Carregar apresentação
A apresentação está carregando. Por favor, espere

1
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
Processo adotado em 1973, o termo descontínuo alimentado foi usado por Yoshida e colaboradores; Geralmente um ou mais nutrientes, são adicionados, mais os produtos permanecem até o final da fermentação; A adição de mosto pode ser contínua ou intermitente, e o volume de meio pode ou não alterar, dependendo do substrato e da volatilidade do meio e condições de operação; Como existe flexibilidade de alimentação da dorna, pode-se priorizar a alimentação de determinado nutriente, focando a produção de um determinado produto; Geralmente, é um processo usado industrialmente após uma série de experimentos de ajuste do sistema e dificilmente são divulgado, por ser um segredo industrial

2
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
Aplicações: Produção de proteína microbiana, glicerol, acetona, butanol, ácido acético, em que ao adicionar um mais componentes necessário ao metabolismo celular, resultava em melhor controle do processo e maior eficiência; Durante a reprodução um microrganismo eficiente é aquele que não desperdiça energia, por exemplo não realizar superprodução de um determinado produto, ou sintetizar uma enzima desnecessária; O emprego do sistema descontínuo alimentado pode contornar alguns desses mecanismos; Exemplo a glicose presente no meio, reprime a síntese de outras enzimas relacionadas ao consumo de outros substratos; O uso de baixa concentração de glicose pode liberar a sinteses dessas outras enzimas, caso se deseje.

3
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA

4
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA Com reaproveitamento de Células

5
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA

6
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
Na produção de leveduras, mantém-se por alimentação baixos teores de glicose para evitar que o consumo desse açúcar em concentrações mais elevadas seja direcionado para a produção de etanol; Outro exemplo, durante a produção, a indução da protease se dá quando ocorre a diminuição de nitrogênio no meio. Se o objetivo é produzir uma proteína recombinante a saída é manter o meio com concentração de nitrogênio adequada para evitar a indução da protease; Normalmente, as maiores velocidades de crescimento ocorrem com valores de concentração de substrato no meio em fermentação maiores que aqueles onde os efeitos de repressão catabólica são minimizados. Desta forma sugere-se que o processo fermentativo seja conduzidos em duas etapas:

7
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
Fornecer mais substrato para obter aumento de biomassa; Diminuir o fornecimento de substrato de tal forma a limitar a concentração de substrato e a velocidade de crescimento celular, de modo que haja desrepressão e a enzima ou produto desejado sejam produzidos; Desta forma, em alguns processos fermentativos, principalmente naqueles onde a formação de produto não seja associado ao crescimento, o processo seja extendido, trabalhando por um período maior com as células em condições onde ocorra a produção do produto desejado.

8
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
I. Prevenção da inibição de substratos ou precursores: O controle da vazão de alimentação, permite evitar o efeito destes compostos; II. Minimização da formação de produtos metabólicos tóxicos: Geralmente quando há pouca produção de produto, principalmente no caso em que se utiliza microrganismos recombinantes ou células animais, o aumento do número de células poderia compensar essa deficiência; III. Superação de problemas frequentes de estabilidade que podem ocorrer em sistema contínuo: Contaminação, mutação e instabilidade de plasmídeo, são comuns ocorrer num sistema contínuo, neste caso a aplicação do processo descontínuo alimentado, poderia superar o controle do processo

9
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
IV. Adequação do processo fermentativo a condições operacionais: No caso de produção de etanol, tanques com grandes volumes, provocam intensa formação de espuma. Estudos iniciados por Aquarone e colaboradores mostraram que a alimentação das dornas com vazões decrescentes, aumentam a produtividade em etanol e minimiza a formação de espuma, pois a velocidade de adição de substrato é máxima no início, quando se tem menores volumes de meio em fermentação e ainda não há inibição por etanol e mínima no final da fase de enchimento; Também no caso de fermentações muito longa o processo descontínuo alimentado tem a vantagem de repor líquido perdido por evaporação e também manter o nível de substrato

10
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
V. Cinética dos processos fermentativos em sistemas decontínuo alimentado: Devido a diversidade de aplicação dos processos fermentativos em sistema descontínuo alimentado, ele podem ser particularizados em grupos distintos: a) Descontínuo alimentado repetitivo: de tempos em tempos retira-se rapidamente um determinado volume de meio fermentado que vai para separação do produto e imediatamente recompões o volume com mosto com vazão conveniente, sendo este procedimento repetido por várias vezes, até que não se perceba diminuição da produtividade ou rendimento do sistema. Este tipo de processo tem sido adotado para a produção de leveduras e antibióticos.
 Descontínuo alimentado repetitivo: de tempos em tempos retira-se rapidamente um determinado volume de meio fermentado que vai para separação do produto e imediatamente recompões o volume com mosto com vazão conveniente, sendo este procedimento repetido por várias vezes, até que não se perceba diminuição da produtividade ou rendimento do sistema. Este tipo de processo tem sido adotado para a produção de leveduras e antibióticos.")
11
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
V. Cinética dos processos fermentativos em sistemas decontínuo alimentado: Descontínuo alimentado estendido: quando a concentração de substrato limitante no meio é mantida constante, ou seja mantem os níveis de concentração de substrato no meio estendendo o período de fermentação. O processo descontínuo alimentado pode ser dividido em 2 grupos: Adição de substrato ser ou não ser controlado por retroalimentação: 1.1 Controlado por retroalimentação: o fornecimento de substrato ao meio pode ser controlado em função da concentração deste no meio de fermentação (controle direto) 1.2 Controlado por outros parâmetros, como pH, densidade óptica, quociente respiratório etc, (controle indireto)
 1.2 Controlado por outros parâmetros, como pH, densidade óptica, quociente respiratório etc, (controle indireto)")
12
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
V. Cinética dos processos fermentativos em sistemas decontínuo alimentado: 2. não ser controlado por retroalimentação: 2.1 suprimento de substrato feito de forma intermitente ou ininterrupta até a fase de enchimento das dornas, com vazões constantes ou variáveis; Em todos os casos, o que visa é aumentar o rendimento ou produtividade do processo.

13
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
VI. Modelos Matemáticos: Modelos para Células:

14
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
VI. Modelos Matemáticos: Considerando que o volume na dorna, deve-se somente a alimentação Se não houver variação de X no decorrer do tempo, μ=D

15
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
VI. Modelos Matemáticos: Modelo para o Substrato

16
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
VI. Modelos Matemáticos: Modelo para o Substrato

17
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
VI. Modelos Matemáticos: Modelo para o Produto Considerando que a variação de volume na dorna, deve-se somente a alimentação

18
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
Nomenclatura D: vazão especifica de alimentação (h-1) F: vazão volumétrica de alimentação (L/h) Mp: massa de produto no fermentador (g) Msc: massa de substrato consumido (g) Msr: massa de substrato residual (g) Mx: massa celular (g) P: concentração de produto no fermentador (g/L) rp: velocidade de formação de produto (g/L.h) rs: velocidade consumo de substrato (g/L.h) rx: velocidade de crescimento celular (g/L.h)
 F: vazão volumétrica de alimentação (L/h) Mp: massa de produto no fermentador (g) Msc: massa de substrato consumido (g) Msr: massa de substrato residual (g) Mx: massa celular (g) P: concentração de produto no fermentador (g/L) rp: velocidade de formação de produto (g/L.h) rs: velocidade consumo de substrato (g/L.h) rx: velocidade de crescimento celular (g/L.h)")
19
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
Nomenclatura S: concentração de substrato residual no fermentador (g/L) Sm: concentração de substrato no mosto (g/L) TE: tempo de enchimento do fermentador (h) TF: tempo de fermentação (h) V: volume do fermentador (L) Vf: volume final de meio no fermentador (L) X: concentração celular no fermentador (L) μ: velocidade especifica de crescimento celular (h-1) μp: velocidade específica de formação de produto (h-1) Yx/s: fator de conversão de substrato em células (g/g)
 Sm: concentração de substrato no mosto (g/L) TE: tempo de enchimento do fermentador (h) TF: tempo de fermentação (h) V: volume do fermentador (L) Vf: volume final de meio no fermentador (L) X: concentração celular no fermentador (L) μ: velocidade especifica de crescimento celular (h-1) μp: velocidade específica de formação de produto (h-1) Yx/s: fator de conversão de substrato em células (g/g)")
20
FERMENTAÇÃO DESCONTÍNUA ALIMENTADA
Nomenclatura (dMp/dt): velocidade de variação de massa de produto (g/h) (dMp/dt)c: velocidade de formação de produto (g/h) (dMsc/dt): velocidade de consumo de substrato (g/h) (dMsr/dt): velocidade de variação de massa de substrato residual (g/h) (dMx/dt): velocidade de variação de massa celular no fermentador (g/h) (dMx/dt)c: velocidade de crescimento celular (g/h) (dP/dt): velocidade de variação da concentração de produto (g/L.h) (dS/dt): velocidade de variação da concentração de substrato residual (g/L.h) (dV/dt): velocidade de variação de volume da dorna (L/h) (dX/dt): velocidade de variação da concentração celular (g/L.h)
: velocidade de variação de massa de produto (g/h) (dMp/dt)c: velocidade de formação de produto (g/h) (dMsc/dt): velocidade de consumo de substrato (g/h) (dMsr/dt): velocidade de variação de massa de substrato residual (g/h) (dMx/dt): velocidade de variação de massa celular no fermentador (g/h) (dMx/dt)c: velocidade de crescimento celular (g/h) (dP/dt): velocidade de variação da concentração de produto (g/L.h) (dS/dt): velocidade de variação da concentração de substrato residual (g/L.h) (dV/dt): velocidade de variação de volume da dorna (L/h) (dX/dt): velocidade de variação da concentração celular (g/L.h)")
21
FERMENTAÇÃO SEMICONTÍNUA
Este tipo de processo ocorre quando as seguintes operações forem realizadas: 1. Aguarda-se o termino da fermentação em descontínuo; 2. Retira-se parte do meio fermentado, mantendo-se no reator o restante do mosto fermentado; 3. Adiciona-se ao reator o mesmo volume de meio de fermentação que o volume de meio retirado.

22
FERMENTAÇÃO SEMICONTÍNUA

23
FERMENTAÇÃO SEMICONTÍNUA
Características principais: » O meio fermentado não retirado do reator serve de inóculo para a próxima fermentação.

24
FERMENTAÇÃO SEMICONTÍNUA
No sistema Semicontínuo é utilizado como inóculo as células da fermentação anterior que podem ser uma fração homogênea do meio ou mesmo células separadas por sedimentação. Um exemplo deste processo é o Melle-Boinot, usado em fermentações alcoólicas.

25
FERMENTAÇÃO SEMICONTÍNUA
Vantagens: Possibilidade de operar o fermentador por longos períodos (às vezes alguns meses) sem que seja necessário preparar um novo inóculo. Possibilidade de aumentar a produtividade do reator apenas modificando a forma de operação.
 sem que seja necessário preparar um novo inóculo. Possibilidade de aumentar a produtividade do reator apenas modificando a forma de operação.")
26
FERMENTAÇÃO SEMICONTÍNUA
Em alguns casos, o volume de meio retirado na operação 2, é submetido a centrifugação para o reaproveitamento dos microrganismos ali existentes; PRODUTIVIDADE NO SISTEMA SEMICONTÍNUO Seja V o volume de meio inoculado existente no fermentador e já completamente fermentado (operação 1) Seja α.V o volume de mosto fermentado retirado do fermentador (0<α<1) (operação 2) Resta saber de que maneira α afeta a produtividade
 Seja α.V o volume de mosto fermentado retirado do fermentador (0<α<1) (operação 2) Resta saber de que maneira α afeta a produtividade.")
27
FERMENTAÇÃO SEMICONTÍNUA
S0: concentração de substrato limitante N0: concentração de outro nutriente importante para atividade vital do microrganismo Pf: concentração do produto no meio fermentado Nf: conentração, no meio fermentado, do outro nutriente importante Xf: concentração celular no meio fermentado Se na operação 2, o volume de meio retirado é α.V, então o volume de meio que permaneceu no fermentador é (1-α).V Consequentemente, na operação 3, serão misturados o volume (1-α).V + α.V do novo meio
.V. Consequentemente, na operação 3, serão misturados o volume (1-α).V + α.V do novo meio.")
28
FERMENTAÇÃO SEMICONTÍNUA
Desta forma, então, pode se calcular na mistura resultante: Si: concentração do substrato principal: S0.α.V=Si.V, então: Si =α.So; Concentração do outro nutriente: N0.α.V +Nf(1-α).V=Ni.V, então:Ni=α.N0+(1-α)Nf Concentração microbiana (Xi) admitindo-se que não houve retorno de microrganismo no reator Xf(1-α)V=Xi.V, então: Xi=(1-α)Xf Concentração do produto Pf(1-α)V=Pi.V, então: Pi=(1-α)Pf
.V=Ni.V, então:Ni=α.N0+(1-α)Nf. Concentração microbiana (Xi) admitindo-se que não houve retorno de microrganismo no reator. Xf(1-α)V=Xi.V, então: Xi=(1-α)Xf. Concentração do produto. Pf(1-α)V=Pi.V, então: Pi=(1-α)Pf.")
29
FERMENTAÇÃO SEMICONTÍNUA
Portanto, o tempo para completar a fermentação da mistura resultante, depende: Do valor de Xi, porque quanto maior for a concentração celular inicial, menor será o tempo de fermentação; Do valor de Si, porque quanto maior for a concentração inicial de substrato, maior será o tempo necessário para sua tranformação em produto; Do valor de Ni, porque se a concentração inicial do outro nutriente não for adequada, as células trabalharão mais lentamente; Do valor de Pi, porque o produto da fermentação é muito frequentemente, um inibidor, o que pode aumentar o tempo de fermentação completa.

30
FERMENTAÇÃO SEMICONTÍNUA
Duas situações particulares, devem ser comentadas para este tipo de fermentação: 1. se α=1, isto é, na operação 2, retirar todo o meio fermentado, e substituir por um novo meio, não haverá tranformação, porque não haverá celulas suficientes para servirem de inóculo, portanto a produtividade será núla; Se α tender a 0 (zero) , o volume de meio fermentado retirado do fermentador, na operação 2, será muito pequeno, e o processo semicontínuo se aproximará no processo contínuo.
 , o volume de meio fermentado retirado do fermentador, na operação 2, será muito pequeno, e o processo semicontínuo se aproximará no processo contínuo.")
31
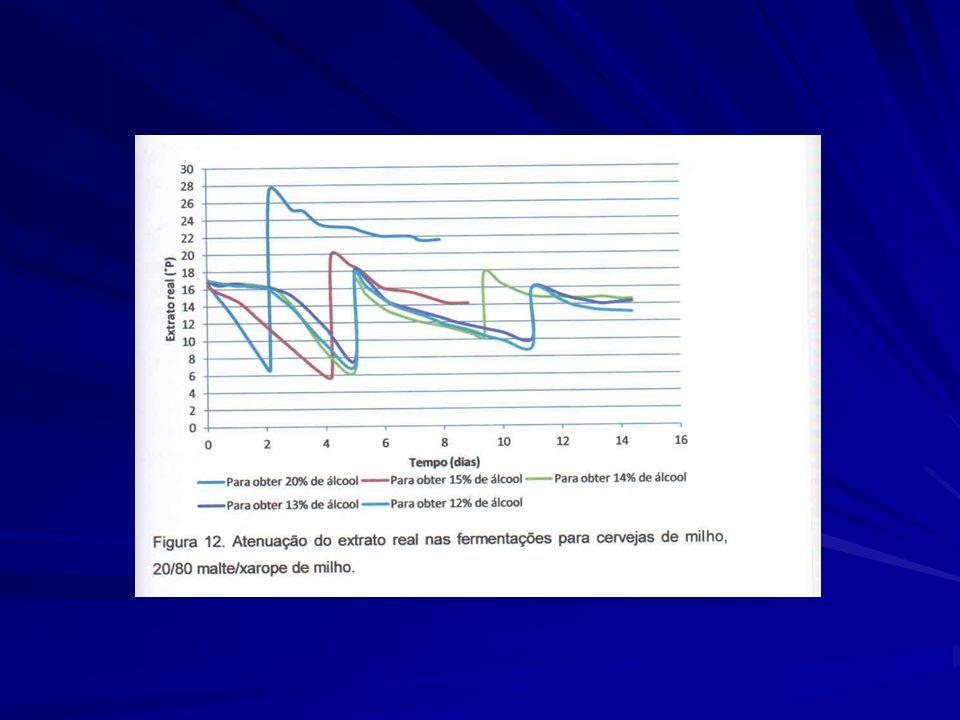
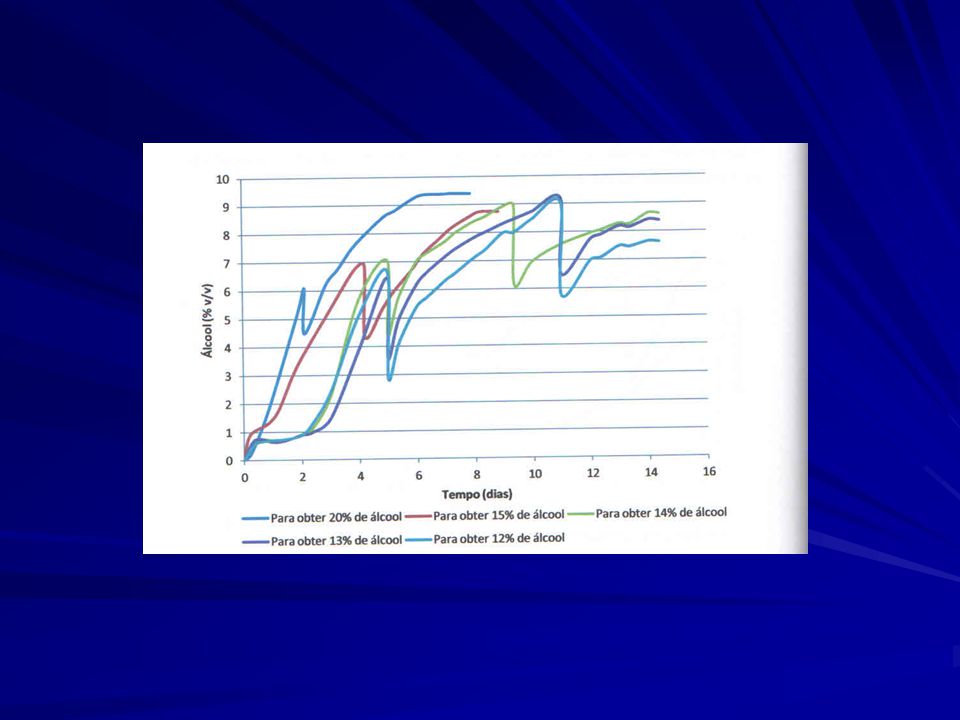
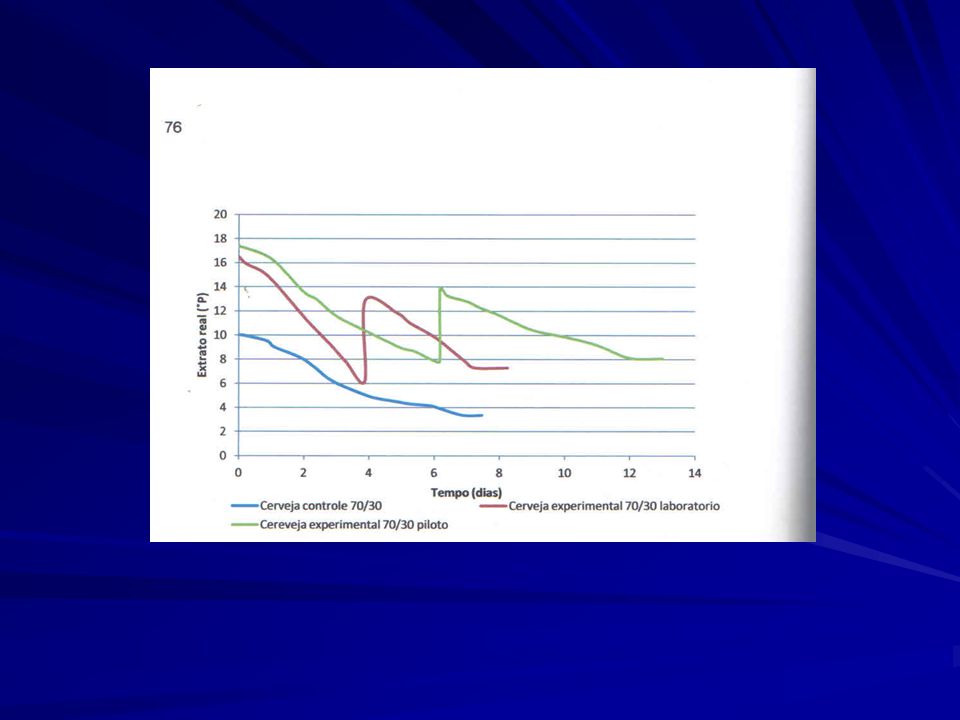
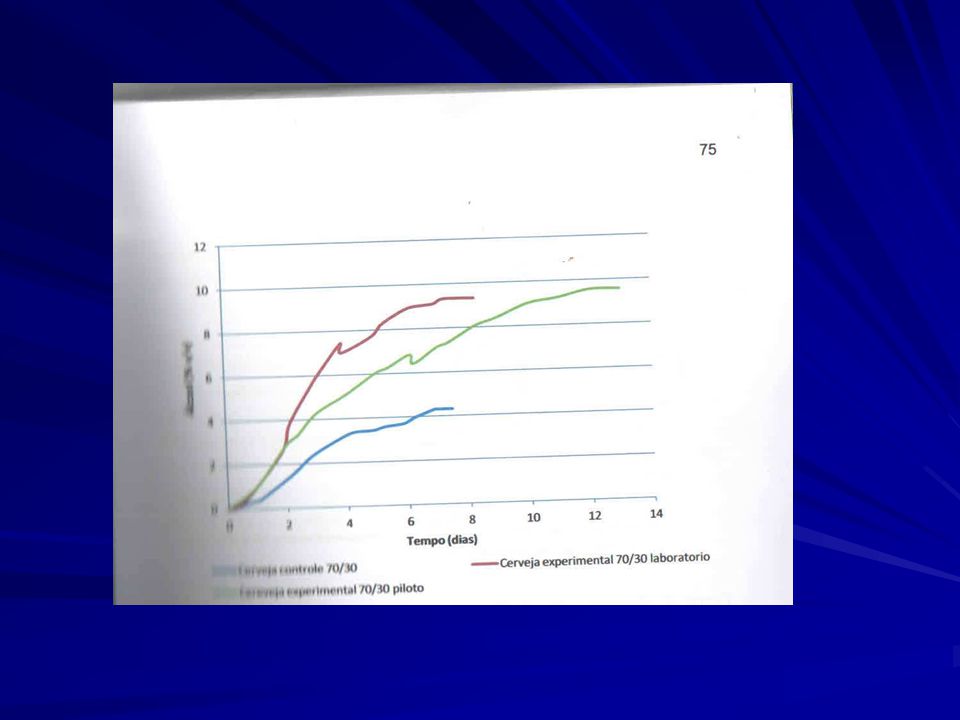
OBTENÇÃO DE CERVEJA SUPERCONCENTRADA COM A UTILIZAÇÃO DE MILHO COMO ADJUNTO DE MALTE EM PROCESSO DESCONTÍNUO ALIMENTADO

38
Balling descobriu em 1843, que: 2,0665 g de extrato no mosto cervejeiro, gera: 1 g de álcool 0,9565g de CO2 0,1186 g de leveduras; Portanto rendimento de: 1/2,0665=0,4839

39
Xf = mf x 01186 Xf70/30 =810,9x0,1186=96,17g Xf70/30=171,33x0,0086=2032g Xf55/45=967,9x0,1186=114,8g Xf55/45=19795,1x0,1186=2347,7g

40
Yp/s= ΔP/-ΔS XP/S70/30 =7,35/23,01-7,5=0,4739g/g XP/S70/30=7,55/24,31-8,34=0,0,4728g/g XP/S55/45=8,68/27,51-9,22=0,4746g/g XP/S55/45=8,94/28,13-9,4=0,4773g/g

41
Eficiência= YP/Sx100/0,4839 E70/30 =0,4739x100/0,4839=97,93% E70/30=0,4728x100/0,4839=97,70% E55/45=0,4746x100/0,4839=98,07% E55/45=0,4773x100/0,4839=98,74% O processo aumentou a produtividade em 228% na relação 70/30 e em 268% na relação 55/45.

Apresentações semelhantes



















>")

