Carregar apresentação
A apresentação está carregando. Por favor, espere

1
Introdução Basicamente, o torneamento gera formas cilíndricas com uma ferramenta de corte usinando com uma única aresta, e, na maioria dos casos, a ferramenta é estacionária e a peça gira. Em muitos aspectos, é o método de corte de metal onde a ferramenta avança em um sentido linear, gerando formas não muito complexas. Por outro lado, por ser o processo mais amplamente utilizado e que mais facilmente permite desenvolvimento, atualmente o torneamento é um processo altamente otimizado, exigindo uma cuidadosa avaliação dos diversos fatores em aplicações.

2
Introdução O processo de torneamento varia em função do formato e do material da peça, das condições, exigências, custos, etc., influenciando a escolha da ferramenta de corte. Muitos dos princípios que se aplicam à usinagem de corte único, como o torneamento, também se aplicam a outros métodos de corte, como mandrilamento e até mesmo o fresamento. Há diversos tipos básicos de operações de torneamento, que exigem tipos específicos de ferramentas.

3
Torneamento Cilindrico Interno Torneamento Cilíndrico Externo
Introdução: Introdução No torneamento, a peça tem inicialmente a forma cílíndrica. A forma final é cônica ou cilíndrica. Na operação de corte a ferramenta executa movimento de translação, enquanto a peça gira em torno de seu próprio eixo. Abaixo as variações do processo de torneamento. Sangramento Radial Torneamento Cilindrico Interno Torneamento Cilíndrico Externo

4
Histórico O torneamento tem sido utilizado há muito tempo para fabricar rodas, partes de bombas d`água, cadeiras, mesas, e utensílios domésticos. Até mesmo os egípcios, assírios e romanos, já utilizavam tornos para fazer objetos com formas redondas. 1- Torno de Arco utilizado no Antigo Império Romano 2- Torno de Vara usado na Idade Média 3- Torno de Fuso usado a partir de 1600.

5
Histórico 1906: A correia motriz movimentada por conjunto de polias de diferentes diâmetros(Várias veloc. rotações. Sua propulsão era obtida através de um eixo acionado por um motor. 1925:Torno Paralelo. A variação de velocidades vinha de uma caixa de engrenagens e desengates foram postos nas sapatas para simplificar alcances de rotação longos e repetitivos. Mais utilizado atualmente. 1960:Torno automático.Para satisfazer a exigência de grande rigidez criou-se uma estrutura completamente fechada. 1978:Torno CNC. O uso de um painel permite que vários movimentos sejam programados e armazenados permitindo a rápida troca de programa.

6
Histórico Evolução do torno:

7
Histórico Torno Paralelo (Tempos Modernos)
")
8
Histórico Torno CNC (Atualmente)
")
9
Subsistemas Máquina Ferramenta
Subsistema de Suporte Responsável pela sustenção de todos os orgãos da máquina. Constituído de: Apoios, barramento e guias(manter o alinhamento do movimento do cabeçote móvel e do carro longitudinal).
.")
10
Subsistemas Máquina Ferramenta
Subsistema de Fixação da Peça É responsável pela fixação, na máquina, da peça a ser usinada. É constituído pelo cabeçote móvel e placa.

11
Subsistemas Máquina Ferramenta
Subsistema de Fixação e Movimento da Ferramenta Fixa a ferramenta e a movimenta em diferentes direções.

12
Subsistemas Máquina Ferramenta
Subsistema de Avanço Movimento automático da ferramenta e suas variações de velocidades.

13
Subsistemas Máquina Ferramenta
Subsistema de Acionamento Principal Proporciona o giro da peça com diferentes velocidades.

15
Processo Principais operações do torneamento:
Torneamento Superfícies Cilíndricas Externas e Internas Torneamento Superfícies Cônicas Externas e Internas Roscar superfícies externas e internas Perfilamento Faceamento Sangramento Recartilhado Polimento

16
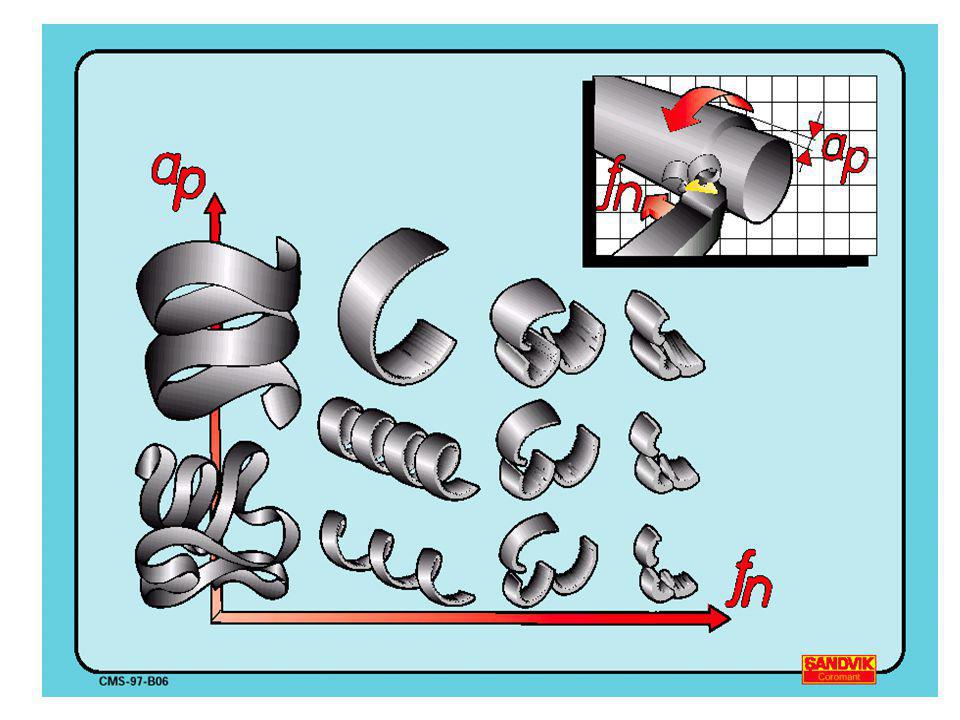
Formação de Cavacos O formato do cavaco é em grande parte influenciada pelo material que está sendo usinado, variando entre formas contínuas de material dúctil a cavacos quebradiços para materiais frágeis. Ângulos da ferramenta de corte que influenciam o forma do cavaco: ângulo de inclinação; ângulo de posição; raio de ponta da ferramenta. (ver Torneamento II )
")
17
Formação de Cavacos O ângulo de inclinação direciona o cavaco para fora da zona de corte. Evita por exemplo a formação do cavaco parecido com a mola de um relógio (com aconteceria no corte ortogonal). O ângulo de posição e o raio de ponta da ferramenta afetam a formação de cavacos na medida em que a seção transversal do cavaco se modifica. A espessura do cavaco é reduzida e a largura é aumentada com ângulos menores.
. O ângulo de posição e o raio de ponta da ferramenta afetam a formação de cavacos na medida em que a seção transversal do cavaco se modifica. A espessura do cavaco é reduzida e a largura é aumentada com ângulos menores.")
19
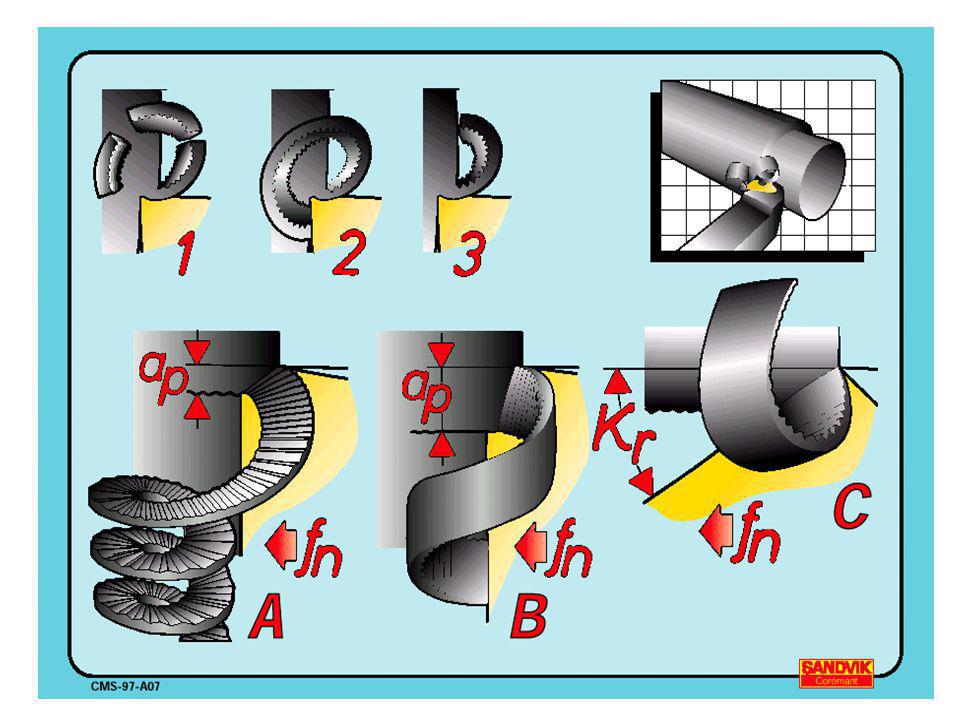
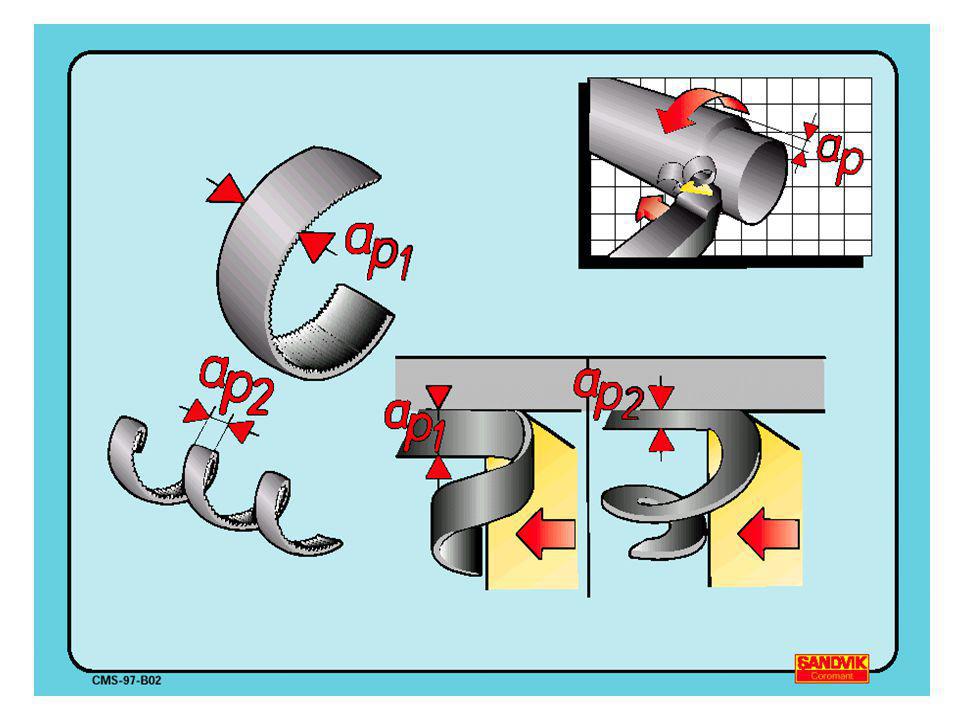
Formação de Cavacos A direção do fluxo de cavaco também é modificada, normalmente de maneira desvantajosa, com o passo da espiral sendo aumentado. Dependendo da profundidade de corte (ap), o formato e a direção dos cavacos também varia com o raio de ponta da aresta de corte.
, o formato e a direção dos cavacos também varia com o raio de ponta da aresta de corte.")
22
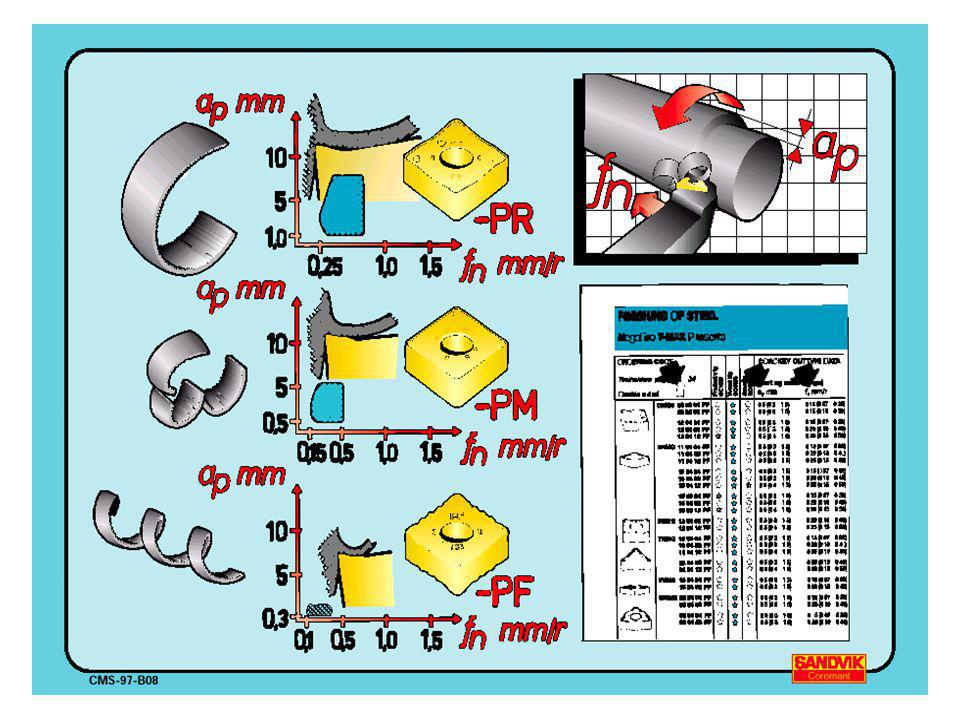
Quebra de Cavacos Existem diferentes maneiras de se fazer um cavaco quebrar: quebra automática, como ocorre no torneamento de ferros fundidos; quebra contra a ferramenta; quebra contra a peça. A maneira de quebrar o cavaco depende em parte da geometria da ferramenta, do material da peça e das condições de corte.

24
Rugosidade A faixa de rugosidade (Ra) obtida com o processo de torneamento é entre 6.3 a 0.4 µm. O raio de ponta é um fator importante em muitas operações de torneamento, pois afeta a robustez da aresta de corte e o acabamento da superfície usinada. No torneamento de desbaste, pode ser escolhido o maior raio de ponta possível, sem causar aumento nas tendências a vibrações. Ver torneamento II (8 -9)
")
25
Rugosidade Em operações de acabamento, a rugosidade gerada será diretamente influenciado pela combinação de raio de ponta e faixa de avanço.

26
Torneamento Interno No torneamento externo, o balanço da ferramenta não é afetado pelo comprimento da peça e o tamanho do porta-ferramenta pode ser escolhido de forma que suporte as forças e as tensões que surgem durante a operação. No torneamento interno (e no mandrilamento), a escolha da ferramenta é muito mais restrita devido ao diâmetro e comprimento de furo da peça, já que a profundidade do furo determina o balanço.
, a escolha da ferramenta é muito mais restrita devido ao diâmetro e comprimento de furo da peça, já que a profundidade do furo determina o balanço.")
27
Torneamento Interno A força de corte forçará a ferramenta para baixo e para fora da linha de centro e, ao fazer isso, também reduzirá o ângulo de folga da ferramenta. No mandrilamento de furos pequenos, é particularmente importante que o ângulo de folga da pastilha seja suficiente para evitar o contato entre a ferramenta e a parede do furo.

28
Torneamento Interno

Apresentações semelhantes






 Furadeiras>")













