Carregar apresentação
A apresentação está carregando. Por favor, espere

1
1 Prof. Guedes 1

2
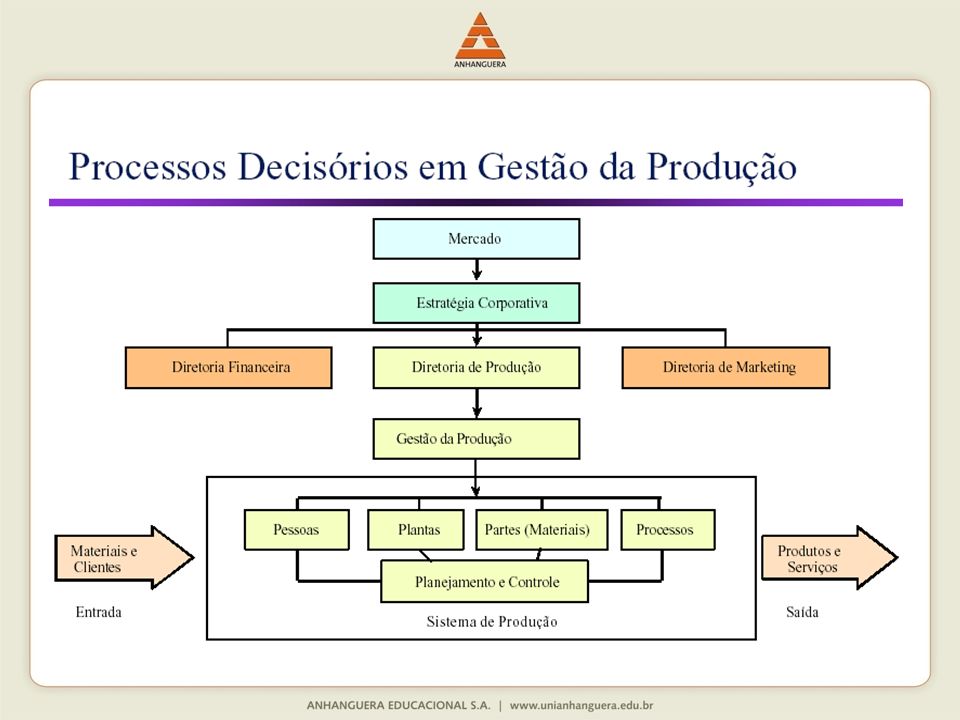
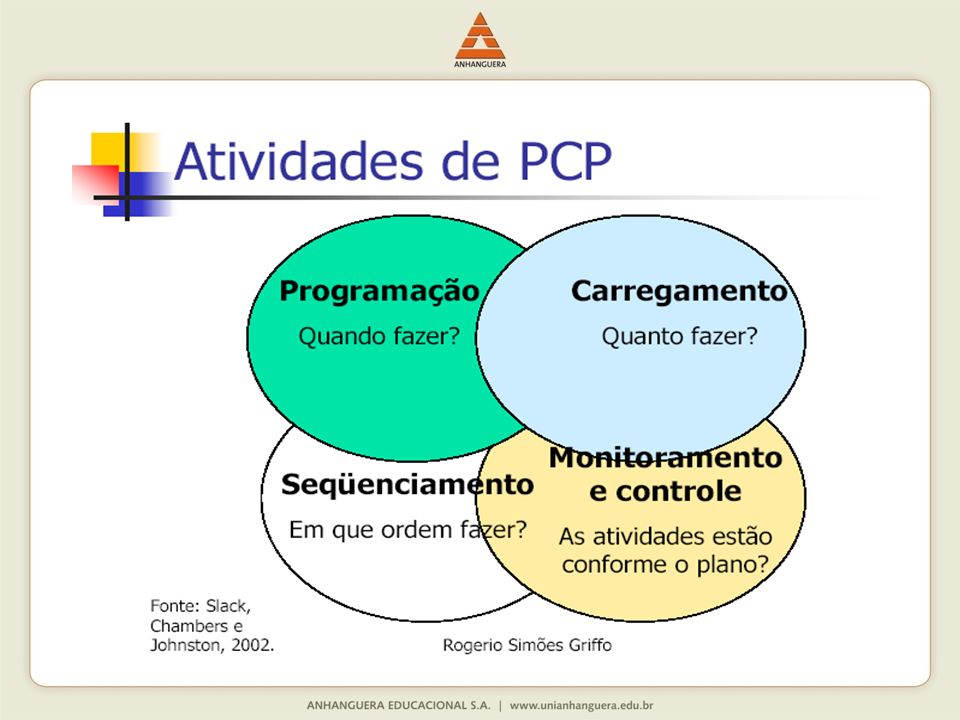
Planejamento Programação Controle Produção

3
PLT – Produção - Capitulo I pagina 1
Defina organização Vivemos e crescemos em organizações, até morremos : industrias , escolas , igrejas, instituições financeiras . Existem para produzir e disponibilizar à sociedade. Defina empresas Organizações sociais que utilizam recursos e competências especifica para atingir objetivos

4
Classifique as empresas quanto a propriedade
Estatal Privada Mista Classifique as empresas quanto ao tamanho Grandes => funcionários Média => de 50 a 500 funcionários Pequena => Inferior a 50 funcionários Classifique as empresas quanto ao tipo de produção Primárias , extrativas => atividades como : agricola, pesca, mineração, extração de petroleo Secundaria ou transformaçao => Processam Matéria Prima em Produto acabado Terciárias ou Prestadora de Serviço => Executam ou prestam serviços especializados

5
PLT - Capitulo I , pagina 6 Defina Bem e Serviço A classificação quanto ao tipo de produção pode ser desmembrado: Empresas Primárias (extrativistas) e Secundárias (de transformação) , estas produção bens ou mercadorias Bem => Ou mercadoria é um produto físico tangível Bem de consumo - ligado ao consumidor Bem de produção ligado as empresas Empresas terceirizadas produzem serviços Serviço => Atividades especializadas imprescindíveis as pessoas, empresa e sociedade
 e Secundárias (de transformação) , estas produção bens ou mercadorias. Bem => Ou mercadoria é um produto físico tangível. Bem de consumo - ligado ao consumidor. Bem de produção ligado as empresas. Empresas terceirizadas produzem serviços. Serviço => Atividades especializadas imprescindíveis as pessoas, empresa e sociedade.")
6
Processo de conversão ou transferência ENTRADAS SAÍDAS EMPRESAS
Elementos do sistema de produção Influência / Restrições Processo de conversão ou transferência Produtos / Serviços Insumos Sub sistemas de controle Daniel Augusto Moreira

7
Funções dos sistemas de produção
Pessoas com funções operacionais que atingem objetivos : Desenvolvimento de projeto Controle de estoque Recrutamento e treinamento de funcionários Aplicação de recursos financeiros Distribuição de produtos Produção de produtos O sucesso de um sistema produtivo depende do relacionamento de três funções: Finanças Produção Marketing

9
A essência da função de produção consiste :
A função de produção não é apenas as operações de fabricação e montagem dos bens : Armazenagem Movimentação Transportes Embalagens A essência da função de produção consiste : Adicionar valor aos bens ou serviços durante o processo de transformação

10
Insumos Conversão Saídas Fábrica de eletrodomésticos Matéria primas Componentes Equipamentos Instalações Mão de obra Conformação Montagem Inspeção Armazenagem Expedição Liquidificadores Batedeiras Torradeiras Multiprocessadores Centrifugas Hospital Médicos, enfermeiros Medicamentos laboratórios Recepção Exames Terapia Medicação Cirurgia Pacientes curados

11
Tipos de Sistemas de Produção
Tradicional – Sistema de produção continua(fluxo em linha) Sequência linear Produtos padronizados Fluem por áreas e processos Deve haver um balanceamento , ativ . Lentas compromete o sistema Posto Posto Posto Posto Posto Posto Posto Posto
 Sequência linear. Produtos padronizados. Fluem por áreas e processos. Deve haver um balanceamento , ativ . Lentas compromete o sistema. Posto. Posto. Posto. Posto. Posto. Posto. Posto. Posto.")
12
Tipos de Sistemas de Produção
Tradicional – Sistema de produção continua em massa Linhas de produtos variados Indústrias de refrigerantes Indústria de eletrodomésticos Indústria alimentícia Indústria de CDs Posto Posto A Posto Posto B Posto Posto C

13
Tipos de Sistemas de Produção
Tradicional – Sistema de produção continua initerrupta Processo totalmente automatizado Produtos padronizados Tarefas repetitivas Rentabilidade obtida através da produção de grandes volumes Custos altos em função de máquinas e equipamentos A linha de montagem não pode ser modificada Indústria química Indústria de papel Indústria de derivados de petróleo Indústria de aço

14
Tipos de Sistemas de Produção
PRODUÇÃO INTERMITENTE – EM LOTES – POR ENCOMENDA – Cada tipo de produto tem o seu processo e ao fim de cada lote os produtos podem ser diversificados. Há famílias de produtos com pouca variação Para processos automatizados exige-se maiores volumes. Em geral os projetos são dos clientes. O arranjo físico é conforme o processo de produção e podem ser disposto de acordo com as habilidades das pessoas, operações do processo e/ou equipamentos. Não há regularidade no fluxo dos produtos de uma fase para outra. Os recursos humanos são mais exigidos. São necessárias mudanças e calibragens nos equipamentos de acordo com os produtos.

15
Tipos de Sistemas de Produção
PRODUÇÃO DE GRANDES PROJETOS. Cada projeto é um produto único. Não há um fluxo do produto. Produção em baixos volumes e grande variedade. Processo de longa duração, com início e fim bem definidos. Tarefas com pouca ou nenhuma repetitividade. Intervalos de tempos diferentes. Produtos de alto custo. Exemplos: Estaleiros – navios, Fabricação de aviões, Grandes estruturas de engenharia e construção civil (túnel no Canal da Mancha, pontes, hidroelétricas, edifícios).Turbo geradores para Itaipu.Produção de filmes.
.Turbo geradores para Itaipu.Produção de filmes.")
16
PLT – Planejamento de Produção - Capitulo II, página 23

23
Príncipios Fundamentais do PCP
Princípio da definição do Objetivo => De forma clara o objetivo que deve ser alcançado. Planejar os meios a se atingir os objetivos. Princípio da flexibilidade do Planejamento => O Planejamento deve ser flexível para se adaptar as necessidades Princípios que regem o controle Princípio do objetivo => Deve contribuir para alcanças o objetivo , indica erros ou falhas, em tempo habíl. Principio da definição de padrão => Padrões definidos antes da execução e servirão de critérios para o futuro desempenho Princípio da exceção => O controle de se concentrar exclusivamente sobre as situações excepcionais, isto é nos desvios. Princípio das ações => O controle só serve quando se gera ações corretivas

24
Fase do PCP 3 ª fase Controle de produção 2 ª fase Planejamento de
Projeto de produção Formulação do plano de produção Programação de produção

25
MRP I => material requirement planing – Planejamento de necessidade de materiais .
Basea-se em um estrutura de produtos onde se verifica a quantidade de cada componente e sua necessidade. MRP II => manufacturing resources planning – planejamento dos recursos junto com o ERP – enterprise resources planning. O MRP II trata da produção como um todo não apenas dos materiais. Envolve a previsão de vendas , planejamento recursos, produção, necessidade da produção, controle e acompanhamento da fabricação compras e contabilização dos custos.

26
CIM – Manufatura integrada por tecnologia
Tecnologia de Informação. CIM como sendo "a utilização do processamento de dados eletrônicos e o fluxo de informações auxiliado por computador em todos os setores da empresa". A ênfase agora mudou e a letra hoje então mais importante da sigla CIM é o “I" de Integração, que representa os processos de negócios nas suas diversas visões (estratégias, atividades, informação, recursos e organização) dentro de uma visão holística do negocio.
 dentro de uma visão holística do negocio.")
27
CIM – Manufatura integrada por tecnologia

28
CIM – Manufatura integrada por tecnologia
Integrar é obter uma operação mais eficaz dos processos de negócio de uma empresas e entre eles, compreendendo as pessoas, máquinas e informação, de acordo com os objetivos da empresa (Goranson 1997). Integração significa unificar componentes heterogêneos de uma forma sinérgica. Em uma empresa trata de facilitar o acesso a informação, o controle e fluxo de material, conectando todas as funções e entidades funcionais heterogêneas. Com isso melhora a comunicação, cooperação e coordenação dentro da empresa, de forma que ela se comporte como um "todo" integrado, assim como sua produtividade, flexibilidade e capacidade de gerenciamento de mudança (Vernadat 1996).
. Integração significa unificar componentes heterogêneos de uma forma sinérgica. Em uma empresa trata de facilitar o acesso a informação, o controle e fluxo de material, conectando todas as funções e entidades funcionais heterogêneas. Com isso melhora a comunicação, cooperação e coordenação dentro da empresa, de forma que ela se comporte como um todo integrado, assim como sua produtividade, flexibilidade e capacidade de gerenciamento de mudança (Vernadat 1996).")
29
CIM – Manufatura integrada por tecnologia
Tecnologia de Informação, é o recurso potencializador da integração, quando pensarmos nos sistema de gestão integradas ERP-Enterprise Resource Planning - Sistemas Integrados de Gestão Empresarial). A Tecnologia de Informação tem o potencial de facilitar a integração da organização e de suas pessoas também com o uso de tecnologias, agenda eletrônica em grupo, correio eletrônico entre outros sistemas CRM -Customer Relationship Management (Gestão de relacionamento ao cliente) Nesses casos outros fatores, tais como cultura organizacional e capacidade de aprendizado da organização são importantes e muitas vezes inviabilizam o sucesso da aplicação dessas tecnologias .
. A Tecnologia de Informação tem o potencial de facilitar a integração da organização e de suas pessoas também com o uso de tecnologias, agenda eletrônica em grupo, correio eletrônico entre outros sistemas CRM -Customer Relationship Management (Gestão de relacionamento ao cliente) Nesses casos outros fatores, tais como cultura organizacional e capacidade de aprendizado da organização são importantes e muitas vezes inviabilizam o sucesso da aplicação dessas tecnologias .")
30
Esquema de explosão do produto
Produto Y 1 2 3 Nível 1 4 5 6 7 8 9 10 Nível 2 Nível 3 11 12 13 14 Nível 4 BOM – bill of material

31
Exemplo de Estrutura Analítica
profjosealberto.com/arquivos/.../Produto.ppt , acesso

32
Exemplo de Lista de Materiais
LISTA DE MATERIAL NOME CÓDIGO NÍVEL QUANTIDADE FORNECEDORES INTERNOS EXTERNOS Peça XYZ 1 X Suporte SA 2 Cantoneira R 209 R 207 Parafuso com porca PR 3 Rolamento R 204 Retentor R 796 Etiqueta E 604 Professor José Alberto profjosealberto.com/arquivos/.../Produto.ppt , acesso

33
PLT – Capitulo III – Página 49 Gestão de demanda
Em economia, Demanda ou Procura ou "" demandada"" é a quantidade de um bem ou serviço que os consumidores desejam adquirir por um preço definido em um dado mercado, durante uma unidade de tempo. A demanda pode ser interpretada como procura, mas nem sempre como consumo, uma vez que é possível demandar (desejar) e não consumir (adquirir) um bem ou serviço. A quantidade de um bem que os compradores desejam e podem comprar é chamada de quantidade demandada.
 e não consumir (adquirir) um bem ou serviço. A quantidade de um bem que os compradores desejam e podem comprar é chamada de quantidade demandada.")
34
Gestão de demanda A gestão da demanda é uma iniciativa através da qual as empresas procuram melhorar o atendimento a seus clientes . Atividades necessárias : Prever a demanda Influenciar a demanda através de promoções incentivos, de forma a torna-la mais uniforme mais uniforme e constante ao longo do tempo. Antecipar iniciativas, tais como pedidos e produção, em resposta a demandas futuras Uniformizar o consumo dos recursos produtivos Eventualmente acumular estoques em período de baixa demanda para consumo em períodos de alta.

35
Gestão de demanda Principais elementos da gestão de demanda Pr
Promessa De prazos Comunicação Com o mercado Priorização e alocação Influência Sobre o mercado Previsão de Plan. Prog. Henrique L Correa – ed Atlas

36
Gestão de demanda Principais elementos da gestão de demanda
Previsão de demanda – A empresa deve saber utilizar as ferramentas disponíveis para conseguir antecipar a demanda futura Comunicação com o mercado – O contato com o cliente e mercado deve ser além do vender. A relação deve ser próxima para realimentar o processo da empresa de atualização . Poder de influência sobre a demanda – Como a empresa pode influenciar o consumo, promoções, prazo de entrega. Prometer prazos – capacidade de atendimento conforme combinado Prioridade de alocação – Decidir no que investir, quais produtos produzir, ou qual cliente atender Plan. Prog. Henrique L Correa – ed Atlas

37
Gestão de demanda Previsões :
sf (lat praevisione) 1 Ato ou efeito de prever; conjetura. 2 Presciência, prevenção. 3 Predição: Previsão do tempo. 4 Sociol Ação de prever o que deve ser feito ou evitado em favor da coletividade: Previsão orçamentária. fonte: michaellis.uol.com.br Através das previsões é possível : Estabelecer padrões de níveis de serviço Planejar alocação dos recursos e investimentos Abertura de ordem de produção Identificar necessidades adicionais de capacidade Escolher alternativas de produção
 1 Ato ou efeito de prever; conjetura. 2 Presciência, prevenção. 3 Predição: Previsão do tempo. 4 Sociol Ação de prever o que deve ser feito ou evitado em favor da coletividade: Previsão orçamentária. fonte: michaellis.uol.com.br. Através das previsões é possível : Estabelecer padrões de níveis de serviço. Planejar alocação dos recursos e investimentos. Abertura de ordem de produção. Identificar necessidades adicionais de capacidade. Escolher alternativas de produção.")
38
Atenção : Todas as previsões apresentam erros. Erros de previsão, forecast são as diferenças entre a demanda real e a demanda prevista de um determinado item ou grupo de itens para cada horizonte de planejamento. Por que monitorar os erros : Dimensionar os estoques necessários Atualização de parametros de modelos matemáticos Reavaliar o desempenho dos componentes (humano) utilizado
 utilizado.")
39
Previsão de Demanda-Série temporais
Serie Temporal é uma sequência de observações da demanda ao longo do tempo. Em geral são espaçadas igualmente (dias , semanas, meses, trimestral,anos,) Hipótese básica da série Temporal – os valores futuros das séries podem ser estimados com base nos valores passados. Y – demanda X - Tempo Adm. de produção Daniel Aug.Moreira
 Hipótese básica da série Temporal – os valores futuros das séries podem ser estimados com base nos valores passados. Y – demanda X - Tempo. Adm. de produção Daniel Aug.Moreira.")
40
Previsão de Demanda-Série temporais
Partem do principio de que a demanda futura será uma projeção de seus valores do passado, não sofrendo influências de outras variáveis. Média móvel Utiliza dados de um número pré determinado de períodos, normalmente os mais recentes para gerar a sua previsão Média = Mm = Di / n Mn = média móvel de n períodos Di = demanda ocorrida no período i N – número de períodos I – índice de período (1 = 1,2,3....)
")
41
Previsão de Demanda-Série temporais
Média móvel Supondo que nos últimos seis meses a demanda de determinado o produto foi a seguinte : Período demanda Jan 60 Fev 50 Mar 45 Abr 50 Mai 45 Jun 70 Prev Jul = Mm = Di / n => ( ) / 3 => 55 Se julho – real for igual a 60 unidades a previsão de agosto, será Prev Ago = Mm = Di / n => ( ) / 3 => 58,33
 / 3 => 55. Se julho – real for igual a 60 unidades a previsão de agosto, será. Prev Ago = Mm = Di / n => ( ) / 3 => 58,33.")
42
Prev Jul = Mm = Di / n => (50 + 45 + 70 ) / 3 => 55
Previsão de Demanda-Série temporais Média móvel Para mínimar erros é possível se fazer a média ponderada , como segue : Prev Jul = Mm = Di / n => ( ) / 3 => 55 Prev jul (ponderada) = 50 x 0, x 0, x 0,50 = 58,5 A média ponderada móvel utilizada em demandas estáveis e o produto não for muito relevante
 / 3 => 55. Prev jul (ponderada) = 50 x 0, x 0, x 0,50 = 58,5. A média ponderada móvel utilizada em demandas estáveis e o produto não for muito relevante.")
43
Previsão de Demanda - Tendência
Equação linear para tendências Y = a + b X Y – Previsão de demanda para o período x a – Ordenada à origem , ou intercepção no eixo dos Y b – coeficiente angular x – período (partindo de x=0) para a previsão Por exemplo – considerando a equação linear Y= x, para a previsão de tendência de demanda, onde temos o valor da demanda x=0 é de 80 unidades, e o coeficiente angular da reta é de 4 unidades. Dessa forma para cada valor de x, incrementado na origem temos adição de 4 unidades ao valor previsto anteriormente. Qual será o valor de Y , se x=5. Y = = 100 unidades
 para a previsão. Por exemplo – considerando a equação linear Y= x, para a previsão de tendência de demanda, onde temos o valor da demanda x=0 é de 80 unidades, e o coeficiente angular da reta é de 4 unidades. Dessa forma para cada valor de x, incrementado na origem temos adição de 4 unidades ao valor previsto anteriormente. Qual será o valor de Y , se x=5. Y = = 100 unidades.")
44
Y1 – Demanda de um período passado
Gestão de Demanda- Previsão de tendência Como calcular os valores de ‘a’ e “b’: a = E y – b (Ex) / n b = n (Exy) – (Ex).(Ey) / n(Ex²) – (Ex)² Obtendo as somatórias da equação : Exemplo : X Y Xy X² 10 1 15 2 30 4 3 18 54 9 20 80 16 78 179 Ex Ey Exy Ex² Y1 10 15 18 20 X1 1 2 3 4 Y1 – Demanda de um período passado X1 – período de tempo , mês, ano, dias,.. Adm. de produção Daniel Aug.Moreira
 / n. b = n (Exy) – (Ex).(Ey) / n(Ex²) – (Ex)². Obtendo as somatórias da equação : Exemplo : X. Y. Xy. X² Ex. Ey. Exy. Ex². Y X Y1 – Demanda de um período passado. X1 – período de tempo , mês, ano, dias,.. Adm. de produção Daniel Aug.Moreira.")
45
b = n (Exy) – (Ex).(Ey) / n(Ex²) – (Ex)²
Equação para determinação de ‘a’ e “b’: b = n (Exy) – (Ex).(Ey) / n(Ex²) – (Ex)² b = 5(179) – 10x78 / 5x30 – 10x10 b = 2,30 a = E y – b (Ex) / n a = 78 – 2,3x10 / 5 a = 11 Equação para determinação de ‘a’ e “b’: ^y = a + b.x => ^y = ,3x Substituindo o valor de x na equação teremos o valore previsto de ^Y X 1 2 3 4 5 Y 10 15 18 20 ^Y 11 13,3 15,6 17,9 20,2 22,5 Adm. de produção Daniel Aug.Moreira
 – (Ex).(Ey) / n(Ex²) – (Ex)². b = 5(179) – 10x78 / 5x30 – 10x10. b = 2,30. a = E y – b (Ex) / n. a = 78 – 2,3x10 / 5. a = 11. Equação para determinação de ‘a’ e b’: ^y = a + b.x => ^y = ,3x. Substituindo o valor de x na equação teremos o valore previsto de ^Y. X Y ^Y ,3. 15,6. 17,9. 20,2. 22,5. Adm. de produção Daniel Aug.Moreira.")
46
Planejamento Estratégico da Produção
Pode dizer-me que caminho devo tomar? - Isto depende do lugar para onde você quer ir. (Respondeu com muito propósito o gato) Não tenho destino certo. Neste caso qualquer caminho serve.(“Alice no País da Maravilhas” - Lewis Carrol)
 Não tenho destino certo. Neste caso qualquer caminho serve.( Alice no País da Maravilhas - Lewis Carrol)")
47
Planejamento Estratégico organização –
É um modelo de decisão, unificado e integrador, que: Determina e revela o propósito organizacional em termos de Valores, Missão, Objetivos, Estratégias, Metas e Ações, com foco em Priorizar a Alocação de Recursos; Delimita os domínios de atuação da Instituição; Descreve as condições internas de resposta ao ambiente externo e a forma de modificá-las, com vistas ao fortalecimento da Instituição; Engaja todos os níveis da Instituição para a consecução dos fins maiores.

48
Visão geral do planejamento estratégico
missão Estratégia coorporativa Estratégia competitiva Estratégia funcional Plano de marketing Plano de produção Plano financeiro Tática Operações financeiras Operações de MKT Operações de produção

49
Planejamento Estratégico da Produção –
Diz respeito ao padrão de decisões e ações estratégicas que define o papel, os objetivos e as atividades da produção. O que a empresa deseja que as operações façam O que o posicionamento de mercado requer que as operações façam O que os recursos de operações podem fazer Estratégia de produção O que a experiência diária sugere que as operações deveriam fazer

50
Missão coorporativa É a base de uma empresa, é a razão de sua existência. Exemplo : “Prover qualidade de produtos e serviços na manufatura de eletrônicos, trazendo o melhor valor agregado aos nossos clientes através do esforço conjunto de todos os colaboradores, melhora contínua de processos e pesquisa de novas tecnologias” “ Buscar por meio de constante crescimento e inovação tecnológica dos produtos e ou serviços, preservando o meio ambiente, a satisfação de clientes, acionistas e colaboradores. “ Como a missão corporativa é a meta a ser alcançada, ela deve ser operacionalizada por meio de estratégias corporativa, competitiva e funcional.

51
Estratégia corporativa
Define as áreas de negócios em que a empresa deverá atuar e como ela deverá adquirir e priorizar os recursos corporativos para atender a cada unidade de negócios. É através dela que os diversos negócios da empresa tenham um sentido comum e obtenham resultados superiores à mera soma dos resultados individuais. Estratégia competitiva Propõem a base na qual os diferentes negócios da empresa irão competir no mercado, suas metas de desempenho e as estratégias que serão formuladas para as várias área funcionais do negócio, para suportar a competição e tais metas.

52
Estratégia de produção
Consiste na definição de um conjunto de políticas, no âmbito da função de produção, que dá sustento à posição competitiva da unidade de negócio da empresa. Ela deve especificar como a produção suportará uma vantagem competitiva, e como complementará e apoiará as demais estratégias funcionais.

53
Planejamento Estratégico da Produção
Exemplo : Se uma empresa que imprime embalagens para produtos de consumo decide expandir rapidamente . Ela imagina que a longo prazo, as empresas com fatias maiores de mercado irão sobreviver, ao contrario das pequenas empresas . O que é isso ???? O objetivo do negócio , enfatiza o crescimento de volume, acima da lucratividade de curto prazo e do retorno sobre o investimento. Estratégia de produção Será necessário investir em capacidade extra (fábricas, equipamentos e mão de obra) , mesmo que isso signifique capacidade excedente.
 , mesmo que isso signifique capacidade excedente.")
54
Administração de produção (NigelSlack)
Exemplo : O ponto importante aqui é que objetivos de negócios diferentes provavelmente resultariam em uma estratégia da produção muito diferente. O papel da produção é a de implementar ou operacionalizar a estratégia da empresa. Administração de produção (NigelSlack)
")
55
Administração de produção (NigelSlack)
JIT – Just in time Em seu aspecto mais básico , JIT significa produzir bens ou serviços exatamente no momento em que são necessários , não antes para não forma estoques enão depois para que seus clientes não tenham que esperar. O JIT visa atender a demanda instantaneamente , com qualidade perfeita e sem desperdícios. Definição mais completa : O just in time é uma abordagem disciplinada , que visa aprimorar a produtividade global e eliminar os desperdícios. Ele possibilita a produção eficaz em termos de custos, assim como o fornecimento apenas da quantidade correta, no momento e locais corretos, utilizando o mínimo de instalações, equipamentos, materiais e recursos humanos. O JIT é dependente do balanço entre flexibilidade do fornecedor e a flexibilidade do usuário. Ele é alcançado por meio da aplicação de elementos que requerem um envolvimento total dos funcionários e trabalho em equipe . Uma filosofia – chave do JIT é a simplificação. Administração de produção (NigelSlack)
")
56
JIT – Just in time Abordagem tradicional – estoques separam estágios
Estágio A Estágio B Estágio C Abordagem JIT – entregas são feitas contra solicitação Pedido Pedido Estágio C Estágio A Estágio B Entrega Entrega

57
JIT – Just in time Esta ligada a forma direta ao chamado Sistema de produção Toyota, que transformou-a em uma das lideres do mercado automobilística. Em 1973 do petróleo havia aumentado drasticamente os custos para as empresas japonesas , especialmente as que competiam com o mercado internacional. A Toyota através de seu presidente Taiichi Ohno, foi forçada a atacar os desperdício e produtividade nas sua rotinas diárias para enfrentar a crise. Preocupações do JIT : Preocupação com desperdício Ênfase no melhoramento continuo Ênfase na ordem e no arranjo do local de trabalho Nivelamento da produção Respeito pelas pessoas

58
O Que é Kanban? Palavra de origem Japonesa que significa etiqueta ou cartão dispositivo sinalizador que fornece instruções para a produção de itens. Método para programação de produção, que se utiliza de um quadro e cartões.

59
Regra 3: Somente peças boas podem ser colocadas em estoque.
Regras do Kanban Regra 1: O cliente somente retirar peças do estoque quando isto realmente for necessário. Regra 2: O fornecedor só pode produzir peças dos quais possui kanbans de produção e nas quantidades definidas nestes. Regra 3: Somente peças boas podem ser colocadas em estoque. Regra 4: Os cartões devem ficar nas embalagens cheias ou no Quadro Kanban. Regra 5 : O sistema deve adaptar-se a pequenas flutuações na demanda.

60
Funcionamento do Sistema Kanban
Para cada peça temos uma seqüência de posições, onde são colocados os cartões; As posições vazias indicam o estoque disponível (Embalagens Cheias) e cada cor indica o grau de urgência da reposição. Os cartões são colocados do verde para o vermelho. Lote Resposta Segurança
 e cada cor indica o grau de urgência da reposição. Os cartões são colocados do verde para o vermelho. Lote Resposta Segurança.")
61
Cartão Kanban Local onde são produzidas as peças. Nome da peça Qtde.
Cartão de produção Local onde são produzidas as peças. Código da peça Nome da peça Modelo Qtde. Pç/Embalagem Identificação do Cliente

62
Quadro Kanban

63
Quadro Kanban Código da peça Item Modelo Escala Kanban Código de Cores

64
Célula Cliente Simulação Kanban K K K K K K

65
Célula Cliente Simulação Kanban K K K K K K

66
Célula Cliente Simulação Kanban K K K K K

67
Simulação Kanban K K K K Preparar para produzir material Célula
Montagem Simulação Kanban Preparar para produzir material K K K K

68
Célula Montagem Simulação Kanban K K K K

69
Simulação Kanban Célula Montagem K K K

70
Célula Montagem Simulação Kanban K K K

71
Célula Montagem Simulação Kanban K K

72
Simulação Kanban Célula Montagem K K K

73
Simulação Kanban Célula Montagem K K K

74
Quais os Benefícios? O nivelamento permite reduções drásticas de estoque de produtos acabados e de matéria-prima e, consequentemente, de lead time; Ele também aumenta a flexibilidade de resposta para o cliente, permitindo a produção mais próxima da demanda real; Mudanças nos pedidos deixam de ser catastróficas, a empresa pode ajustar o seu rumo durante o dia, semana ou mês

75
Fluxo Kanban – na área fábril
Produção Cliente

76
Aumenta a flexibilidade de resposta para o cliente.
Pontos positivos Sistema “On-line” de controle de estoque e produção. Transfere para o chão-de-fábrica a responsabilidade pela programação diária da produção. Aumenta a flexibilidade de resposta para o cliente. Totalmente Visual e Simples ( baixo custo). Demanda instável Emergência afeta funcionamento do sistema; Baixo índice de confiabilidade dos equipamentos Falta de comprometimento das pessoas (indisciplina operacional).
. Demanda instável. Emergência afeta funcionamento do sistema; Baixo índice de confiabilidade dos equipamentos. Falta de comprometimento das pessoas (indisciplina operacional).")
77
Plano de Produção Como resultado das decisões estratégicas no âmbito da produção, é elaborado um plano de longo prazo , chamado de plano de produção. Ele trabalha com informações agregadas de vendas e produção, normalmente com o agrupamento de produtos em familias. Os períodos de planejamento são em meses ou trimestre, abrangendo um ou mais anos. Será a base para confecção do plano mestre de produção.

78
Plano de Produção Informações necessárias a um plano de produção Informações Descrição Recursos Equipamentos,instalações, força de trabalho, taxa de produção Previsão de demanda Demanda prevista para as familias de itens Políticas alternativas Subcontratação, turno extras, postergação da produção, estoques Dados de custos Produção normal, armazenagem, subcontratação , turno extra

79
Plano de Produção Passos básicos para gerar um plano de produção Agrupar os produtos em família afins. Estabelecer o horizonte e os períodos de tempo a serem incluídos no plano Determinar a previsão da demanda dessas família para os períodos, no horizonte de planejamento Determinar a capacidade de produção pretendida por período para cada alternativa disponível(turno extra, subcontratações,etc) Definir política de produção, estoques Determinar os custos de cada alternativa Desenvolver planos de produção alternativos e calcular os custos decorrentes Analisar as restrições de capacidade produtiva Eleger o plano mais viável estrategicamente
 Definir política de produção, estoques. Determinar os custos de cada alternativa. Desenvolver planos de produção alternativos e calcular os custos decorrentes. Analisar as restrições de capacidade produtiva. Eleger o plano mais viável estrategicamente.")
80
PLT – Capitulo III – Página 80 Plano de Produção
Exemplo de construção de um plano de produção, considerando uma família de produtos para os próximos 2 anos com períodos trimestrais. PERÍODO 1º TRI 2º TRI 3º TRI 4º TRI 5º TRI 6º TRI 7º TRI 8º TRI TOTAL DEMANDA 200 300 400 2000 Estoque inicial = 50 Custos : Produtivos Turno normal = R$ 4 / unidade Turno extra = R$ 6 / unidade Subcontratação = R$ 10 / unidade De estocagem = R$ 2 / unidade, por trimestre sobre estoque médio De atraso na entrega = R$ 20 / unidade por trimestre

81
Plano de Produção – BRASTEMP
Cenário 1 Famiía Geladeiras – supondo que a estratégia seja manter constante a produção de 250 unidades (2000 / 8) / trimestre, dessa forma o estoque será utilizado nas variações de demanda. PERÍODO 1º TRI 2º TRI 3º TRI 4º TRI 5º TRI 6º TRI 7º TRI 8º TRI TOTAL DEMANDA 200 300 400 2000 Produção normal 250 Turno extra Subcontratação Sobra /falta 50 (50) (150) Estoque inicial 100 150 Estoque final Médio 75 125 175 25 650 Atrasos Custos produção 1000 8000 Estoque 350 1300 Atraso Total 1150 1250 1350 1050 10300
 / trimestre, dessa forma o estoque será utilizado nas variações de demanda. PERÍODO. 1º TRI. 2º TRI. 3º TRI. 4º TRI. 5º TRI. 6º TRI. 7º TRI. 8º TRI. TOTAL. DEMANDA Produção normal Turno extra. Subcontratação. Sobra /falta. 50. (50) (150) Estoque inicial Estoque final. Médio Atrasos. Custos produção Estoque Atraso. Total")
82
Plano de Produção - Brastemp
Cenário 2 – Familia Geladeira supondo que a estratégia seja manter constante a produção de 230 unidades, turnos extras de 40 unid. trimestre PERÍODO 1º TRI 2º TRI 3º TRI 4º TRI 5º TRI 6º TRI 7º TRI 8º TRI TOTAL DEMANDA 200 300 400 2000 Produção normal 230 Turno extra 20 40 Subcontratação Sobra /falta 30 50 (30) (130) (20) Estoque inicial 80 110 160 130 Estoque final Médio 65 95 135 145 15 520 Atrasos Custos produção 920 7320 Estoque 190 270 290 O 1040 Atraso 600 Total 1050 1110 1310 1450 1290 1760 950 9840
 (130) (20) Estoque inicial Estoque final. Médio Atrasos. Custos produção Estoque O Atraso Total")
83
Formas de se obter a capacidade de produção de um plano :
Plano de Produção O Cenário 2 – apresenta menor custo , porém é importante analisar considerando a possibilidade de não haver atrasos durante os trimestres. Além das questões de prazos , quantidades a questão de capacidades também deve ser levado em conta. Um bom planejamento estratégico da produção deve preocupa-se em balancear os recursos produtivos de forma a atender à demanda com uma carga adequada. Formas de se obter a capacidade de produção de um plano : Identificar os grupos de recursos a serem incluídos na analise Obter o padrão de consumo (hs /unid) de cada família Multiplicar o padrão de consumo de cada família para cada grupo de recursos pela quantidade de produção própria prevista no plano para cada família Consolidar as necessidades de capacidade para cada grupo de recursos
 de cada família. Multiplicar o padrão de consumo de cada família para cada grupo de recursos pela quantidade de produção própria prevista no plano para cada família. Consolidar as necessidades de capacidade para cada grupo de recursos.")
84
Plano de Produção Calculo de capacidades
Considerando uma fábrica, e admitindo quatro família de produtos que possui uma linha de montagem e cinco células de fabricação. Padrões de consumo Montagem Célula 1 Célula 2 Celular 3 Família 1 - Geladeiras 0,3 0,8 0,4 lava roupa 0,6 0,5 Plano de produção 1º tri 2º tri 3º tri 4º tri 5º tri 6º tri 7 º tri 8º tri total Família 1 - Geladeiras 230 250 270 1980 lava roupa 450 3600

85
Calculo de capacidades Calculo das cargas de trabalho
Plano de Produção Calculo de capacidades Calculo das cargas de trabalho Montagem – (0,3 x 230) +(0,4 x 450) = 249 hs Celula Celula Celula Capacidades 1º tri 2º tri 3º tri 4º tri 5º tri 6º tri 7 º tri 8º tri total montagem 249 255 261 2034 Célula 1 454 470 486 3744 Célula 2 92 100 108 792 Célula 3 225 1800 Total 1020 1050 1080 8370 O plano de produção esta prevendo 249 hs para o primeiro trimestre, e temos 480 hs no turno normal (40 hs / semana x 12 semanas). É possível agir de modo a evitar ou atenuar o problema caso ocorram.
 +(0,4 x 450) = 249 hs. Celula Celula Celula Capacidades. 1º tri. 2º tri. 3º tri. 4º tri. 5º tri. 6º tri. 7 º tri. 8º tri. total. montagem Célula Célula Célula Total O plano de produção esta prevendo 249 hs para o primeiro trimestre, e temos 480 hs no turno normal (40 hs / semana x 12 semanas). É possível agir de modo a evitar ou atenuar o problema caso ocorram.")
86
Calculo de capacidades
Custos para resolver a capacidade Custo de contratar pessoal – Todos os custos envolvidos para recrutamento, seleção, treinamento. Expresso em R$ / funcionário contratado Custo de demitir – Envolve o pagamento previstos em lei e acordo sindical. (aviso prévio, 13º , férias , outros). Custo de difícil mensuração como abalo de moral, motivação da equipe . Expresso em R$ / funcionário demitido. Custo de horas extras – horas normais trabalhadas adicionada por percentual que varia de acordo com a lei do país e acordos sindicais.. Expresso R$ / horas extras. Custo de deixar estoques – São os chamados custos de manutenção que são divididos em : custos associados ao capital empatado nos estoques e os custos de manter os estoques : instalações, pessoal, deterioração , seguros , taxas.(custos de armazenagem – R$ / (unidade x mês). Custo de subcontratações – custo de um terceiro fazer a produção total ou em partes. Expresso R$ / unidade. Custo de retardar as entregas – decisão de não entregar produtos a clientes com menor participação, ou produtos com menor valor acgregado. Isso certamente refletirá na opinião do cliente e perda do mesmo.
. Custo de difícil mensuração como abalo de moral, motivação da equipe . Expresso em R$ / funcionário demitido. Custo de horas extras – horas normais trabalhadas adicionada por percentual que varia de acordo com a lei do país e acordos sindicais.. Expresso R$ / horas extras. Custo de deixar estoques – São os chamados custos de manutenção que são divididos em : custos associados ao capital empatado nos estoques e os custos de manter os estoques : instalações, pessoal, deterioração , seguros , taxas.(custos de armazenagem – R$ / (unidade x mês). Custo de subcontratações – custo de um terceiro fazer a produção total ou em partes. Expresso R$ / unidade. Custo de retardar as entregas – decisão de não entregar produtos a clientes com menor participação, ou produtos com menor valor acgregado. Isso certamente refletirá na opinião do cliente e perda do mesmo.")
87
PLT – Programação de produção – capitulo IV – página 67
Plano mestre de produção Função do Planejamento mestre de Produção : Responsável por desmembrar os planos produtivos estratégicos de longo prazo Transformá-lo em planos específicos de produtos acabados (bens ou serviços) para médio prazo Direcionar os planos em programações e execuções das atividades (montagem, fabricação e compras) Fazer com que a empresa passe a assumir compromissos de montagem de produtos acabados, fabricação e compra de materiais externos
 para médio prazo. Direcionar os planos em programações e execuções das atividades (montagem, fabricação e compras) Fazer com que a empresa passe a assumir compromissos de montagem de produtos acabados, fabricação e compra de materiais externos.")
88
Plano mestre de produção
Longo prazo Plano de produção O plano de produção o nível de agregação dos produtos e a unidade de tempo analisada. Ele trabalha com família de produtos, tempo meses, trimestre e anos. O plano mestre trata dos produtos de forma individualizada, e o tempo é de semanas. Meses no máximo. Planejamento mestre de produção PMP inicial PMP final Médio prazo viável não sim Programação da produção Curto prazo

89
Conceito básico de Planejamento da Produção
O planejamento da produção é um processo que deve responder às perguntas: o que, quanto, quando e como produzir ? Independentemente do tipo da empresa, é necessário planejar como atender as necessidades dos clientes, entregando os produtos corretos no momento em que são necessários e dentro das especificações estabelecidas.

90
período de tempo em que deverão estar prontos.
Conceito básico de Planejamento da Produção O Planejamento Mestre de Produção – PMP faz o cálculo das necessidades de produtos finais, indicando : a quantidade e período de tempo em que deverão estar prontos.

91
Conceito básico de Planejamento da Produção
Demanda dependente (quando o produto em questão faz parte – depende – de outro produto) Demanda independente (que não depende de nenhum outro produto), dos pedidos em carteira e do nível de estoque dos produtos.
 Demanda independente (que não depende de nenhum outro produto), dos pedidos em carteira e do nível de estoque dos produtos.")
92
Exemplo prático : Demanda dependente Demanda independente
Conceito básico de Planejamento da Produção Exemplo prático : Demanda dependente Parafuso do farol do veículo Farol Pára-choque Grafite para lapiseira Demanda independente Carro Lapiseira Rádio relógio Caderno escolar

93
Utilizando o Planejamento da Produção e Plano Mestre de Produção

94
Plano Mestre funcionando
Plan. Prog e controle de Prod .. Ed Atlas Hentique Correa

95
Planejamento mestre de Produção
Julho Agosto 1 2 3 4 Demanda prevista 50 60 Demanda confirmada 55 40 10 5 Recebimento programada 100 Estoque projetado - inicial = 5 80 20

96
07satsiverPsadartnE01)lautaodidePoirpórPo(satsiverPsadíaS001odlaS02-) (edadisseceN02ocimônocEetoL05adizudorPresaedaditnauQ05 Note que a quantidade de necessidade inicial era apenas de 20 peças,mas como existe o campo Lote Econômico preenchido, o sistema respeita estaquantidade, tanto para produção, quanto para compra.Esta fórmula do MRP é aplicada para todos os produtos da estrutura, isto é, ocorrea “explosão da estrutura”, onde ao se encontrar a necessidade de fabricação de umProduto Acabado, a produção do mesmo depende da existência de seus componen-tes. Portanto para isso o sistema aplicará a mesma fórmula básica para todos eles,sendo que, chegando a um valor de necessidade de cada um, será gerado umaSolicitação de Compras ou uma Ordem de Produção.Para saber mais informações sobre como Cadastrar Previsão deVendas, veja o tópico Cadastro de Previsões de Vendas neste capítulo. 07satsiverPsadartnE01)lautaodidePoirpórPo(satsiverPsadíaS001odlaS02-) (edadisseceN02ocimônocEetoL05adizudorPresaedaditnauQ05 Note que a quantidade de necessidade inicial era apenas de 20 peças,mas como existe o campo Lote Econômico preenchido, o sistema respeita estaquantidade, tanto para produção, quanto para compra.Esta fórmula do MRP é aplicada para todos os produtos da estrutura, isto é, ocorrea “explosão da estrutura”, onde ao se encontrar a necessidade de fabricação de umProduto Acabado, a produção do mesmo depende da existência de seus componen-tes. Portanto para isso o sistema aplicará a mesma fórmula básica para todos eles,sendo que, chegando a um valor de necessidade de cada um, será gerado umaSolicitação de Compras ou uma Ordem de Produção.Para saber mais informações sobre como Cadastrar Previsão deVendas, veja o tópico Cadastro de Previsões de Vendas neste capítulo. Saldo anterior de estoque (abatendo o de segurança) Entrada prevista (ordem de produção ou de compras em aberto) Saída prevista (empenho, Previsão de vendas , vendas carteira) Saldo Necessidade Ordem de compra ou produção Caso o saldo seja negativo = precisa produzir ou comprar Deve – se considerar o lote mínimo
lautaodidePoirpórPo(satsiverPsadíaS001odlaS02-) (edadisseceN02ocimônocEetoL05adizudorPresaedaditnauQ05. Note que a quantidade de necessidade inicial era apenas de 20 peças,mas como existe o campo Lote Econômico preenchido, o sistema respeita estaquantidade, tanto para produção, quanto para compra.Esta fórmula do MRP é aplicada para todos os produtos da estrutura, isto é, ocorrea explosão da estrutura , onde ao se encontrar a necessidade de fabricação de umProduto Acabado, a produção do mesmo depende da existência de seus componen-tes. Portanto para isso o sistema aplicará a mesma fórmula básica para todos eles,sendo que, chegando a um valor de necessidade de cada um, será gerado umaSolicitação de Compras ou uma Ordem de Produção.Para saber mais informações sobre como Cadastrar Previsão deVendas, veja o tópico Cadastro de Previsões de Vendas neste capítulo. Saldo anterior de estoque (abatendo o de segurança) Entrada prevista (ordem de produção ou de compras em aberto) Saída prevista (empenho, Previsão de vendas , vendas carteira) Saldo. Necessidade. Ordem de compra ou produção. Caso o saldo seja negativo = precisa produzir ou comprar. Deve – se considerar o lote mínimo.")
97
07satsiverPsadartnE01)lautaodidePoirpórPo(satsiverPsadíaS001odlaS02-) (edadisseceN02ocimônocEetoL05adizudorPresaedaditnauQ05 Note que a quantidade de necessidade inicial era apenas de 20 peças,mas como existe o campo Lote Econômico preenchido, o sistema respeita estaquantidade, tanto para produção, quanto para compra.Esta fórmula do MRP é aplicada para todos os produtos da estrutura, isto é, ocorrea “explosão da estrutura”, onde ao se encontrar a necessidade de fabricação de umProduto Acabado, a produção do mesmo depende da existência de seus componen-tes. Portanto para isso o sistema aplicará a mesma fórmula básica para todos eles,sendo que, chegando a um valor de necessidade de cada um, será gerado umaSolicitação de Compras ou uma Ordem de Produção.Para saber mais informações sobre como Cadastrar Previsão deVendas, veja o tópico Cadastro de Previsões de Vendas neste capítulo. 07satsiverPsadartnE01)lautaodidePoirpórPo(satsiverPsadíaS001odlaS02-) (edadisseceN02ocimônocEetoL05adizudorPresaedaditnauQ05 Note que a quantidade de necessidade inicial era apenas de 20 peças,mas como existe o campo Lote Econômico preenchido, o sistema respeita estaquantidade, tanto para produção, quanto para compra.Esta fórmula do MRP é aplicada para todos os produtos da estrutura, isto é, ocorrea “explosão da estrutura”, onde ao se encontrar a necessidade de fabricação de umProduto Acabado, a produção do mesmo depende da existência de seus componen-tes. Portanto para isso o sistema aplicará a mesma fórmula básica para todos eles,sendo que, chegando a um valor de necessidade de cada um, será gerado umaSolicitação de Compras ou uma Ordem de Produção.Para saber mais informações sobre como Cadastrar Previsão deVendas, veja o tópico Cadastro de Previsões de Vendas neste capítulo. Saldo anterior 70 Entrada prevista 10 Saída prevista 100 Saldo ( ) = - 20 Necessidade 20 Lote mínimo 50 Ordem de compra ou produção
lautaodidePoirpórPo(satsiverPsadíaS001odlaS02-) (edadisseceN02ocimônocEetoL05adizudorPresaedaditnauQ05. Note que a quantidade de necessidade inicial era apenas de 20 peças,mas como existe o campo Lote Econômico preenchido, o sistema respeita estaquantidade, tanto para produção, quanto para compra.Esta fórmula do MRP é aplicada para todos os produtos da estrutura, isto é, ocorrea explosão da estrutura , onde ao se encontrar a necessidade de fabricação de umProduto Acabado, a produção do mesmo depende da existência de seus componen-tes. Portanto para isso o sistema aplicará a mesma fórmula básica para todos eles,sendo que, chegando a um valor de necessidade de cada um, será gerado umaSolicitação de Compras ou uma Ordem de Produção.Para saber mais informações sobre como Cadastrar Previsão deVendas, veja o tópico Cadastro de Previsões de Vendas neste capítulo. Saldo anterior. 70. Entrada prevista. 10. Saída prevista Saldo. ( ) = Necessidade. 20. Lote mínimo. 50. Ordem de compra ou produção.")
98
– MRP

99
Sequenciamento da Programação da Produção
Seqüenciamento de ordens de serviços ou tarefas (processos repetitivos e em lotes) Se tivermos diversos trabalhos para o mesmo centro teremos : TP – tempo de processamento do trabalho – é o tempo efetivamente gasto desde que o trabalho começa até o seu termina. É também conhecido como tempo de máquina. TE – tempo de espera – é a soma do tempo desde o inicio do primeiro trabalho até o inicio do próximo trabalho, ou seja é o tempo que o trabalho espera para seu inicio. TT – tempo de termino do trabalho – é a soma do tempo de processamento com o tempo de espera , é o tempo total que o trabalho espera até o termine o processamento. DD – data devida – é a data que o trabalho deveria estar pronto AT – atraso de um trabalho – é a diferente entre o tempo de termino e a data devida , desde que seja maior que a data devida , senão é zero.
 Se tivermos diversos trabalhos para o mesmo centro teremos : TP – tempo de processamento do trabalho – é o tempo efetivamente gasto desde que o trabalho começa até o seu termina. É também conhecido como tempo de máquina. TE – tempo de espera – é a soma do tempo desde o inicio do primeiro trabalho até o inicio do próximo trabalho, ou seja é o tempo que o trabalho espera para seu inicio. TT – tempo de termino do trabalho – é a soma do tempo de processamento com o tempo de espera , é o tempo total que o trabalho espera até o termine o processamento. DD – data devida – é a data que o trabalho deveria estar pronto. AT – atraso de um trabalho – é a diferente entre o tempo de termino e a data devida , desde que seja maior que a data devida , senão é zero.")
100
Sequenciamento da Programação da Produção
Exemplo : Cinco trabalhos foram seqüenciados em um centro de trabalho de acordo com a ordem de chegada : A;B;C;D;E. segue tabela : TRABALHO TEMPO DE PROCESSAMENTO (TP) DATA DEVIDA (DD) A 5 14 B 8 9 C 2 10 D 4 20 E 1 7
 DATA DEVIDA (DD) A B C D E")
101
Sequenciamento da Programação da Produção
Processo de calculo : Primeiro tempo de espera , tempo de termino; atraso do trabalho TRABALHO TEMPO DE PROCESSAMENTO (TP) DATA DEVIDA (DD) Tempo de espera (TE) Tempo de termino (TT) Atraso (AT) A 5 14 B 8 9 13 4 C 2 10 15 D 20 19 E 1 7 Totais 52 72 22 Médias 10,4 14,4 4,4 Seqüenciamento acima é o PEPS – primeiro que entra primeiro que sai.
 DATA DEVIDA (DD) Tempo de espera (TE) Tempo de termino (TT) Atraso (AT) A B C D E Totais Médias. 10,4. 14,4. 4,4. Seqüenciamento acima é o PEPS – primeiro que entra primeiro que sai.")
102
Sequenciamento da Programação da Produção
Diferentes formas de seqüenciamento : n trabalhos, processador único Duas formas de solução : Critério : minimização do tempo médio de termino Dado n trabalhos em um mesmo processador , ordenando de forma crescente de seu tempo de processamento. Objetivo : minimizar o tempo médio de termino entre os trabalhos. Ordenando pelo MTP , teremos : TRABALHO TEMPO DE PROCESSAMENTO (TP) DATA DEVIDA (DD) Tempo de espera (TE) Tempo de termino (TT) Atraso (AT) E 1 7 C 2 10 3 D 4 20 A 5 14 12 B 8 9 11 Totais 23 43 Médias 4,5 8,6 2,2
 DATA DEVIDA (DD) Tempo de espera (TE) Tempo de termino (TT) Atraso (AT) E C D A B Totais Médias. 4,5. 8,6. 2,2.")
103
Sequenciamento da Programação da Produção
Resultado comparado com o PEPS Redução do tempo médio de termino – de 10,4 para 4,5 Somente o trabalho B ficará atrasado . O máximo de atraso 11 dias contra 13 anteriormente.de “E” MTP resultado melhor que o PEPS Critério : Minimizar o atraso Maximo em qualquer trabalho Agora queremos minimizar o DD. TRABALHO TEMPO DE PROCESSAMENTO (TP) DATA DEVIDA (DD) Tempo de espera (TE) Tempo de termino (TT) Atraso (AT) E 1 7 B 8 9 C 2 10 11 A 5 14 16 D 4 20 Totais 37 57 3 Médias 7,4 11,4 0,6
 DATA DEVIDA (DD) Tempo de espera (TE) Tempo de termino (TT) Atraso (AT) E B C A D Totais Médias. 7,4. 11,4. 0,6.")
104
Sequenciamento da Programação da Produção
Quadro resumo para avaliação CRITÉRIO PEPS MTP DD Tempo médio de espera 10,4 4,6 7,4 Não existe o certo ou errado, o MTP e DD são melhores que o PEPS , porém imaginem o atendimento ao publico, supermercado, e sem adotar o PEPS no caixa. B) n trabalhos , dois processadores em série Tempo médio de termino 14,4 8,6 11,4 Atraso máximo 13 11 2 Atraso médio 4,4 2,2 0,6 Nº trabalhos atraso 3 1
 n trabalhos , dois processadores em série. Tempo médio de termino. 14,4. 8,6. 11,4. Atraso máximo Atraso médio. 4,4. 2,2. 0,6. Nº trabalhos atraso")
105
Sequenciamento da Programação da Produção
Regra Johnson Tempo de processamento – verificar o menor tempo entre os 2 processadores, se forem iguais escolher qualquer um deles. Se o menor tempo de processamento for do processador 1 alocar no primeiro local vago, se for no segundo alocar no ultimo lugar vago. Riscar o trabalho seqüenciado e volte a procedimento 1., até terminar com todos. Dados do problema Trabalho Tempo de processamento maq 1 Tempo processamento maq 2 1 8 4 2 3 9 10 6

106
Sequenciamento da Programação da Produção
Utilizando a regra de Johnson : Menor tempo de processamento será: trabalho 3 maquina 2 , portanto ele será o ultimo a ser colocado em máquina. Depois vem será o trabalho 2 , maquina 1 , portanto será o 1º da fila. O próximo é o trabalho 1 na máquina 2 , este será o penúltimo Trabalho 4 , ficará na maquina 1 , após ao trabalho 2 Maquina 1 2 TP = 3 4 TP = 6 1 TP = 8 T3 = 10 Maquina 2 parado 2 TP = 9 4 TP = 9 1 TP = 4 3 TP = 2 O trabalho 3 terá como tempo de termino 29 horas , com uma eficiência de 0,88 , onde : Eficiência = soma dos tempos de processamento / 2 x tempo de termino do ultimo trabalho Portanto : maq 1 = 27 + maq2 (29 – 5 – parada) / 2 x 29 => 51 / 58 = 0,88 de eficiência.
 / 2 x 29 => 51 / 58 = 0,88 de eficiência.")
107
Sequenciamento da Programação da Produção
Se fizéssemos pelo PEPS teríamos : Maquina 1 1 TP = 8 2 TP = 3 3 TP = 10 4 TP = 6 Maquina 2 parado 1 TP = 4 2 TP = 9 3 TP = 2 4 TP = 9 Eficiência = maq1 = 27 + maq 2 (36 -12) / 2 x 36 = 51 / 72 = 0,71 . Utilizando a regra houve a maximização da eficiência..
 / 2 x 36 = 51 / 72 = 0,71 . Utilizando a regra houve a maximização da eficiência..")
108
Sequenciamento da Programação da Produção
O tempo de dos arranjos físicos por produto são vitais para as tomadas de decisões detalhadas de um projeto. O tempo de ciclo é o tempo necessário para que cada da produção seja concluída. O estudo do Tempo de Ciclos foi inicialmente utilizado para avaliar o tempo para fazer o trabalho e qual a produção diária esperada.O método é simples observa-se todo o trabalho, com um cronômetro é anotado a cada etapa o tempo levado deixando o cronômetro correr normalmente, depois este é dividido por , que quando somados formam o tempo de trabalho ou o tempo de ciclo da produção. Normalmente o cronômetro é preso a uma prancheta para anotar as observações sobre cada umas das etapas caracterizando os possíveis defeitos ou interferências na etapa. Após várias medições é possível se dizer o tempo correto de cada etapa. Geralmente o menor tempo de ciclo das etapas se torna parâmetro para as outras etapas, este é um ponto significativo para a produção.Em cada etapa variam-se os tempos sendo às vezes necessário um balanceamento das etapas de produção.

109
Sequenciamento nos processos por projeto
PERT – Program Evaluation and Review Technique e COM – Critical Path Method, são duas tecnicas desenvolvidas na decada de 50 , que auxiliam o PCP em grandes projetos. Essas técnicas permitem : Visão gráfica das atividades que compõe o projeto Estimativa de quanto tempo o projeto consumirá Visão de quais atividades são criticas para atendimento do prazo de conclusão do projeto Visão de quanto de folga dispomos nas atividades não criticas, o qual pode ser negociado no sentido de reduzir a aplicação de recursos, e consequentemente cutos.

110
Sequenciamento da Programação da Produção
Rede Pert 1 6 5 3 10 A 7 F B D E 9 G 4 2 C Diagrama que representa as dependências entre todas as atividades que compõe o projeto. Composto de setas e nós. Setas representam as atividades do projeto que consomem determinado recurso (mão de obra, maquinas, etc). Os nós representam o momento de inicio e fim das atividades que são chamados de eventos. Esses eventos são pontos no tempo que demarcam o projeto e não consomem recursos nem tempo. Eles devem ser numerados da esquerda para direita e de cima para baixo. O nome da atividade aparece em cima e a duração em baixo. A direção da seta indica o sentido de execução da atividade.
. Os nós representam o momento de inicio e fim das atividades que são chamados de eventos. Esses eventos são pontos no tempo que demarcam o projeto e não consomem recursos nem tempo. Eles devem ser numerados da esquerda para direita e de cima para baixo. O nome da atividade aparece em cima e a duração em baixo. A direção da seta indica o sentido de execução da atividade.")
111
Sequenciamento da Programação da Produção
Rede Pert Atividade Dependência Nós Duração A - 1-2 10 B 1-3 6 C 2-4 7 D 3-4 5 E 3-5 9 F C e D 4-6 G 5-6 4 Caminho – a cada ligação que existe entre o nó inicial e o final do projeto No exemplo temos 3 caminhos : Somando o tempo de cada caminho e chegando ao maior teremos ai o caminho critico, onde suas atividades são criticas , qualquer atraso nesse caminho afetará o prazo do projeto diretamente.

112
Sequenciamento da Programação da Produção
Rede Pert Calculo dos tempos da rede Pert / COM Cada nó ou evento de uma rede que representa um projeto , podemos calcular 2 tempos que definirão os limites no tempo que as atividades que partem deste evento. Estes valores são conhecidos como cedo e tarde eles são representados como fração onde o cedo é o numerador e o denominador é o tarde. Cedo é o tempo necessário para que o evento seja atingido. Soma-se o evento inicial mais o valor do seu tempo de execução. Nó 1 = Cedo 1 = 0 , pois é inicio do projeto Nó 2 = Cedo 2 = = 10 (ele provem do evento A Nó 3 = Cedo 3 = = 6 (ele provem do evento B Nó 4 = Cedo 4 = = 17 ou = 11, depende do termino de C ou D. Utiliza-se o maior valor Nó 5 = Cedo 5 = = 15 Nó 6 = Cedo 6 = = 22 ou = 19 , utiliza-se o maior valor 22.

113
Sequenciamento da Programação da Produção
Rede Pert Tarde é a última data de inicio deste evento de modo a não atrasar a conclusão do projeto. É o valor mínimo entre todos os valores de inicio das atividades que partem deste evento, devesse subtrair do tarde do evento aonde esta atividade chega menos o valor do seu tempo de execução. Inicia-se da esquerda para direita ou seja do nó 6 para nó 1 Nó 6 = igual ao cedo = 22 Nó 5 = = 18 Nó 4 = 22 – 5 = 17 Nó 3 = 18 – 9 = 9 ou 17 – 5 = 12 , utiliza-se o menor valor, portanto 9 Nó 2 = 17 – 7 = 10 Nó 1 = 10 – 10 = 0 ou 9 – 6 = 3, utiliza-se o menor valor, portanto 0 Calculo das folgas Cedo tarde Atividade T I F Ft Fl Fd Fi A 10 B 6 9 3 C 7 17 D 5 E 15 18 22 G 4

114
Sequenciamento da Programação da Produção
Explicando o quadro :Tomando como exemplo a atividade “D” Tudo começa com o calculo do PDI – Primeira data de inicio – é a data mais cedo que uma atividade pode iniciar = 6 (cedo) Depois temos o PDT – Primeira data de termino – é a data mais cedo que uma atividade pode ser concluída = = 11 (cedo + t) Temos agora o UDI – Última data de inicio – é a data mais tarde que uma atividade pode ser iniciada sem atrasar a data final de conclusão = 17 – 5 = 12. E por último temos o UDT – Última data de término – é a data mais tarde que uma atividade pode ser concluída = 17 A partir destas datas é possível calcular as folgas de cada atividade, mas para isso é importante termos outro conceito, o tempo disponível ou TD de uma atividade . Ele é o intervalo de tempo entre PDI e UDT da atividade. Para D teremos : 17 – 6 = 11.
 Depois temos o PDT – Primeira data de termino – é a data mais cedo que uma atividade pode ser concluída = = 11 (cedo + t) Temos agora o UDI – Última data de inicio – é a data mais tarde que uma atividade pode ser iniciada sem atrasar a data final de conclusão = 17 – 5 = 12. E por último temos o UDT – Última data de término – é a data mais tarde que uma atividade pode ser concluída = 17. A partir destas datas é possível calcular as folgas de cada atividade, mas para isso é importante termos outro conceito, o tempo disponível ou TD de uma atividade . Ele é o intervalo de tempo entre PDI e UDT da atividade. Para D teremos : 17 – 6 = 11.")
115
Sequenciamento da Programação da Produção
Ft = Folga total = TD – t , é o atraso Maximo que uma atividade pode ter sem alterar a data final de sua conclusão. Fl = Folga livre = (cedo f – cedo i) - t, é o atraso máximo que uma atividade pode ter sem alterar a data estabelecida. Fd = Folga dependente = (tarde f – tarde i) – t, é o período que se dispõe para realização da atividade iniciando no tarde do evento inicial sem ultrapassar o tarde do evento final. Fi = Folga independente = (Cedo f – Tarde i ) – t, é o período que se dispõe para realização da atividade , iniciando-a no tarde do evento inicial e ao ultrapassando o cedo do evento final.
 - t, é o atraso máximo que uma atividade pode ter sem alterar a data estabelecida. Fd = Folga dependente = (tarde f – tarde i) – t, é o período que se dispõe para realização da atividade iniciando no tarde do evento inicial sem ultrapassar o tarde do evento final. Fi = Folga independente = (Cedo f – Tarde i ) – t, é o período que se dispõe para realização da atividade , iniciando-a no tarde do evento inicial e ao ultrapassando o cedo do evento final.")
116
Sequenciamento da Programação da Produção
Cedo tarde Atividade T I F Ft Fl Fd Fi A 10 B 6 9 3 C 7 17 D 5 E 15 18 22 G 4 Calculo FT A = 10 – 0 = 10 – 10 (t) = 0 B = 9 – 0 = (t) = 3 C = 17 – 10 = 7 – 7 (t) = 0 D = 17 – 6 = 11 – 5 (t) = 6 E = = 12 – 9 (t) = 3 F = 22 – 17 = 5 – 5 (t) = 0 G = 22 – 15 = 7 – 4(t) = 3 Caminho Critico => A; C; F
 = 0. B = 9 – 0 = 9 - 6(t) = 3. C = 17 – 10 = 7 – 7 (t) = 0. D = 17 – 6 = 11 – 5 (t) = 6. E = = 12 – 9 (t) = 3. F = 22 – 17 = 5 – 5 (t) = 0. G = 22 – 15 = 7 – 4(t) = 3. Caminho Critico => A; C; F.")
117
PLT – Controle de Produção – capitulo V – página
Acompanhamento e controle de produção O objetivo do controle de produção é fazer o lnk com o planejamento e a execução das atividades. Identificar os devíos e sua magnitude e fornecer subsídios para tomada de decisões corretivas. Quanto mais rápido os problemas forem identificados mais rápido será possível corrigir as distorções e atendimento dos prazos.

118
PLT – Controle de Produção – capitulo V – página
Acompanhamento e controle de produção O Controle de Produção tem as seguintes funções : Coleta e registro de dados sobre o estágio das atividades programadas / Comparação entre o programado e o executado / Identificação dos desvios / Busca de ações corretivas Emissão de novas diretrizes com base nas ações corretivas / Fornecimento de informações produtivas aos demais setores da empresa (MKT, Finanças, Engenharia, RH) Preparação de relatórios de analise de desempenho do sistema produtivo.
 Preparação de relatórios de analise de desempenho do sistema produtivo.")
119
TQC – Controle da qualidade total
Conceito de controle da qualidade total [TQC]: Objetivo principal de uma empresa é satisfação das necessidades das pessoas: consumidores [através qualidade], empregados [através crescimento do ser humano], acionistas [através produtividade, e vizinhos [através contribuição social]. Este pode ser atingido pela prática do Controle da Qualidade Total [Total Quality Control - TQC]. TQC é o controle exercido pôr todas as pessoas para a satisfação das necessidades de todas as pessoas.

120
TQC – Controle da qualidade total
Conceito do TQC é formado de seguintes tópicos Orientação pelo cliente. Produzir e fornecer serviços e produtos que sejam definitivamente requisitados pelo consumidor. Qualidade em primeiro lugar. Conseguir a sobrevivência através do lucro continuo pelo domínio da qualidade. Ações orientada por prioridades. Identificar o problema mais critico e soluciona-lo pelo mais alta prioridade. Ação orientada por fatos dados . Falar, racionar e decidir com dados e com base em fatos. Controle de processos. Uma empresa não pode ser contratada por resultados, mas durante o processo. O resultado final é tardio para se tomar ações corretivas. Controle da dispersão. Observar cuidadosamente a dispersão dos dados e isolar a causa fundamental da dispersão.

121
TQC – Controle da qualidade total
O cliente. Ele é um rei ou uma rainha com quem não se deve discutir mas satisfazer os desejos que razoáveis. Não deixe passar produto / serviço defeituoso. Ação de bloqueio . Não permita o mesmo engano ou erro. Não tropece na mesma pedra. Tome ação preventiva para que o mesmo problema não ocorra outra vez pela mesma causa. Respeito pelo empregado como ser humano. Respeitar os empregados como seres humanos independentes (padronizar tarefa individual; educar e treinar, delegar tarefas, usar sua criatividade, fornecer programa de desenvolvimento pessoal, etc) Comprometimento com a alta direção. Missão , visão estratégica, valores.
 Comprometimento com a alta direção. Missão , visão estratégica, valores.")
122
TQC – Controle da qualidade total
Ciclo de Deming ou Ciclo PDCA Todo gerenciamento do processo consta em estabelecer a manutenção nas melhorias dos padrões montados na organização, que servem como referências para o seu gerenciamento. Introduzir o gerenciamento do processo significa implementar o gerenciamento repetitivo via PDCA. O ciclo PDCA é um método que visa controlar e conseguir resultados eficazes e confiáveis nas atividades de uma organização. É um eficiente modo de apresentar uma melhoria no processo. Padroniza as informações do controle da qualidade, evita erros lógicos nas análises, e torna as informações mais fáceis de se entender. Pode também ser usado para facilitar a transição para o estilo de administração direcionada para melhoria contínua. TQC – Controle da qualidade total

123
TQC – Controle da qualidade total
Este ciclo está composto em quatro fases básicas: Planejar, Executar, Verificar e Atuar corretivamente. Segundo Campos (1992:29), é implementada em seis etapas.
, é implementada em seis etapas.")
124
TQC – Controle da qualidade total
Passo 1. TRAÇAR UM PLANO (PLAN) – Este passo é estabelecido com bases nas diretrizes da empresa. Quando traçamos um plano, temos três pontos importantes para considerar: a- Estabelecer os objetivos, sobre os itens de controles b- Estabelecer o caminho para atingi-los. c- Decidir quais os métodos a serem usados para conseguí-los. Após definidas estas metas e os objetivos, deve-se estabelecer uma metodologia adequada para atingir os resultados Passo 2. EXECUTAR O PLANO (DO) – Neste passo pode ser abordado em três pontos importantes: a- Treinar no trabalho o método a ser empregado. b- Executar o método. c- Coletar os dados para verificação do processo. Neste passo devem ser executadas as tarefas exatamente como estão previstas nos planos.
 – Este passo é estabelecido com bases nas diretrizes da empresa. Quando traçamos um plano, temos três pontos importantes para considerar: a- Estabelecer os objetivos, sobre os itens de controles. b- Estabelecer o caminho para atingi-los. c- Decidir quais os métodos a serem usados para conseguí-los. Após definidas estas metas e os objetivos, deve-se estabelecer uma metodologia adequada para atingir os resultados. Passo 2. EXECUTAR O PLANO (DO) – Neste passo pode ser abordado em três pontos importantes: a- Treinar no trabalho o método a ser empregado. b- Executar o método. c- Coletar os dados para verificação do processo. Neste passo devem ser executadas as tarefas exatamente como estão previstas nos planos.")
125
TQC – Controle da qualidade total
Passo 3. VERIFICAR OS RESULTADOS (CHECK) – Neste passo, verificamos o processo e avaliamos os resultados obtidos: a- Verificar se o trabalho está sendo realizado de acordo com o padrão. b- Verificar se os valores medidos variaram, e comparar os resultados com o padrão. c- Verificar se os itens de controle correspondem com os valores dos objetivos. Passo 4. FAZER AÇÕES CORRETIVAMENTE (ACT) – Tomar ações baseadas nos resultados apresentados no passo 3. a- Se o trabalho desviar do padrão, tomar ações para corrigir estes. b- Se um resultado estiver fora do padrão, investigar as causas e tomar ações para prevenir e corrigi-lo. c- Melhorar o sistema de trabalho e o método
 – Neste passo, verificamos o processo e avaliamos os resultados obtidos: a- Verificar se o trabalho está sendo realizado de acordo com o padrão. b- Verificar se os valores medidos variaram, e comparar os resultados com o padrão. c- Verificar se os itens de controle correspondem com os valores dos objetivos. Passo 4. FAZER AÇÕES CORRETIVAMENTE (ACT) – Tomar ações baseadas nos resultados apresentados no passo 3. a- Se o trabalho desviar do padrão, tomar ações para corrigir estes. b- Se um resultado estiver fora do padrão, investigar as causas e tomar ações para prevenir e corrigi-lo. c- Melhorar o sistema de trabalho e o método.")
126
TQC – Controle da qualidade total
O Diagrama de Ishikawa - de Causa e Efeito ou Espinha de Peixe O Diagrama de Ishikawa também conhecido como Diagrama de Causa e Efeito ou Espinha de Peixe permite estruturar hierarquicamente as causas de determinado problema ou oportunidade de melhoria. Pode ser utilizado também com outros propósitos, além do apresentado, por permitir estruturar qualquer sistema que resulte em uma resposta (uni ou multivariada) de forma gráfica e sintética. As causas de um problema podem ser agrupadas, a partir do conceito dos 6M, como decorrentes de falhas em: materiais, métodos, mão-de-obra, máquinas, meio ambiente, medidas.
 de forma gráfica e sintética. As causas de um problema podem ser agrupadas, a partir do conceito dos 6M, como decorrentes de falhas em: materiais, métodos, mão-de-obra, máquinas, meio ambiente, medidas.")
127
TQC – Controle da qualidade total
Mão de obra: Toda causa que envolve uma atitude do colaborador (ex: Procedimento Inadequado, Pressa, Imprudência, Ato Inseguro, etc.) Material: Toda causa que envolve o material que estava sendo trabalho. Método: Toda causa envolvendo o método que estava sendo executado o trabalho. Máquina: Toda causa envolvendo á máquina que estava sendo operada. Medida: Toda causa que envolve uma medida tomada anteriormente para modificar processo, etc. Meio Ambiente: Toda causa que envolve o meio ambiente em si (poluição, calor, poeira, etc.) e o ambiente de trabalho (Lay Out, falta de espaço, dimensionamento inadequado dos equipamentos, etc.)
 Material: Toda causa que envolve o material que estava sendo trabalho. Método: Toda causa envolvendo o método que estava sendo executado o trabalho. Máquina: Toda causa envolvendo á máquina que estava sendo operada. Medida: Toda causa que envolve uma medida tomada anteriormente para modificar processo, etc. Meio Ambiente: Toda causa que envolve o meio ambiente em si (poluição, calor, poeira, etc.) e o ambiente de trabalho (Lay Out, falta de espaço, dimensionamento inadequado dos equipamentos, etc.)")
128
TQC – Controle da qualidade total
O QUE (Tarefas) Quem Onde Porque Como Quando 1 Ação a ser tomada Responsável pela ação Local onde a ação será tomada O porque da ação Como será tomada a ação Prazo para execução da ação 2 3
 Quem. Onde. Porque. Como. Quando. 1. Ação a ser tomada. Responsável pela ação. Local onde a ação será tomada. O porque da ação. Como será tomada a ação. Prazo para execução da ação")
129
TQC – Controle da qualidade total

130
TQC – Controle da qualidade total

131
TQC – Controle da qualidade total

132
TQC – Controle da qualidade total

133
TQC – Controle da qualidade total

134
TQC – Controle da qualidade total

135
TQC – Controle da qualidade total

136
TQC – Controle da qualidade total

137
TQC – Controle da qualidade total

138
TQC – Controle da qualidade total

139
TQC – Controle da qualidade total

140
TQC – Controle da qualidade total
Lembrando no acompanhamento de produção e controle de produção, o PCP incorpora a função de verificar como está o desempenho ou a qualidade do atendimento do programa de produção projetado para o período, sendo este então o “processo” a ser acompanhado e avaliado. Desta forma os itens de controle ou medidas de desempenho devem estar relacionados com : custo qualidade entrega de serviços do programa de produção em curso.

141
Funções básicas dos estoques :
PLT – Controle de estoque, capitulo VI , página 115 Administração de estoques Funções básicas dos estoques : Garantir a disponibilidade de insumos para a produção Atuar como amortecedor durante o período de ressuprimento Reduzir o custo do transporte, pela aquisição de maiores lotes Dispor de produtos acabados para entrega a clientes

142
Administração de estoques
Estoques imobilizam capital, alteram significativamente a rentabilidade. Gestão eficaz de estoque traz grandes reduções nos seus níveis. Uma visão integrada da cadeia de suprimentos, o just in time pode ajudar nessa integração. Insumos na hora e local necessário

143
Administração de estoques
As empresas trabalham com estoques de diferentes tipos que necessitam ser administrados, uma ferramenta importante é a curva ABC de Pareto.

144
Administração de estoques
Curva de Pareto ou Curva ABC Pareto foi seu criado no final do sec XIX. A curva ABC é utilizada para ordenar os itens de estoque conforme sua importância relativa. Seguindo os seguintes passos : 1 2 3 4 5 Item Consumo anual Custo unitário Custo total Ordem A 3.000 UNID R$ 50,00 R$ ,00 6ª B 5.000 UNID R$ 100,00 R$ ,00 3ª C 4.000 UNID R$ ,00 4ª D 200 UNID R$ ,00 10ª E R$ 200,00 R$ ,00 1ª F 300 UNID R$ ,00 9ª G 250 UNID R$ 300,00 R$ ,00 8ª H 6.000 UNID R$ 30,00 R$ ,00 5ª I 100 UNID R$ 1.000,00 R$ ,00 7ª J 8.000 UNID R$ 80,00 R$ ,00 2ª

145
Administração de estoque
1 2 3 4 5 Item Consumo anual Custo unitário Custo total Ordem A 3.000 UNID R$ 50,00 R$ ,00 6ª Multiplica-se o valor unitário (coluna 3) de cada item por sua demanda (coluna 2) Indica o valor na coluna 4 (custo total) em seguida se classifica do maior para o menor (coluna 5). 1 2 3 4 5 6 ordem Item Custo total Custo acumulado % aprox. % acumulado 1 ª A R$ ,00 34,2 2 ª B R$ ,00 R$ ,00 21,9 56,1 3 ª C R$ ,00 R$ ,00 17,1 73,2 4 ª D R$ ,00 R$ ,00 6,8 80 5 ª E R$ ,00 R$ ,00 6,2 86,2 6 ª F R$ ,00 R$ ,00 5,1 91,3 7 ª G R$ ,00 R$ ,00 3,4 94,7 8 ª H R$ ,00 R$ ,00 2,6 97,3 9 ª I R$ ,00 R$ ,00 2,0 99,3 10 ª J R$ ,00 R$ ,00 0,7 100
 de cada item por sua demanda (coluna 2) Indica o valor na coluna 4 (custo total) em seguida se classifica do maior para o menor (coluna 5) ordem. Item. Custo total. Custo acumulado. % aprox. % acumulado. 1 ª. A. R$ ,00. 34,2. 2 ª. B. R$ ,00. R$ ,00. 21,9. 56,1. 3 ª. C. R$ ,00. R$ ,00. 17,1. 73,2. 4 ª. D. R$ ,00. R$ ,00. 6, ª. E. R$ ,00. R$ ,00. 6,2. 86,2. 6 ª. F. R$ ,00. R$ ,00. 5,1. 91,3. 7 ª. G. R$ ,00. R$ ,00. 3,4. 94,7. 8 ª. H. R$ ,00. R$ ,00. 2,6. 97,3. 9 ª. I. R$ ,00. R$ ,00. 2,0. 99,3. 10 ª. J. R$ ,00. R$ ,00. 0,")
146
Administração de estoque
Curva de Pareto ou Curva ABC 1 2 3 4 5 6 ordem Item Custo total Custo acumulado % aprox. % acumulado 1 ª A R$ ,00 34,2 2 ª B R$ ,00 R$ ,00 21,9 56,1 Ordenar do maior para o menor custo total (coluna 3) Acumular o custo total (coluna 4) Tirar percentual de participação (coluna 5) Acumular os percentuais (coluna 6) Definir as classes ABC – pode ser por bom senso ou como segue : Classe Nº de itens Valor A 15 % 70 % B 30 % 20 % C 55 % 10 %
 Acumular o custo total (coluna 4) Tirar percentual de participação (coluna 5) Acumular os percentuais (coluna 6) Definir as classes ABC – pode ser por bom senso ou como segue : Classe. Nº de itens. Valor. A. 15 % 70 % B. 30 % 20 % C. 55 % 10 %")
147
Administração de estoques
Curva de Pareto ou Curva ABC Definir as classes ABC – pode ser por bom senso ou como segue : Classe Nº de itens Valor A 15 % 70 % B 30 % 20 % C 55 % 10 % Itens A – Merecem maior atenção , menores estoques e maior acompanhamento. Itens B – Podem sofre uma atenção menor , observando os lotes econômicos ou pontos de reposição médio Itens C – Podem ser tratados de forma mais automático , com estoque de reserva com maior segurança.

148
Armazenagem – curva ABC
% do custo total acumulado 100 C 50 B A 20 20 50 100 % do total de itens disponíveis

149
Administração de estoque
Tamanho do lote de reposição CD = D x C CD = Custo direto do período D = Demanda do item para o período C = Custo unitário de compra ou fabricação do item CP = N x A => Onde = N = D / Q Portanto : CP = D x A Q CP = Custo de preparação do período N = Número de pedidos de compra ou fabricação durante o periodo A = Custo unitário de preparação Q = tamanho do lote de reposi;áo CM = Qm x C x I CM = custo de manutenção de estoques do período Qm = Estoque médio durante o per[iodo I = Taxa de encargos financeiros sobre os estoques CT = CD + CP + CM CT = DxC + D x A + Qm x C x I

150
Administração de estoque
Tamanho do lote de reposição Um comerciante trabalha com máquinas fotográficas compradas em Manaus a um custo de $ 50,00 cada e vendida aqui. Em cada viagem a Manaus gasta $ 1300, independente da quantidade trazida. A demanda anual pelas máquinas é de 600 unidades e sobre o capital empatado para taxa de 78 % ao ano. Quantas viagens ele deve fazer por ano e qual o tamanho do lote a ser comprado em cada viagem ? CT = DxC D x A + Qm x C x I Q CT = 600 x /600 x x 50 x 0,78 = R$ Lembrando ? D/Q = Quando ele compra 1 vez no ano compra 600 e o Qm = estoque médio será de 600 / 2 = 300

151
Administração de estoque
Tamanho do lote de reposição Se assumirmos 4 viagens , poderá ser outras : VIAGENS LOTES CD CP CM CT 1 600 30000 1300 11700 43000 2 300 2600 5850 38450 3 200 3900 37800 4 150 5200 2925 38125 O número de viagens que minimiza os custo total é de três viagens ao ano, equivalente a um lote de 200 unidades por viagem. Esse é o lote econômico.

152
Administração de estoque
Lote econômico básico CT = DxC + D x A + Q x C x I Q Onde : Q = 2 x D x C x I C x I N = D x C x I 2 x A Dados anteriores teremos : Q = 2 x 600 x 1300 50 x 0,78 Q = 200 unidades por reposição N = 600 x 50 x 0,78 2 x 1300 N = 3 reposições por ano Portanto o Custo Total CT = 600 x / 200 x /2 x 50 x 078 = ,00

153
Administração de estoque
Lote econômico com entrega parcelada CT = DxC + D x A + (1- d)x Q x C x I Q m 2 Onde : Q = 2 x D x a C x I x (1 – d / m) N = D x C x I x (1 – d /m) 2 x A Dados anteriores , incluindo m como sendo 4 unidades por dia e 300 dias úteis : Q = 2 x 600 x 1300 50 x 0,78 x (1 – 2 / 4) onde d = 600 unid / 300 = 2 unidades por dia Q = 283 unidades por reposição N = 600 x 50 x 0,78 x (1 – 2/4) 2 x 1300 N = 2,12 reposições por ano Portanto o Custo Total CT = 600 x / 283 x (1- 2/4) x 283/2 x 50 x 078 = ,00
x Q x C x I. Q m 2. Onde : Q = 2 x D x a. C x I x (1 – d / m) N = D x C x I x (1 – d /m) 2 x A. Dados anteriores , incluindo m como sendo 4 unidades por dia e 300 dias úteis : Q = 2 x 600 x x 0,78 x (1 – 2 / 4) onde d = 600 unid / 300 = 2 unidades por dia. Q = 283 unidades por reposição. N = 600 x 50 x 0,78 x (1 – 2/4) 2 x N = 2,12 reposições por ano. Portanto o Custo Total. CT = 600 x / 283 x (1- 2/4) x 283/2 x 50 x 078 = ,00.")
154
Administração de estoque
Controle de estoque por ponto de pedido Estabelecer uma quantidade de itens em estoque , que quando atingida , dá partida ao processo de reposição do item em uma quantidade pré estabelecida PP = d x t + Qs PP = ponto de pedido d = demanda por unidade de tempo t = tempo de ressuprimento Qs = estoque de segurança Quantidade Q max Q d PP Qs = Qmin t Tempo

155
Administração de estoque
Controle de estoque por ponto de pedido Supondo que um item tenha demanda anual de 1200 unidades, um custo de preparação do pedido de $ 200,00, uma taxa de encargos financeiros sobre os estoques de 50 % ao ano e um custo unitário de $ 10,00. Supondo que o estoque de segurança seja de 80 unidades e um tempo de ressuprimento de 15 dias. Supondo um ano com 300 dias úteis a reposição se dado através de lotes econômicos. Monte um modelo de controle por ponto de pedido. d = 1200 / 300 = 4 unidades por dia PP = d x t + Qs PP = 4 x = 140 unidades Q = 2 x D x A / C x I Q = 2 x 1200 x 200 / 10 x 0,50 = 310 unidades Q max = 310 unidades Q min = 80 unidades

Apresentações semelhantes



.>")
















