Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Pontifícia Universidade Católica de Goiás
Departamento de Engenharia Curso: Engenharia de Produção Disciplina: Processos de Fabricação I Prof. Jorge Marques dos Anjos Aula 21 Fresadoras e Fresagens – Parâmetros de usinagem Slides gentilmente cedidos pelo prof. Vitor, com adaptações minhas.

2
Parâmetros de Fresagem
Velocidade de corte RPM Avanço da mesa = Velocidade de avanço Número de passadas de corte

3
Parâmetros de Fresagem
Velocidade de corte

4
Parâmetros de Fresagem
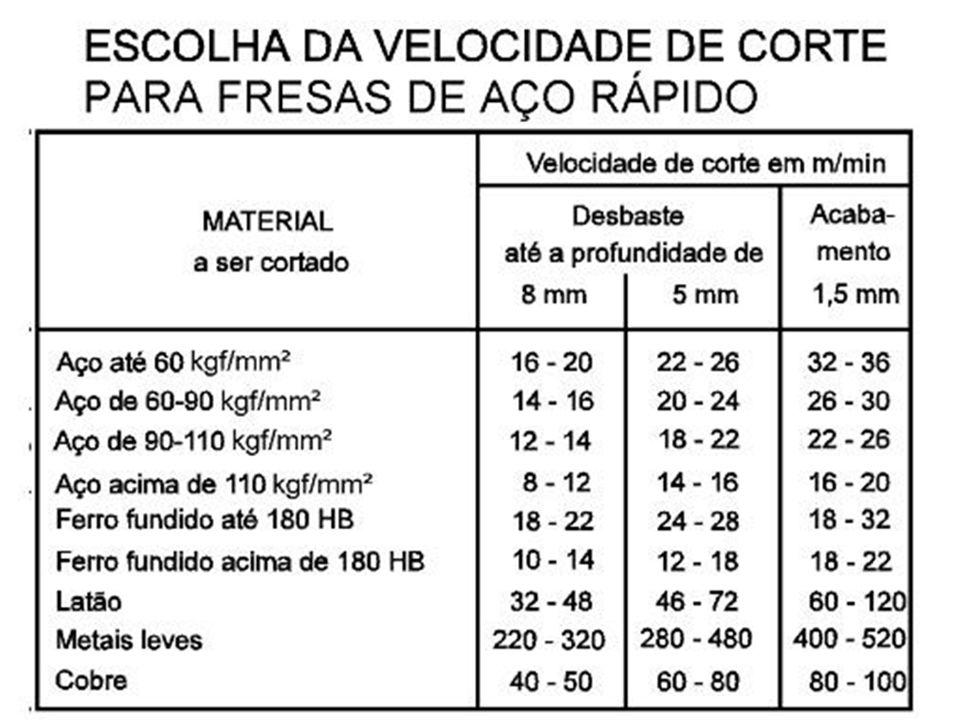
Exemplo: Vc para desbastar 4 mm de profundidade em uma peça de aço de 85 kgf/mm² de resistência.

5
Cálculo da Rotação Exemplo Determinar a rotação para desbastar 4mm de profundidade em uma peça de aço de 85 kgf/mm² de resistência, utilizando uma fresa cilíndrica de aço rápido de 40 mm diâmetro. Vc (tabela) m/min pode-se selecionar a média. n = Vc / π . d n = / π . 40 n = 175 rpm (ideal). Deve-se selecionar nr real próximo inferior da máquina.
 m/min pode-se selecionar a média. n = Vc / π . d n = / π . 40 n = 175 rpm (ideal). Deve-se selecionar nr real próximo inferior da máquina.")
6
Determinação do avanço
Avanço por dente (ad) Ad tabela
 Ad tabela.")
7
Determinação do avanço
Avanço por volta (av) av = ad · Z Z = número de dentes
 av = ad · Z. Z = número de dentes.")
8
Determinação do avanço
Velocidade de avanço (Va) Va = av · nr (ideal) Selecionar Var real mais próximo.
 Va = av · nr (ideal) Selecionar Var real mais próximo.")
9
Determinação do avanço Exemplo
Determine o avanço recomendado da mesa para desbastar 4 mm de profundidade em uma peça de aço de 85 kgf/mm2 de resistência, utilizando uma fresa de aço rápido cilíndrica de 6 dentes e 40 mm diâmetro, dados: Rotações disponíveis no eixo árvore: 50, 75, 120, 150, 190, 250, 400, 500, 650, 900 RMP. Avanços disponíveis da mesa: 60, 100, 150, 230, 300, 380, 480, 600 mm/min.

10
Determinação do avanço
ad = 0,24 mm/dente av = ad · z av = 0,24 · 6 dentes av = 1,44 mm/volta Va = av · n (nr = 150 RPM) Va = 1,44 · 150 Va = 216 mm/min (ideal) Var = 230 mm/min (Var > Va?)
 Va = 1,44 · 150 Va = 216 mm/min (ideal) Var = 230 mm/min (Var > Va )")
11
Verificação de Var avr = Var/nr = 230/150 = 1,5333 mm/volta. adr = av/Z = 1,5333/8 = 0,192 mm/dente. Como adr < ad, pode-se utilizar Var = 230 mm/min.

12
Determinação do N° de passes
Nº passadas de corte (np) np = sobremetal/profundidade de corte (próximo inteiro superior) Sobremetal é a profundidade total que se deseja desbastar
 np = sobremetal/profundidade de corte (próximo inteiro superior) Sobremetal é a profundidade total que se deseja desbastar.")
13
Exercício 1. Considere uma peça de ferro fundido com dureza Brinell de 170HB e 14 mm de sobremetal. A fresa disponível é cilíndrica de aço rápido de 8 dentes, 60 mm de diâmetro e máxima profundidade de corte de 5 mm. Determine: Vc n ad av Va nº passes Dados da fresadora: Rotações disponíveis no eixo árvore: 50, 75, 120, 150, 190, 250, 400, 500, 650, 900 RPM. Avanços disponíveis da mesa: 60, 100, 150, 220, 300, 380, 480, 600 mm/min.

16
Tempos de usinagem Tempo de corte (Tc) numa superfície plana, usando fresa cilíndrica em fresamento frontal (topo): 𝑇𝑐 = 𝑛𝑝 𝐵 𝑑 𝐿 𝑉𝑎 𝐵 = largura da peça + 2𝑑 L = comprimento da peça + 2𝑑 𝑑 = diâmetro da fresa Tempo de usinagem (Tu): Tu = Tc + tempo passivo + tempo de preparação + tempo de inspeção.
 numa superfície plana, usando fresa cilíndrica em fresamento frontal (topo): 𝑇𝑐 = 𝑛𝑝 𝐵 𝑑 𝐿 𝑉𝑎 𝐵 = largura da peça + 2𝑑 L = comprimento da peça + 2𝑑 𝑑 = diâmetro da fresa Tempo de usinagem (Tu): Tu = Tc + tempo passivo + tempo de preparação + tempo de inspeção.")
17
Exercícios Reconsidere o exercício 1 e determine:
O tempo de corte para fresar uma superfície e 200 x 320 mm. O tempo passivo, dada a velocidade média de retorno da mesa = 1200 mm/min. Tempo passivo é o tempo que a mesa se desloca sem realizar operação de usinagem (retorno para novo passe) O tempo total da usinagem, sendo o tempo de posicionamento e ajuste da peça e a retirada desta da máquina = 5 min.
 O tempo total da usinagem, sendo o tempo de posicionamento e ajuste da peça e a retirada desta da máquina = 5 min.")
Apresentações semelhantes