Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Métodos Quantitativos
Prof. Edson Nemer Site:

2
Ementa Introdução ao Controle Estatístico de Processos
Revisão de Conceitos Básicos de Estatística Distribuição de Frequências e Histogramas Gráfico X e R para Controle de Variáveis Gráfico p e np para Controle de Defeituosas Inspeção por Amostragem Revisão das Sete Ferramentas Básicas da Qualidade

3
Gráfico de Controle O Gráfico de Controle é utilizado para estudar a variabilidade de um característico de qualidade ao longo do tempo. O aspecto do gráfico de controle é típico. Há três linhas paralelas: A linha central, que representa a média do característico de qualidade no processo; A linha superior, que representa o limite superior de controle (LSC); A linha inferior, que representa o limite inferior de controle (LIC); Os pontos representam amostras tomadas em momentos diferentes. São unidos por segmentos de reta, para bem mostrar a variabilidade do característico de qualidade.
; A linha inferior, que representa o limite inferior de controle (LIC); Os pontos representam amostras tomadas em momentos diferentes. São unidos por segmentos de reta, para bem mostrar a variabilidade do característico de qualidade.")
4
Gráfico de Controle Abaixo é mostrado um gráfico de controle com as linhas que representam média, LSC e LIC. LSC LIC Média

5
Para que serve um gráfico de controle ?
Sabemos que tudo na natureza possui variações, sejam elas pequenas ou grandes. É possível notar que todo processo, seja ele de manufatura ou prestação de serviços, varia. Portanto, é natural que os produtos ou serviços resultantes desse processo também apresentem uma variação. Quando a variação é muito grande, ela passa a influenciar de forma negativa na qualidade do produto ou serviço. Quem deseja consumir um produto que a cada dia proporciona um resultado diferente? A variação excessiva aumenta a sensação de risco do consumidor.

6
Para que serve um gráfico de controle ?
O Quadro abaixo apresenta as principais características das causas comuns e causas especiais de um processo. Causas Comuns Causas Especiais São inerentes ao processo e estão sempre presentes. São desvios do comportamento esperado do processo e atuam esporadicamente. Muitas pequenas causas produzem individualmente pouca influência. Uma ou poucas causas produzem grandes variações no processo. Sua correção exige uma grande mudança no processo. Sua correção é, em geral, justificável e pode ser feita no próprio local de produção. A melhoria da qualidade precisa de decisões de alta gerência. A melhoria da qualidade pode, em grande parte, ser obtida por ações locais que não envolvem investimentos significativos. Exemplos: treinamento inadequado dos operadores; uso de máquinas imprecisas; desconhecimento das capacidades dos processos; manutenção deficiente; más condições ambientais. Exemplos: súbita desregulagem de uma máquina; matéria prima com propriedades diferentes (eventual); matéria prima indevida, por descuido ou falta de identificação (eventual); mão de obra inexperiente (raro).
; matéria prima indevida, por descuido ou falta de identificação (eventual); mão de obra inexperiente (raro).")
7
Para que serve um gráfico de controle ?
Uma variabilidade típica de processo é aquela explicada pelas chamadas causas comuns de variação; aquelas causas que são naturais e próprias do processo, e estão sempre presentes. O processo está sob controle quando opera sob o efeito de causas comuns de variação. Nesses casos, o característico de qualidade em estudo varia dentro dos limites de controle Podem ocorrer, no entanto, quebra de ferramenta, cansaço do operador, desajuste de máquina, aumento da temperatura, além de outros problemas, que estão inseridas na classe de causas especiais.

8
Para que serve um gráfico de controle ?
As ocorrências dessas causas especiais fazem aumentar a variabilidade do processo, o que pode levar à produção de itens não conformes. Isto significa que, no gráfico de controle, aparecerão pontos fora dos limites de controle ou em configurações atípicas, mostrando que ocorreu uma causa especial de variação, ou seja, a interferência de algo incomum. O gráfico de controle serve, então, para: Mostrar a variabilidade típica do processo. Verificar se o processo está sob controle. Monitorar o processo de tal modo que causas especiais de variação sejam identificadas e corrigidas, quando possível, logo que ocorram. Verificar se as melhorias feitas determinaram menor variabilidade do processo.

9
Como saber se um processo está fora de controle ?
O gráfico de controle exibe uma faixa de variação determinada pelos limites de controle superior (LSC) e inferior (LIC). Esses limites indicam quanta variação é típica do processo. Os limites de controle LIC e LSC são conhecidos como limites “3-sigma” (lembrar que sigma é a letra grega que indica o desvio padrão). Os limites “3-sigma” são muito usados porque, na prática, dão bons resultados.
 e inferior (LIC). Esses limites indicam quanta variação é típica do processo. Os limites de controle LIC e LSC são conhecidos como limites 3-sigma (lembrar que sigma é a letra grega que indica o desvio padrão). Os limites 3-sigma são muito usados porque, na prática, dão bons resultados.")
10
Como saber se um processo está fora de controle ?
O processo está sob controle quando: Todos os pontos do gráfico de controle estão dentro dos limites de controle. A disposição dos pontos dentro dos limites de controle é aleatória. LSC LIC Média Processo sob controle

11
Um processo está fora de controle se apresentar:
Pontos fora dos limites de controle. Mais de seis pontos consecutivos de um só lado da linha central. 10 de 11 pontos de um só lado da linha central. 12 de 14 pontos de um só lado da linha central. 16 de 20 pontos de um só lado da linha central. Processo fora de controle LSC LIC Média

12
Um processo está fora de controle se apresentar:
Periodicidade, ou seja, “subidas” ou “descidas” em intervalos regulares de tempo, como mostrado na figura abaixo. A explicação para isso poderia ser a troca periódica de operadores ou de máquinas e/ou mudanças periódicas em uma condição de operação do processo (como temperatura, pressão ou voltagem). Gráfico de controle para processo com periodicidade LSC LIC Média
. Gráfico de controle para processo com periodicidade. LSC. LIC. Média.")
13
Um processo está fora de controle se apresentar:
Tendência, isto é, os pontos se direcionam nitidamente para cima ou para baixo, como mostra na figura abaixo. Em geral, a tendência no gráfico de controle é explicada pela deterioração gradual de um fator crítico do processo, como cansaço do operador ou desgaste de uma ferramenta. Nos processos químicos, a tendência é, em geral, explicada pela separação da mistura ou por deposição de elementos.

14
Um processo está fora de controle se apresentar:
Estratificação, isto é, mudança no nível de desempenho do processo.. A mudança é positiva se for explicada pela introdução de novas máquinas, de operadores mais bem treinados, de métodos mais adequados ou até mesmo de um programa de qualidade que, em geral, traz motivação, melhorando o desempenho. No entanto, a estratificação pode ser produzida por erro, voluntário ou não, no registro de dados feitos pelos anotadores e, nesse caso, o processo está fora de controle.

15
Tipos de Gráficos de Controle

16
Tipos de Gráficos de Controle

19
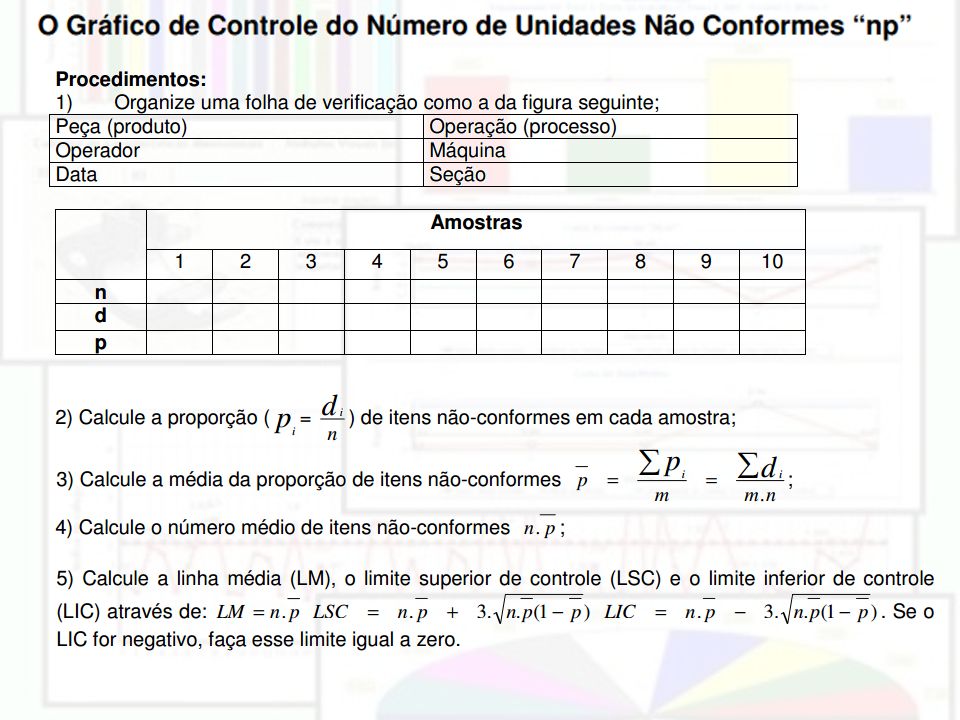
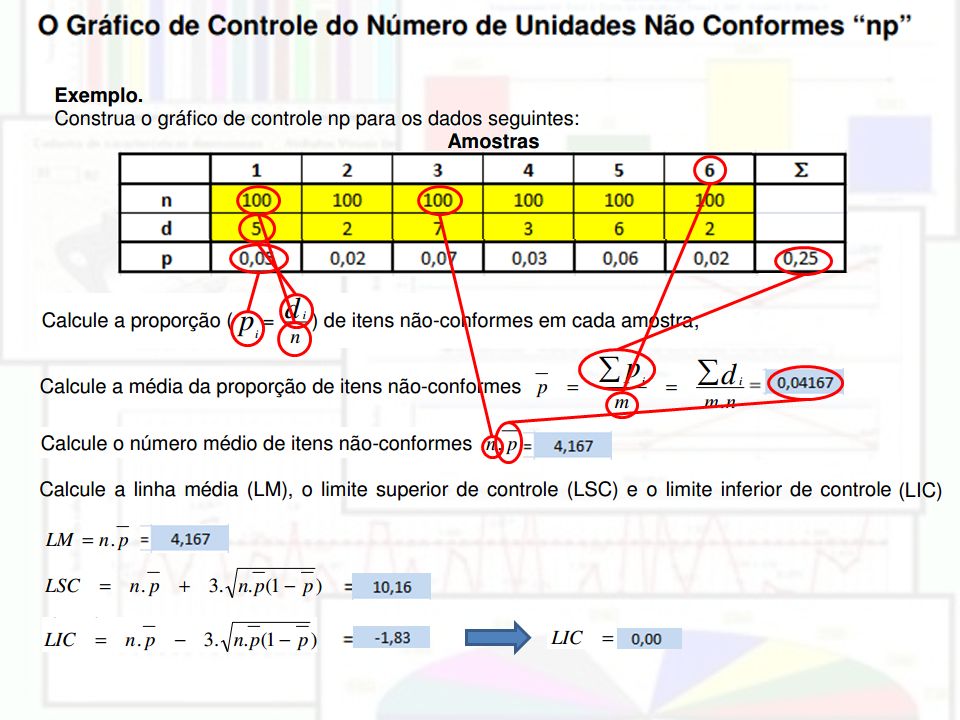
O gráfico de controle np fica da seguinte forma:
LSC LM LIC

22
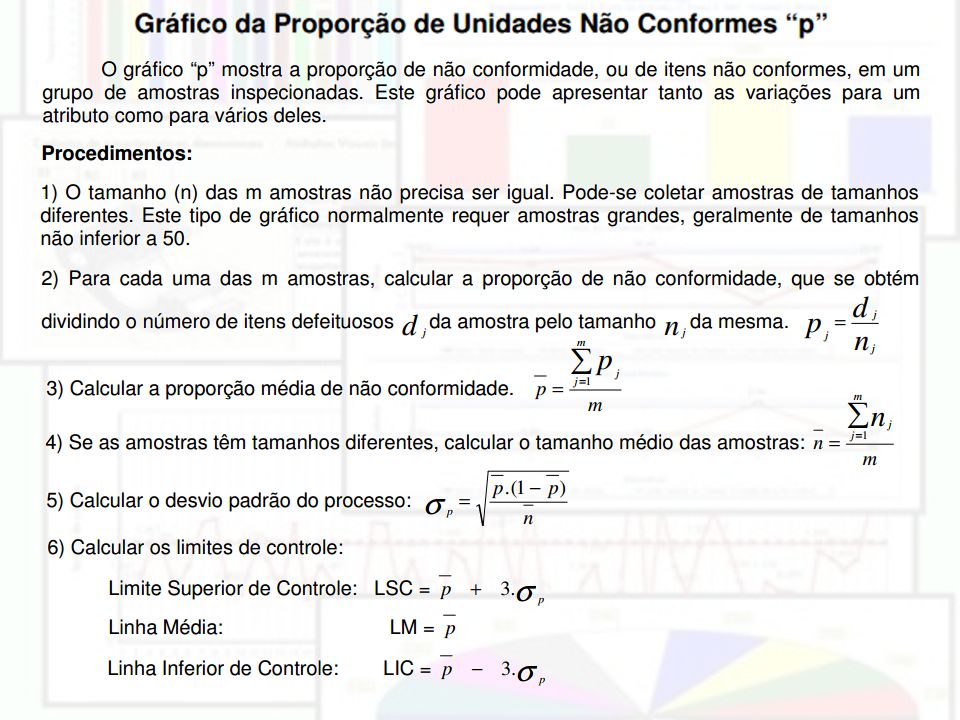
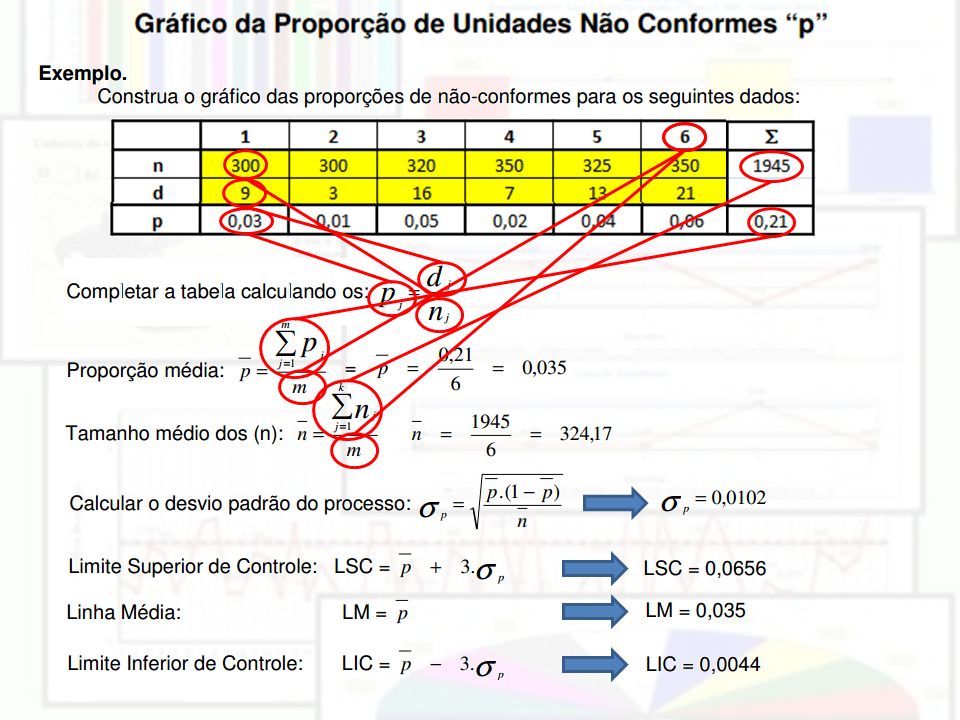
O gráfico de controle p fica da seguinte forma:
LSC LM LIC

23
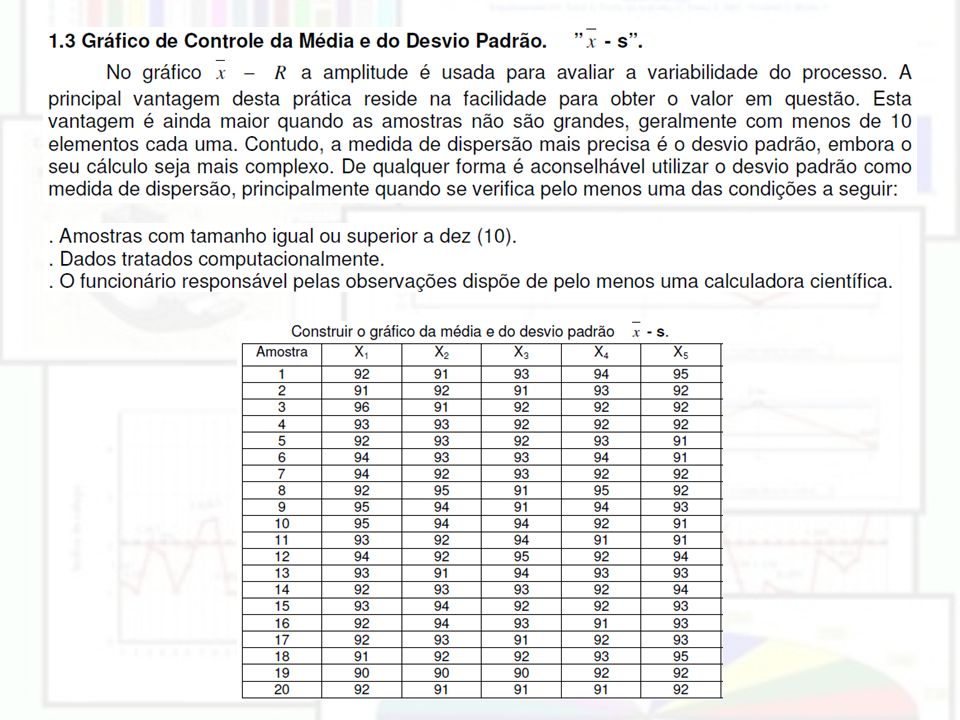
Gráfico de Controle das Médias

24
Exemplo: Trace o gráfico Média-Amplitude

25
Gráfico das Médias

26
Gráfico de Controle das Amplitudes

29
Cálculo das médias

30
Gráfico da média

31
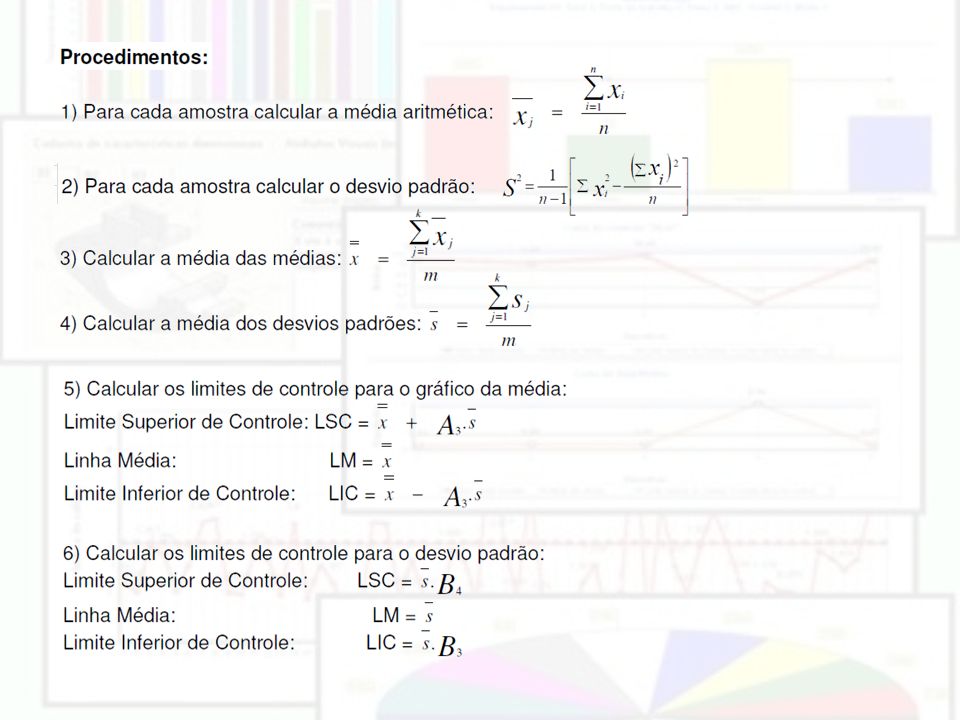
Gráfico do Desvio Padrão

32
Gráfico do Desvio Padrão

33
Capacidade do Processo

34
Capacidade do Processo

35
Capacidade do Processo

36
Capacidade do Processo

37
Capacidade do Processo

38
Capacidade do Processo
Exemplo: Considere uma empresa que vende determinada peça cuja especificação exigida pelos seus clientes é que sua largura esteja situada da seguinte forma: Largura mínima: 78 cm Largura máxima: 82 cm Foram levantados os dados abaixo do processo. Verifique se o processo está capacitado a produzir as peças dentro da especificação solicitada.

39
} Capacidade do Processo Solução:
Calcular primeiramente a média e a amplitude para cada amostra: } Calcular, então, a média das médias e a média das amplitudes:

40
Gráfico das Médias Processo sob controle
Solução: Processo sob controle

41
Gráfico das Amplitudes
Solução:

42
Gráfico das Amplitudes
Solução: Processo sob controle

43
Capacidade do Processo
Observando os gráficos das médias e das amplitudes, constatamos que o processo está sob controle. Portanto, pode-se calcular os limites naturais do processo e compará-los com os limites de especificação. Como os limites naturais do processo estão fora do intervalo determinado pelos limites de especificação, o processo não é capaz de produzir as peças com a especificação exigida.

Apresentações semelhantes