Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Comando Numérico Computadorizado
Gustavo T. D. Beck Otávio M. Gonçalves EMC – CTC – UFSC Introdução à engenharia mecânica 2013-1

2
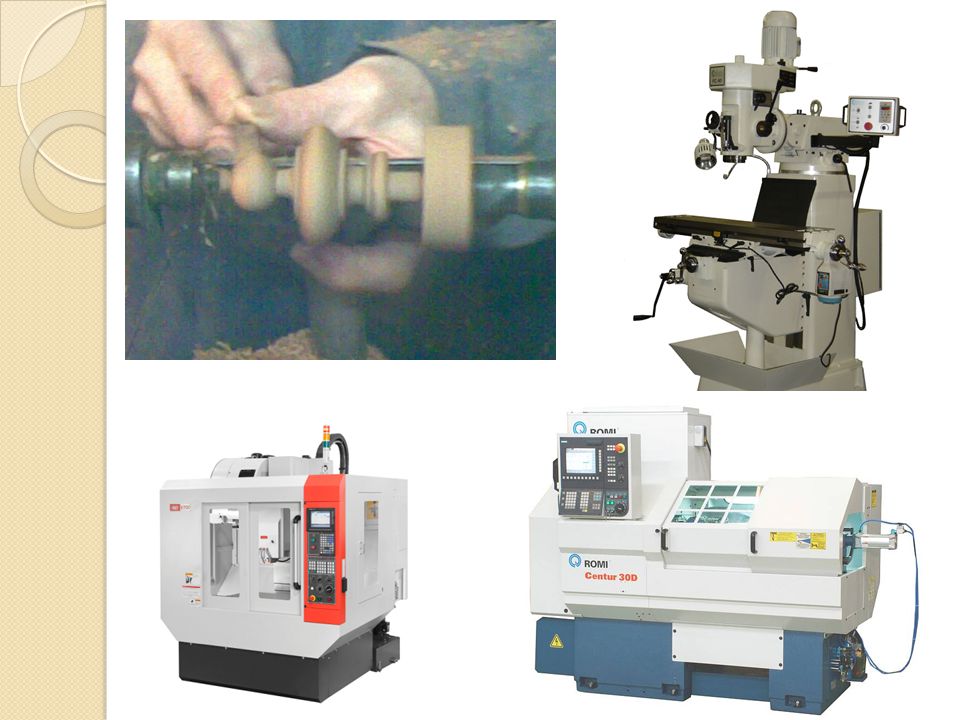
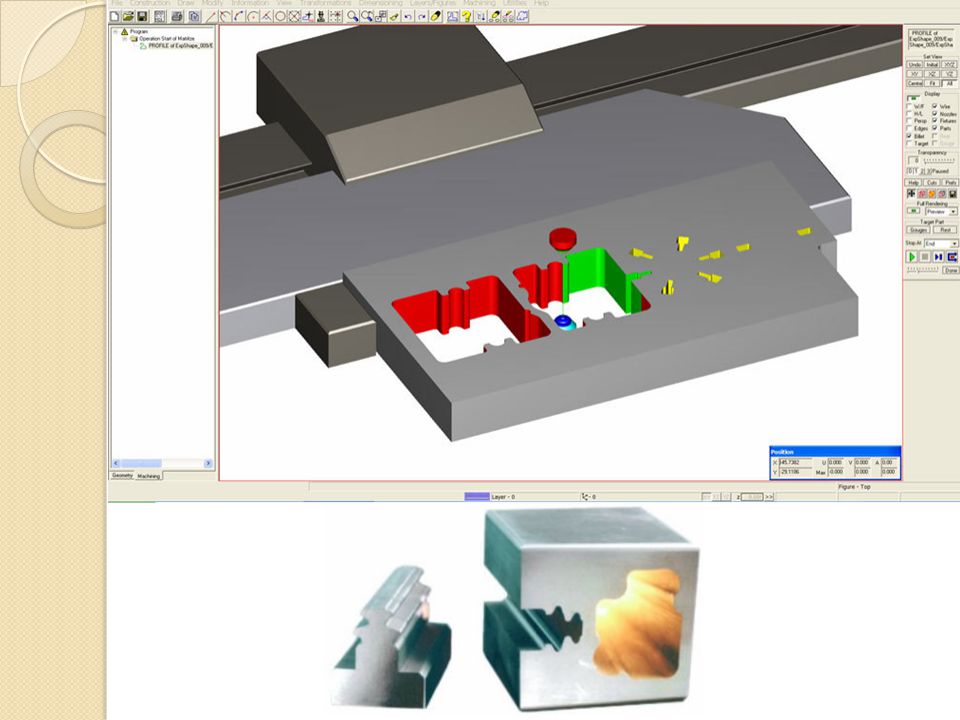
O que é CNC? É um computador que traduz códigos numéricos que serão base para a realização de diversos movimentos em determinados eixos de uma máquina operatriz (servomotores). Ele referencia características tais quais distância, angulação, temperatura, concentração e formato. O CNC tem por objetivo otimizar os processos de usinagem, tais como dobragens, cortes, modelagens e furos.
. Ele referencia características tais quais distância, angulação, temperatura, concentração e formato. O CNC tem por objetivo otimizar os processos de usinagem, tais como dobragens, cortes, modelagens e furos.")
3
Evolução O CNC foi desenvolvido pelo Instituto de Tecnologia de Massachussetts (MIT) em parceria com a força aérea americana nos anos 40. Essa tecnologia se fez necessária para a confecção de aviões com geometrias mais complexas que proporcionaram melhor aerodinâmica e maior velocidade às aeronaves de guerra.
 em parceria com a força aérea americana nos anos 40. Essa tecnologia se fez necessária para a confecção de aviões com geometrias mais complexas que proporcionaram melhor aerodinâmica e maior velocidade às aeronaves de guerra.")
4
Em 1952 foi apresentado o primeiro protótipo de comando numérico, que utilizava uma fita ou cartão contendo os dados necessários para o desenvolvimento do produto. Cada fita ou cartão possuía uma sequência de movimentos interpretada pela máquina para posterior realização, visto que as máquinas não possuíam memória. Até então o processo era chamado apenas de Comando Numérico, pois o CNC propriamente dito se consolidou com o desenvolvimento da informática.

6
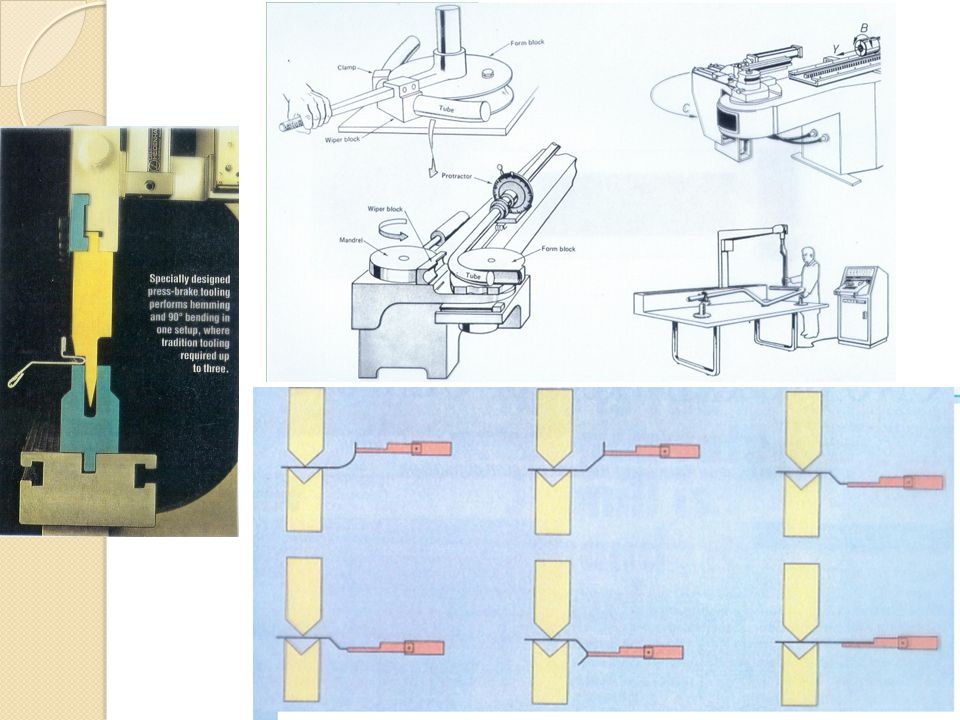
Aplicações É utilizado nos mais diversos processos, desde bordados até cortes a laser, passando por dobragem de tubos e chapas, cortes por jatos d’água, fabricação de molas, eletro-erosão, entre outros processos.

11
Sistema de Coordenadas
As máquinas controladas por CNC funcionam com o sistema cartesiano de coordenadas (x, y, z). Contudo, elas podem assumir referências diferentes, modificando a forma do sistema de coordenadas.
. Contudo, elas podem assumir referências diferentes, modificando a forma do sistema de coordenadas.")
12
Uma forma é a de coordenada absoluta
Uma forma é a de coordenada absoluta. Nela, o ponto zero ou origem é fixo, e a ferramenta deve ser localizada através das coordenadas; Existem também a coordenada incremental, que possui ponto zero sempre onde está localizada a ferramenta.

13
Existem cinco tipos de ponto zero. São eles:
Ponto zero referência (R) Ponto zero máquina (M) Ponto zero trajetória (N) Ponto zero ferramenta (T) Ponto zero peça (W)
 Ponto zero máquina (M) Ponto zero trajetória (N) Ponto zero ferramenta (T) Ponto zero peça (W)")
14
Linguagem de Programação CNC
Esta linguagem obedece a sequência caráter – palavra – bloco – programa. Os caracteres podem ser em forma de dígitos (números), letras ou símbolos. A junção de um grupo de caracteres forma uma palavra. Cada palavra indica uma tarefa simples, tal como avanço, rotação ou posicionamento.
, letras ou símbolos. A junção de um grupo de caracteres forma uma palavra. Cada palavra indica uma tarefa simples, tal como avanço, rotação ou posicionamento.")
15
Uma ou mais palavras podem formar um bloco, que define funções múltiplas em sequência.
O programa contém uma sequência de blocos, o que resulta na descrição de todo o processo em questão. Dentro do programa há caracteres que definem seu início (o número do programa) e fim (comumente o símbolo %). Isso proporciona um marco para a troca de funções.
 e fim (comumente o símbolo %). Isso proporciona um marco para a troca de funções.")
16
Função É o código identificado para a realização da tarefa. Ela pode ser diferenciada em modal, que só pode ser cancelada com a programação de uma nova função, e a não modal, que permanece memorizada apenas até o fim do processo programado.

17
Código G O código ou endereço G é a função chamada preparatória. Ele define os padrões básicos do processo, entre eles a direção de avanço, limites de rotação, tempo do processo ou transferência do ponto de referência.

18
G00 – AVANÇO RÁPIDO DA FERRAMENTA
G01 – AVANÇO LINEAR DE TRABALHO G02 – INTERPOLAÇÃO CIRCULAR NO SENTIDO HORÁRIO G03 – INTERPOLAÇÃO CIRCULAR NO SENTIDO ANTI-HORÁRIO G04 – TEMPO DE PERMANÊNCIA G33 – CORTE DE ROSCA PASSO CONSTANTE

19
G40 – CANCELA CORREÇÃO DO RAIO DE CORTE DA FERRAMENTA
G41 – SELECIONA CORREÇÃO DE RAIO DE CORTE À ESQUERDA DA PEÇA G42 – SELECIONA CORREÇÃO DE RAIO DE CORTE À DIREITA DA PEÇA G54 – TRANFERÊNCIA DO ZERO MÁQUINA PARA O ZERO PLACA

20
G58 – TRANFERÊNCIA DO ZERO PLACA PARA O ZERO PEÇA
G70 – SELECIONA MEDIDAS EM POLEGADAS G71 – SELECIONA MEDIDAS EM MILÍMETROS G90 – SELECIONA MEDIDAS EM COORDENADAS ABSOLUTAS

21
Função de Posicionamento
Define o local onde será realizado o processo. Ele o faz através das coordenadas x, y e z, podendo adotar valores positivos ou negativos e até casas decimais para aumentar a precisão e definir sentidos.

22
Função Complementar Indica a ferramenta que será usada no processo.

23
Função Miscelânea São as funções que “coordenam” o processo, definindo início e fim de subprogramas bem como de todo o processo, sentido de rotação do eixo árvore, parada do programa, entre outras coisas.

24
Vantagens Redução de tarefas repetitivas para os operadores;
Flexibilidade na produção, possibilitando maior variedade de produtos, seja em pequena, média ou grande escala; Maior precisão.

25
Desvantagens Mão de obra especializada para programação; Manutenção;
Ferramental específico.

26
Abordagem no curso 2ª e 3ª fases – Computação Científica I e II: Introdução às noções de sistemas computacionais, formulação de algorítmos e suas aplicações; 5ª fase – Usinagem dos materiais: produção de materiais para engenharia com elevado valor agregado mediante as transformações da forma e dimensão da matéria prima.

27
Vídeo

28
Referências Bibliográficas
entasdecorte/ferramentadecorte.freehomep age.com/cnc.htm cnc/ Conceitos-Basicos-e-Avancados tacao_013.pdf /name/Aula+CNC.pdf

Apresentações semelhantes


















 Computador>")

