Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Aula 4: Ferramentas da Qualidade
Ghislaine Miranda Bonduelle

2
Diagrame Causa-Efeito
OEE Ishikawa Diagrame Causa-Efeito LUP Kaizen PDCA CEP Auditória MASP Kanban PPAP TPM Poka Yoke Plano de Ações Os porquês ISO 9001 GUT 5W2H Diagrame de Pareto 5M Lean Manufacturing FMEA

3
FERRAMENTAS Histogramas/Diagramas
CEP: Cartas de Controle/Capacidade do Processo/Curva de Distribuição Normal Gráfico de Pareto Diagrama de Causa-Efeito/Ishikawa Método de Análise de Falhas GUT OEE 5W2H

4
CEP Pode ser definido como um método preventivo de se comparar continuamente os resultados de um processo com um padrão, identificando, a partir de dados estatísticos, as tendências para variações significativas, eliminando ou controlando estas variações com o objetivo de reduzi-las cada vez mais.

5
CEP É o conjunto de técnicas utilizadas para o controle da qualidade do produto durante cada etapa de fabricação.

6
VARIAÇÕES NO PROCESSO Comuns ou aleatórias Intrinsecas ao processo

7
Variações aleatórias:
intrísecas ao processo

8
Variação aleatória

9
VARIAÇÕES NO PROCESSO Causais : podemos interferir

10
CEP

11
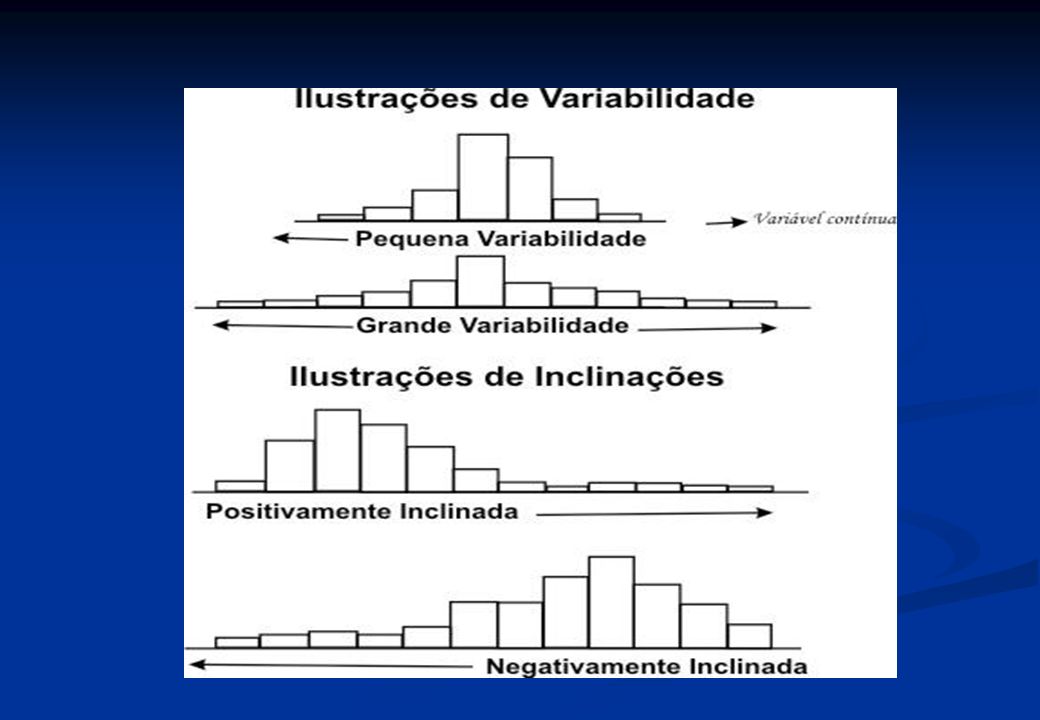
HISTOGRAMAS ►É um tipo de gráfico de barras que apresenta de forma clara a distribuição de um grupo de dados. ►A altura ou o comprimento das barras em um histograma correspondem ao numero de vezes ou freqüência que um determinado dado ocorre. ►Os histogramas são muito úteis na visualização do padrão de distribuição dos valores observados. Eles mostram tanto o grau de dispersão quanto a localização (tendência central) das amostras coletadas.
 das amostras coletadas.")
13
CONSTRUÇÃO Colete os dados
►Determine a Amplitude das Amostras Coletadas Amplitude = Maior Valor – Menor Valor ►Determine o Intervalo de Classe (h) h = Amplitude k K = número de classes
 h = Amplitude. k. K = número de classes.")
14
HISTOGRAMAS ►Estabeleça os intervalos de classe e classifique os dados coletados. ►Determine as freqüências relativas e construa o histograma. Anote no gráfico todas as informações disponíveis (fornecedor, média, desvio padrão, especificações, etc).
.")
15
CARTAS DE CONTROLE São gráficos de análise e ajuste da variação de um processo em função do tempo, através de duas características básicas: sua centralização e sua dispersão. A Centralização pode ser verificada através da média do processo e a Dispersão estimada através do desvio-padrão ou da amplitude dos dados.

16
CARTAS DE CONTROLE CARTAS DE CONTROLE POR VARIÁVEIS
Baseadas nas distribuições contínuas apresentam dados que podem ser medidos ou que sofrem variações contínuas. Exemplos: variações na altura de um talhão, resistência a tração.

17
CARTAS DE CONTROLE CARTAS DE CONTROLE POR ATRIBUTOS
Baseadas em distribuições discretas, possuem um caráter dicotômico , ou seja, os dados só podem ser contados ou classificados. Exemplos|: passa/não passa; mole/duro; conforme/não-conforme.

18
PRINCIPAIS TIPOS DE CARTAS DE CONTROLE POR VARIÁVEIS
- carta de média e desvio-padrão ( e s); - carta de média e amplitude (e R) Observa-se que a análise deve ser feita aos pares, observando a centralização e a dispersão.
; - carta de média e amplitude (e R) Observa-se que a análise deve ser feita aos pares, observando a centralização e a dispersão.")
19
CARTA DE CONTROLE PARA MÉDIAS E DESVIO PADRÃO
Estas cartas são construídas a partir de dados do processo. Observa-se que o desvio-padrão é um melhor indicador da dispersão do processo que a amplitude, porém o seu cálculo é mais complexo.

20
VARIABILIDADE DE PROCESSOS

21
Capacidade de processos

22
Probabilidades de ocorrência

23
MONITORAMENTO DE PROCESSOS

24
CARTAS DE CONTROLE Ferramenta de monitoramento de processos TIPOS:
Por variáveis Por atributos

25
Cartas de controle Exemplo

26
O PROBLEMA Gradagem. Tamanho da amostra (n) em 5 e extraíram-se 25 amostras (k). Calcule a média, a amplitude e o desvio-padrão para cada amostra e para o processo. Construa a carta de controle

27
Amostra Medições Média Amplitude Desv. Pad. 01 20 21 22 23 21,20 3,00 1,30 02 18 19 20,20 5,00 1,92 03 17 04 20,80 2,00 0,84 05 24 20,60 6,00 2,41 06 19,60 1,14 07 21,00 2,45 08 25 21,80 2,39 09 10 21,60 2,07 11 19,40 1,95 12 16 18,60 13

28
14 20 24 21 18 19 20,40 6,00 2,30 15 17 22 19,40 9,00 3,65 16 23 26 21,20 8,00 3,27 21,80 7,00 2,77 19,00 2,74 20,60 2,00 0,89 22,00 2,92 19,80 4,00 1,48 2,41 1,58 25 21,00 3,00 1,41 Total 20,42 5,24 2,11

29
Limites de controle Carta de média e desvio padrão Limites de Controle
LSC média (A3=1,427) 23,42 LIC média (A3=1,427) 17,41 LSC desvio-padrão (B4=2,089) 4,40 LIC desvio-padrão (B3=0) 0,00
 23,42. LIC média (A3=1,427) 17,41. LSC desvio-padrão (B4=2,089) 4,40. LIC desvio-padrão (B3=0) 0,00.")
30
Carta de médias e desvio-padrão

31
Carta média e desvio-padrão

32
Histograma dos dados

33
Carta de médias e amplitudes

34
Interpretação Processo que necessita de vigilância devido:
Tendências ascendentes e descentes

35
Brainstorming BRAINSTORMING Fase1: geração de idéias
Fase 2: exploração de idéias

36
BRAINWRITTING Brainwritting Um grupo de participantes , sentados ao redor de uma mesa, tem conhecimento do problema através do coordenador. Cada um dos participantes, escreve três idéias relacionadas com o problema. Ao fim de cinco minutos, os participantes trocam de papéis, em rodízio.

37
GRÁFICO DE PARETO Técnica para registrar e analisar informações que permitem a priorização da tomada de decisão Sugere em quais os erros ou atividades ou recursos devem ser concentradas prioritariamente as ações de melhoria

38
PARETO

39
Exemplo Variação de espessura de parede?
Não formação de parede em regiões específicas da peça? Buracos na superfície?

40
Estratificação de Gráficos de Pareto
A comparação de gráficos de Pareto construídos considerando diferentes níveis de fatores de estratificação de interesse pode ser muito útil para a identificação das causas fundamentais de um problema. A estratificação de gráficos de Pareto nos permite identificar se a causa do problema considerado é comum a todo o processo ou se existem causas específicas associadas a diferentes fatores que compõem o processo

41
Estratificação de Gráficos de Pareto
MÁQUINA 1 MÁQUINA 2 TURNO 1 Homogeneidade Viscosidade Cor Presença de ar Impurezas MÁQUINA 1 MÁQUINA 2 TURNO 2

42
Comparação de Gráficos de Pareto ao longo do tempo
A comparação de gráficos de Pareto ao longo do tempo nos fornece indicações sobre a estabilidade do processo São gráficos construídos ao longo de um determinado intervalo de tempo e que permitem a visualização de alterações na seqüência de ordenação das categorias

43
Gráfico de Pareto para a Realização de Comparações “Antes” e “Depois”
A utilização de gráficos de Pareto para comparação “antes” e “depois” permite a avaliação do impacto das mudanças efetuadas no processo Antes da execução da melhoria Depois da execução da melhoria Ganho

44
Linha do percentual acumulado Problemas estratificados
Exemplo de gráfico de Pareto Linha do percentual acumulado Eixo da freqüência Eixo percentual Gráfico de barras Problemas estratificados

45
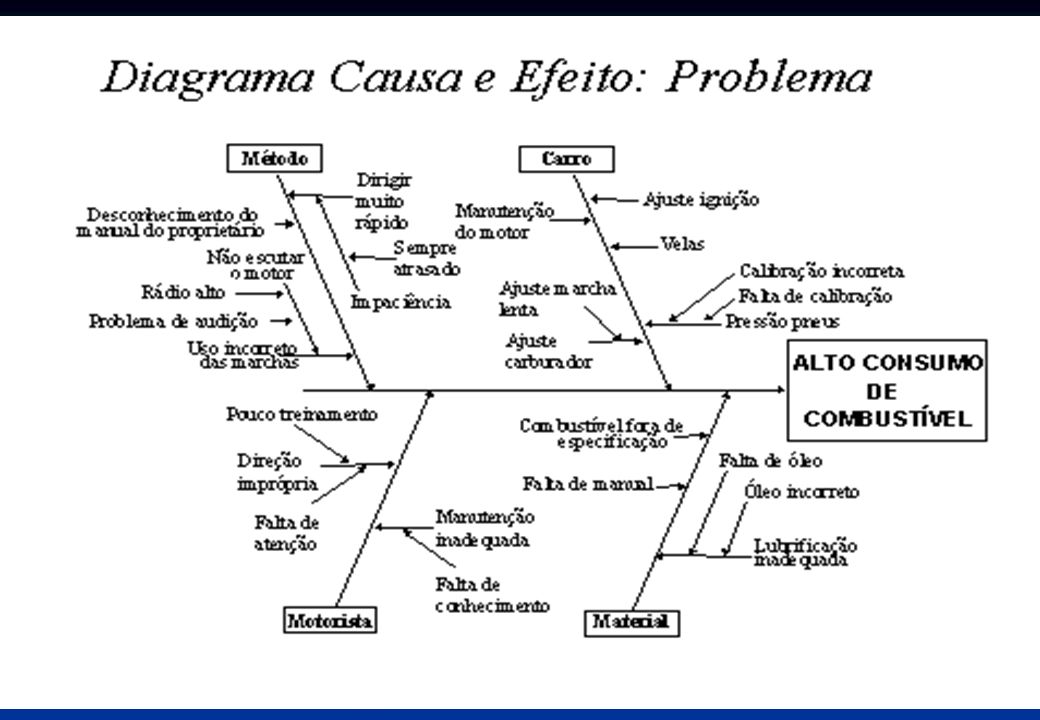
Ishikawa ou espinha de peixe ou diagrama Causa-Efeito
O Espinha de Peixe pode ser utilizada para encontrar os fatores que influenciam um problema ou uma dificuldade

46
Efeito A cabeça corresponde ao Problema a ser estudado
ou o Objetivo a ser alcançado Problema ou Objetivo Efeito

47
As espinhas correspondem aos fatores que influenciam o problema estudado
Causas

48
DESMEMBRAMENTO

50
Método de Análise de Falhas: Técnicas dos Porquês
até a solução (as soluções) CAUSA Por Quê? Facas des-gastadas Esteira resíduos parou Serraria parou Picador entupido Pulou afiação Afiador ausente máquina parou Não tem madeira Sem empilhadeira Outro serviço Cada Solução Uma Ação
 CAUSA. Por Quê Facas des-gastadas. Esteira resíduos parou. Serraria parou. Picador entupido. Pulou afiação. Afiador ausente. máquina parou. Não tem madeira. Sem empilhadeira. Outro serviço. Cada Solução Uma Ação.")
51
Plano de ação 5W + 2H ► What : O que ? ► Why : Por que ?
► How : Como ? ► Where : Onde ? ► Who: Quem ? ► When : Quando ? ► How much : Quanto $ ?

52
ANALISE DE PROBLEMAS PLANO DE AÇÃO O que aconteceu? O que será feito? Quem era o responsável? Quem será o responsável? Por que aconteceu? Por que será feito? Onde aconteceu? Onde será feito? Quando aconteceu? Quando será feito? Como aconteceu? Como será feito? Quanto custou? Quanto custará?

53
Qualidade na Indústria Madeireira
PLANO DE AÇÃO Título da Melhoria Status: 1 - Concluída 2 - Em andamento 3 - Atrasada O que Por quê Como Onde Quem Quando Quanto R$ S início fim 1 2 3 Qualidade na Indústria Madeireira Na sala Eduardo Fazer um curso Transmitir conheci- mento Power Point 1480,00 Saída automática para correia de retorno Evitar esforços repetitivos exagerados Aciona-mento com pedal Entre destopa-deira e a correia Eletricista Artur 10.085,27

54
O 5W2H E O MÉTODO DE ANÁLISE DE FALHAS
QUE? O que é isto? O que fazemos? (objeto, produto, processo...) Por quê? Este produto QUEM? A quem concerne? (característica, pessoa,.....) Por quê?Estas pessoas ONDE? (local, transporte, transmissão..) Este local QUANDO? Quando será feito? (dia, hora, duração, freqüência....) Neste momento COMO? Como vamos fazer? (método, material, freqüência....) Este método QUANTO? (matéria, rejeitos, tempo, peças....) Esta quantidade
 Por quê Este produto. QUEM A quem concerne (característica, pessoa,.....) Por quê Estas pessoas. ONDE (local, transporte, transmissão..) Este local. QUANDO Quando será feito (dia, hora, duração, freqüência....) Neste momento. COMO Como vamos fazer (método, material, freqüência....) Este método. QUANTO (matéria, rejeitos, tempo, peças....) Esta quantidade.")
55
Plano de ação Com, por exemplo, 235 soluções para implantar
Classificar dar prioridade ► por tempo de realização (demora) ► por custo (barato/caro) ► por GUT
 ► por custo (barato/caro) ► por GUT.")
56
► Gravidade (prejuízo)
Definir Prioridade GUT ► Gravidade (prejuízo) ► Urgência ► Tendência P = G x U x T
 ► Urgência. ► Tendência. P = G x U x T.")
57
Definir Prioridade GUT de 1 a 125
GRAVIDADE URGÊNCIA TENDÊNCIA PRIORIDADE O prejuízo que poderá decorrer da situação será Sinto que deverei tomar uma ação Se eu nada fizer a situação irá G x U x T 5 muito importante já, já mesmo piorar de 1 a 125 4 importante já piorar um pouco 3 ± importante assim que possível permanecer 2 pouco importante posso aguardar melhorar um pouco 1 não importante não há pressa melhorar

58
PADRONIZAÇÃO: FLUXOGRAMA DO PROCESSO
Antes de tentar resolver um problema, defina-o Antes de tentar controlar um processo, entenda-o Antes de tentar controlar tudo, identifique o que é mais importante Comece pela representação gráfica do processo

59
FLUXOGRAMA

60
Overall Equipment Efficiency
OEE Overall Equipment Efficiency ► Rendimento de um equipamento ou de uma linha de produção por Classificação e Quantificação dos tempos improdutivos OEE = Disponibilidade x Desempenho x Qualidade

61
OEE Disponibilidade (paradas) 1. Quebra (mecânica & elétrica)
2. Manutenção Programada (preventiva e preditiva) 3. Regulagem (Troca de modelo, Ajuste, Set-up, etc) 4. Utilidades (Falta de ar, água, luz, exaustor, etc...) 5. Organização (Fluxo interrompido : Falta de material (madeira, cola, etc..., saída entupida, etc...) 6. Administração (troca de turno, reunião, falta pessoal) 7. Limpeza (programada ou não)
 3. Regulagem (Troca de modelo, Ajuste, Set-up, etc) 4. Utilidades (Falta de ar, água, luz, exaustor, etc...) 5. Organização (Fluxo interrompido : Falta de material (madeira, cola, etc..., saída entupida, etc...) 6. Administração (troca de turno, reunião, falta pessoal) 7. Limpeza (programada ou não)")
62
Tipos de paradas Exemplo de uma serraria

63
OEE Disponibilidade (cálculo)
► Tempo disponível : 8h48 por dia, ou seja 8,8 h ► Soma das paradas : 1,67 h ► Tempo real de produção : 7,13 h ► Disponibilidade = 7,13 / 8,8 = 0,81

64
OEE Desempenho (cálculo) Desempenho = 3538 / 3422,4 = 1,03
► Esquadrejadeira 8 peças/min, após 7,13 h : 480 peças/h durante 7,13 = deveria fazer 3422,4 peças Mas realizou 3538 peças Desempenho = 3538 / 3422,4 = 1,03

65
OEE Qualidade (calculo) Produzir somente peças conforme Qualidade = 1
► Na esquadrejadeira realizou-se 3538 peças mas produziu 237 peças com defeitos Número de peças conforme = = 3301 Qualidade = 3301 / 3538 = 0,93

66
OEE = Disponibilidade x Desempenho x Qualidade
► OEE da esquadrejadeira OEE = 0,81 x 1.03 x 0,93 = 0,776 Ou seja 77,6 %

Apresentações semelhantes






>")








 do convívio social, das trocas da contagem; tudo baseado.>")



