Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Controle Estatístico de Processo
CEP Controle Estatístico de Processo Versão: Jul Emitido GBP Aprovado CHJ Nº pag: 128

2
ÍNDICE Assunto Página Histogramas 03 Distribuição de Probabilidade 17
Distribuição Binominal 21 Distribuição de Poisson 26 Distribuição Normal 30 Teste de normalidade 38 Teorema do Limite Central 43 Aproximação das Distribuições 45 Cartas de Controle para Variáveis 47 Controle do Processo 48 Carta X - R 53 Carta X - S 69 Carta X - R 73 Carta X - AM 75 Carta MM - AM 79 Outras cartas (Tendência, CUSUM, EWMA) 83 Seleção de cartas para variáveis 84 Cartas de Controle para Atributos 85 Carta p 86 Carta np 92 Carta c 96 Carta u 102 Seleção de cartas para atributos 109 Uso das Cartas de Controle 110 Capabilidade do Processo 116 ~
 83. Seleção de cartas para variáveis 84. Cartas de Controle para Atributos 85. Carta p 86. Carta np 92. Carta c 96. Carta u 102. Seleção de cartas para atributos 109. Uso das Cartas de Controle 110. Capabilidade do Processo 116. ~")
3
HISTOGRAMAS

4
HISTOGRAMAS Exemplo de um histograma
Num grupo de 25 pessoas que passaram numa balança, seus pesos (em Kg) foram anotados, na seqüência: A seguir, os pesos foram colocados na ordem: 50 55 60 65 65 70 70 90 90 95 100 105 110 Pesos Nº de vezes
 foram anotados, na seqüência: A seguir, os pesos foram colocados na ordem: Pesos. Nº de vezes.")
5
HISTOGRAMAS Os pesos são colocados num gráfico
Este gráfico é um HISTOGRAMA Estatísticas Para caracterizar este conjunto de valores, devemos medí-lo por duas “estatísticas”: Medidas da “tendência central” Medidas da “dispersão” Freqüência (nº de vezes) X X X X X X 2 X X X X X X 1 X X X X X X X X X X X X X Pesos
 5 X. 4 X X. 3 X X X. 2 X X X X X X. 1 X X X X X X X X X X X X X Pesos.")
6
MEDIDAS DE TENDÊNCIA CENTRAL
MÉDIA No exemplo: MODA MODA = 75 (ocorre 5 vezes) MEDIANA Média = Soma de todos os valores (os pesos) Número de dados (número de pessoas) Moda = Valor que ocorre com maior freqüência Mediana = Valor acima e abaixo do qual ficam metade de todos os valores, quando estes estão ordenados 50,55,60,65,65,70,70,75,75,75,75,75,80,80,80,80,85,85,85,90,90,95,100,105,110 12 valores abaixo MEDIANA = valores acima
 MEDIANA. Média = Soma de todos os valores (os pesos) Número de dados (número de pessoas) Moda = Valor que ocorre com maior freqüência. Mediana = Valor acima e abaixo do qual ficam metade de todos os valores, quando estes estão ordenados. 50,55,60,65,65,70,70,75,75,75,75,75,80,80,80,80,85,85,85,90,90,95,100,105, valores abaixo MEDIANA = valores acima.")
7
MEDIDAS DE TENDÊNCIA CENTRAL
Média, Moda e Mediana no Histograma Observações: As três medidas, às vezes, coincidem Se o número de elementos (pessoas) do conjunto for par (no nosso exemplo é impar), a mediana é calculada como a média dos dois valores centrais. Por exemplo no conjunto: 30, 40, 45, 55, 70, 80 a mediana é: = 50 Pode existir mais de uma moda para um dado conjunto X X X X X X X X X X X X X X X X X X X X X X X X X 80 (Mediana) 79 (Média) 75 (Moda) 2
 do conjunto for par (no nosso exemplo é impar), a mediana é calculada como a média dos dois valores centrais. Por exemplo no conjunto: 30, 40, 45, 55, 70, 80. a mediana é: = 50. Pode existir mais de uma moda para um dado conjunto. X. X X. X X X. X X X X X X. X X X X X X X X X X X X X (Mediana) 79 (Média) 75 (Moda)")
8
MEDIDAS DE TENDÊNCIA CENTRAL
Exemplos Conjuntos Simétricos Conjuntos não simétricos Conjuntos com mais de uma moda X X X X X X X X X X X X X X X X X X X X X X X X X X X X Média = Mediana Média = Mediana = Moda X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X Simétrico Não Simétrico

9
R = Maior Valor - Menor Valor
MEDIDAS DE DISPERSÃO Amplitude (R) Exemplos: Para Conjunto A : RA = = 6 Para Conjunto B: RB = = 10 OBSERVE QUE: Os dois conjuntos são simétricos, com Média = Mediana = Moda = 10 Os dois conjuntos têm amplitudes diferentes RA = 6 e RB = 10 Conjunto A Conjunto B X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X R = Maior Valor - Menor Valor
 Exemplos: Para Conjunto A : RA = = 6. Para Conjunto B: RB = = 10. OBSERVE QUE: Os dois conjuntos são simétricos, com. Média = Mediana = Moda = 10. Os dois conjuntos têm amplitudes diferentes. RA = 6 e RB = 10. Conjunto A. Conjunto B. X. X X X X. X X X X X X X X. X X X X X X X X X X X X X X X X X X R = Maior Valor - Menor Valor.")
10
MEDIDAS DE DISPERSÃO Variância (S²) e Desvio Padrão (S)
Passos para calcular a Variância e o Desvio Padrão: Calcule a média ( X ) Conjunto A: X = 10 Conjunto B: X = 10 Calcule a diferença de cada dado com a média Conjunto A Dado ( X ) Diferença ( X - X ) = -3 = -2 = -1 = = = = = 1 = 1 = 2 = 3 Conjunto B Dado ( X ) Diferença ( X - X ) = -5 = -4 = -3 = -2 = -1 = = = = 1 = 1 = 2 = 3 = 4 = 5
 Conjunto A: X = 10. Conjunto B: X = 10. Calcule a diferença de cada dado com a média. Conjunto A. Dado ( X ) Diferença ( X - X ) = = = = = = = = = = = 3. Conjunto B. Dado ( X ) Diferença ( X - X ) = = = = = = = = = = = = = = 5.")
11
MEDIDAS DE DISPERSÃO Calcule o quadrado de cada diferença Conjunto A
Dado ( X ) Diferença ( X - X ) ² 7 ( -3 ) ² = 9 8 ( -2 ) ² = 4 9 ( -1 ) ² = 1 10 ( 0 ) ² = 0 11 ( 1 ) ² = 1 12 ( 2 ) ² = 4 13 ( 3 ) ² = 9 Soma dos quadrados = 40 Conjunto B Dado ( X ) Diferença ( X - X ) ² 5 ( -5 ) ² = 25 6 ( -4 ) ² = 16 7 ( -3 ) ² = 9 8 ( -2 ) ² = 4 9 ( -1 ) ² = 1 10 ( 0 ) ² = 0 11 ( 1 ) ² = 1 12 ( 2 ) ² = 4 13 ( 3 ) ² = 9 14 ( 4 ) ² = 16 15 ( 5 ) ² = 25 Soma dos quadrados = 112
 Diferença ( X - X ) ². 7 ( -3 ) ² = 9. 8 ( -2 ) ² = 4. 9 ( -1 ) ² = ( 0 ) ² = ( 1 ) ² = ( 2 ) ² = ( 3 ) ² = 9. Soma dos quadrados = 40. Conjunto B. Dado ( X ) Diferença ( X - X ) ². 5 ( -5 ) ² = ( -4 ) ² = ( -3 ) ² = 9. 8 ( -2 ) ² = 4. 9 ( -1 ) ² = ( 0 ) ² = ( 1 ) ² = ( 2 ) ² = ( 3 ) ² = ( 4 ) ² = ( 5 ) ² = 25. Soma dos quadrados = 112.")
12
MEDIDAS DE DISPERSÃO Calcule a Variância
Calcule a soma dos quadrados dividido por (n-1), onde n é o número de dados do conjunto nA = 16 ; nB = 15 Calcule o Desvio Padrão, que é igual à raiz quadrada da Variância. Conjunto A Conjunto B Conjunto A Conjunto B
, onde n é o número de dados do conjunto. nA = 16 ; nB = 15. Calcule o Desvio Padrão, que é igual à raiz quadrada da Variância. Conjunto A. Conjunto B. Conjunto A. Conjunto B.")
13
MEDIDAS DE DISPERSÃO Observe que:
Como a variância e o desvio padrão medem a “dispersão”, é claro que o conjunto A (menos “disperso”) tem variância e desvio padrão menores que a variância e o desvio padrão do conjunto B As fórmulas da variância e do desvio padrão podem ser escritas: onde significa a “soma de todos os dados (de 1 a n)”, e então ( X - X ) ² significa a “soma dos quadrados das diferenças de todos os dados (X) em relação à média ( X )”. Nesta forma de apresentar a fórmula, podemos também dizer que:
 tem variância e desvio padrão menores que a variância e o desvio padrão do conjunto B. As fórmulas da variância e do desvio padrão podem ser escritas: onde significa a soma de todos os dados (de 1 a n) , e então ( X - X ) ² significa a soma dos quadrados das diferenças de todos os dados (X) em relação à média ( X ) . Nesta forma de apresentar a fórmula, podemos também dizer que:")
14
EXERCÍCIOS: Exercício 1: Calcule: n = nº de elementos Média = X
Mediana Moda Amplitude = R Variância = S² Desvio Padrão = S dos conjuntos abaixo 1º) º) X X X X X X X X X X X X X X 3º) º) X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X X
 2º) X. X. X X X X X X X X X X X X º) 4º) X. X X X X. X X X X X X. X X X X X X X X X X. X X X X X X X X X X X X X. X X X X X X X X X X X X X X X X X X")
15
PASSOS PARA CONSTRUIR HISTOGRAMAS

16
EXERCÍCIOS Exercício 2 Os tempos de espera numa fila de caixa de banco constituem um problema para o atendimento dos clientes. Foram levantados os seguintes dados Construir um histograma

17
DISTRIBUIÇÕES DE PROBABILIDADE

18
DISTRIBUIÇÕES DE PROBABILIDADE
O histograma é usado para descrever as medidas de uma amostra. Uma amostra é uma coleção de medidas selecionadas de uma população. Uma distribuição de probabilidades é um modelo matemático que relaciona os valores das medidas (x) com a probalidade de ocorrência destes valores p(x) na população. Modelo Matemático
 com a probalidade de ocorrência destes valores p(x) na população. Modelo Matemático.")
19
DISTRIBUIÇÕES DE PROBABILIDADE
Distribuição Contínua A variável (x) é expressa de forma contínua é a área hachurada. Distribuição Discreta A variável x é expressa de forma descontínua (assume valores x1, x2, x3, x4 e x5) e para cada valor de x existe uma probabilidade.
 é expressa de forma contínua é a área hachurada. Distribuição Discreta. A variável x é expressa de forma descontínua (assume valores x1, x2, x3, x4 e x5) e para cada valor de x existe uma probabilidade.")
20
DISTRIBUIÇÕES DE PROBABILIDADE
Numa distribuição de probabilidade, as medidas de tendência central e de dispersão são aquelas de uma população (parâmetros), e não de amostra (estatísticas), como definidas anteriormente.
, e não de amostra (estatísticas), como definidas anteriormente.")
21
DISTRIBUIÇÕES DISCRETAS
Distribuição Binomial Considere um processo que consiste na seqüência de “n” tentativas independentes, onde cada tentativa é um “sucesso” ou uma “falha”. Se a probabilidade de “sucesso” em qualquer tentativa é constante e igual a “p”, então o número de “sucessos” “x” tem uma distribuição binomial. Modelo Média Variância e Desvio Padrão Observações: As cartas de controle “p” e “n p” são usadas para dados atributivos do tipo “sim/não”. A distribuição de probabilidade básica usada para o cálculo dos limites de controle destas cartas é a distribuição binominal.

22
DISTRIBUIÇÕES DISCRETAS
Distribuição Binomial - Exemplo Uma fábrica produz milhares de peças por dia. Na média, 1% destas peças é “não-conforme”. A cada hora um inspetor seleciona “casualizadamente” uma amostra de 50 peças e classifica cada peça como “conforme” ou “não- conforme”. Se x é a variável que representa o número de peças não-conforme na amostra, então a distribuição de probabilidade de x é: Se quisermos calcular a probabilidade de encontrarmos uma peça não- conforme na amostra, temos: em percentuais: 30,56% Idem, para 0 peças não-conformes:

23
DISTRIBUIÇÕES DISCRETAS
Distribuição Binomial - Gráficos n = 15, p = 0,1 n = 15, p = 0,5 n = 15, p = 0,9

24
DISTRIBUIÇÕES DISCRETAS
Distribuição Binomial - Gráficos n = 10, p = 0,25 n = 20, p = 0,25 n = 40, p = 0,25

25
EXERCÍCIOS Exercício 3:
Os registros de uma montadora de veículos mostram que a probabilidade de um carro novo necessitar um reparo em garantia nos primeiro 90 dias é de 0,04. Calcule: a) A probabilidade dos três próximos carros vendidos: 1) Não precisarem nenhum reparo em garantia 2) Pelo menos um necessitar um reparo em garantia b) A média e o desvio padrão da distribuição de probabilidade acima.
 A probabilidade dos três próximos carros vendidos: 1) Não precisarem nenhum reparo em garantia. 2) Pelo menos um necessitar um reparo em garantia. b) A média e o desvio padrão da distribuição de probabilidade acima.")
26
DISTRIBUIÇÕES DISCRETAS
Distribuição de Poisson Modelo Média Variância Observações x! = x(x-1).(x-2).... 1 e = 2, (constante) As cartas de controle “c” e “u” são usadas para dados atributivos do tipo “contagem de defeitos”. A distribuição de probabilidades básica usada para o cálculo dos limites de controle destas cartas é a distribuição de Poisson.
.(x-2) e = 2, (constante) As cartas de controle c e u são usadas para dados atributivos do tipo contagem de defeitos . A distribuição de probabilidades básica usada para o cálculo dos limites de controle destas cartas é a distribuição de Poisson.")
27
DISTRIBUIÇÕES DISCRETAS
Distribuição de Poisson - Exemplo O número de erros em lançamentos processados por um escritório de contabilidade é, em média, 2,3. Qual é a probabilidade que o próximo lançamento tenha: nenhum erro? menos do que 3 erros?

28
DISTRIBUIÇÕES DISCRETAS
Distribuição de Poisson - Gráficos = 8 = 12 = 16

29
EXERCÍCIOS Exercício 4:
Os defeitos em uma trefilaria são de aproximadamente 0,2 em média por metro de barra trefilada. Determine: a) a média de defeitos em barras de 6 metros b) a probabilidade de encontrar menos do que 2 defeitos em barras de 6 metros
 a média de defeitos em barras de 6 metros. b) a probabilidade de encontrar menos do que 2 defeitos em barras de 6 metros.")
30
DISTRIBUIÇÕES CONTÍNUAS
Distribuição Normal Modelo Média Variância Gráfico Observações Quando se conhece e , a distribuição normal está completamente descrita As cartas de controle e por “indivíduos” são usadas para dados variáveis. A distribuição de probabilidades básica para o cálculo dos limites de controle destas cartas é a distribuição normal. - Curva em forma de sino - Curva unimodal - Curva simétrica

31
DISTRIBUIÇÕES CONTÍNUAS
Distribuição Normal Efeitos da variação de na forma da curva

32
DISTRIBUIÇÕES CONTÍNUAS
Distribuição Normal Probabilidades

33
DISTRIBUIÇÕES CONTÍNUAS
Distribuição Normal Escala Efetiva e Escala Relativa Os valores de x no modelo representam a escala efetiva e os valores de , representam a escala relativa, onde z = nº de desvios padrão a contar da média x = variável = média = desvio padrão Por exemplo, se =100 e =10, no gráfico abaixo, temos: Calculando, temos, por exemplo:

34
DISTRIBUIÇÕES CONTÍNUAS
Distribuição Normal Tabela Normal Padronizada As áreas sob a curva de qualquer distribuição normal podem ser achadas com o uso da Tabela Normal Padronizada (ver pag 36), após fazer a conversão da escala efetiva para a escala relativa Cálculo da área entre a média e z = + 1,25 Cálculo da área alem de z = + 1,25 Como a área total é 1,0000, metade desta área é 0,5000 e a área, alem de z = +1,25, é 0, ,3944 = 0,1056
, após fazer a conversão da escala efetiva para a escala relativa. Cálculo da área entre a média e z = + 1,25. Cálculo da área alem de z = + 1,25. Como a área total é 1,0000, metade desta área é 0,5000 e a área, alem de z = +1,25, é. 0, ,3944 = 0,1056.")
35
DISTRIBUIÇÕES CONTÍNUAS
Distribuição Normal Tabela Normal Padronizada Cálculo da área entre a média e z = -1,25 É igual a 0,3944, devido á simetria Cálculo da área entre z = -1,25 e z = + 1,25 É igual a 2 x 0,3944 = 0,7888 Cálculo da área entre z = -2,00 e z = -1,25 A (1,25 a 2,00) = A (0,00 a 2,00) - A (0,00 a 1,25) Calculo da área entre z = -1,50 e z = +2,30 A (- 1,50 a +2,30) = A (0,00 a 1,50) + A (0,00 a 2,30)
 = A (0,00 a 2,00) - A (0,00 a 1,25) Calculo da área entre z = -1,50 e z = +2,30. A (- 1,50 a +2,30) = A (0,00 a 1,50) + A (0,00 a 2,30)")
36
DISTRIBUIÇÃO CONTÍNUA
Tabela Normal Padronizada

37
EXERCÍCIOS Exercício 5:
A renda média anual da população de uma cidade tem uma distribuição aproximadamente normal, com média R$ ,00 e desvio padrão R$ 3.000,00. a) que porcentagem da população tem renda superior a R$ ,00? b) numa amostra de 50 assalariados, quantos podemos esperar que tenham menos de R$ ,00 de renda? Exercício 6: Uma fábrica produz tubos de diâmetro médio de 2,00” e desvio padrão 0,01” (distribuição normal). Os tubos com diâmetros que variem mais de 0,03”, a contar da média, são considerados não-conformes. a) qual a porcentagem de tubos defeituosos? b) qual a probabilidade de encontrar dois tubos defeituosos em seqüência? c) qual a probabilidade de encontrar dois tubos conformes em seqüência?
 que porcentagem da população tem renda superior a R$ ,00 b) numa amostra de 50 assalariados, quantos podemos esperar que tenham menos de R$ ,00 de renda Exercício 6: Uma fábrica produz tubos de diâmetro médio de 2,00 e desvio padrão 0,01 (distribuição normal). Os tubos com diâmetros que variem mais de 0,03 , a contar da média, são considerados não-conformes. a) qual a porcentagem de tubos defeituosos b) qual a probabilidade de encontrar dois tubos defeituosos em seqüência c) qual a probabilidade de encontrar dois tubos conformes em seqüência")
38
DISTRIBUIÇÕES CONTÍNUAS
Testes de Normalidade 1º Método: Construir um histograma e compará-lo com a curva normal. Em geral são necessários muitos dados 2º Método: Construir um gráfico de probabilidade normal 1º Passo: Dividir e agrupar em intervalos, pelo menos 50 medidas individuais (como em um histograma) 2º Passo: Determinar, para estes dados, a freqüência de distribuição, a freqüência de distribuição cumulativa e a porcentagem cumulativa correspondente a cada intervalo 3º Passo: Plotar, num papel de probabilidade normal, (ver pag. 42) a porcentagem cumulativa no eixo vertical e o limite superior do intervalo correspondente no eixo horizontal 4º Passo: Se os pontos encontrados estiverem numa linha que se aproxime de uma reta, a distribuição é normal
 2º Passo: Determinar, para estes dados, a freqüência de distribuição, a freqüência de distribuição cumulativa e a porcentagem cumulativa correspondente a cada intervalo. 3º Passo: Plotar, num papel de probabilidade normal, (ver pag. 42) a porcentagem cumulativa no eixo vertical e o limite superior do intervalo correspondente no eixo horizontal. 4º Passo: Se os pontos encontrados estiverem numa linha que se aproxime de uma reta, a distribuição é normal.")
39
DISTRIBUIÇÕES CONTÍNUAS
Testes de Normalidade Exemplo: 80 medidas individuais (com os valores variando de 315,5 a 425,5) foram agrupados como segue: Freqüência Cumulativa: É o número de medidas que estão no intervalo, ou abaixo dele Porcentagem Cumulativa:
 foram agrupados como segue: Freqüência Cumulativa: É o número de medidas que estão no intervalo, ou abaixo dele. Porcentagem Cumulativa:")
40
DISTRIBUIÇÕES CONTÍNUAS
Testes de Normalidade Exemplo (Continuação) Foi construído um histograma: O histograma aparenta (mas não é muito claro) que a curva é normal. No papel de probabilidade normal são plotados no eixo vertical as porcentagens cumulativas com os correspondentes limites superiores dos intervalos no eixo horizontal (ver próxima pag.) Conclue-se que a curva é normal, devido aos pontos se distribuírem, aproximadamente, numa linha reta.
 Foi construído um histograma: O histograma aparenta (mas não é muito claro) que a curva é normal. No papel de probabilidade normal são plotados no eixo vertical as porcentagens cumulativas com os correspondentes limites superiores dos intervalos no eixo horizontal (ver próxima pag.) Conclue-se que a curva é normal, devido aos pontos se distribuírem, aproximadamente, numa linha reta.")
41
DISTRIBUIÇÕES CONTÍNUAS
Testes de Normalidade Exemplo (continuação)
")
42
PAPEL DE PROBABILIDADE NORMAL

43
DISTRIBUIÇÕES DE PROBABILIDADE
Teorema do Limite Central Como observado anteriormente a maior parte das cartas de controle são baseadas em uma das três distribuições de probabilidades básicas: Existem outras distribuições que não as três acima mencionadas. Por exemplo, distribuições contínuas distorcidas (“skewed”) são comuns em processos onde um parâmetro está sendo maximizado ou minimizado. Isto não significa que não existem cartas de controle para estas situações; o que permite isto é o Teorema de Limite Central
 são comuns em processos onde um parâmetro está sendo maximizado ou minimizado. Isto não significa que não existem cartas de controle para estas situações; o que permite isto é o Teorema de Limite Central.")
44
DISTRIBUIÇÕES DE PROBABILIDADE
Teorema de Limite Central Este teorema pode ser estabelecido por: O desvio padrão da distribuição das médias ( ) é relacionado com o desvio padrão dos indivíduos ( ) pela relação: Em muitos casos, o tamanho de “n” não precisa ser muito grande. Usualmente sub-grupos de tamanho n=4 ou n=5 são suficientes para permitir que as médias sejam normalmente distribuídas. “Independentemente da forma de distribuição de uma população, a distribuição das suas médias (Xs), de sub-grupos de tamanho “n”, tirados da população, tendem a ser uma distribuição normal quando o tamanho “n” do sub-grupo torna-se grande”
 é relacionado com o desvio padrão dos indivíduos ( ) pela relação: Em muitos casos, o tamanho de n não precisa ser muito grande. Usualmente sub-grupos de tamanho n=4 ou n=5 são suficientes para permitir que as médias sejam normalmente distribuídas. Independentemente da forma de distribuição de uma população, a distribuição das suas médias (Xs), de sub-grupos de tamanho n , tirados da população, tendem a ser uma distribuição normal quando o tamanho n do sub-grupo torna-se grande")
45
DISTRIBUIÇÕES DE PROBABILIDADES
Aproximações das Distribuições de Probabilidade Em alguns casos é desejável que uma distribuição de probabilidade seja aproximada a outra, de outro tipo; por exemplo uma Binomial de uma de Poisson, etc. As aproximações mais usuais, com as condições de aproximação, são abaixo mostradas: Binomial Quanto menor “p” e maior “n”, melhor é a aproximação p < 0,1 np > 10 p 1/2 Poisson Quanto maior “” melhor é a aproximação 15 Normal

46
DISTRIBUIÇÕES DE PROBABILIDADE
Outras Distribuições Discretas Distribuição Hipergeométrica Distribuição de Pascal Outras Distribuições Contínuas Distribuição Exponencial Distribuição Gama Distribuição de Weibull Distribuição Uniforme

47
CARTAS DE CONTROLE PARA VARIÁVEIS

48
CONTROLE DO PROCESSO Variação Todo processo tem variação
Não existem dois produtos identicos ou duas características exatamente iguais Os processos podem ser sensíveis a: Mudanças de materiais Mudanças ambientais Pessoas que os conduzem Flutuações econômicas Etc. Causas COMUNS de variação São aquelas que geram variações sempre presentes. Em geral, são pequenas mudanças em umidade, temperatura, materiais, hora do dia, etc. Estas causas são aquelas que explicam porque duas peças nunca são idênticas. Para combater as causas comuns de variação, geralmente são necessárias modificações fundamentais no processo. Causas ESPECIAIS de variação (ou ASSINALÁVEIS) São aquelas que geram variações nem sempre presentes (e altamente indesejáveis). Elas criam um “deslocamento” no processo. Estas variações podem ser repentinas ou na forma de uma tendência.
 São aquelas que geram variações nem sempre presentes (e altamente indesejáveis). Elas criam um deslocamento no processo. Estas variações podem ser repentinas ou na forma de uma tendência.")
49
CONTROLE DO PROCESSO Processo sob Controle
Somente causas comuns estão presentes A “locação” e a “dispersão” permanecem inalteradas no tempo Um processo em estado de controle pode não ser um processo “capaz”. TEMPO

50
CONTROLE DO PROCESSO Processo Fora de Controle
Quando causas especiais estão presentes As saídas do processo são imprevisíveis Os eventos não são repetidos Deslocamento na “locação” e na “dispersão” Deslocamento na “dispersão” Deslocamento na “locação”

51
CONTROLE DO PROCESSO PROCESSO SOB CONTROLE PROCESSO FORA DE CONTROLE
TEMPO VARIAÇÃO TOTAL (Causas Especiais Presentes) VARIAÇÃO TOTAL (Somente Causas Comuns Presentes)
 VARIAÇÃO TOTAL. (Somente Causas Comuns Presentes)")
52
CONTROLE DO PROCESSO Redução / Eliminação de Causas de Variação
1º PASSO: Eliminar / reduzir causas especiais 2º PASSO: Reduzir causas comuns TEMPO

53
CARTA DE CONTROLE X - R Como saber se:
uma causa especial de variação está presente? a variação que percebemos não é devida a uma causa comum de variação ? As CARTAS DE CONTROLE são a resposta a estas perguntas. Existem duas cartas: Carta de controle X (média) Carta de controle R (amplitude) Normalmente elas são utilizadas em conjunto, pois elas têm funções diferentes: CARTA X : detecta deslocamentos na “locação” CARTA R : detecta variações na “dispersão”
 Carta de controle R (amplitude) Normalmente elas são utilizadas em conjunto, pois elas têm funções diferentes: CARTA X : detecta deslocamentos na locação CARTA R : detecta variações na dispersão")
54
CARTA DE CONTROLE X - R Carta de Controle X
Um processo produz uma população de peças (dados) com uma certa distribuição (que pode ou não ser normal). Supondo que o processo está sob controle, qualquer que seja a distribuição, é possível provar, estatisticamente, que as médias de amostras de um determinado número de dados no correr do tempo (por exemplo, 5 dados retirados casualmente ao longo de uma hora), se comportam como uma distribuição normal. (Teorema do Limite Central) Distribuição das médias Distribuição da população = dados = X (média dos dados) 1ª amostra 2ª 3ª 4ª 5ª 6ª TEMPO
 com uma certa distribuição (que pode ou não ser normal). Supondo que o processo está sob controle, qualquer que seja a distribuição, é possível provar, estatisticamente, que as médias de amostras de um determinado número de dados no correr do tempo (por exemplo, 5 dados retirados casualmente ao longo de uma hora), se comportam como uma distribuição normal. (Teorema do Limite Central) Distribuição das médias. Distribuição da população. = dados. = X (média dos dados) 1ª amostra. 2ª. 3ª. 4ª. 5ª. 6ª. TEMPO.")
55
CARTA DE CONTROLE X - R Carta de Controle X
Distribição Normal das médias ( X ) Histograma das médias = X = Média das médias OBSERVE QUE: A distribuição da população dos dados pode não ser normal; mesmo assim, a distribuição das médias é frequentemente normal. A média da população ( ) coincide com a média das médias ( X ). A carta de controle X será construída sobre as médias das amostras e não sobre os dados coletados.
 Histograma das médias. = X = Média das médias. OBSERVE QUE: A distribuição da população dos dados pode não ser normal; mesmo assim, a distribuição das médias é frequentemente normal. A média da população ( ) coincide com a média das médias ( X ). A carta de controle X será construída sobre as médias das amostras e não sobre os dados coletados.")
56
CARTA DE CONTROLE X - R Carta de Controle X
Para um processo sob controle, vimos que o comportamento das medidas ( ) e das médias ( ) é dada por: Suprimindo todos os ( ) e mantendo os ( ) ,temos : CARTA DE CONTROLE Limite de Controle Superior = X Limite de Controle Inferior Não aparece na Carta de Controle
 e das médias ( ) é dada por: Suprimindo todos os ( ) e mantendo os ( ) ,temos : CARTA DE CONTROLE. Limite de Controle Superior. = X. Limite de Controle Inferior. Não aparece na Carta de Controle.")
57
CARTA DE CONTROLE X - R Carta de Controle X
Se um processo continua sob controle, ele tem, por exemplo o seguinte aspecto: Há 4 condições básicas de fora de controle: 1. Pontos fora dos limites de controle 2. Uma “corrida num dos lados da linha de centro (pelo menos 8 pontos) 3. Uma “tendência” (6 pontos consecutivos crescendo ou decrescendo) 4. Um “ciclo”.
 3. Uma tendência (6 pontos consecutivos crescendo ou decrescendo) 4. Um ciclo .")
58
CARTA DE CONTROLE X - R Carta de Controle X
Exemplos de fora de controle: 1. Pontos fora dos limites de controle 2. “Corrida” num dos lados (mínimo 8 pontos) 3. “Tendência” (6 pontos) 4. “Ciclo”
 3. Tendência (6 pontos) 4. Ciclo")
59
CARTA DE CONTROLE X - R Carta de Controle X
Há outros casos de condições fora de controle: 5. “Alternância” 6. “Grupos” 7. Proximidade ao centro

60
CARTA DE CONTROLE X - R Carta de Controle R
A Carta de Controle X tem como principal objetivo detectar “deslocamentos” em “locação”. Esta carta também poderia detectar variações na “dispersão”, mas isto não é muito visível. Assim é necessário uma outra carta, que é a Carta de Controle R (poderia ser a Carta de Controle S - ver adiante). A Carta de Controle R é similar à Carta de Controle X, e normalmente elas são apresentadas em conjunto, e, neste caso, ela é chamada Carta de Controle X - R.
. A Carta de Controle R é similar à Carta de Controle X, e normalmente elas são apresentadas em conjunto, e, neste caso, ela é chamada Carta de Controle X - R.")
61
CARTA DE CONTROLE X - R Carta de Controle R
Como no caso da Carta de Controle X, a Carta de Controle R também não apresenta o mesmo valor de R em todas as amostras. Apesar de R não ter, necessáriamente, distribuição normal, as mesmas regras da Carta de Controle X se aplicam. Ou seja, é esperado que R varie em torno de sua média R, não sendo esperados “Corridas” “Tendências”, “Ciclos”, etc. = dados = X = amplitude 1ª amostra 2ª amostra Tempo

62
CARTA DE CONTROLE X - R CARTA X CARTA R LSC X = LIC LSC R LIC

63
CARTA DE CONTROLE X - R Passos para construir a Carta X - R

64
CARTA DE CONTROLE X - R Passos para construir a Carta X - R

65
CARTA DE CONTROLE X - R Fatores para serem usados na Carta X - R

66
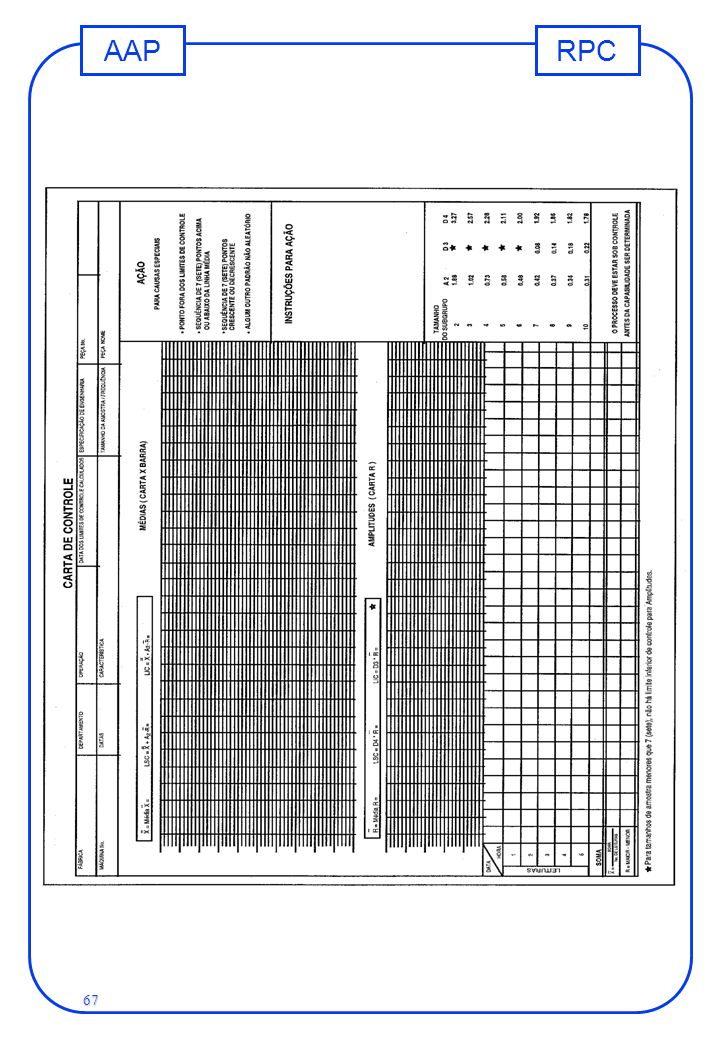
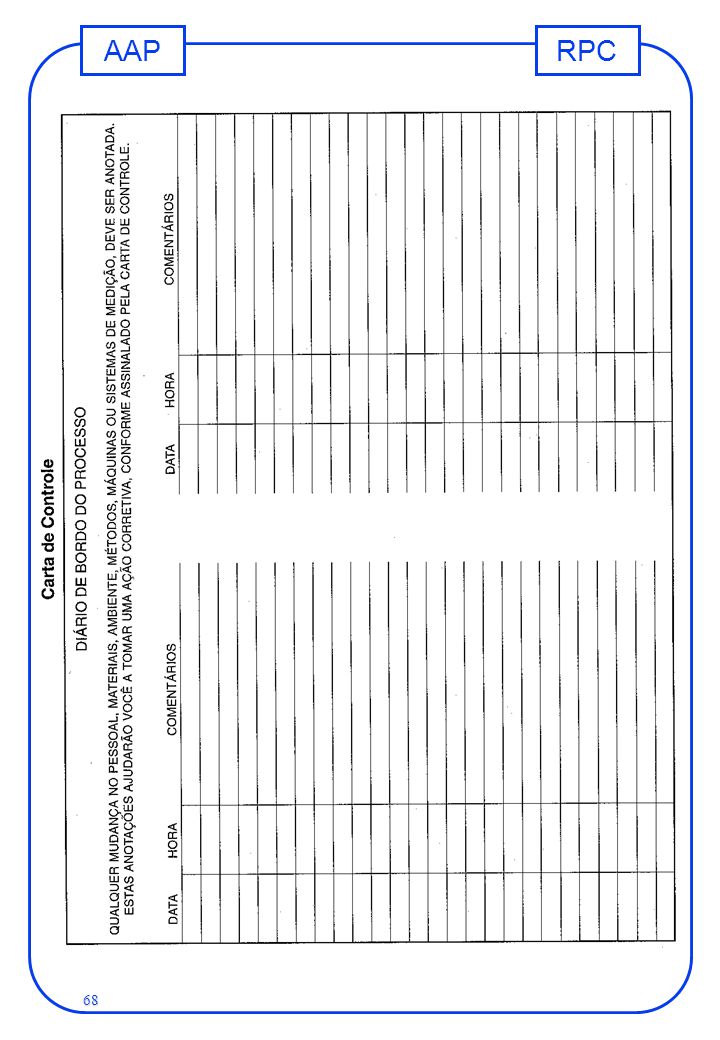
EXERCÍCIOS Exercício 7 O tempo de reação de um reator em batelada afeta várias características do produto acabado. Outras bateladas são feitas por dia e delas tomados os tempos (em minutos) durante 20 dias, conforme abaixo: a) Construa a carta de controle X - R e, se apropriado, calcule o desvio padrão () b) Interprete a carta de controle Observação: Pode ser usado qualquer padrão para a carta de X - R como, por exemplo, o das pag. 67 (frente) e 68 (verso)
 durante 20 dias, conforme abaixo: a) Construa a carta de controle X - R e, se apropriado, calcule o desvio padrão () b) Interprete a carta de controle. Observação: Pode ser usado qualquer padrão para a carta de X - R como, por exemplo, o das pag. 67 (frente) e 68 (verso)")
69
CARTA DE CONTROLE X - S O uso da Carta X - S
Quando cresce o tamanho do sub-grupo (n) a amplitude (R) torna-se pobre e, neste caso, o desvio padrão da amostra (S) é uma medida melhor da dispersão Se o tamanho do sub-grupo for n > 9 a carta X - S deve ser usada no lugar da carta X - R Porem, a carta X - S pode ser usada para valores menores de n, dependendo da conveniência R é mais fácil de calcular (manualmente) e é mais fácil de interpretar, para a maioria das pessoas S fornece melhor estimativa da dispersão do processo e pode ser calculado facilmente em um computador. Passos para construir a Carta X - S Os passos para construir X - S são similares àqueles de X - R (ver pag. 63 e 64) exceto nos seguintes: 7º Passo: Calcule o desvio padrão S de cada sub-grupo: 8º Passo: Coloque os X e S nas cartas
 a amplitude (R) torna-se pobre e, neste caso, o desvio padrão da amostra (S) é uma medida melhor da dispersão. Se o tamanho do sub-grupo for n > 9 a carta X - S deve ser usada no lugar da carta X - R. Porem, a carta X - S pode ser usada para valores menores de n, dependendo da conveniência. R é mais fácil de calcular (manualmente) e é mais fácil de interpretar, para a maioria das pessoas. S fornece melhor estimativa da dispersão do processo e pode ser calculado facilmente em um computador. Passos para construir a Carta X - S. Os passos para construir X - S são similares àqueles de X - R (ver pag. 63 e 64) exceto nos seguintes: 7º Passo: Calcule o desvio padrão S de cada sub-grupo: 8º Passo: Coloque os X e S nas cartas.")
70
CARTA DE CONTROLE X - S Passos para construir a Carta X - S
9º Passo: Calcule o desvio padrão médio S e coloque na carta S: 11º Passo: Calcule os limites de controle da carta S e coloque na carta S: 12º Passo: Calcule os limites de controle da carta X e coloque na carta X: 13º Passo: Interprete as cartas X e S: Se S está fora de controle a carta X não é válida 14º Passo: Calcule o valor do desvio padrão (), se apropriado: Observação: Para os valores de B4, B3, A3 e c4 ver pag. 71
, se apropriado: Observação: Para os valores de B4, B3, A3 e c4 ver pag. 71.")
71
CARTA DE CONTROLE X - S Fatores para serem usados na Carta X - S

72
EXERCÍCIOS Exercício 8 Construa a Carta X - S com os mesmos dados do Exercício 7 Exercício 9 Sete fornecedores fornecem o mesmo produto, durante um mês, sete vezes cada. Notaram-se diferenças entre os pesos de recebimento (balança do cliente) e os pesos das notas fiscais. Decidiu-se usar uma carta X - S, com os dados abaixo, para se observar as diferenças entre fornecedores. a) Consultar a carta de controle X - S e, se apropriado, calcule o desvio padrão () b) Interprete a carta de controle
 e os pesos das notas fiscais. Decidiu-se usar uma carta X - S, com os dados abaixo, para se observar as diferenças entre fornecedores. a) Consultar a carta de controle X - S e, se apropriado, calcule o desvio padrão () b) Interprete a carta de controle.")
73
~ CARTA DE CONTROLE X - R ~ O uso da Carta X - R
Cartas da mediana (X) são alternativas para as cartas da média (X) Apesar de as medidas não serem tão desejáveis estatisticamente como as médias, elas fornecem conclusões similares e têm a vantagem de serem fáceis de utilizar e não requererem muitos cálculos Cartas da mediana são, geralmente, utilizadas como n 10 Amostras com n impar são mais convenientes; se n for par a mediana é a média dos dois elementos do meio Passos para construir a Carta X - R Os passos para construir X - R são similares àqueles de X - R (ver pag. 63 e 64) exceto nos seguintes: 6º Passo: Calcule a mediana de cada sub-grupo: Se n ímpar: X é imediato Se n par: X é a média dos dois elementos do meio 10º Passo: Calcule a média das medianas X e coloque na carta X: ~ ~ ~ ~ ~ ~ ~
 são alternativas para as cartas da média (X) Apesar de as medidas não serem tão desejáveis estatisticamente como as médias, elas fornecem conclusões similares e têm a vantagem de serem fáceis de utilizar e não requererem muitos cálculos. Cartas da mediana são, geralmente, utilizadas como n 10. Amostras com n impar são mais convenientes; se n for par a mediana é a média dos dois elementos do meio. Passos para construir a Carta X - R. Os passos para construir X - R são similares àqueles de X - R (ver pag. 63 e 64) exceto nos seguintes: 6º Passo: Calcule a mediana de cada sub-grupo: Se n ímpar: X é imediato. Se n par: X é a média dos dois elementos do meio. 10º Passo: Calcule a média das medianas X e coloque na carta X: ~ ~ ~ ~ ~ ~ ~")
74
~ CARTA DE CONTROLE X - R ~ Passos para construir a Carta X - R
12º Passo: Calcule os limites de controle da carta X e coloque na carta X: Onde Observação: Os valores de D4, D3 e d2 são os mesmos da pag. 65 ~ ~

75
CARTA DE CONTROLE X - AM Uso da Carta X - AM Significados de X - AM
X = valores individuais (e não médias) AM = amplitude móvel Quando os dados são infreqüentes (1 vez por dia, por semana, por mês) não é possível, dentro de tempos e recursos razoáveis, aplicar as cartas estudadas anteriormente. A carta X-AM é um método para observar a variação. A variação de “longo prazo” é a variação dos individuais. A variação de “curto prazo” é a variação das amplitudes entre amostras sucessivas A carta X - AM é uma carta a ser usada quando existe somente um dado para representar uma situação num dado instante (n é sempre igual a 1). Na carta X são colocados os valores de X (e não X como nas cartas X - R e X - S) Para se utilizar a carta X-AM os resultados das amostras individuais devem ser normalmente distribuídas. Se não forem, a carta pode dar falsos sinais A carta X - AM não é tão sensível quanto a carta X - R. Adicionalmente, os valores de X e R podem ter variações significativas (mesmo com o processo sob controle) até que o número de dados individuais atinja 100.
 AM = amplitude móvel. Quando os dados são infreqüentes (1 vez por dia, por semana, por mês) não é possível, dentro de tempos e recursos razoáveis, aplicar as cartas estudadas anteriormente. A carta X-AM é um método para observar a variação. A variação de longo prazo é a variação dos individuais. A variação de curto prazo é a variação das amplitudes entre amostras sucessivas. A carta X - AM é uma carta a ser usada quando existe somente um dado para representar uma situação num dado instante (n é sempre igual a 1). Na carta X são colocados os valores de X (e não X como nas cartas X - R e X - S) Para se utilizar a carta X-AM os resultados das amostras individuais devem ser normalmente distribuídas. Se não forem, a carta pode dar falsos sinais. A carta X - AM não é tão sensível quanto a carta X - R. Adicionalmente, os valores de X e R podem ter variações significativas (mesmo com o processo sob controle) até que o número de dados individuais atinja 100.")
76
CARTA DE CONTROLE X - AM Passos para construir a Carta X - AM

77
CARTA DE CONTROLE X - AM Passos para construir a Carta X - AM

78
EXERCÍCIOS Exercício 10 A dureza de uma peça de plástico, que é produzida uma vez por dia, é uma característica crítica para um cliente. Os dados de dureza das últimas 25 amostras são fornecidos abaixo. a) Construa a carta X - AM e, se apropriado, calcule o desvio padrão (s) b) Interprete a carta de controle
 Construa a carta X - AM e, se apropriado, calcule o desvio padrão (s) b) Interprete a carta de controle.")
79
CARTA DE CONTROLE MM - AM
Uso da Carta MM - AM Significado de MM - AM MM = média móvel AM = amplitude móvel Vimos que: X - R é usada quando os dados são freqüentes e se deseja detetar diferenças nos sub-grupos ao longo do tempo. X - AM é usada quando os dados são infreqüentes e quando as medidas individuais são distribuídas normalmente. A carta MM - AM é usada quando os dados são infreqüentes e as medidas individuais não são distribuídas normalmente. Por exemplo, um processo com dados infreqüentes, que está ocorrendo próximo de um mínimo ou de um máximo (uma distribuição distorcida - “skewed”) “distorcida à direita” “distorcida à esquerda”
 distorcida à direita distorcida à esquerda")
80
CARTA DE CONTROLE MM - AM
Passos para construir a Carta MM - AM

81
CARTA DE CONTROLE MM - AM
Passos para construir a Carta MM - AM

82
EXERCÍCIOS Exercício 11 O conteúdo de parafina no querosene de entrada de uma operação unitária de uma indústria química é uma característica crítica. Todos os novos lotes de querosene são testados quanto ao seu conteúdo de parafina (entra um por dia) e a tabela abaixo mostra os dados dos últimos 25 dias. Os dados anteriores mostraram que a distribuição é não normal. Foi decidido usar uma carta MM - AM com n = 5. a) Complete os valores de MM e AM (já estão calculados para os lotes 5,6,7 e 8) e construa a carta MM - AM b) Interprete a carta e calcule o , se apropriado
 e a tabela abaixo mostra os dados dos últimos 25 dias. Os dados anteriores mostraram que a distribuição é não normal. Foi decidido usar uma carta MM - AM com n = 5. a) Complete os valores de MM e AM (já estão calculados para os lotes 5,6,7 e 8) e construa a carta MM - AM. b) Interprete a carta e calcule o , se apropriado.")
83
CARTAS DE CONTROLE PARA VARIÁVEL
CARTA DE CONTROLE LT (linhas de tendência) Alguns processos produzem dados que tendem a crescer ou diminuir no tempo. Por exemplo: Custos fixos (crescem devido à inflação) Rendimento de catalisadores (diminuem com o tempo) Nestas cartas a média dos valores modifica-se, ao longo do tempo, numa forma previsível. Esta carta não será estudada neste curso CARTA DE CONTROLE CUSUM (Soma Cumulativa) e CARTA DE CONTROLE EWMA (Média Móvel Ponderada Exponencialmente) Estas cartas serão estudadas em outro curso
 Alguns processos produzem dados que tendem a crescer ou diminuir no tempo. Por exemplo: Custos fixos (crescem devido à inflação) Rendimento de catalisadores (diminuem com o tempo) Nestas cartas a média dos valores modifica-se, ao longo do tempo, numa forma previsível. Esta carta não será estudada neste curso. CARTA DE CONTROLE CUSUM (Soma Cumulativa) e. CARTA DE CONTROLE EWMA (Média Móvel Ponderada Exponencialmente) Estas cartas serão estudadas em outro curso.")
84
CARTAS DE CONTROLE PARA VARIÁVEIS
Seleção das Cartas de Controle para Variáveis Neste caso só usar se for próximo de 9; caso contrário usar X - S

85
CARTAS DE CONTROLE PARA ATRIBUTOS

86
Fração de Embarques Atrasados
CARTAS p Uma Carta p é usada para analisar a variação de dados atributivos do tipo “sim/não”. É usada para determinar a porcentagem de itens defeituosos (não-conformes) num grupo de itens. Exemplo de uma Carta p Na área de expedição de uma empresa é considerado que um embarque não-conforme é aquele que atrasa mais do que 1 hora para chegar ao cliente. Vinte embarques são realizados por semana. A porcentagem de atraso em cada semana (p) é o número de atrasos dividido pelo número de embarque (20). Os dados das últimas 30 semanas é mostrado na carta p abaixo. Fração de Embarques Atrasados LSCp p Número da semana
 num grupo de itens. Exemplo de uma Carta p. Na área de expedição de uma empresa é considerado que um embarque não-conforme é aquele que atrasa mais do que 1 hora para chegar ao cliente. Vinte embarques são realizados por semana. A porcentagem de atraso em cada semana (p) é o número de atrasos dividido pelo número de embarque (20). Os dados das últimas 30 semanas é mostrado na carta p abaixo. Fração de Embarques Atrasados. LSCp. p. Número da semana.")
87
CARTAS p Passos para construir a Carta p

88
CARTAS p Passos para construir a Carta p

89
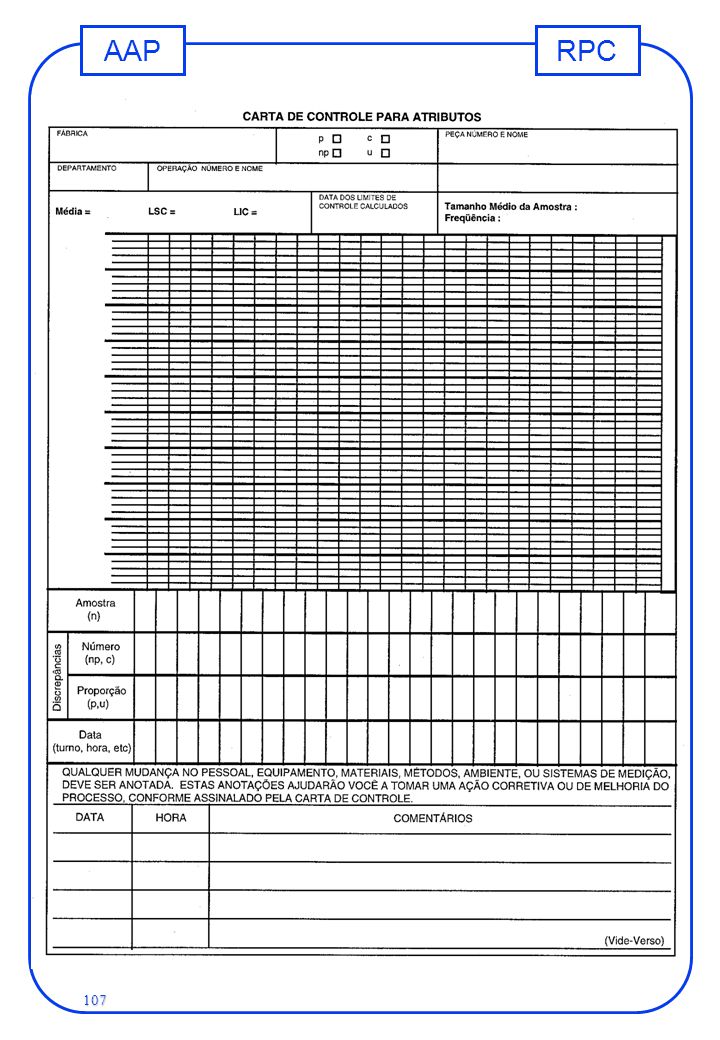
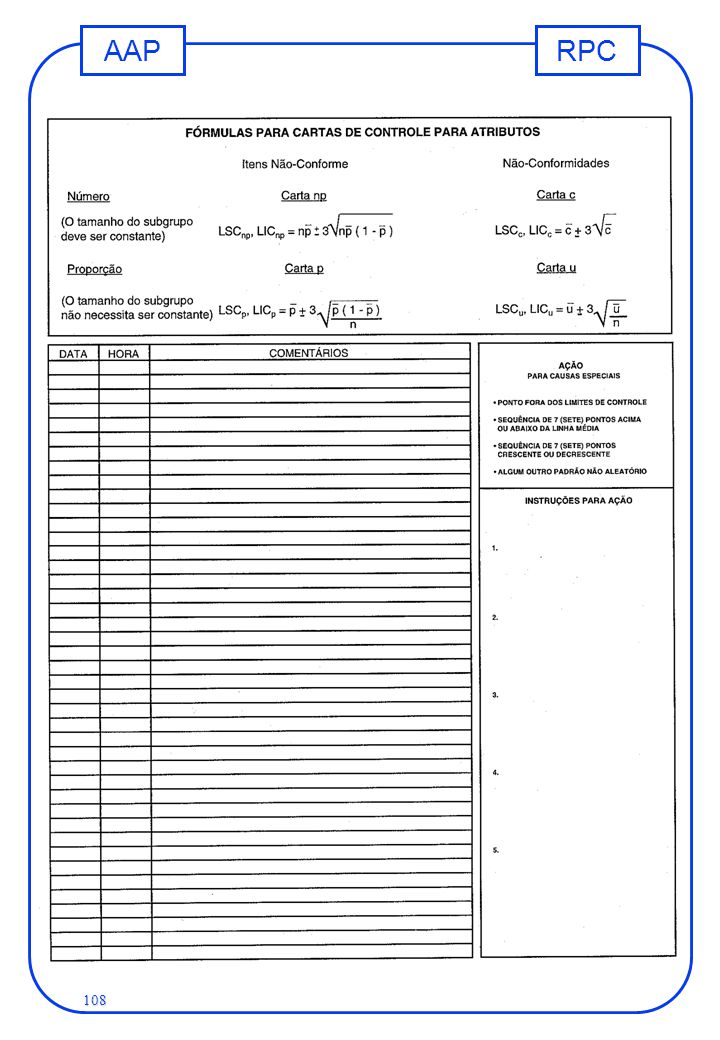
EXERCÍCIOS Exercício 12 Uma empresa produz um líquido que contem um componente, cuja especificação é de 50 ppm máximo. O cromatógrafo usado na inspeção tem um limite de detecção mínimo de 10 ppm e, normalmente, o produto tem um valor inferior a 10 ppm, não ultrapassando nunca 30 ppm. Apesar do produto estar dentro da especificação a empresa decidiu verificar a variação do produto acima de 10 ppm, coletando 3 amostras por dia em 7 dias por semana, durante 25 semanas. a) Complete a coluna p e construa a Carta p b) Interprete a carta Observação: Pode ser usado o modelo das páginas 107 (frente) e 108 (verso), ou outro
 Complete a coluna p e construa a Carta p. b) Interprete a carta. Observação: Pode ser usado o modelo das páginas 107 (frente) e 108 (verso), ou outro.")
90
CARTA p Carta p com variação no tamanho do sub-grupo
Às vezes, não é possível n = n; isto ocorre, normalmente, quando não é possível formar grandes sub-grupos, num tempo razoável. Como visto anteriormente n não deve variar mais do que ± 25%, quando se utiliza n para calcular os limites de controle. Teoricamente os limites de controle devem ser recalculados a cada vez que n é modificado. Se n é grande, os limites se aproximam do centro. Para evitar o cálculo dos limites para cada n, n é usado. Porém, pontos próximos dos limites devem ser examinados, podendo até ser necessário recalcular os limites nestes pontos. Necessidade de recalcular limites de controle Para n > n Para n < n Fora de controle mesmo com limites baseados em n Necessário recalcular os limites baseados em n Necessário recalcular os limites baseados em n Pontos sob controle mesmo com limites baseados em n

91
EXERCÍCIOS Exercício 13 Quando da contabilização de despesas de viagens de pessoal de um empresa, percebeu-se que ocorrem três tipos de erros na apresentação das contas: valores incorretos, códigos incorretos e falta de recibos. A empresa resolveu determinar a freqüência do problema e se ele é um problema de sistema. Coletaram-se as despesas recebidas em cada dia (este número varia de dia para dia). Os dados dos últimos 25 dias são: a) Construir a carta de controle baseada em n (observe que isto não é válido pois n varia mais do que ±25%) e analise os resultados b) Interprete a carta
. Os dados dos últimos 25 dias são: a) Construir a carta de controle baseada em n (observe que isto não é válido pois n varia mais do que ±25%) e analise os resultados. b) Interprete a carta.")
92
Nº de Embarques atrasados por semana
CARTAS np Uma Carta np é usada (acima como a Carta p) para analisar a variação de dados atributivos do tipo “sim/não’. A Carta np é usada para determinar o número de itens não conformes num grupo de itens (a Carta p é usada para determinar a porcentagem de itens não conformes num grupos de itens). A maior diferença entre a Carta p e a Carta np é que, para esta, n é constante. Exemplo de uma Carta np Usando o mesmo exemplo da Carta p, agora plotados os números dos embarques atrasados (e não as frações-percentuais-dos embarques atrasados). Nº de Embarques atrasados por semana LSCp np Número da semana
 para analisar a variação de dados atributivos do tipo sim/não’. A Carta np é usada para determinar o número de itens não conformes num grupo de itens (a Carta p é usada para determinar a porcentagem de itens não conformes num grupos de itens). A maior diferença entre a Carta p e a Carta np é que, para esta, n é constante. Exemplo de uma Carta np. Usando o mesmo exemplo da Carta p, agora plotados os números dos embarques atrasados (e não as frações-percentuais-dos embarques atrasados). Nº de Embarques atrasados por semana. LSCp. np. Número da semana.")
93
CARTAS np Passos para construir a Carta np

94
CARTAS np Passos para construir a Carta np

95
EXERCÍCIOS Exercício 14 Num hospital de 25 leitos foram compradas 25 camas com múltiplos movimentos. O fabricante garante que defeitos em movimentação não devem ultrapassar 1%. A direção do hospital resolveu monitorar esta situação, considerando que qualquer cama que tenha pelo menos uma falta de movimento deve ser considera não conforme. Os dados dos últimos vinte e cinco dias foram levantados a) Construa a carta np b) Interprete a carta np
 Construa a carta np. b) Interprete a carta np.")
96
CARTAS c Uma Carta c (assim como a Carta u - ver adiante) é usada para analisar a variação de dados atributivos do tipo “contagem”. É usada para contar o número de não conformidades (ou outro aspecto de interesse) por item ou por unidade. Lembramos que as cartas p e np são usadas para avaliar o número de itens não-conformes. A Carta c (e também a Carta u) é chamada de Carta de Área de Oportunidades, uma vez que ela monitora o número de vezes que um aspecto de interesse ou não-conformidade ocorre numa área de oportunidade. Se este aspecto de interesse ou não conformidade for definido com um evento, podemos definir área de oportunidade como uma unidade onde um ou mais eventos podem ocorrer. Áreas de oportunidade podem ser unidades individuais de produção ou sub-grupos baseados em unidades de tempo, espaço ou área. Exemplos:
 por item ou por unidade. Lembramos que as cartas p e np são usadas para avaliar o número de itens não-conformes. A Carta c (e também a Carta u) é chamada de Carta de Área de Oportunidades, uma vez que ela monitora o número de vezes que um aspecto de interesse ou não-conformidade ocorre numa área de oportunidade. Se este aspecto de interesse ou não conformidade for definido com um evento, podemos definir área de oportunidade como uma unidade onde um ou mais eventos podem ocorrer. Áreas de oportunidade podem ser unidades individuais de produção ou sub-grupos baseados em unidades de tempo, espaço ou área. Exemplos:")
97
CARTAS c Numa dada aplicação os eventos podem ser todos do mesmo tipo ou podem incluir um número de diferentes tipos de não conformidades. Por exemplo, uma chapa de aço (área de oportunidade) pode ter não conformidades (eventos) diferentes: inclusões de escória, “pittings" de corrosão, trincas, etc... Neste caso, cada não-conformidade, independente do tipo, será contada como um evento. Quando as áreas de oportunidade são de mesmo tamanho, usamos a Carta c (caso contrário usamos a Carta u) Para se diferenciar melhor as Cartas p e np das Cartas c e u consideremos um exemplo: a galinha e os piolhos. Se estamos interessados em número de galinhas com piolhos em amostra de galinhas, podemos usar a Carta np ou a Carta p, quando há o mesmo número de galinhas em cada sub-grupo e a Carta p quando o número de galinhas varia de sub-grupo para sub-grupo. Se estamos interessados em números de piolhos em galinhas, usamos a Carta c ou a Carta u. Se as galinhas que estamos estudando são todas do mesmo tamanho, a Carta c é a mais apropriada; galinhas de tamanho diferentes, requerem a Carta u.
 pode ter não conformidades (eventos) diferentes: inclusões de escória, pittings de corrosão, trincas, etc... Neste caso, cada não-conformidade, independente do tipo, será contada como um evento. Quando as áreas de oportunidade são de mesmo tamanho, usamos a Carta c (caso contrário usamos a Carta u) Para se diferenciar melhor as Cartas p e np das Cartas c e u consideremos um exemplo: a galinha e os piolhos. Se estamos interessados em número de galinhas com piolhos em amostra de galinhas, podemos usar a Carta np ou a Carta p, quando há o mesmo número de galinhas em cada sub-grupo e a Carta p quando o número de galinhas varia de sub-grupo para sub-grupo. Se estamos interessados em números de piolhos em galinhas, usamos a Carta c ou a Carta u. Se as galinhas que estamos estudando são todas do mesmo tamanho, a Carta c é a mais apropriada; galinhas de tamanho diferentes, requerem a Carta u.")
98
Nº de válvulas que vazam
CARTAS c Exemplo de uma Carta c Numa planta química, que tem milhares de válvulas, a variação no número de válvulas que vazam está sendo monitorada. Neste caso o tamanho do sub-grupo é a planta toda (todas as válvulas). A área de oportunidade é grande em relação ao número de eventos (algumas válvulas vazam em cada semana). Nas últimas 25 semanas o número de válvulas que vazaram estão plotados na carta abaixo Nº de válvulas que vazam LSCc c LICc Número da semana
. A área de oportunidade é grande em relação ao número de eventos (algumas válvulas vazam em cada semana). Nas últimas 25 semanas o número de válvulas que vazaram estão plotados na carta abaixo. Nº de válvulas que vazam. LSCc. c. LICc. Número da semana.")
99
CARTAS np Passos para construir a Carta np

100
CARTAS p Passos para construir a Carta p

101
EXERCÍCIOS Exercício 15 O gerente de uma planta está interessado em determinar se uma novo programa de segurança, implantado há quatro meses, está ajudando a reduzir acidentes. São considerados acidentes aqueles que requerem primeiros socorros ou mais. Os dados dos últimos 24 meses são dados abaixo. a) Construa a Carta c (é aplicável?) b) Interprete a Cata c
 Construa a Carta c (é aplicável ) b) Interprete a Cata c.")
102
CARTAS u A Carta u é similar à Carta c. A principal diferença é que a Carta u não precisa ter o tamanho do sub-grupo constante. Para se usar a Carta u a área de oportunidades para ocorrer defeitos no sub-grupo deve ser muito grande, mas o número de defeitos que realmente ocorre deve ser pequeno. Pelo fato de, em geral, os sub-grupos não terem tamanhos iguais há duas alternativas para se construir as Cartas u: Os limites de controle calculados com base na média dos sub-grupos (n), desde que a variação entre tamanhos de sub-grupos não seja maior do que ±25% Os limites de controle calculados para cada sub-grupo LSCu u LICu (LSCu) variável u (LICu) variável
, desde que a variação entre tamanhos de sub-grupos não seja maior do que ±25% Os limites de controle calculados para cada sub-grupo. LSCu. u. LICu. (LSCu) variável. u. (LICu) variável.")
103
CARTAS u Passos para construir a Carta u

104
CARTAS u Passos para construir a Carta u

105
CARTAS u Carta u com tamanho variável do sub-grupo
Teoricamente os limites de controle devem ser calculados para cada sub-grupo, exceto se n não variar mais do que ±25%, quando é aceitável calcular os limites com base em n. Porém, quando um ponto nesta carta se aproxima de um dos limites é aconselhável recalcular o limite para este ponto, seguindo a regra abaixo Para n > n Para n < n Fora de controle mesmo com limites baseados em n Recalcular os limites com base em n Recalcular os limites com base em n Sob controle, mesmo com limites baseados em n

106
EXERCÍCIOS Exercício 16 Um certo número de desenhos (>10) é revisado todos os dias no departamento de engenharia. Foi escolhido como unidade de inspeção (UI) 10 desenhos. Os dados foram coletados para 25 semanas (k = 25 ), como segue a) Complete as tabelas e construa a Carta u b) Interprete a Carta
 é revisado todos os dias no departamento de engenharia. Foi escolhido como unidade de inspeção (UI) 10 desenhos. Os dados foram coletados para 25 semanas (k = 25 ), como segue. a) Complete as tabelas e construa a Carta u. b) Interprete a Carta.")
109
CARTAS DE CONTROLE PARA ATRIBUTOS
Seleção de Cartas para Atributos

110
USO DE CARTAS DE CONTROLE

111
USO DE CARTAS DE CONTROLE
Diretrizes para implementar Cartas de Controle 1ª Diretriz - Iniciar uma Carta de Controle Selecione a característica a controlar (ver 2ª Diretriz) Antes de iniciar a carta, determine qual o seu objetivo. Se o problema está definido, o objetivo é tentar resolvê-lo. Um fluxograma do processo deve ser estabelecido antes do início, para que se determine onde colher os dados. Selecione o tipo adequado de carta (ver 3ª diretriz) Outras decisões a serem tomadas incluem a frequencia de coleta e o tamanho dos sub-grupos. Se possível, use tamanhos de sub-grupo constantes, que tornam as aplicações mais simples. A casualização (randomização) das amostras deve ser considerada para estabelecer a frequencia. Construa a Carta Para construir a carta dados históricos, se houver, podem ser usados; se não, inicie pela coleta de dados. Uma vez que se tenha dados suficientes (incluindo históricos, com no mínimo 20 pontos) a média do processo e seus limites de controle devem ser calculados e plotados. Analise a Carta Uma vez que a carta mostre que o processo está fora de controle, busque a(s) causa(s); esta atividade pode ser difícil, às vezes pelas complexidade, às vezes pelo fato de só se saber que o processo está fora de controle tardiamente (p. ex. enquanto se aguarda dados para estabelecer os limites)
 Antes de iniciar a carta, determine qual o seu objetivo. Se o problema está definido, o objetivo é tentar resolvê-lo. Um fluxograma do processo deve ser estabelecido antes do início, para que se determine onde colher os dados. Selecione o tipo adequado de carta (ver 3ª diretriz) Outras decisões a serem tomadas incluem a frequencia de coleta e o tamanho dos sub-grupos. Se possível, use tamanhos de sub-grupo constantes, que tornam as aplicações mais simples. A casualização (randomização) das amostras deve ser considerada para estabelecer a frequencia. Construa a Carta. Para construir a carta dados históricos, se houver, podem ser usados; se não, inicie pela coleta de dados. Uma vez que se tenha dados suficientes (incluindo históricos, com no mínimo 20 pontos) a média do processo e seus limites de controle devem ser calculados e plotados. Analise a Carta. Uma vez que a carta mostre que o processo está fora de controle, busque a(s) causa(s); esta atividade pode ser difícil, às vezes pelas complexidade, às vezes pelo fato de só se saber que o processo está fora de controle tardiamente (p. ex. enquanto se aguarda dados para estabelecer os limites)")
112
USO DE CARTAS DE CONTROLE
Diretrizes para implementar Cartas de Controle 2ª Diretriz - Selecionar a característica a controlar Especificada pelo cliente: Consiste dos requisitos de características especiais do produto que interessam ao cliente, que devem ser levadas aos processos que produzem estas características. Nestes processos são controlados (monitorados), ou os parâmetros dos processos ou as características dos produtos que são produzidos nestes processos. Especificada pelo fornecedor: Em geral, como fruto de uma verificação de necessidades internas, realizada durante o projeto/planejamento da qualidade do produto, durante as inspeções (pelo relato de excesso de não-conformidades do produto), durante a prestação de serviços ao cliente (reclamações, assistência técnica), durante auditorias (de sistema, de processo ou de produto) e durante a análise dos dados da empresa (refugos, retrabalhos, custos da qualidade) Estas necessidades devem ser periodicamente analisadas criticamente, para se detectar novas necessidades, não mais afetivas (após controle com sucesso) Quando as cartas de controle são efetivamente aplicadas, as cartas por variáveis normalmente aumentam em número e as cartas por atributos diminuem.
, ou os parâmetros dos processos ou as características dos produtos que são produzidos nestes processos. Especificada pelo fornecedor: Em geral, como fruto de uma verificação de necessidades internas, realizada durante o projeto/planejamento da qualidade do produto, durante as inspeções (pelo relato de excesso de não-conformidades do produto), durante a prestação de serviços ao cliente (reclamações, assistência técnica), durante auditorias (de sistema, de processo ou de produto) e durante a análise dos dados da empresa (refugos, retrabalhos, custos da qualidade) Estas necessidades devem ser periodicamente analisadas criticamente, para se detectar novas necessidades, não mais afetivas (após controle com sucesso) Quando as cartas de controle são efetivamente aplicadas, as cartas por variáveis normalmente aumentam em número e as cartas por atributos diminuem.")
113
USO DE CARTAS DE CONTROLE
Diretrizes para implementar Cartas de Controle 3ª Diretriz - Selecionar o tipo adequado de carta Ver páginas 84 e 109. Adicionalmente: Quando usar X - R (ou X - S): Processo novo ou produto novo no processo existente Processo cronicamente instável ou incapaz de atingir as tolerâncias especificadas Diagnóstico de um processo com problemas Testes destrutivos são requeridos (ou outro teste caro) É desejável reduzir amostragem Foram utilizadas Cartas por Atributos e o processo continua fora de controle ou está sob controle com rendimento inaceitável As tolerâncias são “apertadas” ou a fabricação é difícil Necessidade de ajuste detectada pelo operador Requisito de avaliação estatística de aprovação de “set-up” Estabilidade e capabilidade devem ser continuamente demostradas, por requisito do cliente ou por requisitos regulamentares/legais
: Processo novo ou produto novo no processo existente. Processo cronicamente instável ou incapaz de atingir as tolerâncias especificadas. Diagnóstico de um processo com problemas. Testes destrutivos são requeridos (ou outro teste caro) É desejável reduzir amostragem. Foram utilizadas Cartas por Atributos e o processo continua fora de controle ou está sob controle com rendimento inaceitável. As tolerâncias são apertadas ou a fabricação é difícil. Necessidade de ajuste detectada pelo operador. Requisito de avaliação estatística de aprovação de set-up Estabilidade e capabilidade devem ser continuamente demostradas, por requisito do cliente ou por requisitos regulamentares/legais.")
114
USO DE CARTAS DE CONTROLE
Diretrizes para implementar Cartas de Controle 3ª Diretriz - Selecionar o tipo adequado de carta Quando usar cartas p, np, c, u As causas especiais estão controladas pelos operadores, mas é necessário reduzir não-conformidades O processo é uma operação complexa de montagem e a qualidade do produto é medida em termos de não-conformidades, sucesso/insucesso de funções do produto, etc. (Exemplo: computadores, automóveis e seus grandes subsistemas) É necessário controlar o processo, mas dados variáveis não são possíveis obter. É necessário um sumário do desempenho do processo para análise crítica da administração Quando usar Cartas por indivíduos (X-AM) É inconveniente ou impossível obter mais que uma medida por amostra (Exemplo: indústria de processos-química, celulose, metalúrgica) Testes automatizados cuja tecnologia permita medir cada unidade produzida. Neste caso, também podem ser usadas as cartas CUSUM e EWMA (ver pag. 83) Os dados são disponibilizados muito lentamente e esperar por uma amostra grande e conseqüente ação, demanda muito tempo (Exemplo - situações administrativas como contabilidade - mensal)
 É necessário controlar o processo, mas dados variáveis não são possíveis obter. É necessário um sumário do desempenho do processo para análise crítica da administração. Quando usar Cartas por indivíduos (X-AM) É inconveniente ou impossível obter mais que uma medida por amostra (Exemplo: indústria de processos-química, celulose, metalúrgica) Testes automatizados cuja tecnologia permita medir cada unidade produzida. Neste caso, também podem ser usadas as cartas CUSUM e EWMA (ver pag. 83) Os dados são disponibilizados muito lentamente e esperar por uma amostra grande e conseqüente ação, demanda muito tempo (Exemplo - situações administrativas como contabilidade - mensal)")
115
USO DE CARTAS DE CONTROLE
4ª Diretriz - Manter uma Carta de Controle Uma vez montada a carta de controle (usando as diretrizes 1ª, 2ª e 3ª) cada novo ponto é plotado, à medida que ele é coletado. Existem duas possibilidades: Processo sob controle Este não é, normalmente, o caso, uma vez que o controle estatístico não é um estado natural. Mas, se o processo está sob controle, procure determinar sua capabilidade (ver adiante) e procurar melhorias Processo fora de controle As causas especiais devem ser identificadas e removidas; para isto se utilizam ferramentas de estratégias de controle (ferramentas da qualidade) Quando houver ação sobre o processo, a carta deve ser recomeçada (com novos 20 pontos, etc.), sendo recalculados a média e os limites de controle Uma carta de controle não mostra como melhorar o processo. Para isto, se usa MASP, DOE. Casos quando é apropriado interromper a carta: A carta não está auxiliando o controle A carta foi criada somente para diagnóstico, desempenho potencial ou outra situação de transitoriedade O processo foi melhorado suficientemente; cuidados devem ser tomados neste caso (p. ex. não interromper de vez, mas manter a carta com coleta menos freqüente)
 cada novo ponto é plotado, à medida que ele é coletado. Existem duas possibilidades: Processo sob controle. Este não é, normalmente, o caso, uma vez que o controle estatístico não é um estado natural. Mas, se o processo está sob controle, procure determinar sua capabilidade (ver adiante) e procurar melhorias. Processo fora de controle. As causas especiais devem ser identificadas e removidas; para isto se utilizam ferramentas de estratégias de controle (ferramentas da qualidade) Quando houver ação sobre o processo, a carta deve ser recomeçada (com novos 20 pontos, etc.), sendo recalculados a média e os limites de controle. Uma carta de controle não mostra como melhorar o processo. Para isto, se usa MASP, DOE. Casos quando é apropriado interromper a carta: A carta não está auxiliando o controle. A carta foi criada somente para diagnóstico, desempenho potencial ou outra situação de transitoriedade. O processo foi melhorado suficientemente; cuidados devem ser tomados neste caso (p. ex. não interromper de vez, mas manter a carta com coleta menos freqüente)")
116
CAPABILIDADE DO PROCESSO

117
CAPABILIDADE DO PROCESSO
Caso da Distribuição Normal Suponhamos que está sendo monitorada uma característica da qualidade X, através de uma carta de controle X-R. R está sob controle estatístico; então os limites de controle de X podem ser calculados por: X também está sob controle Agora, um novo dado é fornecido: a especificação. Uma especificação consta de : uma meta (que não é a média do processo) o limite superior de especificação (LSE) e o limite inferior de especificação (LIE) (que não são os limites de controle do processo) A especificação é um dado que vem de fora do processo (fornecido pelo cliente - interno ou externo) A questão é: o processo é capaz de atender as especificações?
 o limite superior de especificação (LSE) e o limite inferior de especificação (LIE) (que não são os limites de controle do processo) A especificação é um dado que vem de fora do processo (fornecido pelo cliente - interno ou externo) A questão é: o processo é capaz de atender as especificações")
118
CAPABILIDADE DO PROCESSO
Caso da Distribuição Normal Num processo sob controle, com distribuição normal, as medidas obtidas, a cada instante, não são as mesmas, pois existe uma variação inerente ao processo (causas comuns de variação). Esta variação é chamada tolerância natural (TN) e é definida como 6. Uma vez que a distribuição é normal: X é uma estimativa de (média da população) é uma estimativa de (desvio padrão da população) Aproximadamente 99,73% dos dados estão nos limites ± 3 e a TN é a distância entre - 3 e + 3 Supondo que a diferença entre o LSE e o LIE seja a tolerância da especificação (TE = LSE - LIE), podemos comparar TE com TN, como abaixo (TE > TN) (TE < TN)
. Esta variação é chamada tolerância natural (TN) e é definida como 6. Uma vez que a distribuição é normal: X é uma estimativa de (média da população) é uma estimativa de (desvio padrão da população) Aproximadamente 99,73% dos dados estão nos limites ± 3 e a TN é a distância entre - 3 e + 3 Supondo que a diferença entre o LSE e o LIE seja a tolerância da especificação (TE = LSE - LIE), podemos comparar TE com TN, como abaixo. (TE > TN) (TE < TN)")
119
CAPABILIDADE DO PROCESSO
Índices de Capabilidade - Distribuição Normal Índice Cp Este índice de capabilidade independe da centralização do processo, ou seja, compara somente os tamanhos de TE e TN, quando o processo é estável (sob controle) é o desvio padrão relacionado somente às causas comuns de variação Neste caso 6é a capabilidade do processo (variação inerente de um processo estável) Observar : Se TE TN: Cp 1,00 Se TE < TN: Cp < 1,00 Índice Pp É o índice de desempenho, que independe da centralização do processo, ou seja, compara somente os tamanhos de TE e TN (usado para comparar com Cp e para medir a situação do processo - através de amostras - ao longo do tempo) S é estimado por S (desvio - padrão da amostra), que é calculado por , onde n é o número total de todos os valores amostrados (e não o número de amostras de um subgrupo)
 é o desvio padrão relacionado somente às causas comuns de variação. Neste caso 6é a capabilidade do processo (variação inerente de um processo estável) Observar : Se TE TN: Cp 1,00. Se TE < TN: Cp < 1,00. Índice Pp. É o índice de desempenho, que independe da centralização do processo, ou seja, compara somente os tamanhos de TE e TN (usado para comparar com Cp e para medir a situação do processo - através de amostras - ao longo do tempo) S é estimado por S (desvio - padrão da amostra), que é calculado por , onde n é o número total de todos os valores amostrados (e não o número de amostras de um subgrupo)")
120
CAPABILIDADE DO PROCESSO
Índices de Capabilidade - Distribuição Normal Ínice Cpk Este índice de capabilidade leva em consideração a centralização do processo (o que o torna melhor do que o índice Cp) e é definido por: Cpk = Mínimo (CPU, CPL), onde: O índice Cpk relaciona a distância entre a média do processo e o limite de especificação mais próximo, com a metade da dispersão total do processo. Índice Ppk É o índice de desempenho, que leva em consideração a centralização do processo (o que torna melhor do que o índice Pp) e é definido por: Ppk = Mínimo (CPU, CPL), onde: e S é estimado por S (desvio padrão de amosta) Ppk é usado para comparar com Cpk e para medir a situação do processo - através de amostras - ao longo do tempo.
 e é definido por: Cpk = Mínimo (CPU, CPL), onde: O índice Cpk relaciona a distância entre a média do processo e o limite de especificação mais próximo, com a metade da dispersão total do processo. Índice Ppk. É o índice de desempenho, que leva em consideração a centralização do processo (o que torna melhor do que o índice Pp) e é definido por: Ppk = Mínimo (CPU, CPL), onde: e S é estimado por S (desvio padrão de amosta) Ppk é usado para comparar com Cpk e para medir a situação do processo - através de amostras - ao longo do tempo.")
121
CAPABILIDADE DO PROCESO
Índices de Capabilidade - Distribuição Normal Outra forma de calcular Cp e Cpk Cp é utilizado como uma introdução ao conceito de índice de capabilidade do processo; ele não leva em consideração nenhum deslocamento do processo em relação ao centro da faixa de especificação de um parâmetro Sendo S=TE e P = TN, então: Sendo D = valor central de projeto (não precisa estar no centro da faixa de especificação) Temos então Desta forma, k é uma fator de “penalização”, que corrige o valor de Cp, em relação a Cpk o que tornou K > 0
 Temos. então. Desta forma, k é uma fator de penalização , que corrige o valor de Cp, em relação a Cpk. o que tornou K > 0. ")
122
CAPABILIDADE DO PROCESSO
Exemplos de Cp e Cpk - Distribuição Normal

123
CAPABILIDADE DO PROCESSO
Relação entre Cp e PPM de não-conformes Para uma curva normal sabemos que no intervalo -3 a + 3a probabilidade de termos valores conformes é de 99,73%; e, portanto, de defeituosos de 0,27% (para ambos os lados) e 0,135% (para cada lado) É interessante relacionar os valores de Cp com as porcentagens (ou PPM - partes por milhão) de não conformes; por exemplo, no intervalo -3 a + 3 há 1350 não-conformes por milhão para cada lado da curva e 2700 para os dois lados.
 e 0,135% (para cada lado) É interessante relacionar os valores de Cp com as porcentagens (ou PPM - partes por milhão) de não conformes; por exemplo, no intervalo -3 a + 3 há 1350 não-conformes por milhão para cada lado da curva e 2700 para os dois lados.")
124
EXERCÍCIOS Exercício 17 Uma carta X-S com um tamanho de sub-grupo n = 4 está sendo usada para monitorar um processo. O processo está sob controle com relação a X e a S. Após 20 grupos, X= 7274,5 e S = 333,7. O processo tem distribuição normal. As especificações estão na faixa de 330 a 390. a) Qual o valor de Cpk? b) Qual o PPM de não-conformes? Exercício 18 Um processo com distribuição normal está sendo monitorado por uma carta MM-AM, com n = 4; o processo está sob controle com relação às medidas e às amplitudes. A carta de controle indica que X = 97,17 e R = 3,39. LIE =95 e LSE não existe. a) Calcule o Cpk b) Calcule o PPM de não-conformes
 Qual o valor de Cpk b) Qual o PPM de não-conformes Exercício 18. Um processo com distribuição normal está sendo monitorado por uma carta MM-AM, com n = 4; o processo está sob controle com relação às medidas e às amplitudes. A carta de controle indica que X = 97,17 e R = 3,39. LIE =95 e LSE não existe. a) Calcule o Cpk. b) Calcule o PPM de não-conformes.")
125
CAPABILIDADE DO PROCESSO
Situações com Distribuição Não - normal Os cálculos de Cp e Cpk anteriores assumem que a população é normalmente distribuída, o que, em processos industriais, nem sempre ocorre. Particularmente quando a característica tem uma especificação para um máximo ou mínimo. Se a distribuição é não - normal, métodos alternativos para determinar a capabilidade do processo são usados 1ª Método: Transformação de Dados Suponhamos o histograma abaixo: freqüência A “curva” é “distorcida” (“skewed”) Há pontos além do LSE X Não existe LIE LSE
 Há pontos além do LSE. X. Não existe LIE. LSE.")
126
CAPABILIDADE DO PROCESSO
Situações com Distribuição Não - Normal 1ª Método: Transformação de Dados Para os dados X a curva é não normal e, neste caso (“skewed”) podemos transformar X para Y, tal que Y = lnX, onde Y é a variável transformada Para cada X se calcula o novo Y, e temos: O novo histograma fica: , onde Y é a média da variável transformada, Y é o seu desvio padrão e ln (LSE) é o limite superior de especificação transformado freqüência A “curva” é normal Há pontos além do ln(LSE) X Não existe LIE ln(LSE)
 podemos transformar X para Y, tal que. Y = lnX, onde Y é a variável transformada. Para cada X se calcula o novo Y, e temos: O novo histograma fica: , onde Y é a média da variável transformada, Y é o seu desvio padrão e ln (LSE) é o limite superior de especificação transformado. freqüência. A curva é normal. Há pontos além do ln(LSE) X. Não existe LIE. ln(LSE)")
127
CAPABILIDADE DO PROCESSO
Situações com Distribuição Não - normal 2ª Método: Distribuições Conhecidas Quando a distribuição é não normal, mas é conhecida a sua forma, podemos determinar quais valores da distribuição correspondem a um Cpk = 1. Para fazer isto, determinamos o valor da distribuição onde 0,135% dos pontos são menores do que êle e o valor onde 0,135% dos pontos são maiores do que ele. Este processo não permite determinar o valor exato de Cpk, mas permite verificar se êle é maior ou menor do que 1. Existem tabelas para se determinar estes valores ( por exemplo, a Tabela de Molina, que, para uma distribuição de Poisson com determinado = c, relaciona probabilidades com números de defeitos) 3ª Método: Omitir o calculo de Cpk A porcentagem fora de especificação pode ser determinada diretamente do histograma das medidas individuais, desde que dados suficientes estejam disponíveis (normalmente mais do que num período de 30 dias). Este método é um último recurso.
 3ª Método: Omitir o calculo de Cpk. A porcentagem fora de especificação pode ser determinada diretamente do histograma das medidas individuais, desde que dados suficientes estejam disponíveis (normalmente mais do que num período de 30 dias). Este método é um último recurso.")
128
CAPABILIDADE DO PROCESSO
Capabilidades nas Cartas de Controle Cartas X-R, X-R, X-AM e MM-AM Capabilidade = 6, onde = R/d2 Carta X-S Capabilidade = 6s , onde s = S/c4 Cartas p e np Capabilidade = p Carta c Capabilidade = c Carta u Capabilidade = u ~

Apresentações semelhantes
 – Lápides 1, 2, 3» «nomes gravados, 21 de Agosto de 2008» «Ultramar.TerraWeb»>")






. Nenhuns direitos reservados, excepto para fins comerciais. Por favor, não coloque.>")











