Superfície de Saída (Aγ): é a superfície da cunha de corte sobre o qual o cavaco desliza.
Superfície de folga (Aα): é a superfície da cunha de corte, que determina a folga entre a ferramenta e a superfície de usinagem. Distinguem-se a superfície principal de folga Aα e a superfície secundária de folga Aα’.
: é a superfície da cunha de corte, que determina a folga entre a. ferramenta e a superfície de usinagem. Distinguem-se a superfície principal de folga Aα e a superfície secundária de folga Aα’.")
34
Torneamento. Superfície principal e lateral de corte

36
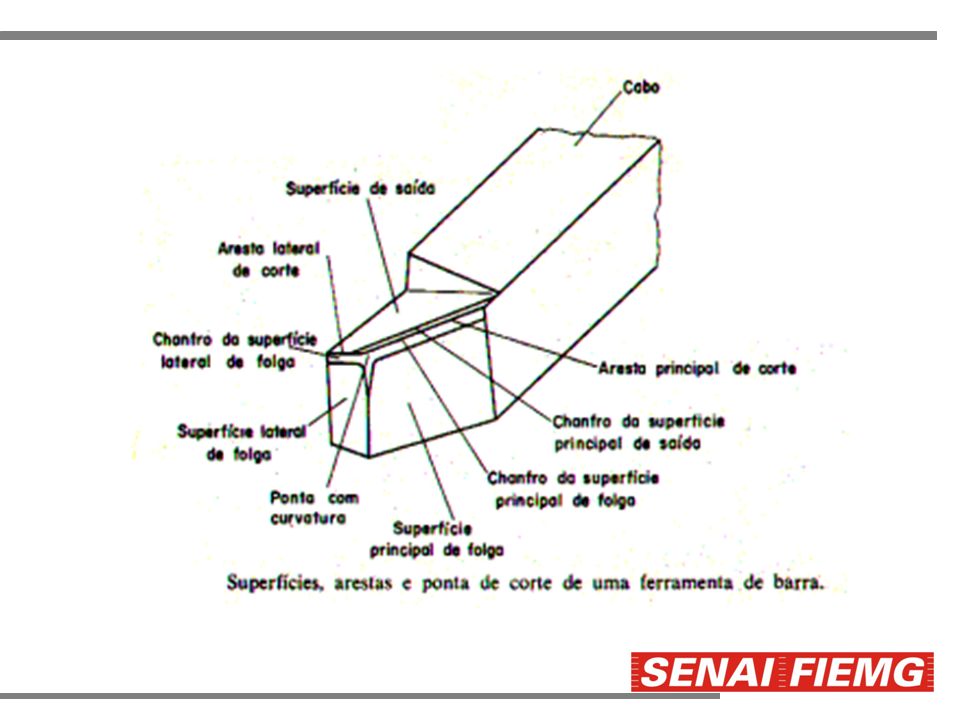
Arestas de corte: são as arestas da cunha de corte formadas pelas superfícies de saída e de folga. Deve-se distinguir a aresta principal de corte S e a aresta secundária de corte S’. Ponta de corte: parte da cunha de corte onde se encontram a aresta principal e a aresta secundária de corte. Ponto de corte escolhido: ponto destinado à determinação dos planos e ângulos da cunha de corte, ou seja, as definições se referem a um ponto da ferramenta, dito ponto de corte escolhido ou “Ponto de Referência”.

39
Ângulo de saída (γ): ângulo entre a superfície de saída e o plano de referência da ferramenta.
• Influi decisivamente na força e na potência necessária ao corte, no acabamento superficial e no calor gerado; • Quanto maior for o ângulo γ menor será o trabalho de dobramento do cavaco; • O ângulo γ depende principalmente de : - Resistência do material da ferramenta e da peça a usinar; - quantidade de calor gerado pelo corte; - velocidade de avanço.

40
• O ângulo γ negativo é muito usado para corte de materiais de difícil usinabilidade e em cortes interrompidos, com o inconveniente da necessidade de maior força de e potências de usinagem e maior calor gerado pela ferramenta, geralmente o ângulo γ está entre –10° e 30°. • O ângulo de saída pode ser positivo, nulo ou negativo.

41
Ângulo de saída (γ) para uma ferramenta de torno
 para uma ferramenta de torno")
42
O ângulo γ deve ser: ⇒ Maior para materiais que oferecem pouca resistência ao corte. Se γ (ângulo de saída) aumenta, o β (ângulo de cunha da ferramenta) diminui; ⇒ Menor (e as vezes até negativo) para materiais mais duros e com irregularidades na superfície. Se o ângulo γ diminui, o β (ângulo de cunha da ferramenta) aumenta;
 aumenta, o β (ângulo de cunha da ferramenta) diminui; ⇒ Menor (e as vezes até negativo) para materiais mais duros e com irregularidades na superfície. Se o ângulo γ diminui, o β (ângulo de cunha da ferramenta) aumenta;")
43
Ângulo de cunha da ferramenta (β)
Ângulo formado entre a superfície da saída e a de folga

44
Ângulo de folga (α): ângulo entre a superfície de folga e o plano de corte (Ps - plano que contém a aresta de corte e é perpendicular ao plano de referência, veja a Figura 3.8 ). O α (ângulo de folga) possui as seguintes funções e características: ⇒ Evitar o atrito entre a peça e a superfície de folga da ferramenta; ⇒ Se α é pequeno ( o ângulo β aumenta): a cunha não penetra convenientemente no material, a ferramenta perde o corte rapidamente, há grande geração de calor que prejudica o acabamento superficial;
: a cunha não penetra convenientemente no material, a ferramenta perde o corte rapidamente, há grande geração de calor que prejudica o acabamento superficial;")
45
⇒ Se α é grande (o ângulo β diminui) : a cunha da ferramenta perde resistência, podendo soltar pequenas lascas ou quebrar; ⇒ α depende principalmente da resistência do material da ferramenta e da peça a usinar. ⇒ Geralmente o ângulo α esta entre 2° e 14°.

46
Ângulos de folga (α), de cunha (β) e de saída (γ)
, de cunha (β) e de saída (γ)")
47
Ângulos de folga (α), de cunha (β) e de saída (γ) na fresa
, de cunha (β) e de saída (γ) na fresa")
48
ÂNGULOS MEDIDOS NO PLANO DE REFERÊNCIA (Pr)
Ângulo de posição ( χ ): ângulo entre o plano de corte (Ps) e o plano de trabalho (Pf). O ângulo de posição possui as seguintes funções e características: ⇒ Influi na direção de saída do cavaco; ⇒ Se χ diminui, o ângulo de ponta (ε) aumenta, aumentando a resistência da ferramenta e a capacidade de dissipação de calor; ⇒ O controle de χ reduz as vibrações, uma vez que as forças de corte estão relacionadas com este ângulo. Geralmente o ângulo χ está entre 30° e 90°;
: ângulo entre o plano de corte (Ps) e o plano de trabalho (Pf). O ângulo de posição possui as seguintes funções e características: ⇒ Influi na direção de saída do cavaco; ⇒ Se χ diminui, o ângulo de ponta (ε) aumenta, aumentando a resistência da ferramenta e a capacidade de dissipação de calor; ⇒ O controle de χ reduz as vibrações, uma vez que as forças de corte estão relacionadas com este ângulo. Geralmente o ângulo χ está entre 30° e 90°;")
49
Ângulo de ponta (ε): ângulo entre os planos principal de corte (Ps) e o secundário (P’s);
Ângulo de posição secundária (χ’): ângulo entre o plano secundário de corte (P’s) e o plano de trabalho.
: ângulo entre o plano secundário de corte (P’s) e o plano de trabalho.")
50
Ângulos medidos no plano de referência (Pr) χ, χ’ e ε.
 χ, χ’ e ε.")
51
ÂNGULOS MEDIDOS NO PLANO DE CORTE (Ps)
Ângulo de inclinação (λ): ângulo entre a aresta de corte e o plano de referência. Funções do ângulo “λ”: ⇒ controlar a direção de saída do cavaco; ⇒ proteger a quina da ferramenta contra impactos; ⇒ atenuar vibrações; ⇒ geralmente λ (ângulo de inclinação) tem um valor de –4° a 4°.
: ângulo entre a aresta de corte e o plano de referência. Funções do ângulo λ : ⇒ controlar a direção de saída do cavaco; ⇒ proteger a quina da ferramenta contra impactos; ⇒ atenuar vibrações; ⇒ geralmente λ (ângulo de inclinação) tem um valor de –4° a 4°.")
52
Quando a ponta da ferramenta for:
* mais baixa em relação a aresta de corte ⇒ λ será positivo (usado nos trabalhos em desbaste nos cortes interrompidos nos materiais duros) *mais alta em relação a aresta de corte ⇒ λ será negativo (usado na usinagem de materiais macios, de baixa dureza); *da mesma altura da aresta de corte ⇒ λ será nulo (usado na usinagem de materiais duros, exige menor potência no corte).
 *mais alta em relação a aresta de corte ⇒ λ será negativo (usado na usinagem de materiais macios, de baixa dureza); *da mesma altura da aresta de corte ⇒ λ será nulo (usado na usinagem de materiais duros, exige menor potência no corte).")
53
Ângulo de inclinação “λ”

54
ESTUDO DOS CAVACOS Cavaco é o material removido do tarugo (Billet) durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas.
 durante o processo de usinagem, cujo objetivo é obter uma peça com forma e/ou dimensões e/ou acabamento definidas.")
55
Etapas de mecanismo de formação de cavaco
1 - Recalque, devido a penetração da ferramenta na peça; 2 - O material recalcado sofre deformação plástica, que aumenta progressivamente, até que tensões cisalhantes se tornem suficientemente grandes para que o deslizamento comece; 3 - Ruptura parcial ou completa, na região de cisalhamento, dando origem aos diversos tipos de cavacos; 4 - Movimento sobre a superfície de saída da ferramenta.

56
Tipos de cavacos Cisalhado (segmentado); De ruptura (descontínuo);
Cavaco contínuo com aresta postiça de corte (APC)
")
57
Tipos de cavaco

58
Mecanismo de Formação do Cavaco

59
CAVACO CONTÍNUO Mecanismo de Formação: O cavaco é formado continuamente, devido a ductilidade do material e a alta velocidade de corte; Acabamento Superficial: Como a força de corte varia muito pouco devido a contínua formação do cavaco, a qualidade superficial é muita boa.

60
CAVACO CISALHADO Mecanismo de Formação: O material fissura no ponto mais solicitado. Ocorre ruptura parcial ou total do cavaco. A soldagem dos diversos pedaços (de cavaco) é devida a alta pressão e temperatura desenvolvida na região. O que difere um cavaco cisalhado de um contínuo (aparentemente), é que somente o primeiro apresenta um serilhado nas bordas. Acabamento Superficial: A qualidade superficial é inferior a obtida com cavaco contínuo, devido a variação da força de corte. Tal força cresce com a formação do cavaco e diminui bruscamente com sua ruptura, gerando fortes vibrações que resultamn uma superfície com ondulações.
 é devida a alta pressão e temperatura desenvolvida na região. O que difere um cavaco cisalhado de um contínuo (aparentemente), é que somente o primeiro apresenta um serilhado nas bordas. Acabamento Superficial: A qualidade superficial é inferior a obtida com cavaco contínuo, devido a variação da força de corte. Tal força cresce com a formação do cavaco e diminui bruscamente com sua ruptura, gerando fortes vibrações que resultamn uma superfície com ondulações.")
61
CAVACO DE RUPTURA (ARRANCADO)
Mecanismo de Formação: Este cavaco é produzido na usinagem de materiais frágeis como o ferro fundido, bronze duro e latão. O cavaco rompe em pequenos segmentos devido a presença de grafita (FoFo), produzindo uma descontinuidade na microestrutura. Acabamento Superficial: Devido a descontinuidade na microestrutura produzida pela grafita ( no caso do FoFo), o cavaco rompe em forma de concha gerando uma superfície com qualidade superficial inferior.
, produzindo uma descontinuidade na microestrutura. Acabamento Superficial: Devido a descontinuidade na microestrutura produzida pela grafita ( no caso do FoFo), o cavaco rompe em forma de concha gerando uma superfície com qualidade superficial inferior.")
62
Quanto à forma, os cavacos são classificados como:
Em fita; Helicoidal; Espiral; Em lasca ou pedaços.

63
Formas de cavacos produzidos na usinagem dos metais
a) Em fita; b) Helicoidal; c) Espiral; d) Em lasca ou pedaços
 Em fita; b) Helicoidal; c) Espiral; d) Em lasca ou pedaços.")
64
Cavaco contínuo a) Em fita b)transição c) Cisalhado
 Em fita b)transição c) Cisalhado")
65
Cavacos arrancados Figuras d e e mostram cavacos arrancados, em pedaços, obtidos na usinagem de ferro fundido.

66
Classificação segundo a norma ISO 3685

67
Efeitos indesejáveis dos cavacos do tipo contínuos (em fita):
Pode ocasionar acidentes, visto que eles se enrolam em torno da peça, da ferramenta ou dos componentes da máquina; Dificulta a refrigeração direcionada, desperdiçando o fluido de corte; Dificulta o transporte (manuseio), ocupa muito volume; Ele prejudica o corte, no sentido de poder afetar, o acabamento, as forças de corte e a vida útil das ferramentas.
, ocupa muito volume; Ele prejudica o corte, no sentido de poder afetar, o acabamento, as forças de corte e a vida útil das ferramentas.")
68
Fatores que influenciam a forma do cavaco:
1 - O material da peça (principal fator); 2- vc (velocidade de corte); 3 - f (avanço); 4 - γ (ângulo de saída);
; 2- vc (velocidade de corte); 3 - f (avanço); 4 - γ (ângulo de saída);")
69
Influência dos parâmetros de corte na formação do cavaco.

70
Apesar das condições de corte poderem ser controladas para evitar ou pelo menos reduzir a tendência de formação de cavacos longos em fita. O método mais efetivo, no entanto, para produzir cavacos curtos é o uso de quebra-cavacos.

71
Tipos mais comuns de quebra-cavacos
) Quebra-cavaco fixado mecanicamente; b) Quebra-cavaco usinado diretamente na ferramenta; c) Quebra-cavaco em pastilha sinterizada. a) Quebra-cavaco fixado mecanicamente; b) Quebra-cavaco usinado diretamente na ferramenta;. c) Quebra-cavaco em pastilha sinterizada
 Quebra-cavaco fixado mecanicamente; b) Quebra-cavaco usinado diretamente na ferramenta; c) Quebra-cavaco em pastilha sinterizada. a) Quebra-cavaco fixado mecanicamente; b) Quebra-cavaco usinado diretamente na ferramenta;. c) Quebra-cavaco em pastilha sinterizada.")
72
Vantagens do uso de quebra-cavacos:
Redução de transferência de calor para a ferramenta por reduzir o contato entre o cavaco e ferramenta; Maior facilidade de remoção dos cavacos; Menor riscos de acidentes para o operador; Obstrução menor ao direcionamento do fluido de corte sobre a aresta de corte da ferramenta.

73
Principais causas do aumento de temperatura no corte:
TEMPERATURA DE CORTE Principais causas do aumento de temperatura no corte: - Deformação da raiz do cavaco Atrito entre peça e ferramenta Atrito entre cavaco e ferramenta

74
Principais fontes de Dissipação de Calor na usinagem
Cavaco Peça Ferramenta Meio ambiente

75
Os valores das proporções variam com:
O tipo de usinagem: torneamento, fresamento, brochamento, etc.; O material da ferramenta e da peça; A forma da ferramenta; As condições de usinagem.

76
FORÇA DE USINAGEM A força de usinagem F se decompõe em:
- Força de corte Fc; - Força de avanço Ff ; - Força passiva Fp,

77
O conhecimento da força de usinagem F é necessário para:
Para o projeto de uma máquina ferramenta (dimensionamento das estruturas, acionamentos, fixações, etc.); Para a determinação das condições de corte em condições de trabalho; Para a avaliação da precisão de uma máquina ferramenta, em certas condições de trabalho (deformação da ferramenta, máquina e peça); Para a explicação de mecanismos de desgaste.
; Para a determinação das condições de corte em condições de trabalho; Para a avaliação da precisão de uma máquina ferramenta, em certas condições de trabalho (deformação da ferramenta, máquina e peça); Para a explicação de mecanismos de desgaste.")
78
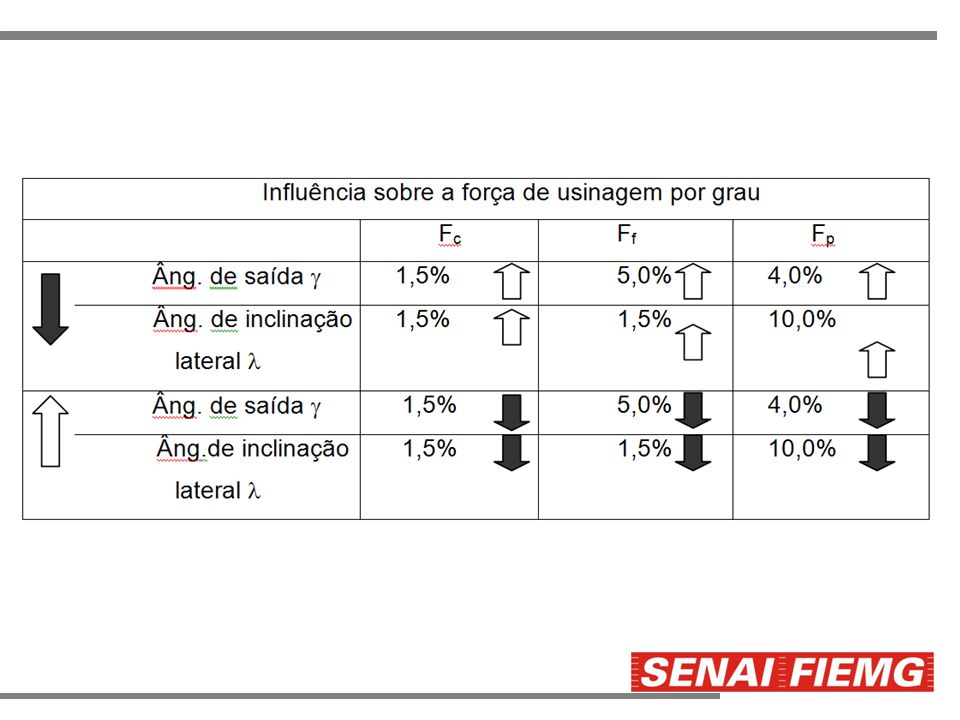
Os componentes da força de usinagem (Fc, Ff e Fp) diminuem com o aumento da velocidade de corte vc devido à diminuição da resistência do material com o aumento da temperatura. Os componentes da força de usinagem aumentam com o aumento da profundidade de corte ap de uma forma proporcional (só vale para ap maior que o raio de quina).
.")
80
POTÊNCIA DE USINAGEM A potência de corte Pc é a potência disponível no gume da ferramenta e consumida na operação de remoção de cavacos. É ela que interessa no cálculo de forças e pressões específicas de corte. A potência de acionamento Pa é a potência fornecida pelo motor à máquina-ferramenta. Ela difere da potência de corte pelas perdas que ocorrem por atrito nos mancais, engrenagens, sistemas de lubrificação e refrigeração, sistema de avanço, etc. A potência de avanço, embora seja uma parcela utilizada na operação de corte, é muito pequena em relação à potência de corte, sendo mais prático reuni-la no grupo das “perdas”. A potência em vazio Po é a potência consumida pela máquina-ferramenta ligada, com o mecanismo de avanço funcionando, porém sem que tenha lugar qualquer operação de corte.

81
onde, kc é a pressão específica de corte em [N/mm2].
A força principal de corte Fc é a base para o cálculo da potência de usinagem. No caso do torneamento, pode-se estabelecer a seguinte relação entre a força de corte e a área da seção de usinagem: onde, kc é a pressão específica de corte em [N/mm2].
![onde, kc é a pressão específica de corte em [N/mm2].](http://slideplayer.com.br/slide/46266/1/images/81/onde%2C+kc+%C3%A9+a+press%C3%A3o+espec%C3%ADfica+de+corte+em+%5BN%2Fmm2%5D..jpg "A força principal de corte Fc é a base para o cálculo da potência de usinagem. No caso do torneamento, pode-se estabelecer a seguinte relação entre a força de corte e a área da seção de usinagem: onde, kc é a pressão específica de corte em [N/mm2].")
Apresentações semelhantes