Carregar apresentação
A apresentação está carregando. Por favor, espere

1
O QUE SÃO... FERRAMENTAS DA QUALIDADE

2
As ferramentas da qualidade são as técnicas e métodos utilizados nas etapas de análise e melhoria dos processos de uma organização.

3
As ferramentas da qualidade são gerenciais e permitem análises de fatos e tomada de decisão com base em dados, dando a certeza de que a decisão é realmente a mais indicada.

4
- Diagrama de Causa e Efeito - Ishikawa, - Diagrama de Pareto, - Histograma, - Folhas de Verificação - Gráficos - Fluxogramas - Cartas de Controle

5
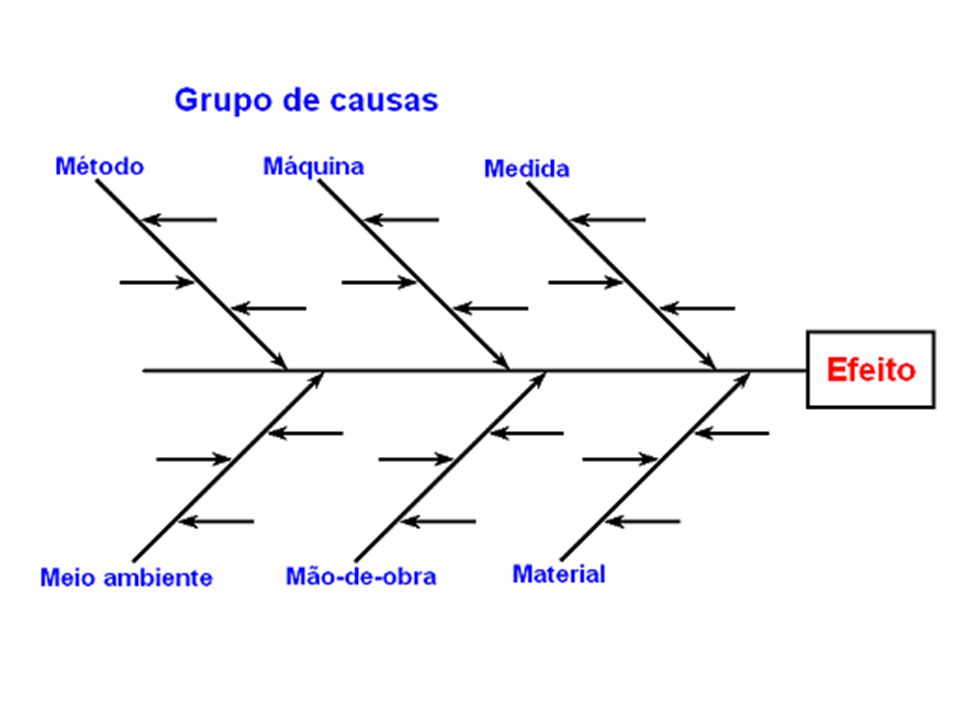
Diagrama de Causa e Efeito
É também conhecido como diagrama espinha de peixe ou de Ishikawa. Foi criado em 1943 e consiste de uma técnica visual que interliga os resultados (efeitos) com os fatores (causas).
 com os fatores (causas).")
6
É um instrumento muito usado para estudar: - Os fatores que determinam resultados que desejamos obter (processo, desempenho, oportunidade); - As causas de problemas que precisamos evitar (defeitos, falhas, variabilidade).
; - As causas de problemas que precisamos evitar (defeitos, falhas, variabilidade).")
7
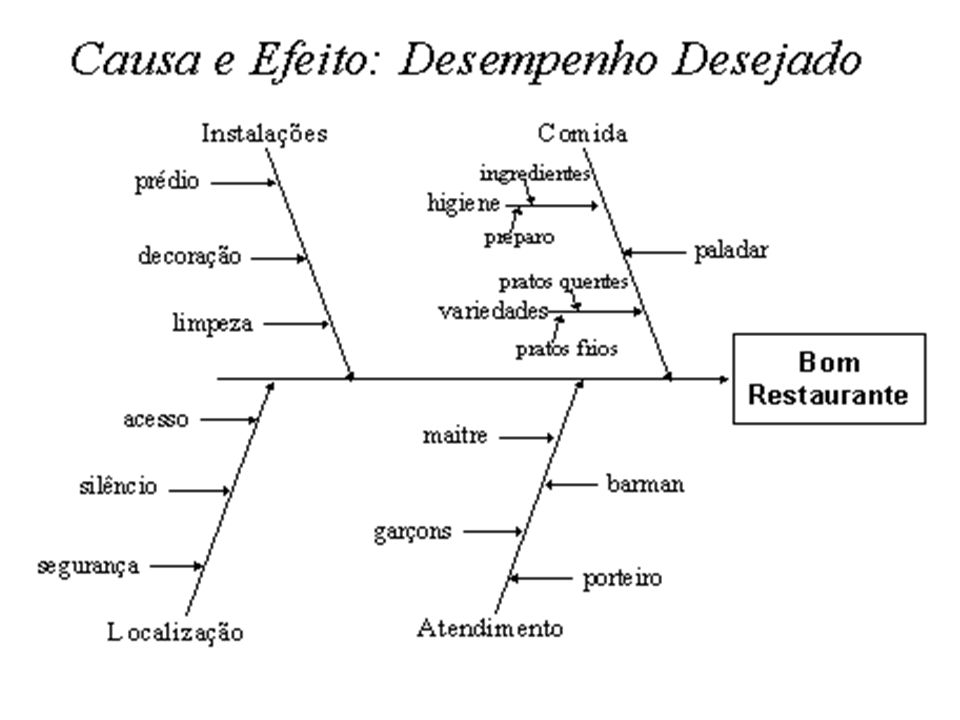
O diagrama de Causa e Efeito é a representação gráfica das causas de um fenômeno. As causas são agrupadas por categorias e semelhanças (ex.: materiais, equipamentos, pessoas e processos).
..")
9
ETAPAS 1)Defina o problema a ser estudado e o que se deseja obter (o que deve acontecer ou o que deve ser evitado).
Defina o problema a ser estudado e o que se deseja obter (o que deve acontecer ou o que deve ser evitado).")
10
ETAPAS 2) Procure conhecer e entender o processo: observe, documente, fale com pessoas envolvidas, leia.
 Procure conhecer e entender o processo: observe, documente, fale com pessoas envolvidas, leia.")
11
3) Reúna um grupo para discutir o problema, apresente os fatos conhecidos, incentive as pessoas a dar suas opiniões, faça um brainstorming.
 Reúna um grupo para discutir o problema, apresente os fatos conhecidos, incentive as pessoas a dar suas opiniões, faça um brainstorming.")
12
4) Organize as informações obtidas, estabeleça as causas principais, secundárias, terciárias, etc. (hierarquia das causas), elimine informações irrelevantes, monte o diagrama, confira, discuta com os envolvidos.
, elimine informações irrelevantes, monte o diagrama, confira, discuta com os envolvidos..")
13
5) Assinale os fatores mais importantes para obtenção do objetivo visado (fatores chave, fatores de desempenho, fatores críticos).
 Assinale os fatores mais importantes para obtenção do objetivo visado (fatores chave, fatores de desempenho, fatores críticos).")
14
Problemas com resultados de exames em laboratório O que fazer??
EXEMPLO Problemas com resultados de exames em laboratório O que fazer??

15
Em resumo: 1) discussão do assunto 2) descrição do efeito 3) levantamento das possíveis causas 4) análise do diagrama e coleta de dados
 discussão do assunto 2) descrição do efeito 3) levantamento das possíveis causas 4) análise do diagrama e coleta de dados")
16
MATERIAIS. EQUIPAMENTOS
MATERIAIS EQUIPAMENTOS >insumos >falta de manutenção de baixa preventiva qualidade >uso inadequado do >armazenamento equipamento inadequado Exames de laboratório com erros >falta de padrões >desmotivação documentados >baixo nível de >treinamento padronização inadequado PROCESSOS PESSOAS

18
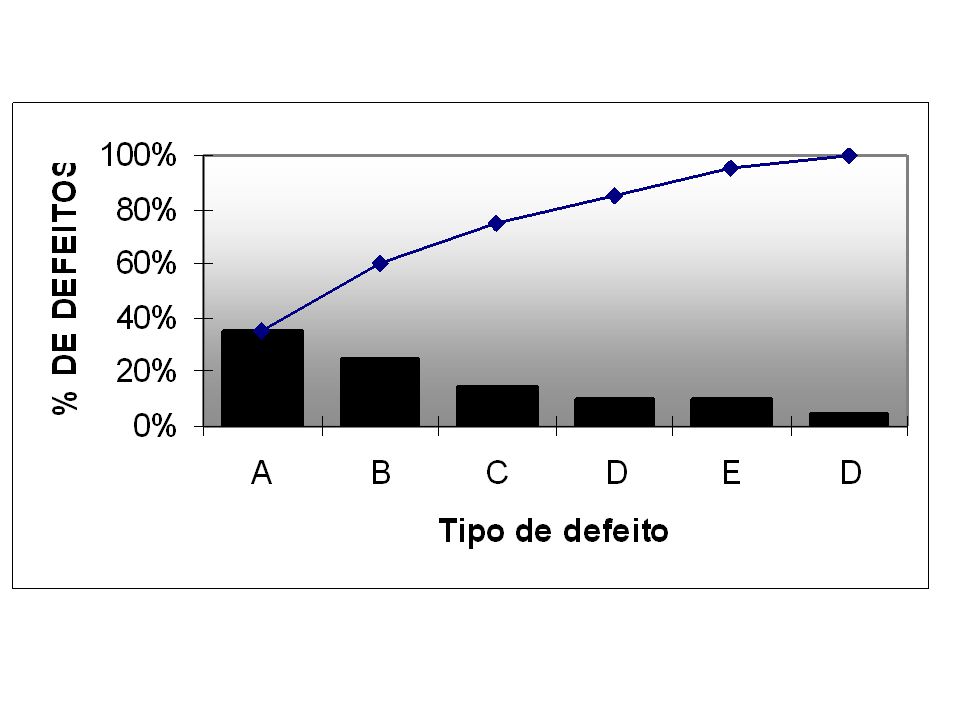
Diagrama de Pareto É um gráfico de barras utilizado para ordenar as freqüências das ocorrências, da maior para a menor, permitindo priorização dos problemas.

19
Diagrama de Pareto Construído a partir de coletas de dados, utilizando uma lista de verificação. Pode ser empregado quando se deseja priorizar problemas relativos a um determinado assunto, possibilitando a concentração de esforços sobre eles.

20
Diagrama de Pareto No eixo horizontal está a descrição dos eventos. Nos eixos verticais direito e esquerdo, mostram, respectivamente, o número das ocorrências e o percentual.

21
Defeitos na confecção de peças O que fazer??
EXEMPLO Defeitos na confecção de peças O que fazer??

22
Alguns Passos Importantes:
1.Determine o tipo de perda que você quer investigar. 2.Especifique o aspecto de interesse do tipo de perda 3.Organize uma folha de verificação com as categorias do aspecto

23
Alguns Passos Importantes:
4.Preencha a folha de verificação 5.Faça as contagens, organize as categorias por ordem decrescente de freqüência 6.Calcule as freqüências relativas, as freqüências acumuladas e as freqüências relativas acumuladas.

24
A 0,35 B 0,25 0,6 C 0,15 0,75 D 0,1 0,85 E 0,95 Defeito Freq. Acum.
Freq.Relativa Freq. Acum. 0,05 1 Total

26
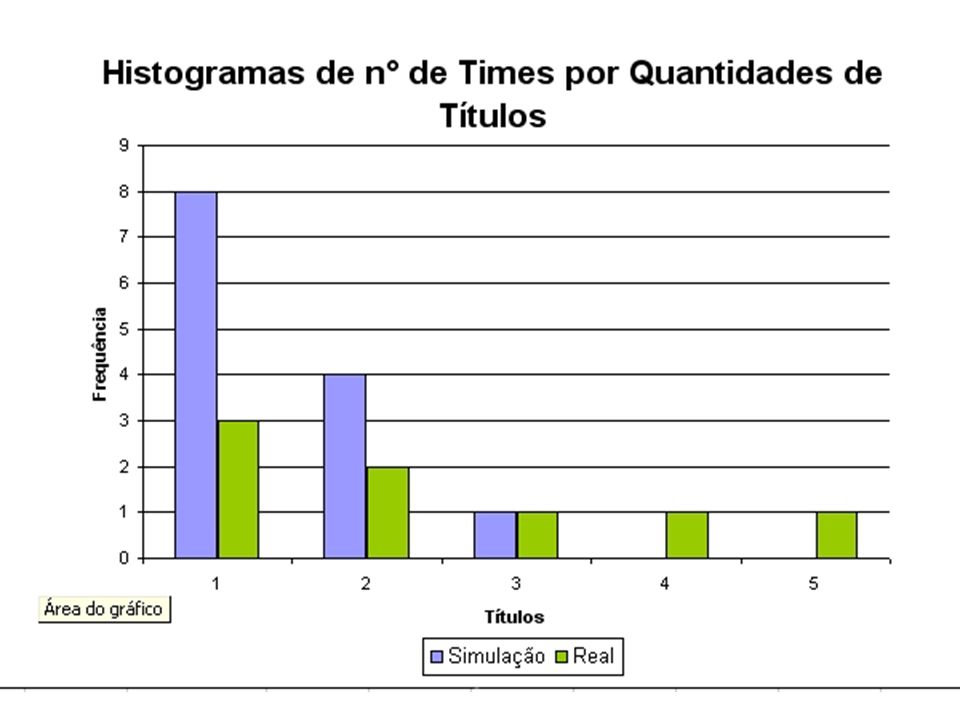
HISTOGRAMA É uma representação gráfica da distribuição de frequências de uma massa de medições, normalmente um gráfico de barras verticais, justapostas, divididas de acordo com as classes.

27
Exemplo: HISTOGRAMA

29
FOLHAS DE VERIFICAÇÃO O objetivo da folha de verificação ou folha de coleta de dados é gerar uma massa clara de dados, que facilite a análise e o tratamento posterior. Para tanto, é necessário que os dados obtidos correspondam à necessidade da empresa.

30
AS ETAPAS PARA ELABORAÇÃO SÃO:
- estabelecer o que será verificado - período em que os dados serão coletados - utilizar um formulário de fácil manuseio - dados confiáveis e consistentes

31
GRÁFICOS São utilizados para mostrar relações entre dois conjuntos de dados associados que ocorrem aos pares. As relações entre os conjuntos de dados são inferidas pelo formato das nuvens de pontos que se formam..

32
GRÁFICOS EM LINHA

33
GRÁFICOS DE TEMPO

34
GRÁFICOS DE BARRAS

35
GRÁFICOS CIRCULAR OU DE PIZZA

36
GRÁFICOS DE DISPERSÃO

37
É a representação gráfica da seqüência de atividades de um processo.
FLUXOGRAMA É a representação gráfica da seqüência de atividades de um processo.

38
Além da seqüência das atividades, o fluxograma mostra o que é realizado em cada etapa, os materiais ou serviços que entram e saem do processo, as decisões que devem ser tomadas e as pessoas envolvidas (cadeia cliente/fornecedor).
.")
39
O fluxograma torna mais fácil a análise de um processo à identificação: • das entradas e de seus fornecedores; • das saídas e de seus clientes; • de pontos críticos do processo.

40
O fluxograma utiliza um conjunto de símbolos para representar as etapas do processo, as pessoas ou os setores envolvidos, a seqüência das operações e a circulação dos dados e dos documentos .

41
Limites: Indica o início e o fim do processo.
Operação: Indica uma etapa do processo. Decisão: Indica o ponto em que a decisão deve ser tomada Sentido do fluxo: Indica o sentido e a seqüência das etapas do processo.

42
EXEMPLO

43
É um tipo de gráfico para monitorar a variação de um processo, identificando as causas comuns (intrínsecas ao processo) e especiais (aleatórias). CARTAS DE CONTROLE

44
É uma ferramenta visual, estatística, utilizada para avaliar a estabilidade ou as flutuações de um processo, distinguindo as variações devidas às causas assinaláveis ou especiais das variações casuais inerentes ao processo CARTAS DE CONTROLE

45
EXEMPLO

46
MÉTODOS DA QUALIDADE

47
Definição Os métodos de gestão representam um conjunto de práticas disponíveis para o uso no sistema de gestão de empresas.

48
No desenvolvimento de suas aplicações, utilizam ferramentas de gerenciamento e de técnicas aplicadas na condução de grupos.

49
Tais métodos são implantados pelas diversas áreas da organização, à medida que surgem necessidades específicas.

50
PRINCIPAIS MÉTODOS a) Brainstorming b) Plano de ação 5W2H c) Seis Sigma d) benchmarking e) 5S f) Kaizen g) Kanban h) Just in time
 Brainstorming b) Plano de ação 5W2H c) Seis Sigma d) benchmarking e) 5S f) Kaizen g) Kanban h) Just in time")
51
a) Brainstorming A técnica do Brainstorming (tempestade de idéias) é um processo de grupo em que os indivíduos emitem idéias de forma livre, sem críticas, no menor espaço de tempo possível.
 Brainstorming A técnica do Brainstorming (tempestade de idéias) é um processo de grupo em que os indivíduos emitem idéias de forma livre, sem críticas, no menor espaço de tempo possível.")
52
O Brainstorming apresenta as seguintes características: - capacidade de auto-expressão - liberação da criatividade - capacidade de aceitar e conviver com diferenças - ausência de julgamento prévio

53
- registro de idéias - capacidade de síntese - delimitação de tempo - ausência de hierarquia durante o processo

54
O Brainstorming tem as seguintes fases: - clareza e objetividade na apresentação dos assuntos - geração e documentação das idéias - análise e seleção das idéias

55
b) 5W2H (Plano de Ação) Usada no mapeamento e padronização de processos, na elaboração de planos de ação e nos procedimentos associados a indicadores. Busca-se o fácil entendimento através da definição de responsabilidades, métodos, prazos, objetivos e recursos. What: o quê How: como Who: quem How much: quanto custa When: quando Where: onde Why: por que

56
b) 5W2H (Plano de Ação) What: o quê. How: como. Who: quem
b) 5W2H (Plano de Ação) What: o quê? How: como? Who: quem? How much: quanto custa? When: quando? Where: onde? Why: porque?
 5W2H (Plano de Ação) What: o quê How: como Who: quem How much: quanto custa When: quando Where: onde Why: porque")
57
Exemplo: falta de treinamento dos funcionários o quê: dar treinamento ao funcionário quem: departamento de rh quando: 05/02/2005 onde: sala de treinamento

58
por quê: capacitação para nova atividade como: através de apostilas com casos práticos custo: R$ 400 / funcionário (40 horas)
")
59
c) Seis Sigma A estratégia Seis Sigma é uma extensão dos conceitos da Qualidade Total com foco na melhoria contínua dos processos, iniciando por aqueles que atingem o cliente diretamente.
 Seis Sigma A estratégia Seis Sigma é uma extensão dos conceitos da Qualidade Total com foco na melhoria contínua dos processos, iniciando por aqueles que atingem o cliente diretamente.")
60
Foi introduzida e popularizada pela Motorola
Foi introduzida e popularizada pela Motorola. Aproveita todas as iniciativas de qualidade que estão em andamento ou que já foram implantadas na empresa, harmonizando-as.

61
Estabelecendo metas desafiadoras de redução de desperdício
Estabelecendo metas desafiadoras de redução de desperdício. Assim, volta-se para a busca da lucratividade.

62
Objetivos: - reduzir o número de defeitos, falhas e erros - reduzir a variabilidade do processo - melhorar os produtos - diminuir o tempo de ciclo

63
- otimizar os estoques - obter custos mais baixos - melhorar a qualidade - satisfazer os clientes - aumentar a lucratividade

64
No Brasil, seguindo essa tendência, registram-se iniciativas na Brahma, Belgo Mineira, Gerdau, Maxion, Votorantim Cimentos, América Latina Logística, Líder Táxi Aéreo, Tupy Fundições, Fiat Automóveis, Kodak e Mangels.

65
Embora os resultados divulgados sejam de grandes empresas, esta filosofia da melhoria contínua pode ser aplicada a empresas de todos os tamanhos, nos vários ramos de prestação de serviços ou de manufatura, de capital público ou privado.

66
A estratégia Seis Sigma considera a natureza do negócio, seu tamanho, suas características específicas e os aspectos culturais e sociais das pessoas que dele participam.

67
Nessa caracterização, são identificadas as lacunas existentes entre as necessidades e desejos dos clientes e as atuais capacidades produtivas.

68
Para cada empresa, são escolhidas as ferramentas da qualidade a serem empregadas, são estabelecidas as metas e quantificados os recursos necessários para atingi-las.

69
Procede-se dessa forma porque, por exemplo, um hospital que atende clientes do SUS, de convênios e particulares tem uma projeção de resultados diferente de uma siderúrgica ou de uma empresa de transporte aéreo.

70
A aplicação da estratégia exige diagnóstico e elaboração de um projeto personalizado para a implementação das melhorias.

71
Para uma organização, a prioridade pode ser a melhoria na logística, otimizando os processos de transporte, tempo de espera, dimensionamento de estoques, procedimentos de controle e inventário;

72
Para outra organização, a prioridade pode ser a melhoria dos processos de transformação; e em outra, a prioridade pode ser o relacionamento com os clientes e a rede de distribuição.

73
Ressalta-se que uma empresa que utiliza máquinas sofisticadas, e fabrica produtos de altíssima precisão e sem defeitos não necessariamente representa uma organização Seis Sigma, se existirem processos ineficientes e pessoas descomprometidas.

74
Reduzir o desperdício é uma preocupação permanente na estratégia Seis Sigma, que tecnicamente é denominada de “defeitos”.

75
No Seis Sigma, defeito é qualquer desvio de uma característica que gere insatisfação ao cliente (externo ou interno).
.")
76
Ciclo DMAIC, na estratégia Seis Sigma, representa a melhoria contínua dos processos. D – Define (Definir) M – Measure (Medir) A – Analyze (Analisar) l – Improve (Melhorar) C – Control (Controlar)
 M – Measure (Medir) A – Analyze (Analisar) l – Improve (Melhorar) C – Control (Controlar).")
77
Definir Nesta etapa é necessário definir os pontos: - as necessidades e desejos dos clientes; - transformar as necessidades e desejos dos clientes em especificações do processo

78
Medir Nesta etapa é necessário medir com muita precisão o desempenho de cada etapa do processo, identificando os pontos críticos e passíveis de melhoria.

79
Analisar Analisar os resultados das medições possibilita determinar o que falta nos processos para atender e encantar os clientes.

80
Implementar melhorias Está relacionado com a forma de venda do plano às pessoas, que deve contem-plar a demonstração das vantagens que a mudança vai trazer e, aproveitar suas contribuições na operaciona-lização da estratégia.

81
Controlar Estabelecer um sistema permanente de avaliação e controle é fundamental para garantia da qualidade alcançada e identificação de desvios ou novos problemas, os quais devem exigir ações corretivas e padronizações de procedimentos.

82
Os participantes do processo Um dos pontos mais importantes para se implementar o programa Seis Sigma é a capacitação de especialistas, assim, apresentam-se os seguintes participantes: - Green Belts: profissionais que participam das equipes lideradas pelos Black Belts na condução do Seis Sigma - Black Belts: são aqueles que atuam na condução do Seis Sigma, orientando os demais funcionários praticar formas de trabalho mais eficientes.

84
- Green Belts: profissionais que participam das equipes lideradas pelos Black Belts na condução do Seis Sigma - Black Belts: são aqueles que atuam na condução do Seis Sigma, orientando os demais funcionários praticar formas de trabalho mais eficientes.

85
Master Black Belts: atuam em tempo integral como mentores do Black Belts e assessoram os Champions. - Champions: gestores que definem a direção que o Seis Sigma irá tomar e que têm a responsabilidade de apoiar os projetos e remover as barreiras ao desenvolvimento.

86
A idéia de se estabelecer um paralelo entre o “karate” e a implementação do Seis Sigma surgiu porque ambas dependem de força, velocidade e determinação, bem como disciplina mental e treinamento sistemático e intensivo.

87
d) Benchmarking É um processo contínuo e sistemático para avaliar produtos, serviços e processos de trabalho de organizações que são reconhecidas como aquelas que utilizam as melhores práticas.
 Benchmarking É um processo contínuo e sistemático para avaliar produtos, serviços e processos de trabalho de organizações que são reconhecidas como aquelas que utilizam as melhores práticas.")
88
Na medida em que são realizadas comparações entre empresas, o hiato constatado entre elas sinaliza uma oportunidade de melhoria a ser explorada.

89
Assim, é preciso identificar os referenciais de excelência, isto é, o benchmark, e realizar as devidas comparações com esses referenciais, ou seja, o benchmarking.

90
Objetivos No Benchmarking, não se comparam as organizações como um todo e, sim, processos específicos. Assim, o principal objetivo é captar e aprender, identificando oportunidades e ameaças.

91
- busca-se melhores processos e práticas inovadoras - aceleração dos ciclos e aprendizado e melhorias - redução de prazos e custos - consenso interno sobre as limitações e deficiências - estabelecer referências para melhoria dos resultados

92
O benchmarking pode ser classificado em: - Interno: quando se comparam atividades semelhantes dentro da própria organização. (comparar o processo vendas entre as lojas de uma mesma rede de varejo)
.")
93
- Competitivo: quando se comparam empresas de um mesmo setor, concorrentes diretas ou não (comparar o processo vendas de redes de varejo concorrentes).
.")
94
- Genérico: quando se comparam empresas de setores diversos, concorrentes diretas ou não, identificando as melhores práticas de gestão (comparar o processo de vendas de uma rede de varejo com o de um banco).
.")
95
e) 5 S ou Housekeeping É um método que busca a mobilização dos funcionários, através da implementação de mudanças no ambiente de trabalho, incluindo organização, limpeza e eliminação de desperdícios.
 5 S ou Housekeeping É um método que busca a mobilização dos funcionários, através da implementação de mudanças no ambiente de trabalho, incluindo organização, limpeza e eliminação de desperdícios.")
96
O objetivo principal é a mudança na maneira de pensar das pessoas, a fim de que procurem ter um comportamento melhor.

97
Seiri: organização / utilização / descarte Seiton: arrumação / ordenação Seiso: limpeza/higiene Seiketsu: padronização Shitsuke: disciplina

98
Quem pratica o 5S Trabalha com segurança;
Mantém bons hábitos para a saúde; Busca limpeza e organização; Combate os desperdícios; Tem espírito de equipe; Aceita os desafios; É responsável. 98

99
Devemos combater os desperdícios:
Mudar é Preciso Devemos combater os desperdícios: O Brasil desperdiça alimento suficiente para alimentar 30 milhões de pessoas; 99

100
Precisamos trabalhar com mais saúde e segurança:
Mudar é Preciso Precisamos trabalhar com mais saúde e segurança: O Brasil é recordista mundial em acidentes de trabalho; 100

101
Vivemos melhor num ambiente limpo e organizado:
Mudar é Preciso Vivemos melhor num ambiente limpo e organizado: Está provado que, num ambiente assim, produzimos mais com menor desgaste; 101

102
Os clientes exigem cada vez mais qualidade:
Mudar é Preciso Os clientes exigem cada vez mais qualidade: Colocar a casa em ordem é o primeiro passo para a satisfação dos clientes; 102

103
Desperdícios geram preços altos:
Mudar é Preciso Desperdícios geram preços altos: O que desperdiçamos na empresa contribui para tornar nossa vida mais cara. 103

104
“Separar o útil do inútil, eliminando o desnecessário.”
1º SEIRI - Utilização “Separar o útil do inútil, eliminando o desnecessário.” 104

105
“Guardar" É um instinto natural das pessoas.
O Senso de Utilização pressupõe que além de identificar os desperdícios, que as medidas preventivas possam ser adotadas para evitar que voltem a ocorrer. 105

106
2º SEITON - Arrumação “Identificar e arrumar tudo, para que qualquer pessoa possa localizar facilmente.” 106

107
Significa "cada coisa no seu devido lugar"
Significa "cada coisa no seu devido lugar". É definir locais apropriados e critérios para estocar, guardar ou dispor TUDO de modo a facilitar o uso, manuseio, procura, localização e guarda de qualquer item. 107

108
3º SEISO - Limpeza “Manter o ambiente sempre limpo, eliminando as causas da sujeira e aprendendo a não sujar.” 108

109
Ter Senso de Limpeza é eliminar a sujeira e sua fonte.
O mais importante neste conceito não é o ato de limpar mas o ato de "não sujar”. Isto significa que além de limpar é preciso identificar a fonte de sujeira e as respectivas causas. 109

110
4º SEIKETSU – Saúde e Higiene
“Manter o ambiente de trabalho sempre favorável a saúde e higiene.” 4º SEIKETSU – Saúde e Higiene 110

111
Significa criar condições favoráveis à saúde física e mental, garantir ambiente não agressivo e livre de agentes poluentes, manter boas condições sanitárias, zelar pela higiene pessoal e cuidar para que as informações sejam claras e de fácil leitura e compreensão. 111

112
5º SHITSUKE - Auto-disciplina
“Fazer destas atitudes um hábito, transformando o 5S num modo de vida.” 112

113
É desenvolver hábito de observar e seguir normas, regras, procedimentos, atender especificações, escritas ou informais. Este hábito é resultado do exercício da força mental, moral e física. É a demonstração de respeito a si próprio e aos outros. 113

114
Estudo de Caso Implantação 5s Marcenaria

115
f) KAIZEN A palavra KAIZEN em japonês é formada por dois ideogramas: kai que quer dizer “mudar” e zen que quer dizer “melhor” em japonês.
 KAIZEN A palavra KAIZEN em japonês é formada por dois ideogramas: kai que quer dizer mudar e zen que quer dizer melhor em japonês.")
116
É uma metodologia para alavancar rapidamente ganhos fantásticos em curto espaço de tempo. Ele possibilita diagnosticar as causas de desperdício e atividades que não agregam valor.

117
Para a melhoria constante e gradual e chegar-se ao aumento da produtividade, analisam-se e questionam-se freqüentemente: a mão de obra, a técnica empregada, o método utilizado, o tempo disponível,

118
as instalações existentes,
os dispositivos e ferramentas usadas, os materiais empregados, o volume de produção, o inventário, o lugar e modo de pensar.

119
O grande recado da forma de pensar da empresa do Kaizen é que “nenhum dia deve passar sem que algum tipo de melhoramento seja feito em algum lugar da empresa”

120
O aspecto mais significativo na aplicação do Kaizen é a conscientização de todos para encarar as melhorias que virão, para isso é preciso:

121
eliminar o conceito de que só existe um único modo melhor de processo de produção ou o atualmente adotado é o melhor; buscar alternativas para melhor resolver o problema em vez de justificá-lo ou preocupar-se com ele;

122
eliminar imediatamente os erros gerados e acatar os procedimentos corretos;
corrigir os erros no momento em que eles ocorrem; ficar sempre atento, as idéias de melhoria que surgem, principalmente, no exato momento em que os problemas ou erros. ocorrem

123
g) KANBAN Kanban (ou kan ban) = união do ideograma kan que significa “visual” e ban que significa “cartão” ou “quadro”.
 KANBAN Kanban (ou kan ban) = união do ideograma kan que significa visual e ban que significa cartão ou quadro .")
124
• “um quadro ou cartão com sinalização visual” com a função de controlar o fluxo dos materiais entre os postos de trabalho. • Em sua forma mais simples, nada mais é do que um cartão. Sua finalidade é identificar visualmente a retirada de itens entre as etapas do processo produtivo.

125
Quando utilizamos o Kanban, a produção é comandada pelas linhas de montagem, somente após o consumo das peças existentes na linha de montagem é que é gerada a autorização para a fabricação de um novo lote de produção.

126
Seu objetivo principal é manter os estoques dos materiais no limite mínimo possível, sem prejudicar o fluxo produtivo. Por essa razão, é mais adequado à produção em série, mais eficiente nos itens padronizados e de produção repetitiva.

127
Há diversos tipos de Kanban, de acordo com sua aplicação:
Kanban de produção Kanban de movimentação Kanban de aquisição

128
Kanban de produção: Identifica o tipo e a quantidade de produto que uma área produtiva deve gerar. Circula apenas nesta área. Se estiver pendurado no quadro, está autorizada a produção.

129
Kanban de movimentação ou retirada ou transporte: informa o tipo e a quantidade de itens que a área consumidora deve retirar da área produtora. Funciona como uma requisição de materiais.

130
Kanban de aquisição: apresenta a mesma função que movimentação, porém se movimenta entre o cliente externo e o estoque acabado da empresa.

131
Demonstração Kanban

132
h) Just in time Em um fluxo de processo, as partes necessárias são alimentadas no tempo certo, no local certo e na quantidade necessária. Uma empresa que consegue estabalecer este fluxo, pode buscar uma situação de inventário-zero.

133
Just-in-time é mais que um sistema de redução de estoque, mais que redução de tempo de preparação, mais que usar kanban, mais que modernizar a fábrica. É um sistema que deve responder automaticamente quando os problemas ocorrem.

134
Estudo de Caso Just in Time

Apresentações semelhantes



>")
















