Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Escola de Engenharia de São Carlos Departamento de Engenharia de Produção Matéria – SEP 201 – Projeto de Fábrica Prof. Oswaldo Luiz Agostinho

2
Por que planejar o Layout?
Atender as necessidades da organizaçao Prever/definir o espaço útil necessário e demais áreas do chão de fábrica Definir o tipo de layout, o fluxo, o sistema de transporte/movimentação, entradas e saídas, corredores, emergência, etc Tipo de construção, de piso, iluminação e demais facilidades

3
Por que planejar o Layout?
Tipos de equipamentos: máquinas, sistemas de carga/descarga, movimentação e armazenagem Tipos de sistemas de supervisão e controle Sistemas de segurança e tratamento de dejetos Determinação dos Custos envolvidos no projeto do layout e cronograma

4
Fatores a Serem Considerados
Expansão futura Adaptabilidade ou versatilidade Flexibilidade do layout Fluxo de Material Utilização de espaço Condições de trabalho e satisfação de empregados Integração de suporte/facilidades

5
Expansão futura Vinculado com potencial de longo prazo de uso do espaço Habilidade de incluir áreas adjacentes (acima, abaixo, ao lado) Liberdade de fixar características nos edifícios (ex: divisórias) Regular a quantidade de espaço entre módulos/unidades
 Regular a quantidade de espaço entre módulos/unidades.")
6
Adaptabilidade ou Versatilidade
Facilidade de acomodar os layouts como planejado em função de mudanças e variações , tais como: itens, produtos, quantidades, frequencia de entrega, sequência de operações, métodos de manuseio e estocagem, espaço adicional para estoques, lotes piloto, testes, experimentos de engenharia

7
Layout - Flexibilidade
Facilidade de rearranjo físico para acomodar mudanças em: mobilidade de máquinas e/ou equipamentos; padronização em equipamentos, conteiners, locais de trabalho; independência ou autosuficiência de facilidades; liberdade para fixar características (ex:paredes)
")
8
Fluxo de Material Grande intensidade de fluxo com mínima distância
Proximidade das áreas, onde o fluxo é envolvido (material, pessoas, etc) Acesso ao recebimento, despacho e áreas chaves Uso de de sistema de manuseio simples entre e através das áreas
 Acesso ao recebimento, despacho e áreas chaves. Uso de de sistema de manuseio simples entre e através das áreas.")
9
Utilização de Espaço Definição de espaço útil adequado
Utilização baseada em custos Áreas adequadas para corredores Compartilhar áreas de atividades similares Prever áreas adequadas para manutenção e colocação de detritos, cavacos, etc Evitar áreas “mortas” sem função

10
Integração de Suporte/Facilidades
Planejamento, procedimentos e controles voltados para um trabalho efetivo no layout . Integrar com áreas suporte via medidas de desempenho, custo, ordens, prazos, etc. Áreas de serviços próximas das necessidades das demais áreas no layout . Disponibilidade das facilidades necessárias ao desempenho do layout

11
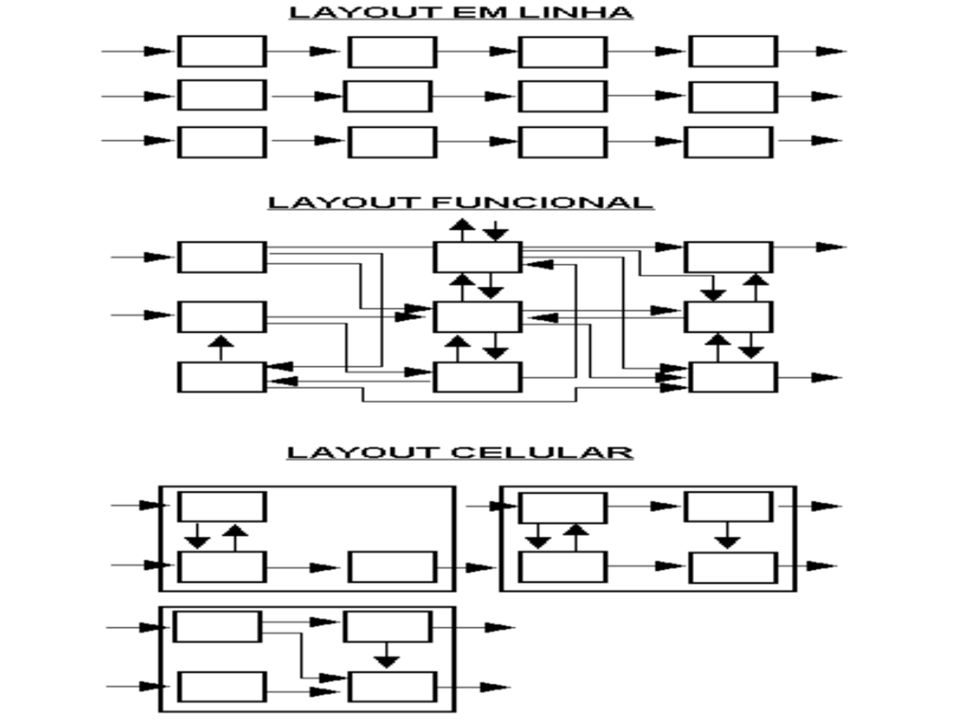
Considerações - Tipos de Layout
Diversos tipos de layout: linha, U, L, paralelo, em cascata, circular, quadrado, pentágono, por setores, etc. A definição do tipo de layout está vinculado a fatores: tecnológicos, gerenciais e humanos. O melhor layout é aquele que responde melhor aos fatores citados .

13
Considerações - Tipos de Layout
Cada tipo de layout citado tem suas vantagens e sua aplicabilidade Exemplo 1: alto volume, baixa diversificação, repetibilidade, grande número de operações simples ==> linhas de transferência (layout em linha) Exemplo 2: baixissimo volume/unitário, sob encomenda ==> layout por setores/funcional
 Exemplo 2: baixissimo volume/unitário, sob encomenda. ==> layout por setores/funcional.")
14
Considerações - Tipos de Layout
Exemplo 3 : lote pequeno/médio, repetitivo, demanda estável, - máquina e carga/descarga automática, - transporte manual, - balanceamento da mão de obra (menor número de operadores do que máquinas) ==> célula em U Exemplo 4: idem anterior + transporte automatizado
 ==> célula em U. Exemplo 4: idem anterior + transporte automatizado.")
15
Lay-out - Dimensionamento
Internamente as áreas específicas : Máquinas ordenadas de acordo com o fluxo de maior densidade Densidade de fluxo : volume de horas padrão que são liberadas por uma máquina do roteiro após a execução das peças correspondentes Dimensionamento das áreas de estoque intermediário : normalmente dimensiona-se estoque para dois dias de produção

16
Densidade de fluxo Máquina 3 Máquina 1 O fluxo principal
deve ser orientado na direção das maiores densidades de fluxo Volume de horas padrão Máquina 4 Máquina 2

17
Lay-out – Dimensionamento Fluxo Principal
Determina o caminho principal das peças no arranjo físico correspondente . Representa a calha principal do “rio” pela qual transita o volume de horas padrão executado , de acordo com o roteiro de fabricação das peças . Determina , por regras de precedência , a localização das diversas áreas de manufatura e estoque Áreas ordenadas de acordo com a densidade de fluxo

18
Dimensionamento - Fluxo Principal
Material em bruto Usinagem antes do tratamento térmico Fluxo principal Peças sem Tratamento térmico Tratamento térmico Expedição e estoque de produtos prontos Usinagem após tratamento térmico Linha de montagem

19
Fluxo principal e indireto- Localização de áreas diretas e indiretas
Almoxarifado de peças em bruto Ferramentaria Fluxo direto Usinagem antes do tratamento térmico Fluxo indireto Manutenção Depósito ferramentas Afiação de ferramentas Tratamento térmico Peças sem Tratamento térmico Almoxarifado de ferramentas e peças de manutenção Escritórios técnicos Metrologia Usinagem após Tratamento térmico Recebimento de peças compradas Expedição e estoque de produtos prontos Linha de montagem

20
Área de circulação interna- corredores
Dimensionamento das áreas de máquina e de trabalho Area máquina 1 Area máquina 2 Área de circulação interna- corredores Área máquina 3 Area máquina 4

21
Dimensionamento das áreas principais
Corredores principais Conjunto ou Célula 1 Conjunto ou Célula 3 Áreas de circulação entre departamentos Corredores principais Conjunto ou Célula 2 Conjunto ou Célula 4

22
Arranjo Físico Distribuição de áreas diretas e indiretas Fluxo direto
Areas diretas Areas indiretas montagem Areas estoque Fluxo direto Fluxo indireto

Apresentações semelhantes



.>")















