Carregar apresentação
A apresentação está carregando. Por favor, espere

1
FERRAMENTAS DA QUALIDADE

2
Ferramentas da Qualidade
Para que servem as “Ferramentas”? Ferramentas não resolvem problemas nem melhoram situações – quem faz isso são as PESSOAS.

3
Ferramentas da Qualidade
Ferramentas servem para: Auxiliar; Apoiar; Respaldar; Embasar; PESSOAS NAS TOMADAS DE DECISÕES

4
Ferramentas da Qualidade
Objetivos das Ferramentas da Qualidade: Municiar os participantes dos processos com ferramentas: Simples; Fortes; Fácil entendimento e aplicação;

5
As sete ferramentas da qualidade
“Noventa e cinco por cento dos problemas relacionados à qualidade podem ser resolvidos com o uso de sete ferramentas quantitativas básicas” (Kaoru Ishikawa)
")
6
As sete ferramentas da qualidade
Diagramas de Processo Análise de Pareto Diagrama de Causa e Efeito (Ishikawa / Espinha de Peixe) Diagrama de Correlação (ou de Dispersão) Histogramas Cartas de Controle de Processos Folhas de Verificação
 Diagrama de Correlação (ou de Dispersão) Histogramas. Cartas de Controle de Processos. Folhas de Verificação.")
7
Diagramas de Processo Também chamado de Fluxograma de Processo
Utilizado para representar a sequência (Fluxo) dos processos por meio de símbolos gráficos;
 dos processos por meio de símbolos gráficos;")
8
Diagramas de Processo Objetivos do Fluxograma:
Garantir a qualidade (padronização) Aumentar a produtividade Melhorar a compreensão do trabalho Reduzir desperdícios
 Aumentar a produtividade. Melhorar a compreensão do trabalho. Reduzir desperdícios.")
9
Diagramas de Processo Requisitos Básicos dos Diagramas de Processo:
Clareza: Promove a participação das pessoas e facilita a análise do diagrama. Diagramas longos deverão ser separados em partes, dividindo por responsabilidades ou hierarquias, em que processos grandes são mostrados em grandes blocos e depois detalhados em subprocessos;

10
Diagramas de Processo - Fidelidade: Todas as alterações de processo deverão ser documentadas nos diagramas para garantir que estes reflitam sempre a realidade dos processos tal como sejam executados

11
Elaboração de um Fluxograma
Diagrama de Processo Elaboração de um Fluxograma O Fluxograma é desenhado utilizando-se diversos símbolos padronizados:

12
Símbolos do Fluxograma
Indica Início ou Fim de um Processo Indica cada Atividade que precisa ser executada Indica um ponto de tomada de decisão (Testa-se uma afirmação. Se verdadeira, o processo segue por um caminho, se falsa, por outro)
")
13
Símbolos do Fluxograma
Indica a direção do fluxo de um ponto ou atividade para outro. Indica os documentos utilizados no processo Indica espera. No interior do símbolo é apresentado o tempo aproximado de espera

14
Símbolos do Fluxograma
Indica que o fluxograma continua a partir deste ponto em outro círculo com a mesma letra ou número, que aparece em seu interior

15
Elaboração do Fluxograma
Normalmente o Fluxograma é elaborado à partir de entrevistas e reuniões entre os envolvidos no processo; O exemplo a seguir foi elaborado baseado no simples processo de retirada de pedidos por um caixa de um restaurante como o Tropical Banana e outras dezenas de restaurantes que funcionam com processos semelhantes;

16
Exemplo de Fluxograma de Processo

17
Exercício de Fluxograma de Processo
Verifique uma operação cotidiana, mapeando esta operação em um fluxograma e verificando melhorias nos processos apresentados.

18
Exercício para montagem de Fluxograma
Cachorro dá entrada no pet shop; Recepcionista da pet shop verifica quais serviços a serem executados; Se tosa e banho, segue o processo 3 em diante, caso apenas banho, segue para o processo 4; Cachorro é levado para a tosa Cachorro é levado para o banho; Após banho, cachorro é encaminhado para secagem; Cachorro é encaminhado para antipulga e colocação de coleira e adereços; Cachorro é encaminhado ao canil; Devolução ao dono.

19
Folha de Verificação Também chamado de Check-List;
Ferramenta mais simples e direta entre todas as apresentadas; Apresenta uma maneira de se apresentar os dados em forma de um quadro ou tabela;

20
Folha de Verificação A Folha de Verificação permite, entre outras coisas: Analisarmos a frequência de produção ou venda de determinado produto; Analisarmos a frequência com que determinado processo é executado; Apresentarmos uma lista de itens a serem verificados durante a execução de um procedimento;

21
A Importância da Folha de Verificação
Como já estudamos, os fatos e dados são o que nos permitem tomarmos decisões baseadas na realidade daquilo que ocorre na linha de produção e nos processos, nos permitem analisarmos se os padrões pré-definidos estão sendo corretamente executados. A folha de verificação permite a correta apresentação desses fatos e dados:

22
Exemplos de Folhas de Verificação
Itens Produzidos:

23
Exemplos de Folhas de Verificação
Conclusões a serem extraídas da folha de verificação apresentada: Redução na produção dos biscoitos tipo Wafer; Aumento na produção de biscoitos recheados;

24
Exemplos de Folhas de Verificação
Frequência de Processo:

25
Exemplos de Folhas de Verificação
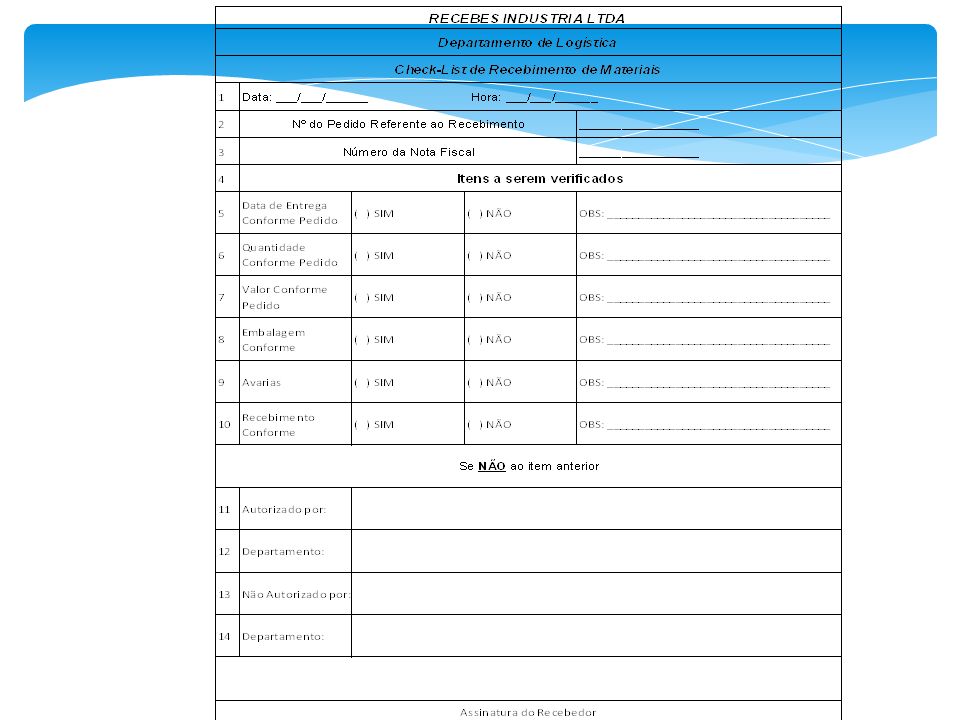
Verificação de Itens (Check-List):
:")
27
Cartas de Controle de Processos
Criadas por Walter Shewhart – Década de 20, e difundidas por Demming nas décadas de 50 e 60; Auxiliam principalmente a verificarmos se determinado padrão estabelecido está sendo atendido, dentro de uma margem máxima de variação permitida – Mais uma vez, encontramos o estabelecimento de padrão para controle de um processo;

28
Cartas de Controle de Processos
Objetivo: Manter o controle de um processo através do acompanhamento de uma ou várias medidas importantes, resultantes desse processo; Exemplos: Diâmetro torneado; Tempo de atendimento; Total de vendas diárias em uma região; Temperatura...

29
Exemplo de Carta de Controle de Processos
Considere que um pacote de biscoite de maisena deva pesar entre 198 e 202 gramas, com alguma tolerância para valores ligeiramente fora desta faixa. Porém, nenhum pacote deve ter peso superior a 204 gramas e nem inferior a 196 gramas. Durante todo o dia são pesados alguns pacotes de hora em hora. Os pesos obtidos são apresentados em um gráfico de controle:

30
Exemplo de Carta de Controle de Processos
LSC: Limite Superior de Controle = 204 gramas LSE: Limite Superior de Especificação = 202 g Média: 200 g LIE: Limite Inferior de Especificação: 198 g LIC: Limite Inferior de Controle: 196 g

31
Exemplo de Carta de Controle de Processos

32
Exemplo de Carta de Controle de Processos
O gráfico de controle estatístico de processo serve para indicar se um processo está dentro dos limites de controle determinados. Estar sob controle não significa, necessariamente, que o produto atende às especificações, significa apenas que o processo é consistente. Ele pode ser consistentemente ruim como é o caso do exemplo acima, em que os itens amostrados não atenderam às especificações em 25% dos casos (3 situações das 12 avaliadas)
")
33
Diagrama de Dispersão ou Correlação
São utilizados para explorar possíveis relações entre os problemas e o tempo (Correlação Temporal) ou entre problemas e suas possíveis causas; É uma representação gráfica de valores simultâneos de duas variáveis relacionadas ao mesmo processo. O que ocorre com uma variável quando a outra se altera;
 ou entre problemas e suas possíveis causas; É uma representação gráfica de valores simultâneos de duas variáveis relacionadas ao mesmo processo. O que ocorre com uma variável quando a outra se altera;")
34
Diagrama de Dispersão ou Correlação
Objetivo: Utilizar racionalmente os dados muitas vezes existentes, e transformá-los em informações úteis ao direcionamento das análises de problemas; Transformação de dados em informações;

35
Exemplo de Diagrama de Correlação
Os diagramas de correlação temporal, como início e final de mês, turnos de trabalho, início e final da semana, etc. Esses gráficos, podem não conter elementos estatísticos sofisticados, mas são capazes de nos municiar com dados muito importantes, por exemplo:

36
Exemplo de Diagrama de Correlação
O gráfico a seguir nos mostra uma correlação temporal dos percentuais de itens defeituosos a cada duas horas, em três dias consecutivos na seção de pinturas do fornecedor. O gráfico mostra uma tendência de percentuais maiores nos períodos entre 14:00 e 20:00 horas;

37
Exemplo de Diagrama de Correlação

38
Exemplo de Diagrama de Correlação
Cuidados ao analisar o gráfico: Pela observação do gráfico, pode-se cogitar a questão da capacitação dos funcionários do primeiro e segundo turnos, mas não podemos concluir tal causa; Outros fatores, indiretamente correlacionados ao tempo podem estar afetando no percentual de defeitos, para isso temos os gráficos de correlação causal:

39
Exemplo de Diagrama de Correlação
O primeiro gráfico nos mostra a relação entre defeitos e anos de experiência dos funcionários (capacitação na função);
;")
40
Exemplo de Diagrama de Correlação
O segundo gráfico nos mostra a relação entre defeitos e temperatura da estufa de secagem (que tem uma tendência de subir durante o dia);
;")
41
Exemplo de Diagrama de Correlação
Podemos concluir que a relação entre o número de defeitos e a temperatura é muito mais coerente que a relação entre capacidade de empregados e defeitos.

42
Histograma Servem para mostrar a frequência com que determinado evento acontece; Nos permite simplificar a comparação da frequência de ocorrência;

43
Tabela - Tempos de Atendimentos
Exemplo de Histograma Conjunto de resultados obtidos para o tempo gasto em cada atendimento realizado por um caixa de uma agência bancária num período de seis horas: Tabela - Tempos de Atendimentos 6,66 7,09 6,98 6,63 5,60 4,92 10,85 3,58 5,78 6,54 3,07 6,33 6,25 7,06 6,16 3,54 8,06 6,36 8,95 2,89 8,52 4,75 4,51 7,43 7,33 5,31 3,56 9,99 5,61 4,53 3,32 7,39 5,23 3,50 5,72 4,84 4,94 2,34 6,04 2,14 7,20 7,24 4,81 8,48 4,31 5,99 10,42 4,49 5,90 0,70 2,83 9,92 9,42 10,67 5,97 6,79 6,59 4,39 7,80

44
Exemplo de Histograma A determinação da quantidade de classes não possuí uma regra determinada, porém seu número de faixas não deve ser muito grande, evitando dispersar demais resultados aproximados e nem muito pequeno, tornando o histograma pouco eficaz; - No caso apresentado, utilizaremos 6 classes.

45
Exemplo de Histograma A amplitude é obtida através da subtração entre o maior e o menor valor obtidos, no caso apresentado: R = Menor valor – Maior valor R = 0,70 – 10,85 = 10,15

46
Exemplo de Histograma H = R / K, onde:
Os intervalos de classes são obtidos pela divisão entre a amplitude dos dados e a quantidade de intervalos de classes: H = R / K, onde: H = intervalo de classes R = Amplitude K = Número de classes Logo: H = 10,15 / 6 = 1,70 (arredondando para o número inteiro superior mais próximo = 2)
")
47
Exemplo de Histograma A tabela abaixo nos auxiliam para a contagem das frequências para cada intervalo de classe: Quantidades Butas Intervalo de Classe Frequência 0 a 2 minutos 1 2 a 4 minutos 10 4 a 6 minutos 20 6 a 8 minutos 19 8 a 10 minutos 7 10 a 12 minutos 3

48
Quantidades Percentual
A tabela abaixo nos permite verificar o percentual de atendimentos nos intervalos determinados, permitindo assim que ações corretivas e de melhoria sejam tomadas: Quantidades Percentual Intervalo de Classe Frequência % 0 a 2 minutos 1 1,67 2 a 4 minutos 10 16,67 4 a 6 minutos 20 33,33 6 a 8 minutos 19 31,67 8 a 10 minutos 7 11,67 10 a 12 minutos 3 5,00 Total 60 100

49
Diagrama de Causa-Efeito
Também chamado de: Diagrama Espinha de Peixe; ou Diagrama de Ishikawa Desenvolvido pelo Engenheiro Kaoru Ishikawa, um dos gurus da qualidade; Método particularmente efetivo de ajudar a pesquisar as raízes de um problema.

50
Diagrama de Causa-Efeito
Objetivo: Ferramentas sistemáticas voltadas para: Identificar; Explorar; e Apresentar possíveis causas de uma situação ou problema específico.

51
Diagrama de Causa-Efeito
Possibilita o levantamento das possíveis causas, estruturando o Brainstorming: Sessões de geração de ideias em grupo = Brainstorming O processo se dá formulando as mesmas questões para buscar as raízes dos problemas: O que; Onde; Como; e Por quê. Mas desta vez acrescentando respostas possíveis de forma explícita;

52
Diagrama de Causa-Efeito
Mas desta vez acrescentando respostas possíveis de forma explícita; Também podem ser usados para identificar áreas onde são necessários mais dados;

53
Diagrama de Causa-Efeito
A forma clássica do Diagrama de Ishikawa envolve identificar possíveis causas sob a classificação de: Maquinário;(Estrutura) Força de Trabalho; (Mão de Obra) Materiais; (Matéria-Prima) Métodos;
 Força de Trabalho; (Mão de Obra) Materiais; (Matéria-Prima) Métodos;")
54
Diagrama de Causa-Efeito
Nas organizações de Manufatura, as causas estão, normalmente, diretamente ligadas a seis áreas, conhecidas como “6 M”: Mão de Obra; Materiais; Máquinas; Medidas; Meio ambiente; e Métodos

55
Diagrama de Causa-Efeito
Na prática, qualquer categorização que cubra as possíveis causas relevantes pode ser usada;

56
Exemplo O grupo de melhoramentos da empresa Holmer S.A. estava trabalhando em uma área particular que experimentava um problema. Sempre que os engenheiros de serviços eram designados ara resolver externamente um problema para um consumidor, levavam consigo peças sobressalentes e equipamentos que achavam que seriam necessários para a reparação. Apesar de não poderem estar exatamente certos de quais equipamentos e materiais iriam necessitar para um trabalho, podiam avaliar quais, provavelmente, seriam necessários e levavam uma gama de sobressalentes e equipamentos que cobririam a maior parte das eventualidades.

57
Muito frequentemente, no entanto, os engenheiros descobriam que precisavam de uma peça sobressalente ou peça de equipamento que não haviam trazido com eles. O diagrama de causa-efeito para esse problema particular, como desenhado pelo grupo é:

58
Listar Possíveis Problemas
Áreas Máquinas Pessoal (Mão de Obra) Métodos Materiais Problemas Falha de Equipamento Telefonista toma informações insuficientes Kit errado Sobressalente defeituosos Sistema modificado pelo consumidor Engenheiro não checou folha da chamada Item errado Adaptadores errados Engenheiro não checou ficha do cliente História incorreta do consumidor
 Métodos. Materiais. Problemas. Falha de Equipamento. Telefonista toma informações insuficientes. Kit errado. Sobressalente defeituosos. Sistema modificado pelo consumidor. Engenheiro não checou folha da chamada. Item errado. Adaptadores errados. Engenheiro não checou ficha do cliente. História incorreta do consumidor.")
59
Informações insuficientes
Máquinas Mão-de-obra Falha de Equipamento Telefonista toma Informações insuficientes Engenheiro não checou ficha do cliente Sistema modificado pelo consumidor Engenheiro não checou Folha da chamada Retorno Não Programado Sobressalentes defeituosos Item errado História incorreta Do consumidor Adaptadores errados Kit errado Materiais Métodos

60
Exemplo A Pizzaria ADM é uma pequena empresa que produz e entrega pizzas a domicílio. Recentemente, os clientes têm reclamado da demora para a entrega das pizzas. A Pizzaria ADM, levantou o número de reclamações, estratificou estes dados por dia da semana e descobriu que os atrasos ocorrem principalmente aos sábados. Com isto, o gerente geral reuniu todos os funcionários e, em uma reunião de brainstorming, elaborou o diagrama de causa e efeito ilustrado a seguir:

61
Listar Possíveis Problemas
Áreas Máquinas Pessoal (Mão de Obra) Métodos Materiais Problemas Carros / Motos não funcionam Motorista erra endereço Expedição insatisfatória Faltam ingredientes Fornos não funcionam Funcionários Faltam Tratamento incorreto de grandes pedidos
 Métodos. Materiais. Problemas. Carros / Motos não funcionam. Motorista erra endereço. Expedição insatisfatória. Faltam ingredientes. Fornos não funcionam. Funcionários Faltam. Tratamento incorreto de grandes pedidos.")
62
Máquinas Pessoal Pizza demora a ser entregue aos sábados Métodos
Carros / Motos não funcionam Motorista erra endereço Fornos não funcionam Funcionários faltam Pizza demora a ser entregue aos sábados Tratamento incorreto de pedidos grandes Faltam ingredientes Expedição insatisfatória Métodos Materiais

63
Exercício Em grupos de 4 alunos, construam um diagrama de causa-efeito que possa explicar: A derrota de uma equipe de futebol; O atraso para um encontro.

64
Análise de Pareto ou Diagrama de Pareto
Originou-se com o economista italiano Vilfredo Pareto; Pareto constatou em seus estudos no século XVI, que cerca de 80% da riqueza mundial estava nas mãos de 20% da população, apresentando os dados de forma peculiar; Essa proporção ocorre também com bastante frequência na análise de várias situações cotidianas das operações;

65
Análise de Pareto ou Diagrama de Pareto
“Na maioria dos casos os defeitos e seu custo associado são devidos a um número pequeno de causas” “O diagrama de Pareto serve para separar os poucos problemas vitais dos muitos problemas triviais”.

66
Análise de Pareto ou Diagrama de Pareto
Objetivo: - Demonstrar a importância relativa das variáveis de um problema, ou seja, indica o quanto cada uma destas variáveis representa, em termos percentuais, em relação ao problema geral.

67
Análise de Pareto ou Diagrama de Pareto
A Análise de Pareto é um gráfico em forma de barras, que mostra de forma visual o impacto de cada um dos eventos que estão sendo estudados; Os eventos com maior participação nos problemas devem ser resolvidos em primeiro lugar;

68
Análise de Pareto ou Diagrama de Pareto
Quando existem várias causas para um problema, normalmente, uma ou duas destas causas são responsáveis pela maior parte do problema; Logo, ao invés de tentar resolver tudo, empenha-se a energia em eliminar apenas a causa principal.

69
Exemplo Uma empresa fabrica e entrega seus produtos para várias lojas de varejo, e deseja reduzir o número de devoluções. Para isto, a empresa levantou o número de ocorrências geradoras de devolução da entrega no último semestre. Os dados levantados são apresentados:

70
Exemplo

71
Primeiro Passo: Refazer a folha de verificação ordenando os valores por ordem decrescente de grandeza: Razões Número de Ocorrências Atraso na entrega 140 Atraso da transportadora 125 Produto danificado 65 Faturamento Incorreto 60 Separação errada 45 Pedido errado 30 Preço errado 20 Outros 15 Total 500

72
Segundo Passo: Acrescentar mais uma coluna indicando os valores acumulados: Razões Número de Ocorrências Casos Acumulados Atraso na entrega 140 Atraso da transportadora 125 265 Produto danificado 65 330 Faturamento Incorreto 60 390 Separação errada 45 435 Pedido errado 30 465 Preço errado 20 485 Outros 15 500 Total

73
Percentual unitário (%)
Terceiro Passo Acrescentar mais uma coluna onde serão colocados os valores percentuais referentes a cada tipo de ocorrência: (% de atraso na entrega = nº de ocorrências dividido pelo total) Razões Número de Ocorrências Casos Acumulados Percentual unitário (%) Atraso na entrega 140 28 Atraso da transportadora 125 265 25 Produto danificado 65 330 13 Faturamento Incorreto 60 390 12 Separação errada 45 435 9 Pedido errado 30 465 6 Preço errado 20 485 4 Outros 15 500 3 Total
 Razões. Número de Ocorrências. Casos Acumulados. Percentual unitário (%) Atraso na entrega Atraso da transportadora Produto danificado Faturamento Incorreto Separação errada Pedido errado Preço errado Outros Total.")
74
Quarto Passo Acumulam-se os percentuais em uma última coluna: Razões
Número de Ocorrências Casos Acumulados Percentual unitário (%) Percentual acumulado (%) Atraso na entrega 140 28 Atraso da transportadora 125 265 25 53 Produto danificado 65 330 13 66 Faturamento Incorreto 60 390 12 78 Separação errada 45 435 9 87 Pedido errado 30 465 6 93 Preço errado 20 485 4 97 Outros 15 500 3 100 Total
 Percentual acumulado (%) Atraso na entrega Atraso da transportadora Produto danificado Faturamento Incorreto Separação errada Pedido errado Preço errado Outros Total.")
75
Gráfico de Pareto Com estes dados podemos desenhar o gráfico de Pareto:

76
Conclusão Conforme é possível observar pela análise de Pareto, para diminuir drasticamente o problema de devolução de produtos, será necessário criar um programa de ação para a empresa diminuir os atrasos de entrega da fábrica e da transportadora. Apenas com esta ação, 53% do problema será resolvido.

77
Exercícios Através de uma sondagem efetuada, concluiu-se que as principais razões apontadas para a devolução de peças de vestuário compradas por catálogo da Rouparia ADM. S.A. foram as indicadas a seguir. Elabore o respectivo diagrama de Pareto.

78
Exercício Razões Número de Ocorrências Existência de manchas 2
Tipo de Corte 4 Qualidade do Tecido 120 Tamanho 10 Existência de furos Cor 40 Mudança de endereço 6 Falecimento Não verificado Danificado no transporte Total 200

79
Exercício Contabilizadas as frequências de ocorrências de defeitos numa linha de produção de bem como os custos de tratamento associados, concluiu-se que:

80
Custo unitário de reparação
Razões Número de Ocorrências Custo unitário de reparação Riscos 30 15 Bolhas 20 Deformação 10 60 Material descascado Colocação errada Total 85

81
Exercício Construir o respectivo diagrama de Pareto, baseando-se nos custos.

Apresentações semelhantes






>")












