Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Produção de Etanol por via Fermentativa .
Prof. Dr. Pedro de Oliva Neto

2
OBJETIVOS Entender o processo de fermentação alcoólica tanto do ponto de vista bioquímico, microbiológico como tecnológico Conhecer os fatores bióticos e abióticos que participam do equilíbrio dessa fermentação em escala industrial. 3. Caracterizar e relacionar os mecanismos ecológicos da microbiota e os fatores de inibição da levedura.

3
INTRODUÇÃO. I - Produção de energia x alimentos – e a necessidade do uso de subprodutos Atualmente, a produção de alimentos e a produção de energia estão interligados devido à corrida mundial por fontes renováveis de energia, através dos chamados Biocombustíveis - Bioetanol e biodiesel. Isso ocorre devido à escassez futura do petróleo e seus derivados, tais como diversos polímeros sintéticos, que já repercute na elevação dos preços internacionais deste combustível. A produção vegetal, animal e microbiana já são grandes fornecedores de alimentos, e também de substrato na forma de biomassa para obtenção de combustíveis renováveis, destacando-se as culturas de cana-de-açúcar no Brasil, beterraba na Europa, e milho nos EUA.

4
O Brasil é o país que mais explora alternativas à utilização do petróleo no segmento de transportes . O etanol da cana-de-açúcar proveu, em % da energia para transporte terrestre (excluindo estradas-de-ferro) e 28% do total do combustível líquido consumido por motores , porcentagem que alcançou 51% in Nos Estados Unidos, segundo maior produtor mundial de etanol (do milho), esta porcentagem era de 2.5% em Até esta data o Brasil foi o maior produtor mundial de bioetanol, contribuindo com quase 50% da produção total mundial, seguido pelos Estados Unidos Desde 2005, a produção americana superou ligeiramente a brasileira. Juntos estes dois países produzem 70% do etanol mundial. Estima-se que a União Européia, com uma produção de quase 0.5 milhão de toneladas, tenha produzido cerca de 10% do bioetanol total mundial Os custos da produção do bioetanol brasileiro são os mais baixos do mundo,o que tem levado aos produtores locais e investidores internacionais a investirem em várias novas destilarias e aquisição de terras por todo o país visando a produção de biocombustíveis.
 e 28% do total do combustível líquido consumido por motores , porcentagem que alcançou 51% in Nos Estados Unidos, segundo maior produtor mundial de etanol (do milho), esta porcentagem era de 2.5% em Até esta data o Brasil foi o maior produtor mundial de bioetanol, contribuindo com quase 50% da produção total mundial, seguido pelos Estados Unidos. Desde 2005, a produção americana superou ligeiramente a brasileira. Juntos estes dois países produzem 70% do etanol mundial. Estima-se que a União Européia, com uma produção de quase 0.5 milhão de toneladas, tenha produzido cerca de 10% do bioetanol total mundial. Os custos da produção do bioetanol brasileiro são os mais baixos do mundo,o que tem levado aos produtores locais e investidores internacionais a investirem em várias novas destilarias e aquisição de terras por todo o país visando a produção de biocombustíveis..")
5
A utilização de áreas agrícolas para a produção de energia e alimentos no estado de São Paulo já sinalizam atualmente as limitações que teremos no futuro para grande parte do país e para o mundo (Tabela 1), quanto ao fornecimento de alimentos e energia a partir de biocombustíveis Tabela 1 - Produção agrícola no estado de São Paulo – 2008 ____________________________________________________ Cultura área agrícola em mil Ha. ____________________________________________________ Laranja Milho Trigo Soja Pastagens Cana-de-açúcar Área total ______________________________________________________ Fonte: Dados coletados pela CAT – IEA –Secretaria da Agricultura

6
II - PREVISÃO DA NECESSIDADE DE BIOCOMBUSTÍVEIS PARA O BRASIL
II - PREVISÃO DA NECESSIDADE DE BIOCOMBUSTÍVEIS PARA O BRASIL. Ano estima-se que serão necessários 205 bilhões de litros de etanol para atender 10% mercado, ou seja , cerca de 10 vezes a produção atual do Brasil. Isso demandará uma área de aproximadamente 29 milhões de Ha, (produtividade de 7000 litros de etanol/ha) ou seja, 6 vezes mais a área plantada hoje no estado SP, e superior à área agrícola total do estado de São Paulo. Isso sem contar com a substituição do diesel pelo biodiesel que irá requerer muita área agrícola, e hoje utiliza o óleo de soja como sua principal fonte de produção de biodiesel, e ainda o suprimento de outras formas de energia via biomassa (elétrica, mecânica, térmica) Portanto se somarmos o aumento da demanda energética, com o aumento da renda nos países pobres, e o conseqüente aumento da demanda internacional por alimentos, haverá grande aumento na demanda por áreas agriculturáveis, o que será uma grande limitação em escala global Por esta razão a biomassa (vegetal, animal e microbiana) passará a ter um valor agregado cada vez maior, e terá que cumprir um papel fundamental tanto na produção de energia como alimentos.
 ou seja, 6 vezes mais a área plantada hoje no estado SP, e superior à área agrícola total do estado de São Paulo. Isso sem contar com a substituição do diesel pelo biodiesel que irá requerer muita área agrícola, e hoje utiliza o óleo de soja como sua principal fonte de produção de biodiesel, e ainda o suprimento de outras formas de energia via biomassa (elétrica, mecânica, térmica). Portanto se somarmos o aumento da demanda energética, com o aumento da renda nos países pobres, e o conseqüente aumento da demanda internacional por alimentos, haverá grande aumento na demanda por áreas agriculturáveis, o que será uma grande limitação em escala global. Por esta razão a biomassa (vegetal, animal e microbiana) passará a ter um valor agregado cada vez maior, e terá que cumprir um papel fundamental tanto na produção de energia como alimentos.")
7
Cerca de 1/3 dos resíduos disponíveis podem suprir 10% do consumo de energia elétrica mundial A utilização de biomassa incluindo resíduos agrícolas renováveis está sendo considerada em todo o mundo, como forma de solucionar os desafios futuros de suprimentos de energia e alimentos. A Comunidade Européia, bem como outras potências mundiais, estudam a possibilidade de substituição dos combustíveis fosseis na indústria, e consideram como uma possibilidade a substituição pela biomassa, não disponível na Europa no volume necessário. Uma das possíveis fontes de biomassa consideradas é a proveniente do Brasil. Neste aspecto, a possibilidade de aproveitamento dos nossos resíduos vegetais é uma perspectiva muito importante.

8
Atualmente os únicos substratos viáveis para a produção de etanol via fermentativa são açúcares ou polissacarídeos facilmente hidrolisáveis. Porém o espectro de substratos podem incluir: a. caldo de cana e subprodutos do açúcar (melaço), da cana-de-açúcar ou beterraba. b. cereais hidrolisados (amido, arroz, trigo) c. tubérculos (mandioca, batata) d. fontes celulósicas (pó de serra, papel, bagaço, madeiras) O mais viável economicamente é o caldo de cana e/ou melaço. A fermentação hoje é feita com a mistura destes dois componentes no preparo do mosto, ou apenas um deles dependo do tipo de destilaria e das condições dos preços internacionais do açúcar e do etanol A cana de açúcar é a matéria prima que dá origem ao açúcar e a derivados tais como o melaço de cana no Brasil O etanol é produzido por um processo biológico de fermentação do melaço e ou caldo de cana produzindo etanol, CO2 , alguns ácidos e biomassa Tal processo não é asséptico, e o fermento é reutilizado desde o início até o fim da safra em inúmeras rodadas de fermentação . A mistura do mosto (açúcares fermentecíveis obtidos da composição do melaço, água e caldo) e o fermento, a Levedura Saccharomyces cerevisiae, resulta em imediato início do processo fermentativo, que sofre sucessivos reciclos.
, da cana-de-açúcar ou beterraba. b. cereais hidrolisados (amido, arroz, trigo) c. tubérculos (mandioca, batata) d. fontes celulósicas (pó de serra, papel, bagaço, madeiras) - O mais viável economicamente é o caldo de cana e/ou melaço. A fermentação hoje é feita com a mistura destes dois componentes no preparo do mosto, ou apenas um deles dependo do tipo de destilaria e das condições dos preços internacionais do açúcar e do etanol. A cana de açúcar é a matéria prima que dá origem ao açúcar e a derivados tais como o melaço de cana no Brasil. - O etanol é produzido por um processo biológico de fermentação do melaço e ou caldo de cana produzindo etanol, CO2 , alguns ácidos e biomassa. - Tal processo não é asséptico, e o fermento é reutilizado desde o início até o fim da safra em inúmeras rodadas de fermentação . A mistura do mosto (açúcares fermentecíveis obtidos da composição do melaço, água e caldo) e o fermento, a Levedura Saccharomyces cerevisiae, resulta em imediato início do processo fermentativo, que sofre sucessivos reciclos..")
9
- Findado o processo, o fermento é então separado do mosto fermentado por centrifugação, e continuamente é misturado com o novo mosto, para fermentar Toda essa operação é feita com contato parcial com a atmosfera e os microrganismos presentes no ar, água, tubulações e o substrato. O mosto apesar de sofrer um tratamento térmico para esterilização, sofre a reincidência de contaminates presentes na linha (tubulações e bombas).
..")
10
III - BIOMASSA COMO ALTERNATIVA DE FONTE RENOVÁVEL PARA SUPRIMENTOS DE ENERGIA Estima-se que a quantidade de biomassa das florestas no planeta é da ordem de 2 trilhões de toneladas e representa hoje cerca de 14% do consumo mundial de energia primária. Processos envolvidos na utilização da Biomassa para produção de energia. _______________________________________________________________ Processo Produtos _______________________________________________________________ Combustão direta (fornos/caldeiras) vapor/energia mecânica/elétrica Gaseificação Gás de síntese Biológica/Química Biogás (metano) metanol, etanol, biodiesel, etc ________________________________________________________________
 vapor/energia mecânica/elétrica Gaseificação Gás de síntese Biológica/Química Biogás (metano) metanol, etanol, biodiesel, etc ________________________________________________________________.")
11
O PROCESSO DE FERMENTAÇÃO ALCOÓLICA NO BRASIL.
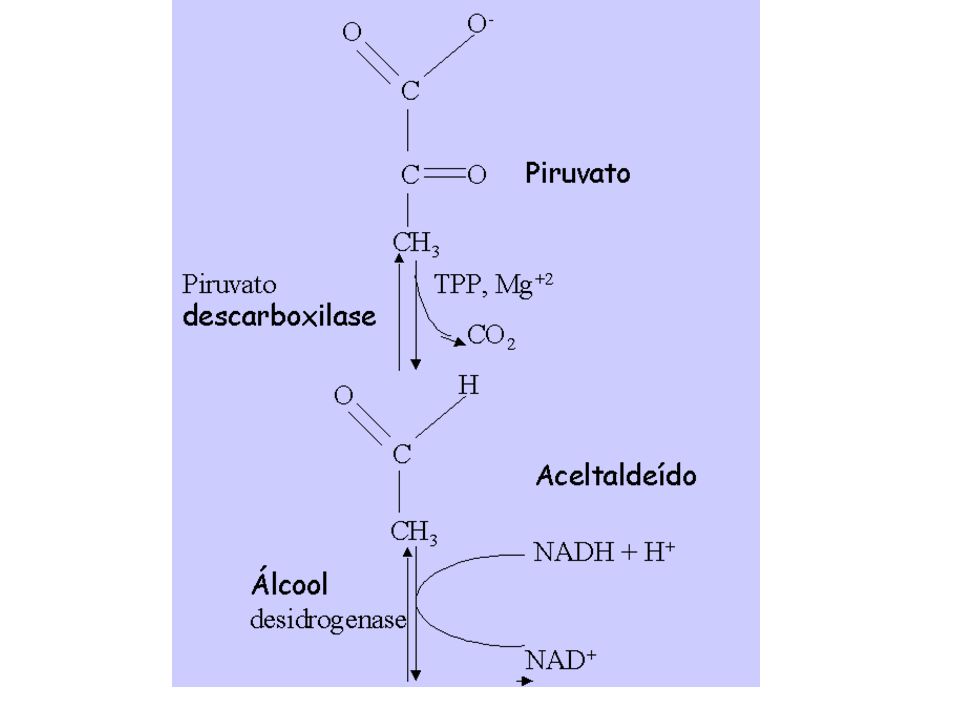
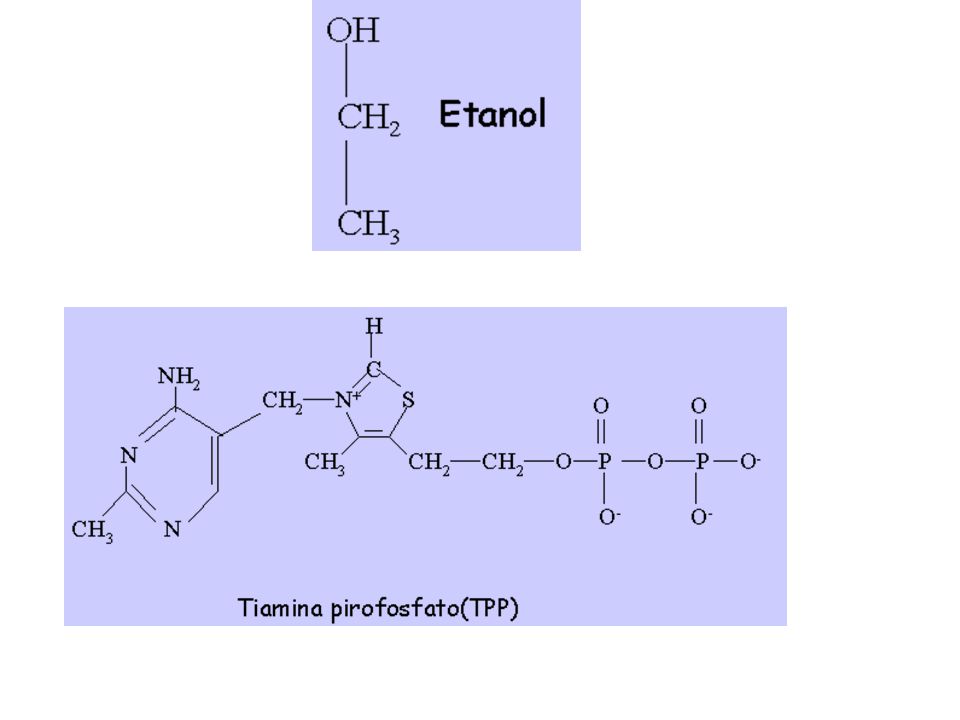
BIOQUÍMICA A fermentação alcoólica é um processo anaeróbio de catabolismo de açúcares que a levedura utiliza para a produção de energia, utilizando a via glicolítica , a conversão do ácido pirúvico em acetaldeido e a redução desse a etanol, através da zinco desidrogenase alcoólica, conforme fluxograma:

12
Glicose → glicose 6 P → frutose 6 P → frutose 1,6 diP →
(+ ATP) (+ ATP) → Gliceraldeido 3 P fosfodihidroxiacetona NAD+ ↓ NADH NADH ↓ NAD+ Ac. 1,3 diP glicérico glicerofosfato ADP ↓ ATP ↓ Ac. 3P glicérico Glicerol ↓ Ac. 2P glicérico ac. fosfoenolpirúvico ADP ↓ ATP Ac. Pirúvico ↓ CO2 Acetaldeido NADH ↓ NAD+ ETANOL
 (+ ATP) → Gliceraldeido 3 P + fosfodihidroxiacetona. NAD+ ↓ NADH NADH ↓ NAD+ Ac. 1,3 diP glicérico glicerofosfato. ADP ↓ ATP ↓ Ac. 3P glicérico Glicerol. ↓ Ac. 2P glicérico. ac. fosfoenolpirúvico. ADP ↓ ATP. Ac. Pirúvico. ↓ CO2. Acetaldeido. NADH ↓ NAD+ ETANOL.")
15
1 C6 H12 O6 → 2 C2 H5 OH + 2 C02 Estequiometria: 180 92 88
(relação de massa - PM) Obs . 92/180 equivale ao fator de conversão teórico de glicose a etanol 0,511. Esse é o máximo rendimento teórico possível descrito por Gay-Lussac.
 Obs . 92/180 equivale ao fator de conversão teórico de glicose a etanol 0,511. Esse é o máximo rendimento teórico possível descrito por Gay-Lussac.")
16
Tabela 1 - Rendimento da fermentação alcoólica .
______________________________________ Produtos Massa (%) etanol ,4 anidrido carbônico ,6 glicerol ,3 ácido succínico ,6 biomassa ,2 total ,1 _______________________________________ Considerando 100 kg de açúcar = 51,1 kg de etanol e 48,9 kg de CO2 , o rendimento teórico de 51,1 % por massa se denomina coeficiente de Gay-Lussac. Devido ao crescimento celular, nutrientes e oxigênio são necessários, assim o coeficiente de Pasteur é 48,4/51,1 = 94,7% do rendimento teórico de Gay Lussac (GL). Na indústria o rendimento é denominado eficiência alcoólica e está um pouco abaixo deste número.
 etanol 48,4. anidrido carbônico 46,6. glicerol 3,3. ácido succínico 0,6. biomassa 1,2. total 100,1. _______________________________________. Considerando 100 kg de açúcar = 51,1 kg de etanol e 48,9 kg de CO2 , o rendimento teórico de 51,1 % por massa se denomina coeficiente de Gay-Lussac. Devido ao crescimento celular, nutrientes e oxigênio são necessários, assim o coeficiente de Pasteur é 48,4/51,1 = 94,7% do rendimento teórico de Gay Lussac (GL). Na indústria o rendimento é denominado eficiência alcoólica e está um pouco abaixo deste número.")
17
MICROBIOLOGIA EM DIFERENTES ETAPAS DO PROCESSO DE PRODUÇÃO DE ETANOL CARBURANTE.

18
Microganismos na cana de açúcar.

19
Na cana de açúcar, aderidas aos colmos, folhas e raízes, encontram-se naturalmente vários tipos de bactérias, dentre elas: Leuconostoc (L. mesenteroides) , Bacillus (B.subtilis) , Aerobacter (A. aerogenes) , Escherichia (E. coli), Lactobacillus (L. . plantarum, )
 , Bacillus (B.subtilis) , Aerobacter (A. aerogenes) , Escherichia (E. coli), Lactobacillus (L. . plantarum, )")
20
O caldo de cana possui um pH ácido (4,0-6,0) o que seleciona microrganismos mais acidófilos (afinidade com ambiente ácido), dentre os grupos destacam-se: Bactérias: Actinomicetos, Enterobactérias: Escherichia, Erwinia, Serratia Flavobacterium, Micrococcaceae: Micrococcus e Streptococcus Leuconostoc (L. citrovorum, L. dextranicum, L. mesenteroides) Bacillus (B. coagulans, B. circulans, B. megatherium) Pseudomonas (P. incognita) Lactobacillus (L. fermentum/reuteri , L. confusus, L. viridescens, L. plantarum) Xanthomonas
 Bacillus (B. coagulans, B. circulans, B. megatherium) Pseudomonas (P. incognita) Lactobacillus (L. fermentum/reuteri , L. confusus, L. viridescens, L. plantarum) Xanthomonas.")
21
Leveduras: Candida (C. didunii, C. fabiani, C. intermedia) Rhodotorula (R. palida, R. rubra) Hansenula polymorpha Torulopsis (T. nosvegica) Trichosporon cutaneum
 Trichosporon cutaneum.")
22
Devido às condições ácidas do caldo há um predomínio de bactérias láticas dentre elas: Leuconostoc mesenteroides subespécie mesenteroides , L.mesenteroides subespécie dextranicum, Lactobacillus plantarum e Lactobacillus fermentum ou L. reuteri. Os níveis de contaminação do caldo dependem do clima e tempo de queima da cana, variando entre 105 – 109 cel/ml, mais freqüentemente cel/ml.

23
Microrganismos no caldo podem produzir biopolímeros com aspecto gelatinoso, viscoso, denominados gomas. As principais são: LEVANA (polímero frutose) - Bacillus, Aerobacter e Streptococcus . DEXTRANA (polímero glicose)- Leuconostoc mesenteroides, Bacillus. XANTANA (heteropolímero Glicose, Manose, Ac. Pírúvico, Acetil) - Xanthomonas campestris
 - Bacillus, Aerobacter e Streptococcus . DEXTRANA (polímero glicose)- Leuconostoc mesenteroides, Bacillus. XANTANA (heteropolímero Glicose, Manose, Ac. Pírúvico, Acetil) - Xanthomonas campestris.")
24
CONTAMINANTES DA FERMENTAÇÃO ALCOOLICA .

25
Quando o caldo passa a ser fermentado pela levedura durante a fermentação alcoólica, esse passa a sofrer uma alteração no pH (faixa mais ácida entre 3,5-4,5) e nos constituintes químicos (o teor alcoólico, acidez, presença de sulfito, dentre outros) que acabam influindo na microbiota desta fase do processo.Sãoeles:
 e nos constituintes químicos (o teor alcoólico, acidez, presença de sulfito, dentre outros) que acabam influindo na microbiota desta fase do processo.Sãoeles:")
26
Leuconostoc (L. mesenteroides)
Lactobacillus (L. plantarum, L. fermentum, L. casei, L. acidophilus, L. bulgaricus, L.brevis, L. confusus, L. murinus, L. vaccinostercus ). Bacillus (B. Subtilis, B. stearothermophilus, B. coagulans) Micrococcus (M. lylae) Lactococcus (L. lactis) Enterobacter aerogenes Desses todos os mais freqüentes, estáveis no processo e resistentes ao etanol são as bactérias láticas e especialmente os Lactobacillus. Dentre eles, destacam-se L. fermentum .
. Bacillus (B. Subtilis, B. stearothermophilus, B. coagulans) Micrococcus (M. lylae) Lactococcus (L. lactis) Enterobacter aerogenes. Desses todos os mais freqüentes, estáveis no processo e resistentes ao etanol são as bactérias láticas e especialmente os Lactobacillus. Dentre eles, destacam-se L. fermentum .")
27
PRODUÇÃO DE ETANOL CARBURANTE - ETAPAS TECNOLÓGICAS:

28
FLUXOGRAMA DE PRODUÇÃO DE ETANOL POR FERMENTAÇÃO.

29
LAVAGEM DA CANA ← ÁGUA DE LAVAGEM ↓ MOENDA → BAGAÇO (Energia, vapor)
LAVAGEM DA CANA ← ÁGUA DE LAVAGEM ↓ MOENDA → BAGAÇO (Energia, vapor) CALDO MISTO PRÉ-AQUECIMENTO (70oC) SULFITAÇÃO (adição de SO ppm) CALAGEM (adição de CaO - pH 6,8-6,9 ) FOSFATAÇÃO (mantém nível 300 ppm P2O5) TRATAMENTO TÉRMICO E DECANTAÇÃO (DECANTADOR 105oC./2 h) FILTRAÇÃO → LODO (AGRICULTURA) (PENEIRA ESTÁTICA OU FILTRO ROTATIVO) CALDO CLARIFICADO FABRICAÇÃO DO AÇÚCAR MELAÇO (SUBPRODUTO DA FÁBRICA AÇÚCAR) ↓ ← ÁGUA DE DILUIÇÃO E CALDO CLARIF. MOSTO (18-19 Brix - 30oC.) FERMENTO → TANQUE DE FERMENTAÇÃO (pH 3,8-4,5, 32-34oC) Acidificado (processos Batelada, Contínuo, Misto -ConBat ou BatCon) (pH 2,5) ↓ VINHO LEVURADO (Teor fermento 10-14%, álcool= 7,5% ↑ ↓ ARRT < 0,1%) CENTRIFUGAÇÃO → VINHO DELEVURADO ↓ (VOLANTE) DILUIÇÃO ↓ ↓ E DESTILAÇÃO ACIDIFICAÇÃO ← CREME LEVEDURA (H2SO4) – CUBA (40-80% massa úmida fermento)
 CALDO MISTO. PRÉ-AQUECIMENTO (70oC) SULFITAÇÃO (adição de SO ppm) CALAGEM (adição de CaO - pH 6,8-6,9 ) FOSFATAÇÃO (mantém nível 300 ppm P2O5) TRATAMENTO TÉRMICO E DECANTAÇÃO. (DECANTADOR 105oC./2 h) FILTRAÇÃO → LODO (AGRICULTURA) (PENEIRA ESTÁTICA OU FILTRO ROTATIVO) CALDO CLARIFICADO. FABRICAÇÃO DO AÇÚCAR. MELAÇO (SUBPRODUTO DA FÁBRICA AÇÚCAR) ↓ ← ÁGUA DE DILUIÇÃO E CALDO CLARIF. MOSTO (18-19 Brix - 30oC.) FERMENTO → TANQUE DE FERMENTAÇÃO (pH 3,8-4,5, 32-34oC) Acidificado (processos Batelada, Contínuo, Misto -ConBat ou BatCon) (pH 2,5) ↓ VINHO LEVURADO (Teor fermento 10-14%, álcool= 7,5% ↑ ↓ ARRT < 0,1%) CENTRIFUGAÇÃO → VINHO. DELEVURADO. ↓ (VOLANTE) DILUIÇÃO ↓ ↓ E DESTILAÇÃO. ACIDIFICAÇÃO ← CREME LEVEDURA. (H2SO4) – CUBA (40-80% massa úmida fermento)")
30
2.1. Cuidados nas etapas anteriores à fermentação alcoólica são fundamentais para que o mosto esteja livre dos contaminantes ou produtos (biopolímeros, ácidos) por eles desenvolvido:
 por eles desenvolvido:")
31
A cana a ser moida não deve esperar mais do que 72 horas após o corte
A cana a ser moida não deve esperar mais do que 72 horas após o corte. Cana velha já esta deteriorada e concentrará na planta industrial´, microrganismos e produtos prejudiciais à fermentação (ex. gomas dextrana e levana). b) Água de lavagem da cana - deve estar livre de microrganismos para não contaminar a matéria prima. Para isso, pode ser feita a calagem da água (pH 11) e circulação em circuito fechado, ou o tratamento com Ultra-Violeta ou Ultra-som, métodos ainda pouco utilizados.
. b) Água de lavagem da cana - deve estar livre de microrganismos para não contaminar a matéria prima. Para isso, pode ser feita a calagem da água (pH 11) e circulação em circuito fechado, ou o tratamento com Ultra-Violeta ou Ultra-som, métodos ainda pouco utilizados.")
32
A cana-de-açúcar é moida em moendas com adição de água de embebição para uma eficiente extração, produzindo caldo de cana com aprox % (p/v) de açúcares fermentecíveis, pH 5,5-6,8. O nível máximo de etanol dependerá do Brix (12-20oBx) da composição do caldo de cana com melaço, que normalmente é feita, ficando entre 6 a 9 % (p/v) de etanol no “vinho delevurado” (caldo fermentado e centrifugado). O melaço (ou mel final) contém uma mistura de açúcares com concentração aprox. de 62-69% e o restante, água, pigmentos, gomas, cinzas (8%), proteína (3%) e ácidos.
 de açúcares fermentecíveis, pH 5,5-6,8. O nível máximo de etanol dependerá do Brix (12-20oBx) da composição do caldo de cana com melaço, que normalmente é feita, ficando entre 6 a 9 % (p/v) de etanol no vinho delevurado (caldo fermentado e centrifugado). O melaço (ou mel final) contém uma mistura de açúcares com concentração aprox. de 62-69% e o restante, água, pigmentos, gomas, cinzas (8%), proteína (3%) e ácidos..")
33
O melaço é rico em sulfito ou derivados (HSO3-) que são tóxicos para a levedura, afetando viabilidade celular e produção de biomassa e etanol. Além disso, é esse nutriente contém muito cálcio que também estimula a floculação celular. Há uma tendência para a introdução da clarificação do melaço (tratamento térmico c/ ou sem adição agentes coadjuvante, e posterior decantação), conseguindo a redução de aprox. 50% de sulfito e de cálcio.
, conseguindo a redução de aprox. 50% de sulfito e de cálcio..")
34
c) Após a moagem, separa-se o bagaço do caldo de cana, que é acumulado e serve para gerar energia (co-geração) através da queima dele nas caldeiras. O caldo misto (reunido da moagem de vários ternos da moenda), sofre filtração (peneiras vibratórias ou filtro rotativo), a torta, resíduo sólido separado dos filtros é usada como adubo nas plantações; o líquido, caldo filtrado segue o processo podendo ou não sofrer tratamento térmico através de aquecedores tubulares (105oC/2 h.) e decantação em tanque decantador específico (2 h.). O resultado é um caldo clarificado, limpo, claro e com baixa carga microbiana com pH variando entre 4,8 a 6,8.
, sofre filtração (peneiras vibratórias ou filtro rotativo), a torta, resíduo sólido separado dos filtros é usada como adubo nas plantações; o líquido, caldo filtrado segue o processo podendo ou não sofrer tratamento térmico através de aquecedores tubulares (105oC/2 h.) e decantação em tanque decantador específico (2 h.). O resultado é um caldo clarificado, limpo, claro e com baixa carga microbiana com pH variando entre 4,8 a 6,8..")
35
Cada hectare de cana plantada produz de 50 a 100 ton. cana
Cada hectare de cana plantada produz de 50 a 100 ton. cana. A proporção do caldo de cana produzido por cana moida é de 500 a 1000 litros/ton cana, média 850 litros/ton. cana dependendo da embebição na moenda; 25 a 40 litros de melaço por ton. cana. Cada ton. cana possui cerca de kg de açúcar. O preparo do mosto envolve uma diluição apropriada de caldo de cana, melaço e água, geralmente de forma contínua, com misturador de linha.

36
MISTURADOR EM LINHA.

37
Geralmente trabalha-se com 30 a 100% de ART final de melaço em relação ao caldo de cana, porém esse número está aumentado a cada safra. Quando o etanol estava com preço muito baixo, e o açúcar alto, fazia-se etanol mais via melaço diluído com água a Bx, quando ocorre o contrário, aumenta-se a produção de etanol com aumento do desvio do caldo para produção de etanol em detrimento do açúcar. Adição de uréia, fósforo, potássio, magnésio e micronutrientes deve ser feita com análise prévia dos nutriente já presentes no mosto (histórico), de forma a ser feita apenas uma complementação.
, de forma a ser feita apenas uma complementação..")
38
Após a clarificação e esterilização do caldo para produção do mosto, ele sofre nova contaminação durante o trajeto das tubulações até as dornas de fermentação, por isso essa etapa deve ser rigorosamente controlada, sobretudo durante o resfriamento via trocadores de calor a placa.

40
Trocador de calor a placas industrial.

41
Produção do Inóculo – O preparo do inóculo do início de safra é feito misturando-se de forma não asséptica, em geral, o melaço diluído a 2% e complementado com minerais, (400 ppm de uréia, 50 ppm de P, 5 ppm Mn e Zn, e 50 ppm Mg), e adiciona-se 5% de massa úmida de fermento selecionado de preferência, isso é feito em tanques rústicos ou mesmo em tambores Assim que o Brix cair pela metade se o processo for Batelada, dobra-se o volume, e assim por diante, até as dornas de fermentação. Nessa etapa é feito o Processo de Cortes. Após o enchimento da dorna, o volume dessa é dividido em 2 dornas e preenchido com o volume complementar de mosto até que as 2 dornas fermentem, repetindo-se esse processo, até que todas as dornas sejam preenchidas com o mosto+fermento e aí, ao término da fermentação, inicia-se a centrifugação do vinho levurado.

43
A centrifugação do fermento é uma etapa crítica do processo, já que serve para remover fisicamente os microrganismos contaminantes, ainda que parcialmente, e fatores nutricionais que podem ser reciclados e favorecerem os contaminantes, tais como peptídeos, proteína, presos em carcaças de leveduras mortas ou livres (Rothenbuehler et al. 1982). As centrífugas devem operar produzindo um creme de leveduras bem concentrado (50-80% v/v). O tratamento ácido do fermento na cuba deve ser agitado, aerado e moderado com pH superior a 1,9, usualmente pH = 2,5, e não muito demorado (igual ou inferior a 2 horas). Lavagens esporádicas do fermento com água, ou água e sais são benéficas pois ajuda na remoção de substâncias adsorvidas na parede celular, melhorando as trocas metabólicas, diminuindo a floculação e aumentando a viabilidade celular. A oxigenação do fermento nesta etapa é importante para a biosíntese de lipídeos da membrana.
. Lavagens esporádicas do fermento com água, ou água e sais são benéficas pois ajuda na remoção de substâncias adsorvidas na parede celular, melhorando as trocas metabólicas, diminuindo a floculação e aumentando a viabilidade celular. A oxigenação do fermento nesta etapa é importante para a biosíntese de lipídeos da membrana.")
44
Fermentação Alcoólica - A fermentação se inicia quando é adicionado o inóculo (suspensão de leveduras), obtido da centrifugação do vinho levurado, com o mosto.A fermentação possui uma fase preliminar, a fase tumultuosa, onde ocorre intensa produção de etanol, gás carbônico e espuma, e a fase complementar caracterizada pela diminuição da fermentação e produção de gás. Um fermentação moderna dura em média 5-7 horas. O término é caracterizado pelo ARRT (açúcares redutores residuais totais) prox. a zero. Controle dos contaminantes da fermentação alcoólica . Processos de fermentação utilizados variam da Batelada alimentada, onde o mosto é introduzido gradualmente, em algumas horas, e quando encerrada a fermentação, todo o vinho (mosto fermentado) é retirado, nesse caso o fermento já está nas dornas esperando o mosto. O Contínuo, onde introduz-se o mosto e fermento, simultaneamente e retira-se o vinho continuamente. Os processos mistos – ConBat, inicia-se com uma grande dorna que trabalha continuamente e depois distribue o vinho para várias dornas em batelada, e o BatCon - que funciona ao contrário.
 é retirado, nesse caso o fermento já está nas dornas esperando o mosto. O Contínuo, onde introduz-se o mosto e fermento, simultaneamente e retira-se o vinho continuamente. Os processos mistos – ConBat, inicia-se com uma grande dorna que trabalha continuamente e depois distribue o vinho para várias dornas em batelada, e o BatCon - que funciona ao contrário.")
45
DORNAS DE FERMENTAÇÃO ABERTAS.

46
DORNAS DE FERMENTAÇÃO FECHADAS

48
. O controle da concentração de açúcar no mosto para evitar que o teor alcoólico não ultrapasse um valor máximo tolerado pela levedura (10-10,5 % v/v), nem que fique muito baixo, favorecendo a contaminação microbiana e desequilibrando o processo (necessidade de mais vapor no destilador). Acima de 114 g/l de etanol (Ghose, 1979), 117 g/l de etanol (Letorneau & Villa, 1987), ocorre forte inibição da taxa de crescimento e produção de etanol por S. cerevisiae. A concentração de levedura nas dornas que não deve ser baixa (maior ou igual a 10% v/v) para não tornar o processo lento e desequilibra-lo (a vazão de entrada do mosto dificilmente pode ser alterada, principalmente quando trata-se de destilaria anexa). Além disso, baixas concentrações de levedura diminuem a resistência ao etanol e outros fatores de estresse (Essia-Ngang et al. 1989; Vega et al. 1987). Concentrações elevadas de fermento (acima de 14-15%) são desnecessárias, difíceis de serem centrifugadas e operadas, e aumentam o estravazamento de nutrientes no meio, tais como certos aminoácidos, que são responsáveis pelo aumento na velocidade de crescimento e infecção por bactérias contaminantes (Oliva-Neto, 1995; Oliva-Neto & Yokoya, 1997, 1998).
 para não tornar o processo lento e desequilibra-lo (a vazão de entrada do mosto dificilmente pode ser alterada, principalmente quando trata-se de destilaria anexa). Além disso, baixas concentrações de levedura diminuem a resistência ao etanol e outros fatores de estresse (Essia-Ngang et al. 1989; Vega et al. 1987). Concentrações elevadas de fermento (acima de 14-15%) são desnecessárias, difíceis de serem centrifugadas e operadas, e aumentam o estravazamento de nutrientes no meio, tais como certos aminoácidos, que são responsáveis pelo aumento na velocidade de crescimento e infecção por bactérias contaminantes (Oliva-Neto, 1995; Oliva-Neto & Yokoya, 1997, 1998).")
49
A floculação celular, causada por bactérias (Yokoya e Oliva-Neto, 1991; Santos & Yokoya, ), leveduras (Stratford & Keenan, 1988), polímeros (Jolly & Prakash, 1987) ou íons (Ca++, Fe++) conduz a perdas de fermento na centrifugação, recicla mais contaminantes, dificulta a ação dos agentes antimicrobianos, e induz a maior gasto com antiespulmantes e ácido sulfúrico (já que o tratamento ácido deve ser mais intenso).
, leveduras (Stratford & Keenan, 1988), polímeros (Jolly & Prakash, 1987) ou íons (Ca++, Fe++) conduz a perdas de fermento na centrifugação, recicla mais contaminantes, dificulta a ação dos agentes antimicrobianos, e induz a maior gasto com antiespulmantes e ácido sulfúrico (já que o tratamento ácido deve ser mais intenso).")
50
FIGURA 2: Fotografia eletrônica para exemplificar a floculação entre leveduras.

51
Esquema simplificado da estrutura da parede celular de levedura.
(Fonte: Ki Canadá).
.")
52
Esquema simplificado da estrutura da parede celular de
bactéria Gram (+) Fonte: Daniel Val.
. Fonte: Daniel Val.")
53
O combate a floculação das leveduras - é complexo e deve ser feito
considerando todo o processo. Envolve: o controle de bactérias e leveduras selvagens que entram no processo via mosto. a limpeza e sanitização das tubulações, tanques e trocadores de calor. Controle de qualidade da matéria prima - ex. evitar cana velha com muito tempo cortada e na espera no campo. Controle de agentes químicos que entram no processo via melaço de cana . Ex. excesso de dextrana e cálcio. Controle da dureza do mosto através de clarificação do caldo/melaço ou lavagem do fermento pois a combinação, tratamento ácido e a presença de cálcio e outros íons, sulfito (reciclo do Ca via CaSO3 ou CaSO4) pode levar a formação de precipitados (sais de cálcio) que exercem grande influência na floculação das células de leveduras.
 pode levar a formação de precipitados (sais de cálcio) que exercem grande influência na floculação das células de leveduras.")
54
e) a nutrição adequada da levedura, pois a falta de magnésio, por exemplo, leva a formação de pseudo-micélio (crescimento anormal onde as leveduras,durante o brotamento, não se destacam umas das outras), e) uso adequando de antibióticos para o controle da contaminação bacteriana. f) utilização adequada do tratamento ácido do fermento.
 uso adequando de antibióticos para o controle da contaminação bacteriana. f) utilização adequada do tratamento ácido do fermento.")
55
3.1 Características Metabólicas e Nutricionais das Bactérias láticas:
Bastonetes Gram positivos, alongados ou curtos ou coco-bacilos, não esporulados, microaerófilos, produtores de ácido lático a partir da glicose. Não pigmentados. Mesofílicos. Quimiorganotróficos e só crescem em meio complexo. Catalase e Citocromo oxidase negativos. Temperatura ótima de 30-40oC. São acidúricos, pH ótimo 5,5-6,2. Estão presentes em bebidas e alimentos fermentadas, leite, sucos de frutas, trato intestinal e vaginal dos animais e do homem. Patogenicidade é rara.

56
FATORES DE CRESCIMENTO PARA BACTERIAS LÁTICAS.

57
Nutrição das Bactérias láticas: Dentre os nutrientes complexos requeridos pelas bactérias láticas, estão: os aminoácidos, peptídeos, derivados dos ácidos nucléicos, vitaminas, ácidos graxos. Ainda incluem na lista dos nutrientes necessários sais e carboidrados Por essa razão o cultivo dessas bactérias exige meios complexos e caros tais como o MRS (Man, Rogosa e Sharpe) Muitos Lactobacillus requerem as vitaminas folato, Pantotenato de cálcio e Niacina para a grande maioria. Tiamina é necessária nos heterofermentativos L. plantarum, L. fermentum, L. brevis. Riboflavina para L. delbrueckii, L. helveticus, L. casei. (Kandler & Weiss, 1986). Para Leuconostoc é necessário ácido nicotínico, tiamina, pantotenato de cálcio e biotina para todas as espécies Os Leuconostoc requerem vários aminoácidos exceção a L. mesenteroides subsp. mesenteroides que requer só ácido glutâmico e valina. (Garvie, 1986) Lactobacillus possuem pequenas lesões no genoma, assim mesmo presentes genes para a maioria dos aminoácidos muitos são falhos devidos a mutações deletéricas (Morishita et al. 1974,1981) .
. Muitos Lactobacillus requerem as vitaminas folato, Pantotenato de cálcio e Niacina para a grande maioria. Tiamina é necessária nos heterofermentativos L. plantarum, L. fermentum, L. brevis. Riboflavina para L. delbrueckii, L. helveticus, L. casei. (Kandler & Weiss, 1986). Para Leuconostoc é necessário ácido nicotínico, tiamina, pantotenato de cálcio e biotina para todas as espécies Os Leuconostoc requerem vários aminoácidos exceção a L. mesenteroides subsp. mesenteroides que requer só ácido glutâmico e valina. (Garvie, 1986) Lactobacillus possuem pequenas lesões no genoma, assim mesmo presentes genes para a maioria dos aminoácidos muitos são falhos devidos a mutações deletéricas (Morishita et al. 1974,1981) ..")
59
Aminoácidos essenciais para o crescimento de Lactobacillus: L
Aminoácidos essenciais para o crescimento de Lactobacillus: L. plantarum, L. helveticus, L. casei, e L. acidophilus: Isoleucina, Leucina, Valina, Ácido Glutâmico, Fenilalanina, Triptofano e Metionina. Para L. plantarum e L. casei inclui-se Tirosina , Ácido Aspártico. (Morishita et al. 1981) L. brevis consume em massa de trigo Leu, Ile, Lys, Glu, Asp, Orn, Pro, Phe, Met (Collar et al. 1992). O transporte dos aminoácidos para dentro da célula é feito por:
 . L. brevis consume em massa de trigo Leu, Ile, Lys, Glu, Asp, Orn, Pro, Phe, Met (Collar et al. 1992). O transporte dos aminoácidos para dentro da célula é feito por:")
60
mediadores de membrana (proteínas transportadoras) onde há dependência do pH intracelular e ATP. Transporte feito pela forma protonada (indissociada). (Ex. Lactococcus e Gln e Glu - Poolmann et al. 1987) Esse transporte é o mais usado para aminoácidos em pelas bactérias láticas. Leu, Ile e Val possuem um mesmo transportador. Asp inibe completamente o consumo de Glu (Strobel et al., 1989) – “teoria do Imbalance”. mecanismo denominado força próton-motiva (extrusão de próton para cada nutriente que entra na célula), envolve ATPase de membrana e gasto de ATP, e transporte de nutriente com alteração do pH externo. (Ex. Aminoac. Neutros – Ser, Ala, Gly - Thompson, 1976) L. casei - transporte de Leu e Phe decresce rapidamente quando o pH externo (Dependência desse pH) é aumentado para 7,5 devido à inibição da força próton motiva.
. (Ex. Lactococcus e Gln e Glu - Poolmann et al. 1987). Esse transporte é o mais usado para aminoácidos em pelas bactérias láticas. Leu, Ile e Val possuem um mesmo transportador. Asp inibe completamente o consumo de Glu (Strobel et al., 1989) – teoria do Imbalance . 2. mecanismo denominado força próton-motiva (extrusão de próton para cada nutriente que entra na célula), envolve ATPase de membrana e gasto de ATP, e transporte de nutriente com alteração do pH externo. (Ex. Aminoac. Neutros – Ser, Ala, Gly - Thompson, 1976). L. casei - transporte de Leu e Phe decresce rapidamente quando o pH externo (Dependência desse pH) é aumentado para 7,5 devido à inibição da força próton motiva. .")
61
O Extrato de levedura é um dos ingredientes fundamentais usados nos meios de cultivo que suprem as bactérias láticas dos nutrientes essenciais orgânicos que não são sintetizados por essas bactérias (Fatores de crescimento). O fracionamento em Sephadex G-25 permitiu demonstrar que os aminoácidos foram os maiores estimuladores do crescimento das bactérias, seguidos, em menor grau de bases nitrogenadas (adenina, guanina, uracila e xantina). (Selby-Smith et al. 1975). Além de aminoácidos o extrato de levedura contém também muitas vitaminas especialmente aquelas do complexo B As leveduras excretam naturalmente 1/3 do nitrogênio total absorvido na forma de aminoácidos, peptídeos, purinas e pirimidinas, fenômeno descrito como hidrólise enzimática intracelular dos constituintes protoplásmicos (Joslyn, 1955).
. (Selby-Smith et al. 1975). Além de aminoácidos o extrato de levedura contém também muitas vitaminas especialmente aquelas do complexo B. As leveduras excretam naturalmente 1/3 do nitrogênio total absorvido na forma de aminoácidos, peptídeos, purinas e pirimidinas, fenômeno descrito como hidrólise enzimática intracelular dos constituintes protoplásmicos (Joslyn, 1955)..")
62
As leveduras também liberam uma série de aminoácidos, vitaminas, ácidos nucleicos e sais quando sofrem autólise celular, (produção do extrato de levedura), o que pode ser utilizado pelas bactérias, estimulando-as a crescer. A lise da parede acontece primariamente devido as enzimas b(1-3) glucanases e proteases. As enzimas b(1-6) glucanases e mananases participam posteriormente da solubilização da matriz da parede celular; mais de quarenta enzimas tem sido identificadas em S. cerevisiae, com papel importante no processo autolítico. ( REED et al. 1973; NAGODAWITHANA , 1992),
 glucanases e proteases. As enzimas b(1-6) glucanases e mananases participam posteriormente da solubilização da matriz da parede celular; mais de quarenta enzimas tem sido identificadas em S. cerevisiae, com papel importante no processo autolítico. ( REED et al. 1973; NAGODAWITHANA , 1992),.")
63
Fisiologia de S.cerevisiae

64
Inibição do metabolismo de Saccharomyces provocada por ácidos orgânicos Os ácidos orgânicos tais como lático, acético, propiônico, butírico, fórmico e os de cadeia maior octanóico e decanóico provocam inibição do metabolismo de Saccharomyces.

65
Esse sistema Symport vale também para outros ácidos fracos (piruvato, propionato e acetato).
O ácido lático (forma não dissociada) pode entrar na célula diretamente por difusão simples, na presença de glicose no meio. Quanto maior o pH externo, maior a facilidade de entrada do ácido. Por ex. a constante de difusão aumenta 40 vezes quando o pH é aumentado de 3 para 6. Os ácidos acético e fórmico são mais solúveis nos lipídeos da membrana da levedura que o lático, que contém uma hidroxila extra, por isso eles inibem o crescimento da levedura numa concentração inferior ao ac. Lático. A forma iônica é normalmente barrada na membrana
 pode entrar na célula diretamente por difusão simples, na presença de glicose no meio. Quanto maior o pH externo, maior a facilidade de entrada do ácido. Por ex. a constante de difusão aumenta 40 vezes quando o pH é aumentado de 3 para 6. Os ácidos acético e fórmico são mais solúveis nos lipídeos da membrana da levedura que o lático, que contém uma hidroxila extra, por isso eles inibem o crescimento da levedura numa concentração inferior ao ac. Lático. A forma iônica é normalmente barrada na membrana.")
66
Mecanismo de inibição dos ácidos orgânicos - provocam a interferência química no transporte de fosfato através da membrana (comprovado para ácido acético). Para os ácidos orgânicos discutidos foi comprovada a interferência química das funções de manutenção da célula, com aumento consumo ATP. Assim, pode haver um aumento na taxa de produção de etanol até uma certa concentração de ácido no interior da célula e a diminuição no crescimento celular. Manutenção do pHi, Força Próton Motiva e pH externo A manutenção celular inclui reposição celular, crescimento, e a homeostase, incluindo manutenção do pHi com conseqüente gasto de ATP, utilizando-se glicose exógena ou na forma de reservas (trealose e glicogênio) A diminuição do pH externo aumenta exponencialmente a velocidade de atuação das permeases de membrana (H+ ATPase) e sua afinidade ao ATP. Quando o pH externo está abaixo de 4 triplica a atividade da ATPase, dobrando sua afinidade pelo ATP, sem contudo alterar seu pH ótimo (ERASO & GANCEDO , 1987).
. A diminuição do pH externo aumenta exponencialmente a velocidade de atuação das permeases de membrana (H+ ATPase) e sua afinidade ao ATP. Quando o pH externo está abaixo de 4 triplica a atividade da ATPase, dobrando sua afinidade pelo ATP, sem contudo alterar seu pH ótimo (ERASO & GANCEDO , 1987).")
67
Essas permeases tem função nutricional nas leveduras (transporte de íons, aminoácidos, amônia, etc), e, simultaneamente, a extrusão de prótons do interior da célula ocorre a entrada de glicose (ou outro nutriente), além da entrada de fósforo Com a saída de prótons e entrada de fósforo há uma alcalinização do meio. Dessa forma a glicose compensa as diferenças entre pH dentro e fora da célula. Porém isso tem um limite de pH externo, a partir do qual ocorre a perda (dissipação) da força próton motiva da membrana, e como conseqüência, reduz o pHi abaixo do ótimo para as enzimas glicolíticas e alcoogênicas.
 da força próton motiva da membrana, e como conseqüência, reduz o pHi abaixo do ótimo para as enzimas glicolíticas e alcoogênicas..")
68
Sinergismo entre ácidos fracos, pH, etanol, pressão osmótica do meio, temperatura afetando de forma potencializada a Força Próton Motiva. Quando por ex. o pH externo cai de 6 para 3 aumenta a sensibilidade da levedura ao etanol, dissipando a força protomotiva da membrana. Esse feito é aumentado na presença de ácidos orgânicos fracos, principalmente quando o pHi da célula está abaixo do pKa dos ácidos, aumentando a forma indissociada do ácido e aumentando a toxidez pelo etanol, de modo sinergístico, como ocorre com o ácido acético . O etanol em concentrações de 6 e 8% (v/v) ativa (acelera) a ATPase da membrana plasmática de Saccharomyces cerevisiae, industrialmente trabalha-se com 9-9,5% de etanol, portanto no limite do metabolismo da levedura. Efeito do pH baixo ocasiona a perda de nutrientes como nitrogênio e potássio, bem como aumenta a sensibilidade ao etanol, aos ácidos orgânicos e ao SO2. Elevada Pressão osmótica do meio pode aumentar a toxicidade do ácido lático que em baixa Pressão Osmótica (0,6) inibe o crescimento de S.cerevisiae a partir de 5 g/l , em alta pressão osmótica (1,6) inibe a partir de 2,5 g/l. (Ngang et al. 1989).
 ativa (acelera) a ATPase da membrana plasmática de Saccharomyces cerevisiae, industrialmente trabalha-se com 9-9,5% de etanol, portanto no limite do metabolismo da levedura. Efeito do pH baixo ocasiona a perda de nutrientes como nitrogênio e potássio, bem como aumenta a sensibilidade ao etanol, aos ácidos orgânicos e ao SO2. Elevada Pressão osmótica do meio pode aumentar a toxicidade do ácido lático que em baixa Pressão Osmótica (0,6) inibe o crescimento de S.cerevisiae a partir de 5 g/l , em alta pressão osmótica (1,6) inibe a partir de 2,5 g/l. (Ngang et al. 1989).")
69
A temperatura é outro fator importante
A temperatura é outro fator importante. Linhagens de Saccharomyces cerevisiae mesofílicas crescem num intervalo compreendendo uma temperatura mínima de 10ºC e máxima de 40ºC, estando a temperatura ótima entre 28ºC e 35ºC (JONES et al, 1981). A medida que se eleva a temperatura há acentuada diminuição na capacidade respiratória das leveduras. Da mesma forma leva a um aumento na taxa de fermentação (PORTER & OUGH,1982). O sinergismo entre ácidos orgânicos e temperatura ocorre levando a um efeito inibidor potencializado. A faixa de crescimento de S. cerevisiae é encurtada de 3-42OC para 19-26oC. na presença de 1% v/v de ácido acético (Tereza-Ramos e Madeira-Lopes , 1990). A temperatura estimula o acúmulo de trealose. Segundo HOTTIGER (1987), um choque térmico, com mudança de 27ºC para 40ºC por uma hora resulta em um rápido e grande acúmulo de trealose. Tal choque induz a um aumento de seis vezes na atividade da trealose-P-sintetase.
. A medida que se eleva a temperatura há acentuada diminuição na capacidade respiratória das leveduras. Da mesma forma leva a um aumento na taxa de fermentação (PORTER & OUGH,1982). O sinergismo entre ácidos orgânicos e temperatura ocorre levando a um efeito inibidor potencializado. A faixa de crescimento de S. cerevisiae é encurtada de 3-42OC para 19-26oC. na presença de 1% v/v de ácido acético (Tereza-Ramos e Madeira-Lopes , 1990). A temperatura estimula o acúmulo de trealose. Segundo HOTTIGER (1987), um choque térmico, com mudança de 27ºC para 40ºC por uma hora resulta em um rápido e grande acúmulo de trealose. Tal choque induz a um aumento de seis vezes na atividade da trealose-P-sintetase.")
70
FIGURA 5 - Viabilidade das células de levedura de panificação durante a autólise em diferentes temperaturas (Oliveira et al. 1998).
.")
71
Efeito do sulfito no metabolismo da levedura - Sulfito em solução aquosa existe em 3 formas dependendo do valor do pH. SO2 ↔ HSO3- ↔ SO3 –2 pK entre SO2 ↔ HSO3 = 1,77 e entre HSO3- ↔ SO3 –2 pK = 6,9 . O dióxido de enxofre molecular é tóxico para bactérias láticas e em menor grau para leveduras. O HSO3- (bissulfito) inibe a zinco desidrogenase alcoólica, portanto a fermentação. O Sulfito é mais letal para bactérias no pH mais ácido, predomínio da forma SO2 e HSO3- . Parece que o transporte do SO2 em S. cerevisiae levedura é ativo (Macris e Markakis, 1974). Na fermentação industrial o efeito do sulfito é claro na acidez total do vinho (o normal é 1,8-2,5 g/l e aumenta para níveis de até 3-5 g/l) e como conseqüência temos: queda da viabilidade e número de células vivas. queda do brotamento celular e queda na eficiência alcoólica via reprodução de mais fermento para reposição das perdas. aumento da atividade tamponante do meio, maior consumo de ácidos e bases no processo. em casos mais graves, aumento exagerado na acidez do álcool produzido.
 inibe a zinco desidrogenase alcoólica, portanto a fermentação. O Sulfito é mais letal para bactérias no pH mais ácido, predomínio da forma SO2 e HSO3- . Parece que o transporte do SO2 em S. cerevisiae levedura é ativo (Macris e Markakis, 1974). Na fermentação industrial o efeito do sulfito é claro na acidez total do vinho (o normal é 1,8-2,5 g/l e aumenta para níveis de até 3-5 g/l) e como conseqüência temos: queda da viabilidade e número de células vivas. queda do brotamento celular e queda na eficiência alcoólica via reprodução de mais fermento para reposição das perdas. aumento da atividade tamponante do meio, maior consumo de ácidos e bases no processo. em casos mais graves, aumento exagerado na acidez do álcool produzido.")
72
Sinergismo entre ácido lático, SO2, pH e etanol na fermentação de Saccharomyces cerevisiae Pe-2 e M-26. Tese de Doutorado da aluna: Claudia Dorta Orientação: Prof. Dr. Pedro de Oliva Neto UNESP –Campus de Rio Claro e Assis Publicação: Dorta, C. Oliva-Neto, P. Synergism among lactic acid, sulfite, pH and ethanol in alcoholic fermentation of Saccharomyces cerevisiae (PE-2 and M-26). World Journal of Microbiology and Biotechnoloy , vol. 22, p , 2006.
. World Journal of Microbiology and Biotechnoloy , vol. 22, p ,")
73
Objetivo Verificação dos efeitos sinérgicos de estresse durante a fermentação etanólica, podendo assim estabelecer parâmetros reais para um aprimoramento na produção de álcool carburante.

75
Tabela 1: Formulação de meios fermentativos com os fatores de estresse: etanol, ácido lático sulfito e pH. _______________________________________________________________________ ToC sulfito (mg/L) ácido lático etanol pH toxicidade M (meio) (NaHSO3) (g/L) (% p:v) _______________________________________________________________________ , , , máxima , , , sulfito , , , ác. lát , , , etanol , , , pH normal , , controle ________________________________________________________________________
 ácido lático etanol pH toxicidade M (meio) (NaHSO3) (g/L) (% p:v) _______________________________________________________________________ ,0 9,5 3,6 máxima ,0 9,5 3,6 - sulfito ,0 9,5 3,6 - ác. lát ,0 7,5 3,6 - etanol ,0 9,5 4,5 pH normal ,5 4,5 controle ________________________________________________________________________ .")
76
Tabela 2. Ácidos orgânicos totais produzidos durante a fermentação alcoólica por S. cerevisiae M-26 e PE-2. ______________________________________________________________________ Média ácidos orgânicos totais(g l-1) ______________________________________________________ M PE-2 ________________ _______________ M * DP * M * DP * M M M M M M *M= média, *DP= desvio padrão.
 ______________________________________________________. M-26 PE-2. ________________ _______________. M * DP * M * DP * M M M M M M *M= média, *DP= desvio padrão.")
77
Efeito das condições mínimas de estresse (M5) sobre as células da
linhagem S. cerevisiae PE-2 . (Notar padrão normal oval e células maiores que o anterior).
.")
78
Efeito das condições máximas de estresse (M1) sobre as células da
linhagem PE-2 . (Notar alongamento e diminuição do tamanho).
.")
79
Figura 6: Concentração de trealose em linhagens de Saccharomyces cerevisiae PE-2 e M-26 durante diferentes condições de fermentação. ( ) PE-2, To-1o ciclo ; ( ) PE-2, 7o ciclo -12h; ( ) M-26, 1o ciclo-To; ( ) M-26, 7 o ciclo-12h
 PE-2, To-1o ciclo ; ( ) PE-2, 7o ciclo -12h; ( ) M-26, 1o ciclo-To; ( ) M-26, 7 o ciclo-12h.")
80
Figura 8: Efeito de diferentes estresses associados na formação de ARRT após a fermentação de S. cerevisiae P e M

81
Figura 9: Efeito de diferentes estresses associados no rendimento etanólico obtido da fermentação de S. cerevisiae P e M

82
A proteína residual no meio fermentado (M1) pela linhagem PE-2 foi cerca de 80% > a encontrada no meio da outra linhagem. O pH 4,5 foi responsável por uma menor liberação de proteína no meio para a linhagem PE-2 proporcionando: Menor lise celular, maior integridade da membrana e ou maior consumo de proteína no meio. - Conclusões O pH baixo mostrou ser o fator de maior estresse para as duas linhagens de leveduras testadas, afetou a viabilidade celular, rendimento alcoólico, morfologia das leveduras, levou a um maior aumento do açúcar residual e liberação de aminoácidos no meio.

83
3.3 ANTAGONISMO ENTRE BACTÉRIAS LÁTICAS E SACCHAROMYCES CEREVISIAE.

84
Table 1. Parametres of Lactobacillus fermentum CCT 1407
mixed culture with baker`s yeast during alcoholic fermentation. ___________________________________________________ Yeast extract viability alive buds acidity (g/L) (%) (%) (g/L) 0, 0, 1, 5, 10,
 (%) (%) (g/L) , , , , ,")
85
Table 2. Pure culture of Lactobacillus fermentum on dry cane
broth (dcb) and several test nutrients. ________________________________________________ nutrients Lactobacillus fermentum CCT __________________________________________________ dcb dcb and salts dcb and yeast extract dcb and peptone dcb and casaminic acid dcb and vitamines (vit) dcb and amino acids (aa) dcb and aa and vit dcb and aa and salts dcb and aa and vit and salts - absence of absorbancy , ++ absorbancy , +++ absorbancy , higher up 0.25.
 and several test nutrients. ________________________________________________. nutrients Lactobacillus fermentum CCT __________________________________________________ dcb dcb and salts dcb and yeast extract dcb and peptone dcb and casaminic acid dcb and vitamines (vit) dcb and amino acids (aa) dcb and aa and vit dcb and aa and salts dcb and aa and vit and salts absence of absorbancy , ++ absorbancy , +++ absorbancy , ++++ higher up")
86
Figura . Efeito da adição de 17 aminoácidos puros no mosto de fermentação alcoólica de caldo de cana. Número de leveduras (S. cerevisiae) no controle ● , e no tratamento com extrato ▲ , número de L. fermentum no controle □ , e no tratamento com extrato de levedura ○ .
 no controle ● , e no tratamento com extrato ▲ , número de L. fermentum no controle □ , e no tratamento com extrato de levedura ○ ..")
87
Figura . Efeito da adição de 10 g/l de extrato de levedura no mosto de fermentação alcoólica de caldo de cana. Número de leveduras (S. cerevisiae) no controle ■ , e no tratamento com extrato ● , número de L. fermentum no controle ▲ e no tratamento com extrato de levedura □ .
 no controle ■ , e no tratamento com extrato ● , número de L. fermentum no controle ▲ e no tratamento com extrato de levedura □ ..")
88
Table 1. Mean of viability and buds of yeast cells, acidity and pH in
yeast alcoholic fermentation of diluted high titter molasses supplemented with yeast extract. _______________________________________________________ cycle yeast alive acidity pH viability (%) buds (%) (g/L) ___________ __________ ___________ __________ contr. treat. contr. treat contr. treat. contr. treat. < < < ________________________________________________________ Legend: contr.- control; treat. - treatment of yeast extract.
 buds (%) (g/L) ___________ __________ ___________ __________. contr. treat. contr. treat. contr. treat. contr. treat < < < ________________________________________________________. Legend: contr.- control; treat. - treatment of yeast extract.")
89
Table 2. Average of viability and buds of yeast cells, acidity and pH in
yeast alcoholic fermentation of diluted high titter molasses supplemented with 17 pure amino acids. _________________________________________________________ cycle yeast alive acidity pH (20 h.) viability (%) buds (%) (g/L) ___________ __________ ___________ __________ contr. treat. contr. treat. contr. treat contr. treat. ___________________________________________________________ Legend: contr.- control; treat. - treatment with 17 amino acids.
 viability (%) buds (%) (g/L) ___________ __________ ___________ __________. contr. treat. contr. treat. contr. treat. contr. treat ___________________________________________________________. Legend: contr.- control; treat. - treatment with 17 amino acids.")
90
Table 3. Evaluation of Lactobacillus fermentum growth in a
medium with dry sugar cane broth supplemented with several nutrients. Culture incubated at 30oC for 72 hr. ________________________________________________ nutrients Lactobacillus fermentum CCT ____________________________ dscj dscj and salts dscj and vitamins dscj and yeast extract dscj and aa1 and salts dscj and aa2 and salts dscj and aa3 and salts dscj and aa1 and vit dscj and aa1 and vit and salts legend: - absence of absorbancy , ++ absorbancy , +++ absorbancy , higher than aa1 - pool of 17 amino acids. aa2 - Cys, Glu, Met, Trp, Val, Leu, Ile. aa3 - Ala, His,Phe, Pro, Asp, Ser, Arg, Tyr, Lys. vit - vitamins

91
Table 4. Lactobacillus fermentum growth in a medium containing dry sugar
cane broth supplemented with 16 amino acids group and excluding one as listed below. Culture incubated at 30oC. __________________________________________________________ class* amino Lactobacillus fermentum acid _________________________________________ excluded CCT CCT CCT ____ ______ __________ __________ _____________ 18h h h h h h. __________________________________________________________ aa 1st Tyr Asp Lys 2nd Ile Val Leu 3rd Phe Ala Glu Pro His Arg Thr Trp Ser Met Cys ____________________________________________________________ Legend: - absence of absorbancy , ++ absorbancy , +++ absorbancy higher up aa1 - pool of 17 amino acids before described. * class - 1st - without any inhibitory effect, 2nd - complete absence of growth, 3rd - some inhibitory effect in the bacterial growth.

92
Conclusões: Lactobacillus fermentum é uma bactéria com várias deficiências na biossíntese de nutrientes do metabolismo, ou seja, requer fatores de crescimento, sendo os aminoácidos essenciais Leucina, isoleucina e valina os mais necessários na complementação do caldo de cana, que são oferecidos via morte das leveduras (extrato de levedura). Sem estes nutrientes não há crescimento das bactérias contaminantes da fermentação alcoólica, em particular o L. fermentum. Quanto mais morte celular ocorre no fermento da indústria de produção de etanol, mais extrato de levedura é liberado para a bactéria crescer. Quanto mais bactérias crescem, maior a acidez do processo e a entrada de lactato na célula das leveduras, o que aumenta a inibição e consequente morte celular . Esse círculo vicioso é prejudicial ao processo causando queda na eficiência alcoólica, por diminuição da produção de etanol, gastos de açúcar para reprodução da biomassa que morreu, e aumento nos gastos com energia de manutenção celular.

93
Produtos Metabólicos das Bactérias Láticas –
Lactobacillus tipos de produtores de ácidos: Homoláticos obrigatórios- Grupo I (possuem aldolase) – 1 mol de hexose resulta em 2 moles de ácido lático. Não hidrolisam pentoses (Via Enbdem Meyerhof) Heterofermentativos - Grupo II (possuem fosfocetolase e aldolase) – Hexoses são fermentadas de forma homolática. Porém podem quebrar 1 mol pentoses resultando em 1 mol Ac. Lático e 1 mol ac. Acético. Heterofermentativos Grupo III (possuem Fosfocetolase)- 1 mol de hexose resulta 1 mol CO2 + 1mol Etanol e 1 mol de ácido lático (via 6 fosfogluconato). Pentoses são fermentadas a ác. Lático (1 mol) e ac. Acético (1 mol) via fosfocetolase induzível. A estequiometria pode mudar em função do suprimento de O2 diminuindo etanol com a reoxidação do NADH. Também o Piruvato pode formar compostos alternativos aromáticos como diacetil, ácido acético em (ou etano) em condições limitadas de hexose. O lactato pode também ser convertido em ac. fórmico e acético.
 – 1 mol de hexose resulta em 2 moles de ácido lático. Não hidrolisam pentoses (Via Enbdem Meyerhof) Heterofermentativos - Grupo II (possuem fosfocetolase e aldolase) – Hexoses são fermentadas de forma homolática. Porém podem quebrar 1 mol pentoses resultando em 1 mol Ac. Lático e 1 mol ac. Acético. Heterofermentativos Grupo III (possuem Fosfocetolase)- 1 mol de hexose resulta 1 mol CO2 + 1mol Etanol e 1 mol de ácido lático (via 6 fosfogluconato). Pentoses são fermentadas a ác. Lático (1 mol) e ac. Acético (1 mol) via fosfocetolase induzível. A estequiometria pode mudar em função do suprimento de O2 diminuindo etanol com a reoxidação do NADH. Também o Piruvato pode formar compostos alternativos aromáticos como diacetil, ácido acético em (ou etano) em condições limitadas de hexose. O lactato pode também ser convertido em ac. fórmico e acético.")
94
ESTUDO DIRIGIDO - Fermentação alcoólica Industrial – tecnologia e ecologia microbiana. 1. Descreva o fluxograma da tecnologia da produção de etanol carburante no Brasil, indicando os parâmetros de processo (ex. teor fermento, tipo de processos, ART, ARRT, etanol, pH , tratamento ácido, tratamento e composição do mosto, etc) e explicando os possíveis pontos críticos microbiológicos Se o processo não é asséptico portanto há um contato com outros agentes microbianos, por que a fermentação alcoólica ocorre ano a ano com regularidade e relativa estabilidade ao longo da safra? Não poderia haver um contaminante que se instalasse no processo e matasse o fermento, produzindo outros produtos diferentes do álcool? Se há um ambiente competitivo onde a levedura concorre pelo mesmo açúcar com outros organismos heterotróficos, como tornar o ambiente (microhabitat) mais favorável ao agente catalisador do processo - o Saccharomyces cerevisiae?
 e explicando os possíveis pontos críticos microbiológicos. 2. Se o processo não é asséptico portanto há um contato com outros agentes microbianos, por que a fermentação alcoólica ocorre ano a ano com regularidade e relativa estabilidade ao longo da safra. 3. Não poderia haver um contaminante que se instalasse no processo e matasse o fermento, produzindo outros produtos diferentes do álcool. 4. Se há um ambiente competitivo onde a levedura concorre pelo mesmo açúcar com outros organismos heterotróficos, como tornar o ambiente (microhabitat) mais favorável ao agente catalisador do processo - o Saccharomyces cerevisiae .")
95
5. Se a levedura compete livremente com outros microrganismos nesse habitat isso significa que há fatores intrínsecos ao meio (teor de etanol, nutrientes, pH, pressão osmótica do meio, toxinas, contaminantes biológicos) e extrínsecos, (temperatura, atmosfera) que podem favorecer ou desfavorecer o catalisador biológico. Determine, quantifique, e correlacione estes fatores para explicar a influência deles no processo. 6. O que é a floculação do fermento , quais são as causas, como ela afeta o processo e como pode ser evitada ou controlada? 7. Com base no exposto formule uma nova tecnologia que voce poderia propor para reduzir a floculação do fermento .

96
8. Como agem os agentes lactato, pH, sulfito, e etanol na levedura S
8. Como agem os agentes lactato, pH, sulfito, e etanol na levedura S. cerevisiae da fermentação alcoólica? Qual deles pode afetar mais a levedura e por que? 9. Quais são as caraterísticas metabólicas das bactérias láticas e como você proporia uma forma para controla-las no processos?

97
Muito Obrigado !!

Apresentações semelhantes