Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Pontifícia Universidade Católica de Goiás
Departamento de Engenharia Curso: Engenharia de Produção Disciplina: Processos de Fabricação I Prof. Jorge Marques dos Anjos Aulas 31 Soldagem MIG/MAG Fonte: Marques, Paulo Villani. Soldagem: Fundamentos e Tecnologia. Belo Horizonte: UFMG, 2005

2
Soldagem MIG/MAG A diferença básica em relação ao ER é que no MIG/MAG, a solda é protegida por um fluxo de gás e não pelos gases e líquidos formados pelo revestimento fundido. Outra diferença é que o eletrodo é na forma de arame , garantindo continuidade da solda por mais tempo. O arame é nu, isto é, não recebe revestimento.

3
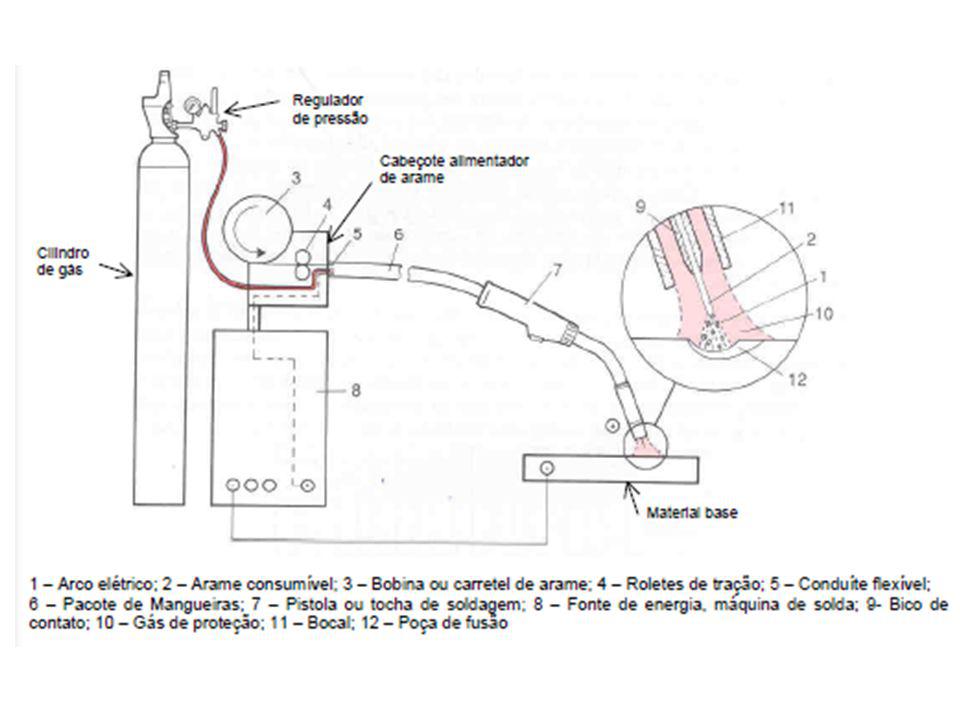
MIG/MAG - Equipamento

5
Soldagem MIG/MAG

6
MIG/MAG – Características do Processo
Alimentação contínua de um arame, que é consumido ao chegar ao arco elétrico. A corrente é transmitida ao arame por um bico de contato, localizado próximo ao bocal da tocha

7
MIG/MAG – Características do Processo
A máquina de soldar é uma Fonte de tensão constante, regulada entre 15 e 32 V. A corrente (CC) varia com a variação do comprimento do arco e do arame (stick-out) , mas a tensão não sofre alteração significativa. O sincronismo da alimentação do arame é controlado pela corrente, que, por sua vez define a taxa de deposição. A poça é protegida pelo gás, mas não há proteção para o cordão ainda quente.
 varia com a variação do comprimento do arco e do arame (stick-out) , mas a tensão não sofre alteração significativa. O sincronismo da alimentação do arame é controlado pela corrente, que, por sua vez define a taxa de deposição. A poça é protegida pelo gás, mas não há proteção para o cordão ainda quente.")
8
Soldagem MIG/MAG – Gases de Proteção
Metal Inert Gas – utiliza gás inerte, que não reage com os metais presentes no arco elétrico ou na poça de fusão. Os gases utilizados são Argônio (Ar) ou Hélio (He) ou mistura de Ar e He. Metal Active Gas – utiliza gás ativo, que reage com os metais presentes no arco ou na poça de fusão. Os gases ativos são CO2 ou O2.
 ou Hélio (He) ou mistura de Ar e He. Metal Active Gas – utiliza gás ativo, que reage com os metais presentes no arco ou na poça de fusão. Os gases ativos são CO2 ou O2.")
9
Soldagem MIG/MAG – Gases de Proteção
Os gases ativos e inertes são muitas vezes misturados, para obtenção dos melhores resultados de soldagem. Devido a isso, normalmente os termos MIG e MAG vêm combinados. A AWS denomina o processo de GMAW – Gas Metal Arc Welding.

10
Exemplos de Combinação de Gases
Tipo de gás Comportamento químico Tipo de material aplicável Ar puro, misturas Ar-He Inerte Al, ligas de Mg, metais reativos – Ti, Zr, Ta Ar + (1 a 2%) O2 Levemente oxidante Aço ligado e Aço inoxidável Ar + (3 a 5%) O2 Oxidante Aço carbono e alguns aços baixa liga CO2 puro Ar + (20 a 50%) Aço carbono
 O2. Levemente oxidante. Aço ligado e Aço inoxidável. Ar + (3 a 5%) O2. Oxidante. Aço carbono e alguns aços baixa liga. CO2 puro. Ar + (20 a 50%) Aço carbono.")
11
Representação esquemática da ponta do arame e do arco elétrico

12
Vantagens e limitações do Processo MIG/MAG

13
Método de transferência de metal

14
Método de transferência de metal
Curto-circuito: transferência do metal quando o curto-circuito é estabelecido. Metal fundido toca a poça de fusão Globular: quando gostas de metal fundido são muito grandes e movem-se para a poça de fusão pela gravidade Aerosol (spray): pequenas gotas de metal são desprendidas da ponta do arame e projetadas pela força eletromagnéticas em direção a poça de fusão
: pequenas gotas de metal são desprendidas da ponta do arame e projetadas pela força eletromagnéticas em direção a poça de fusão.")
15
MIG/MAG – transferência por curto-circuito
Útil em soldagem de pequenas espessuras Rápida solidificação Empregada quando tem um distorção na peça Para garantir um bom acabamento necessita correntes baixas

16
MIG/MAG – trasnsferência globular
Médias correntes Soldagem plana Médias e grandes espesssuras

17
MIG/MAG – Aerosol (Spray)
Técnica com alta corrente Alta taxa de decomposição de material Fora da posição plana Pode ser utilizado a técnica de corrente pulsada para grandes espessuras

18
Consumo do Arame O consumo do arame C em [kg/h] depende da corrente média de soldagem I, do stick-out L, do diâmetro do arame D e do tipo do material do arame

19
Fontes MIG/MAG São retificadoras (corrente contínua), podendo fornecer ondas de corrente que auxiliam nos processos. A principal onda é a pulsada, que se ajusta ao momento certo de deposição gota a gota
, podendo fornecer ondas de corrente que auxiliam nos processos. A principal onda é a pulsada, que se ajusta ao momento certo de deposição gota a gota.")
21
Seleção e consumo de gases
A determinação do gás certo e a quantidade certo requer experimentação. O exemplo abaixo ilustra diferentes gases e resultados de solda. Uma taxa de consumo típica de gás é entre 10 e 20 litros Normalizados por min

22
Arames tubulares

23
Arames tubulares Melhorias no processo com arames foram feiras com a colocação de fluxos no interior de arame tubular. A solda MIG/MAG com arame tubular tem escória protetora da solda

24
Arames tubulares Desenvolvimentos posteriores dispensaram os gases de proteção: arames tubulares autoprotegidos.

25
Características do arame tubular
Maior produtividade: maior deposição Maior qualidade: cordão protegido A desvantagem está no custo deste consumível.

26
Comparativo demonstrado em publicação ESAB

27
Automação O processo MIG/MAG é facilmente automatizado por robôs de soldagem

Apresentações semelhantes












>")







