Carregar apresentação
A apresentação está carregando. Por favor, espere

1
PCP - Sistemas de Coordenação de Ordens (SCO) - KANBAN
Eduardo B P de Castro

2
CLASSIFICAÇÃO DE SISTEMAS DE PRODUÇÃO E SISTEMAS DE PCP IDEAIS CONFORME ALGUMAS VARIÁVEIS

3
Atividades do PCP PLANEJAMENTO DA PRODUÇÃO CONTROLE DA PRODUÇÃO
prever a demanda (Previsão); desenvolver um plano de produção agregado (Planejamento Agregado da Produção); realizar um planejamento da capacidade que suporte o planejamento agregado (Planejamento de Capacidade de médio prazo, também chamado RRP = Resource Requirements Planning); desagregar o plano agregado (Desagregação) ; programar a produção no curto prazo em termos de itens finais (Programa Mestre de Produção - MPS) e analisar a capacidade no nível MPS; controlar por meio de regras de controle (por exemplo, regras de controle de estoques) ou programar as necessidades em termos de componentes e materiais e avaliar/analisar a capacidade no nível SCO; controlar a emissão/liberação das ordens de produção e compra, determinando se e quando liberar as ordens (atividade chamada na literatura de revisão e liberação de ordens - Order Review and Release - ORR); controlar estoques; PLANEJAMENTO DA PRODUÇÃO CONTROLE DA PRODUÇÃO
; desenvolver um plano de produção agregado (Planejamento Agregado da Produção); realizar um planejamento da capacidade que suporte o planejamento agregado (Planejamento de Capacidade de médio prazo, também chamado RRP = Resource Requirements Planning); desagregar o plano agregado (Desagregação) ; programar a produção no curto prazo em termos de itens finais (Programa Mestre de Produção - MPS) e analisar a capacidade no nível MPS; controlar por meio de regras de controle (por exemplo, regras de controle de estoques) ou programar as necessidades em termos de componentes e materiais e avaliar/analisar a capacidade no nível SCO; controlar a emissão/liberação das ordens de produção e compra, determinando se e quando liberar as ordens (atividade chamada na literatura de revisão e liberação de ordens - Order Review and Release - ORR); controlar estoques; PLANEJAMENTO DA PRODUÇÃO. CONTROLE DA PRODUÇÃO.")
4
Atividades do PCP CONTROLE DA PRODUÇÃO
controlar por meio de regras de controle (por exemplo, regras de controle de estoques) ou programar as necessidades em termos de componentes e materiais e avaliar/analisar a capacidade no nível SCO; controlar a emissão/liberação das ordens de produção e compra, determinando se e quando liberar as ordens (atividade chamada na literatura de revisão e liberação de ordens - Order Review and Release - ORR); controlar estoques; CONTROLE DA PRODUÇÃO
 ou programar as necessidades em termos de componentes e materiais e avaliar/analisar a capacidade no nível SCO; controlar a emissão/liberação das ordens de produção e compra, determinando se e quando liberar as ordens (atividade chamada na literatura de revisão e liberação de ordens - Order Review and Release - ORR); controlar estoques; CONTROLE DA PRODUÇÃO.")
5
Estrutura do Controle de Produção
kanban

6
Ordering Systems Dada sua importância para o Controle da Produção, os ordering systems são muitas vezes denominados Sistemas de Controle da Produção. Outra possivel tradução, aplicável para a maioria dos sistemas, seria Programação das Necessidades de Compras e Produção. Devido a esses inconvenientes utilizaremos um nome que espelhe melhor o que fazem os Ordering Systems nos sistemas produtivos atuais: Sistemas de Coordenação de Ordens de Produção e Compra (SCO). Um Sistema de Coordenação de Ordens programa ou organiza/explode as necessidades em termos de componentes e materiais e/ou controla a emissão/liberação das ordens de produção e compra e/ou Programa/Sequencia as tarefas nas máquinas e/ou controla como as ordens (cartões) circularão na unidade produtiva considerada. Portanto, um SCQ basicamente coordena as ordens de produção e de compras no chão de fábrica e, na medida do possível, nos fomecedores.
. Um Sistema de Coordenação de Ordens programa ou organiza/explode as necessidades em termos de componentes e materiais e/ou controla a emissão/liberação das ordens de produção e compra e/ou Programa/Sequencia as tarefas nas máquinas e/ou controla como as ordens (cartões) circularão na unidade produtiva considerada. Portanto, um SCQ basicamente coordena as ordens de produção e de compras no chão de fábrica e, na medida do possível, nos fomecedores.")
7
Escolha do Tipos de Sistema de Controle de Ordens e Compras (SCO)
A escolha do tipo de SCO utilizado vai depender de muitos fatores, sendo que um fundamental, o tipo de ORGANIZAÇÃO QUE É APLICADA AOS PROCESSOS: PROCESSOS EMPURRADOS PROCESSOS PUXADOS

8
Categorias de Organização dos Processos
Todos os processos em uma linha de produção ou em uma cadeia de suprimentos estão em uma de duas categorias, dependendo do tempo de sua execução em relação a demanda do consumidor final. Com processos do tipo puxar, a execução e iniciada em resposta a um pedido do cliente. Com processos do tipo empurrar, a execução e iniciada em antecipação a pedidos dos clientes. Portanto, no momento da execução de um processo do tipo puxar, a demanda do cliente e conhecida com certeza, ao passo que, no momento da execução de um processo do tipo empurrar, a demanda não e conhecida, e precisa ser prevista.

9
Categorias de Organização dos Processos
Os processos do tipo puxar também podem ser chamados de processes reativos, pois reagem a demanda do cliente. Já os do tipo empurrar podem ser chamados de processos especulativos, pois respondem a demanda especulada (ou prevista), em vez da demanda real. A fronteira empurrar/puxar em uma linha de produção ou cadeia de suprimentos separa os processos do tipo empurrar dos processos do tipo puxar. Os processos do tipo empurrar operam em um ambiente incerto, pois a demanda do c1iente ainda não e conhecida, e os processos do tipo puxar operam em um ambiente em que a demanda do cliente e conhecida. Porém, eles normalmente são restringidos pelas decisões de estoque e de capacidade que foram feitas na fase do tipo empurrar.
, em vez da demanda real. A fronteira empurrar/puxar em uma linha de produção ou cadeia de suprimentos separa os processos do tipo empurrar dos processos do tipo puxar. Os processos do tipo empurrar operam em um ambiente incerto, pois a demanda do c1iente ainda não e conhecida, e os processos do tipo puxar operam em um ambiente em que a demanda do cliente e conhecida. Porém, eles normalmente são restringidos pelas decisões de estoque e de capacidade que foram feitas na fase do tipo empurrar.")
10
Escolha do Tipos de Sistema de Controle de Ordens e Compras (SCO)
Uma mesma empresa pode utilizar dois tipos de SCO, dependendo do tipo de produto, da cadeia produtiva, e do ciclo da produção: AQUISIÇÃO, MANUFATURA, REPOSIÇÃO, PEDIDO DO CLIENTE Vamos comparar um ambiente do tipo fabricar para estocar, como o da L. L. Bean, com um ambiente do tipo montar para atender, como o da Dell, a fim de comparar a visão empurrar/puxar com a visão cíclica.

11
EXEMPLO DE PROCESSOS DO TIPO EMPURRAR/PUXAR

12
EXEMPLO DE PROCESSOS DO TIPO EMPURRAR/PUXAR
A L. L. Bean executa todos os processos no cicio de pedido do cliente apos sua chegada. Todos os processos que fazem parte do cicio de pedido do cliente são, portanto, processos do tipo puxar. O atendimento do pedido ocorre a partir do produto em estoque que e montado em antecipação aos pedidos do cliente. O objetivo do cicio de reposição e garantir a disponibilidade do produto quando chegar um pedido do cliente. Todos os processos no cicio de reposição são realizados em antecipação a demanda e, portanto, são processos do tipo empurrar. Isso também acontece para os processos no ciclo de manufatura e aquisição. De fato, a matéria-prima, como o tecido, normalmente e adquirida de seis a nove meses antes da demanda esperada do c1iente. A própria manufatura começa de três a seis meses antes do ponto de venda. Os processos na cadeia de suprimentos da L. L. Bean se dividem em processos do tipo puxar e empurrar.

13
EXEMPLO DE PROCESSOS DO TIPO EMPURRAR/PUXAR

14
EXEMPLO DE PROCESSOS DO TIPO EMPURRAR/PUXAR

15
EXEMPLO DE PROCESSOS DO TIPO EMPURRAR/PUXAR
A situação e diferente quando a Dell monta computadores personalizados a pedido de seus clientes. A empresa não vende computadores personalizados por meio de um revendedor ou distribuidor, mas diretamente ao consumidor. A demanda não é atendida a partir do estoque de produtos acabados, mas da produção, e a chegada de um pedido do cliente dispara a produção. O ciclo de manufatura, portanto, faz parte do processo de atendimento ao pedido do cliente no ciclo de pedido. Existem efetivamente dois ciclos na cadeia de suprimentos da Dell para computadores personalizados: (1) um ciclo de pedido do cliente e manufatura e (2) um ciclo de aquisição. Todos os processos no ciclo de pedido do cliente e manufatura na Dell, portanto, são classificados como processos do tipo puxar, pois são iniciados pela chegada do cliente. Porém, a Dell não faz pedidos de componentes em resposta a um pedido do cliente; O estoque e reposto em antecipação a demanda. Sendo assim, todos os processos no ciclo de aquisição da Dell são classificados como processos do tipo empurrar, pois são feitos em resposta a uma previsão. Os processos na cadeia de suprimentos da Dell se dividem em processos do tipo puxar e empurrar.
 um ciclo de pedido do cliente e manufatura e (2) um ciclo de aquisição. Todos os processos no ciclo de pedido do cliente e manufatura na Dell, portanto, são classificados como processos do tipo puxar, pois são iniciados pela chegada do cliente. Porém, a Dell não faz pedidos de componentes em resposta a um pedido do cliente; O estoque e reposto em antecipação a demanda. Sendo assim, todos os processos no ciclo de aquisição da Dell são classificados como processos do tipo empurrar, pois são feitos em resposta a uma previsão. Os processos na cadeia de suprimentos da Dell se dividem em processos do tipo puxar e empurrar.")
16
EXEMPLO DE PROCESSOS DO TIPO EMPURRAR/PUXAR

17
IMPORTÂNCIA DA ESCOLHA ENTRE EMPURRAR E/OU PUXAR
Uma visão do tipo empurrar/puxar da cadeia de suprimentos e muito útil quando se consideram decisões estratégicas relacionadas a projeto de cadeia de suprimentos. O objetivo é identificar uma fronteira apropriada entre empurrar e puxar, de modo que a cadeia de suprimentos possa combinar oferta e demanda de modo eficiente. A industria de tintas oferece outro exemplo excelente dos ganhos do ajuste adequado da fronteira entre empurrar/puxar. A fabricação de tinta requer a produção da base, a mistura de cores adequadas e o envase. Ate a década de 1980, todos esses processos eram realizados em grandes fabricas, e as latas de tinta eram remetidas às lojas de tintas. Estes eram qualificados como processos do tipo empurrar, pois eram realizados com uma previsão, em antecipação a demanda do cliente. Dada a incerteza da demanda, a cadeia de suprimentos de tinta tinha grande dificuldade em ajustar oferta e demanda. Na década de 1990, elas foram reestruturadas de tal modo que a mistura de cores era feita nas lojas, depois que os clientes faziam seus pedidos. Em outras palavras, essa mistura de cores foi deslocada da fase empurrar para a fase puxar da cadeia de suprimentos, embora a preparação da base e o envase em latas ainda fossem realizados na fase empurrar. O resultado e que os clientes sempre conseguem obter a cor escolhida, enquanto os estoques totais de tinta ao longo da cadeia de suprimentos diminuíram.

18
Classificação dos Tipos de Sistemas de Controle de Ordens e Compras (SCO)
Grupo I) sistemas de pedido controlado: é impossível manter estoques de produtos finais. 1) sistema de programacao por contrato; 2) sistema de alocação de carga por encomenda. Grupo II) sistemas controlados pelo nivel de estoque (CNE): nesses sistemas, as decisões são baseadas no nivel de estoque, o qual puxa a producao 1) sistema de revisao continua; 2) sistema de revisao periodica; 3) sistema CQNWIP CNE; 4) sistema kanban CNE. Grupo III) Sistemas de Fluxo Programado: esses sistemas baseiam sua decisão na transformacão das necessidades do MPS (Programa Mestre de Producao) em necessidades de itens componentes por um departamento de PCP centralizado. A producão é empurrada. 1) sistema de estoque base; 2) PBC (Period Batch Control); 3) MRP (Materials Requirements Planning); 4) QPT (Optimized Production Technology Grupo IV) Sistemas Hibridos: tem características dos sistemas das classes (II) e (III) 1) sistema de controle MaxMin; 2) sistema CONWIP H; 3) sistema kanban H; 4) sistema DBR (Drum (tambor), Buffer (pulmão), Rope (corda)); 5) sistema DEWIP (Descentralized Work in Process); 6) sistema LOOR (Load Oriented Order Release); 7) sistema POLCA (Paired-cell Overlapping Loops of Cards with Authorization)
 sistemas de pedido controlado: é impossível manter estoques de produtos finais. 1) sistema de programacao por contrato; 2) sistema de alocação de carga por encomenda. Grupo II) sistemas controlados pelo nivel de estoque (CNE): nesses sistemas, as decisões são baseadas no nivel de estoque, o qual puxa a producao. 1) sistema de revisao continua; 2) sistema de revisao periodica; 3) sistema CQNWIP CNE; 4) sistema kanban CNE. Grupo III) Sistemas de Fluxo Programado: esses sistemas baseiam sua decisão na transformacão das necessidades do MPS (Programa Mestre de Producao) em necessidades de itens componentes por um departamento de PCP centralizado. A producão é empurrada. 1) sistema de estoque base; 2) PBC (Period Batch Control); 3) MRP (Materials Requirements Planning); 4) QPT (Optimized Production Technology. Grupo IV) Sistemas Hibridos: tem características dos sistemas das classes (II) e (III) 1) sistema de controle MaxMin; 2) sistema CONWIP H; 3) sistema kanban H; 4) sistema DBR (Drum (tambor), Buffer (pulmão), Rope (corda)); 5) sistema DEWIP (Descentralized Work in Process); 6) sistema LOOR (Load Oriented Order Release); 7) sistema POLCA (Paired-cell Overlapping Loops of Cards with Authorization)")
19
SISTEMAS CONTROLADOS POR NÍVEL DE ESTOQUE
SISTEMA DE REVISÃO CONTÍNUA SISTEMA DE REVISÃO PERIÓDICA KANBAN CNE (CONTROLE DE NÍVEL DE ESTOQUE)
")
20
Sistema de Revisão Contínua (curva dente-de-serra: R.H.Wilson,1934)
Quando o nível de estoque (do item considerado) for menor ou igual a P unidades, é emitida uma ordem de serviço de Q unidades, sendo que decorrido um tempo L (leadtime) o lote torna-se disponível. Vê-se, portanto, que esse sistema baseia-se no nível de estoque, o qual puxa a produção.
 for menor ou igual a P unidades, é emitida uma ordem de serviço de Q unidades, sendo que decorrido um tempo L (leadtime) o lote torna-se disponível. Vê-se, portanto, que esse sistema baseia-se no nível de estoque, o qual puxa a produção.")
21
Sistema de Revisão Periódica
Nesse sistema, em intervalos constantes de tempo (por exemplo, urn mês) são emitidas ordens (geralmente de compra) dos itens solicitados, sendo que a quantidade solicitada de cada item e igual a um valor de referencia M menos a quantidade de estoque em mãos do item em questão. A maneira correta de determinar o valor de M é através da seguinte equação: Prob (D L + T <= M) = nível de serviço. onde: D L + T = demanda durante o leadtime de suprimento mais o periodo de revisao T.
 são emitidas ordens (geralmente de compra) dos itens solicitados, sendo que a quantidade solicitada de cada item e igual a um valor de referencia M menos a quantidade de estoque em mãos do item em questão. A maneira correta de determinar o valor de M é através da seguinte equação: Prob (D L + T <= M) = nível de serviço. onde: D L + T = demanda durante o leadtime de suprimento mais o periodo de revisao T.")
22
Sistemas de Kanban CNE Como um compromisso entre o ideal de fluxo de uma peça e empurrar, Ohno decidiu criar pequenas "lojas" de peças entre as operações para controlar o estoque. Quando o cliente retira itens específicos, estes são reabastecidos. Se um cliente não usa um item, ele fica na loja, mas não é reposto. Não há superprodução além da pequena quantidade que fica na prateleira. Mas como as fábricas podem ser grandes e os fornecedores de peças estarem espalhados e distantes, Ohno imaginou uma maneira de sinalizar que a linha de montagem já tivesse usado as peças e precisava de mais. Ele usou simples sinais de cartões, caixas vazias e carrinhos vazios denominados kanban. "Kanban" significa sinal, tabuleta, cartaz, outdoor, cartão, mas numa forma mais ampla pode ser considerado como um sinal de algum tipo. Envie para trás uma caixa vazia –kanban- e isto é um sinal para recarregá-lo com um determinado número de peças ou envie para trás um cartão com informações detalhadas sobre a peça e sua localização. Toda a operação da Toyota de usar kanban é conhecido como “Sistema kanban” para gerir e garantir o fluxo e produção de materiais em um sistema de produção just-in-time.

23
Sistemas Kanban Sistemas Kanban são úteis quando os tamanhos de lotes diferem entre as etapas do processo, quando os processos estão desbalanceado, ou quando a distância introduz uma desfasagem de tempo (time-lag) ou variabilidade. Sistemas Kanban são simples e funcionam melhor quando a demanda é estável e previsível, e os tempos de reposição são previsíveis. O conceito básico de um sistema Kanban pode ser facilmente observado num supermercado. Em um supermercado, cada item tem uma localização no estoque definida que contém uma quantidade específica do item. Os clientes selecionam a quantidade necessária de um item específico e avançam para a caixa. No caixa, o caixa escanea cada item e um sinal é transmitido ao banco de dados do supermercado, indicando o número de itens da peça e a quantidade que foi "consumida". Uma vez que uma determinada quantidade de um item específico foi consumida, um funcionário do supermercado toma por exemplo uma caixa desse item no armazém e re-enche o espaço na prateleira na loja.
 ou variabilidade. Sistemas Kanban são simples e funcionam melhor quando a demanda é estável e previsível, e os tempos de reposição são previsíveis. O conceito básico de um sistema Kanban pode ser facilmente observado num supermercado. Em um supermercado, cada item tem uma localização no estoque definida que contém uma quantidade específica do item. Os clientes selecionam a quantidade necessária de um item específico e avançam para a caixa. No caixa, o caixa escanea cada item e um sinal é transmitido ao banco de dados do supermercado, indicando o número de itens da peça e a quantidade que foi consumida . Uma vez que uma determinada quantidade de um item específico foi consumida, um funcionário do supermercado toma por exemplo uma caixa desse item no armazém e re-enche o espaço na prateleira na loja.")
24
Ambientes propícios para a utilização do kanban:
Sistema de Kanban CNE Ambientes propícios para a utilização do kanban: BAIXOS TEMPOS DE SETUP BAIXA VARIEDADE DE ITENS DEMANDA RELATIVAMENTE ESTÁVEL

25
Cartão KANBAN - exemplos
Cartões kanban, que podem ser coloridos com base na prioridade, mostram no mínimo o número interno e descrição da peça, o nome do fornecedor, número da peça para o fornecedor, localização no estoque e a quantidade a ser re-suprida.

26
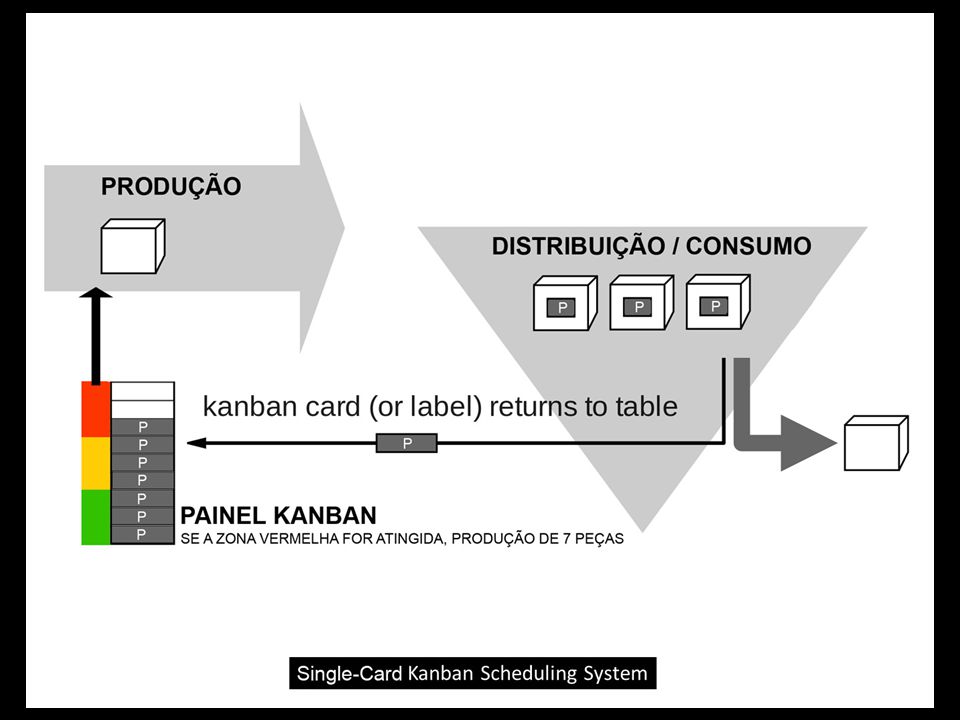
KANBAN (CONTROLE POR NÍVEL DE ESTOQUE) DE CARTÃO ÚNICO “P”
...no caso do sistema kanban com apenas o cartão-P, o operador inicia a produção a partir de uma prioridade estabelecida por um painel com faixas de diferentes cores (usualmente vermelha, amarela e verde). Tendo-se essa prioridade, esse operador vai ate a estação de trabalho anterior e pega o material necessário à produção do item, colocando no painel dessa operação anterior o cartão-P.
. Tendo-se essa prioridade, esse operador vai ate a estação de trabalho anterior e pega o material necessário à produção do item, colocando no painel dessa operação anterior o cartão-P.")
28
KANBAN Cartão-P : passo a passo

29
KANBAN Cartão-P : passo a passo

30
KANBAN Cartão-P : passo a passo

31
KANBAN Cartão-P : passo a passo

32
KANBAN Cartão-P : passo a passo

33
KANBAN Cartão-P : passo a passo

34
KANBAN Cartão-P : passo a passo

35
KANBAN Cartão-P : passo a passo

36
KANBAN Cartão-P : passo a passo

37
KANBAN Cartão-P : passo a passo

38
KANBAN Cartão-P : passo a passo

39
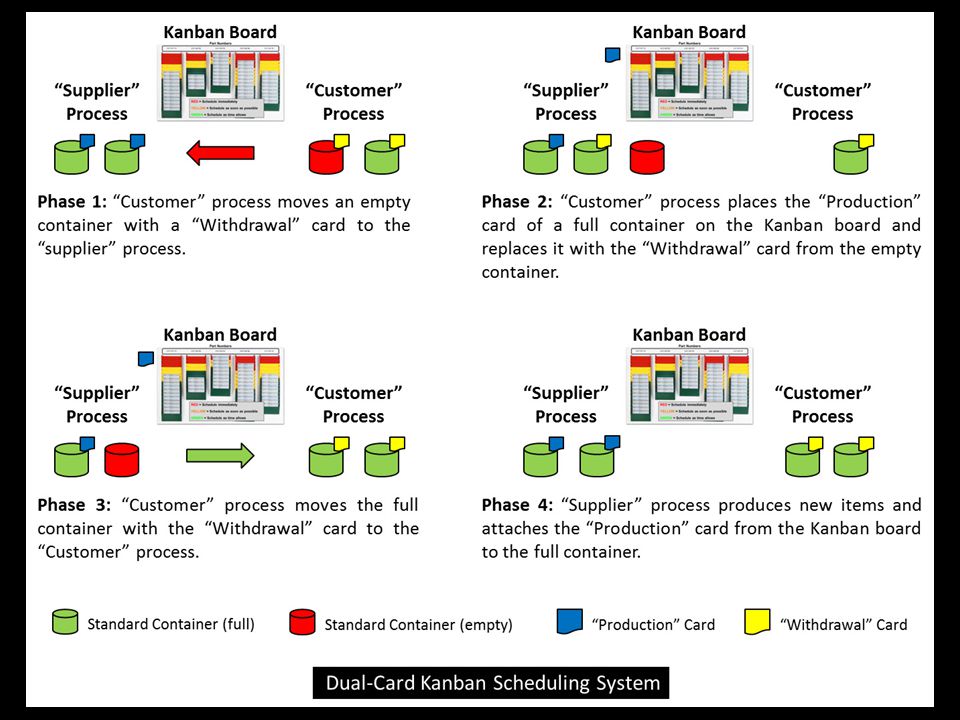
KANBAN (CONTROLE POR NÍVEL DE ESTOQUE) DE DUPLO CARTÃO
O kanban de duplo cartão trabalha com dois tipos de cartões: kanbans-R de requisição (também chamados cartões de transporte ou de transferência ou de movimentação), os quais circulam entre dois setores produtivos consecutivos e tem por finalidade autorizar a movimentação do material de uma estação de trabalho para outra; (b) kanbans-P de ordem produção, os quais circulam dentro de um único setor produtivo e tem por finalidade autorizar a produção de um determinado item.
, os quais circulam entre dois setores produtivos consecutivos e tem por finalidade autorizar a movimentação do material de uma estação de trabalho para outra; (b) kanbans-P de ordem produção, os quais circulam dentro de um único setor produtivo e tem por finalidade autorizar a produção de um determinado item.")
40
FUNCIONAMENTO DO KANBAN DE DUPLO CARTÃO
...no estoque de entrada de cada centro produtivo tem-se contenedores com cartão-R e material a ser utilizado no centro. No estoque de saída de cada centro, tem-se contenedores com cartão-P e material já processado no centro. O cliente requisita o produto do estoque de saída do ultimo estagio; O material vai para ele e o cartão-P vai para o Painel KP (cada item ocupa uma coluna do Painel dividida em três faixas (vermelha, amarela e verde)). Quando o operador da 1a estação de um estagio fica desocupado, ele pega um cartão-P do item com mais cartões na faixa vermelha (desempate, mais cartões na faixa amarela); Pega o material de entrada, coloca os cartões-R (ate então atrelados a esse material) no porta-cartões-R e então o material processado é colocado no estoque de saída do centro juntamente com o respectivo cartão-P. De tempos em tempos, o abastecedor do centro produtivo pega os primeiros cartões-R do porta-cartões e vai aos estoques de saída dos centros que fornecem tais materiais. Nesse local, o cartão-R assume o lugar do cartão-P, o qual vai para o Painel KP, e o contenedor, o material e o cartão-R são transportados para o estoque de entrada do centro que vai consumir tal material.
). Quando o operador da 1a estação de um estagio fica desocupado, ele pega um cartão-P do item com mais cartões na faixa vermelha (desempate, mais cartões na faixa amarela); Pega o material de entrada, coloca os cartões-R (ate então atrelados a esse material) no porta-cartões-R e então o material processado é colocado no estoque de saída do centro juntamente com o respectivo cartão-P. De tempos em tempos, o abastecedor do centro produtivo pega os primeiros cartões-R do porta-cartões e vai aos estoques de saída dos centros que fornecem tais materiais. Nesse local, o cartão-R assume o lugar do cartão-P, o qual vai para o Painel KP, e o contenedor, o material e o cartão-R são transportados para o estoque de entrada do centro que vai consumir tal material.")
42
KANBAN Cartão-DUPLO : passo a passo

43
KANBAN Cartão-DUPLO : passo a passo

44
KANBAN Cartão-DUPLO : passo a passo

45
KANBAN Cartão-DUPLO : passo a passo

46
KANBAN Cartão-DUPLO : passo a passo

47
KANBAN Cartão-DUPLO : passo a passo

48
KANBAN (CONTROLE POR NÍVEL DE ESTOQUE) DE DUPLO CARTÃO
 DE DUPLO CARTÃO")
49
Sistema de Kanban HÍBRIDO
Denomina-se Kanban-H as variações do kanban que têm característica híbridas, ou seja, sistemas que apesar de puxar a produção, têm o último estágio programado por uma PCP tradicional centralizado (normalmente chamado de Programa de Montagem). Estas variações são: KANBAN H DE DUPLO CARTÃO KANBAN H DE CARTÃO-P KANBAN H DE CARTÃO-R
. Estas variações são: KANBAN H DE DUPLO CARTÃO. KANBAN H DE CARTÃO-P. KANBAN H DE CARTÃO-R.")
50
KANBAN HÍBRIDO No caso de só cartão de ordem de produção (Cartão-P), o próprio contenedor, ao ficar vazio, pode voltar para o estagio anterior e sinalizar (entrando numa fila de contenedores vazios) que o item deve ser produzido no estagio anterior, ou seja, o contenedor vazio pode funcionar também como um cartão de ordem de produção.
, o próprio contenedor, ao ficar vazio, pode voltar para o estagio anterior e sinalizar (entrando numa fila de contenedores vazios) que o item deve ser produzido no estagio anterior, ou seja, o contenedor vazio pode funcionar também como um cartão de ordem de produção.")
51
KANBAN CNE vs KANBAN HÍBRIDO
A diferença está aqui

52
KANBAN HÍBRIDO No caso do sistema kanban com apenas o cartão de requisição (Cartão-R), a lógica é a seguinte: Quando um centro de trabalho requer mais componentes para serem processados, ele coleta um contenedor cheio direto da armazenagem do estagio anterior. Após a produção, o contenedor vazio é enviado ao estagio de produção anterior e o cartão de requisição vai para uma caixa de espera. A saída desse cartão da caixa de espera de volta ao ponto de estocagem representa a autorização para a movimentação de mais um contenedor cheio. Nessa variante do sistema kanban todos os estágios são programados.

53
KANBAN HÍBRIDO

54
KANBAN HÍBRIDO Segundo Schonberger (1983), a grande maioria das empresas do Japão que usam o sistema kanban não possuem o sistema de duplo cartão como no sistema original que foi desenvolvido pela Toyota, mas sim um sistema de cartão único (o cartão de requisição), e afirma que é fácil iniciar com um sistema de cartão único e então adicionar o kanban de ordem de produção posteriormente, se isso parecer benéfico.
, a grande maioria das empresas do Japão que usam o sistema kanban não possuem o sistema de duplo cartão como no sistema original que foi desenvolvido pela Toyota, mas sim um sistema de cartão único (o cartão de requisição), e afirma que é fácil iniciar com um sistema de cartão único e então adicionar o kanban de ordem de produção posteriormente, se isso parecer benéfico.")
55
KANBAN (CONTROLE POR NÍVEL DE ESTOQUE) DE DUPLO CARTÃO
VIDEO

56
NÚMERO E FORMAS DOS CARTÕES-KANBAN
Quanto ao numero de cartões kanban, existem equações matemáticas para o seu cálculo (veremos com detalhes na aula 02): Quanto mais cartões, maior o estoque em processo e menor a possibilidade de faltar material num certo setor. O cartão kanban pode assumir varias formas: etiqueta, anel, placa etc., e existe ate o kanban eletrônico para estações de trabalho distantes.
: Quanto mais cartões, maior o estoque em processo e menor a possibilidade de faltar material num certo setor. O cartão kanban pode assumir varias formas: etiqueta, anel, placa etc., e existe ate o kanban eletrônico para estações de trabalho distantes.")
Apresentações semelhantes









 Filho da Sakichi.>")




>")




