Carregar apresentação
A apresentação está carregando. Por favor, espere

2
ESTUDO DE TEMPOS

3
PADRÕES DE PRODUÇÃO E MEDIÇÃO DO TRABALHO
Os padrões de produção fornecem dados fundamentais para muitos problemas de tomada de decisões no campo da produção têm importância critica, porque o custo da mão-de-obra é um fator predominante, influindo em muitas das decisões que devem ser tomadas Os padrões de produção também oferecem dados básicos usados diariamente nas operações de uma fábrica. Por exemplo, a programação ou a atribuição de tarefas à maquinas requer o conhecimento das necessidades de tempo previstas para as diversas encomendas. Para a fabricação sob encomenda, devemos estar em condições de fornecer aos fregueses potenciais, uma proposta contendo o preço e o prazo de entrega

4
A Essência do Problema da Medição do Trabalho
Quais os padrões de produção aplicáveis à população industrial? Qual o tempo necessário para o trabalhador realizar uma determinada tarefa? Qual a data de entrega do produto ao cliente? E qual o preço da venda? Na gestão da mão-de-obra, como avaliar o desempenho de um trabalhador, de um departamento ou da empresa como um todo?

5
ESTUDO DE TEMPOS O Estudo de Tempo é uma técnica de medida do trabalho que permite registrar os tempos e os fatores de atividade para os elementos de uma dada operação ou tarefa, executada em determinadas condições, e analisar os dados recolhidos, a fim de se obter o tempo necessário para executar esta tarefa a um nível de rendimento bem definido. O Estudo de Tempos pode ser utilizado para a determinação de tempos standard para operações ou tarefas já sistematizadas ou como ferramenta de apoio ao Estudo de Métodos como apoio à análise (fator medição).
.")
6
1 2 3 Finalidades do estudo de tempos
Estabelecer padrões para os programas de produção para permitir o planejamento da fábrica, utilizando com eficácia os recursos disponíveis e, também, para avaliar o desempenho da produção em relação ao padrão existente; 2 Fornecer os dados para a determinação dos custos padrões, para levantamento de custos de fabricação, determinação de orçamentos e estimativa de custo de um produto novo; 3 Fornecer dados para o estudo de balanceamento de estruturas de produção, comparar roteiros de fabricação e analisar o planejamento da capacidade.

8
ESTUDO DE TEMPOS NA PRODUÇÃO.

9
ESTUDO DE TEMPOS NA PRODUÇÃO.
Tempo de Manufatura ou Lead-Time Mede o tempo total de transformação das matérias-primas e componentes em produtos acabados. Parâmetros de medida do Tempo de Manufatura (TM): Tempo de preparação de lote (set-up) (Ts): tempo de preparar os materiais, equipamentos, ferramentas e dispositivos de trabalho necessários para o funcionamento do centro de produção ou posto de trabalho. Tempo de processamento básico (Tpr): inclui as paradas técnicas de inspeções, limpezas, ajustes e quebras de máquina. Tempo de carga e descarga (Tc): é o tempo de posicionamento dos materiais para a execução de cada operação no posto. Também chamado de tempo de carregamento de máquina. Tempo de transporte (Tt): compreende o tempo de movimentação dos materiais (lote) entre o final de processamento de um centro de produção até sua estocagem no centro seguinte. Tempo de estocagem (Te): no centro de produção, em função da formação de lote para o transporte e/ou aguardando o processamento.
: Tempo de preparação de lote (set-up) (Ts): tempo de preparar os materiais, equipamentos, ferramentas e dispositivos de trabalho necessários para o funcionamento do centro de produção ou posto de trabalho. Tempo de processamento básico (Tpr): inclui as paradas técnicas de inspeções, limpezas, ajustes e quebras de máquina. Tempo de carga e descarga (Tc): é o tempo de posicionamento dos materiais para a execução de cada operação no posto. Também chamado de tempo de carregamento de máquina. Tempo de transporte (Tt): compreende o tempo de movimentação dos materiais (lote) entre o final de processamento de um centro de produção até sua estocagem no centro seguinte. Tempo de estocagem (Te): no centro de produção, em função da formação de lote para o transporte e/ou aguardando o processamento.")
10
ESTUDO DE TEMPOS NA PRODUÇÃO.
Takt Time O takt-time é definido como tempo de produção disponível dividido pelo índice da demanda do cliente. Ele determina o ritmo da produção de acordo com a demanda do cliente (WOMACK, 1998). De forma simplificada: takt-time é o ritmo de produção necessário para atender a demanda e resulta da razão entre o tempo disponível para a produção e o numero de unidades a serem produzidas. O takt-time é um tempo alocado pela gerencia para a produção de um componente, produto ou do trabalho de um centro de produção. A idéia de alocação de um tempo para produção implica que o takt-time não é calculado a partir da capacidade de produção, mas determinado em função da necessidade de atender uma demanda externa ao sistema de produção. takt-time é o ritmo de produção necessário para atender a um determinado nível considerado de demanda, dada as restrições de capacidade da linha ou célula.
. De forma simplificada: takt-time é o ritmo de produção necessário para atender a demanda e resulta da razão entre o tempo disponível para a produção e o numero de unidades a serem produzidas. O takt-time é um tempo alocado pela gerencia para a produção de um componente, produto ou do trabalho de um centro de produção. A idéia de alocação de um tempo para produção implica que o takt-time não é calculado a partir da capacidade de produção, mas determinado em função da necessidade de atender uma demanda externa ao sistema de produção. takt-time é o ritmo de produção necessário para atender a um determinado nível considerado de demanda, dada as restrições de capacidade da linha ou célula.")
11
ESTUDO DE TEMPOS NA PRODUÇÃO.
Tempo de Ciclo O Tempo de Ciclo, para WOMACK (1998) é aquele necessário para se completar o ciclo de uma operação. A duração deste ciclo é dada pelo período transcorrido entre a repetição de um mesmo evento que caracteriza o início ou fim desse ciclo, desprezando-se paradas entre ciclos provocadas por interrupções organizacionais. Em um sistema de produção, o tempo de ciclo é determinado pelas condições operativas da célula ou linha e definido em função de dois elementos: • Tempos unitários de processamento em cada posto ou centro de produção • Número de trabalhadores na célula ou linha
 é aquele necessário para se completar o ciclo de uma operação. A duração deste ciclo é dada pelo período transcorrido entre a repetição de um mesmo evento que caracteriza o início ou fim desse ciclo, desprezando-se paradas entre ciclos provocadas por interrupções organizacionais. Em um sistema de produção, o tempo de ciclo é determinado pelas condições operativas da célula ou linha e definido em função de dois elementos: • Tempos unitários de processamento em cada posto ou centro de produção. • Número de trabalhadores na célula ou linha.")
12
ESTUDO DE TEMPOS NA PRODUÇÃO.
Tempo de preparação ( Set-up) O tempo de preparação (set-up) é definido como o tempo decorrido na troca do processo do final da produção de um lote até a produção da primeira peça boa do próximo lote (SLACK, 1997). As operações na manufatura segundo SHINGO (1996) podem ser classificadas da seguinte maneira: Operações de Set-up – preparação antes e depois das operações, como, por exemplo, troca de ferramentas, troca de dispositivos. A adoção da troca rápida de ferramentas (TRF) é uma das maneiras mais eficazes de melhorar o set-up. Existem dois tipos de operação de set-up: Set-up interno: operações de set-up que podem ser executadas somente quando a máquina estiver parada, como por exemplo, a fixação e remoção de uma matriz. Set-up externo: operações de set-up que podem ser executadas enquanto a máquina ainda está em operação, como por exemplo: transporte de matrizes, preparação das ferramentas de troca, etc.
 O tempo de preparação (set-up) é definido como o tempo decorrido na troca do processo do final da produção de um lote até a produção da primeira peça boa do próximo lote (SLACK, 1997). As operações na manufatura segundo SHINGO (1996) podem ser classificadas da seguinte maneira: Operações de Set-up – preparação antes e depois das operações, como, por exemplo, troca de ferramentas, troca de dispositivos. A adoção da troca rápida de ferramentas (TRF) é uma das maneiras mais eficazes de melhorar o set-up. Existem dois tipos de operação de set-up: Set-up interno: operações de set-up que podem ser executadas somente quando a máquina estiver parada, como por exemplo, a fixação e remoção de uma matriz. Set-up externo: operações de set-up que podem ser executadas enquanto a máquina ainda está em operação, como por exemplo: transporte de matrizes, preparação das ferramentas de troca, etc.")
13
ESTUDO DE TEMPOS NA PRODUÇÃO.
TEMPO-PADRÃO É o tempo utilizado para a determinação da capacidade de trabalho em centros de produção onde há atividades de operadores, seja em atividades exclusivamente manuais, seja na interação homem-máquina. "... o tempo gasto por uma pessoa qualificada e devidamente treinada, trabalhando em ritmo normal, para executar uma tarefa ou operação específica..." RALPH BARNES. "... o tempo necessário para completar um ciclo de uma operação quando realizada com um dado método, em uma certa velocidade arbitrária de trabalho, com previsão de demoras e atrasos independentes do operador ..." EDWARD KRICK. " ... um tempo padrão é uma função da quantidade de tempo necessário para desenvolver uma unidade de trabalho: usando um método e equipamentos dados; sob certas condições de trabalho; por um trabalhador que possua uma quantidade específica de habilidade no trabalho e uma aptidão específica para o trabalho; e trabalhando em uma etapa na qual utilizará, dentro de um período dado de tempo, seu esforço físico máximo e desenvolvendo tal trabalho sem efeitos prejudiciais ... " MARVIN E. MUNDEL.

14
ESTUDO DE TEMPOS NA PRODUÇÃO.
Aplicação do tempo-padrão: PCP - medida do trabalho de pequenas séries de produção, medida do trabalho para serviços de manutenção, programação e controle de entregas aos clientes. PRODUTIVIDADE - estudo da distribuição da produtividade do trabalho através do estabelecimento de tempos-padrão para as operações, por componente, por produto e por grupo de produção, a fim de estabelecer incentivos salariais. CUSTOS - estabelecimento do custo dos produtos pelos custos de produção associados às instalações, equipamentos e mão-de-obra.

15
ESTUDO DE TEMPOS NA PRODUÇÃO.
Determinação do tempo-padrão.

16
ESTUDO DE TEMPOS NA PRODUÇÃO.
Métodos de desenvolvimento dos tempos padrões: Cronometragem 1 Tempos Sintéticos 2 Amostragem do trabalho 3

17
ESTUDO DE TEMPOS NA PRODUÇÃO.
Equipamentos para o Estudo de Tempos Cronômetro de hora centesimal Filmadora Folha de observação Prancheta para observações

18
CRONOMETRAGEM Etapas para a determinação do tempo padrão de uma operação Obter e registrar todas as informações possíveis sobre operação, o operador e as condições que podem influenciar na execução do trabalho; Dividir a operação em elementos e registrar uma descrição completa do método; Observar e registrar o tempo gasto pelo operador.; Determinar o tamanho da amostra ou o número de ciclos a ser cronometrado; Avaliar o ritmo do operador; Determinar o tempo normal; Determinar as tolerâncias; Determinar o tempo-padrão da operação.

19
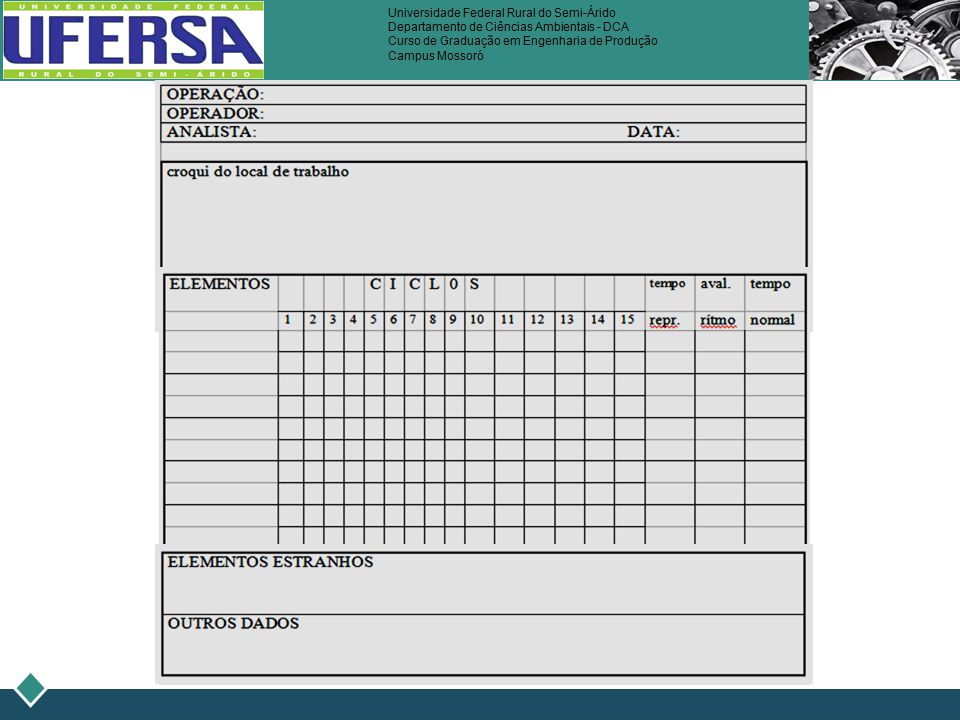
Obter e Registrar Informações
CRONOMETRAGEM Obter e Registrar Informações Informações a respeito da operação e do operador em estudo no cabeçalho da folha de observações com relação a operação, peça, material, cliente, número da ordem, dimensão do lote etc., Um esquema do local de trabalho também deve ser incluído, mostrando a posição do operador e a localização das ferramentas, dispositivos e materiais. Deve ser feito um registro preciso do número, dimensões e descrição de ferramentas, dispositivos, calibres. Devem ser registrados o nome e o número do operador.

20
Divisão da Operação em Elementos e Registro da Descrição do Método
CRONOMETRAGEM Divisão da Operação em Elementos e Registro da Descrição do Método São as partes em que a operação pode ser dividida. Tem a finalidade de verificar o método de trabalho e deve ser compatível com a obtenção de uma medida precisa. Tomar o cuidado de não dividir a operação em um número excessivo de elementos. É a subdivisão de um ciclo de trabalho composta de uma seqüência de um ou vários movimentos fundamentais, Numa operação verificam-se, geralmente, três elementos principais: 1. Separar o trabalho em partes, de maneira que sejam mais curtas possíveis, mas longas o suficiente para que possam ser medidas com o cronômetro. A prática obtida, na realização de inúmeros processos de cronoanálise em várias empresas indica que o tempo mínimo a ser medido deve ser superior a cinco segundos. 2. As ações do operador, quando independentes das ações da máquina, devem ser medidas em separado. Em outras palavras, o trabalho do operador é do operador e o trabalho da máquina é da máquina. 3. Definir o atraso ocasionado pelo operador e pelo equipamento separadamente.

21
CRONOMETRAGEM Divisão da Operação em Elementos e Registro da Descrição do Método Exemplo: uma indústria de confecções deseja cronometrar o tempo de costura de uma camiseta. Em que elementos esta operação pode ser dividida? Resolução: Seria difícil cronometrar todas as atividades independentemente e detalhadamente como no “diagrama das duas mãos” dado o pequeno espaço de tempo que cada atividade demanda. Assim é possível dividir as atividades em: Elemento 1 – Costura dos ombros (costura da frente com as costas unindo os ombros) Elemento 2 – Costura das mangas (costura fechando as duas mangas independentes) Elemento 3 – Costura das mangas nos conjunto frente e costas Elemento 4 – Fechamento de frente e costas nas laterais (abaixo das mangas) Elemento 5 – Costura da barra das mangas Elemento 6 – Costura da barra inferior do corpo Elemento 7 – Colocação da ribana11
 Elemento 2 – Costura das mangas (costura fechando as duas mangas independentes) Elemento 3 – Costura das mangas nos conjunto frente e costas. Elemento 4 – Fechamento de frente e costas nas laterais (abaixo das mangas) Elemento 5 – Costura da barra das mangas. Elemento 6 – Costura da barra inferior do corpo. Elemento 7 – Colocação da ribana11.")
22
2 z . R n = ---------------- Er . d2 . x CRONOMETRAGEM
Número de ciclos a serem cronometrados quantas tomadas de tempo são necessárias para que a média obtida seja estatisticamente aceitável? 2 z . R n = Er . d2 . x Onde: n ... Número de ciclos a cronometrar z ... Coeficiente da distribuição Normal Padrão R ... Amplitude da amostra d2 ... Coeficiente que depende do número de cronometragens realizadas preliminarmente X .. Média da amostra

23
Interpretação da fórmula: a fórmula do cálculo do número de ciclos a serem cronometrados foi desenvolvida em bases estatísticas. O tamanho da amostra vai depender: a) do grau de confiança desejado: Assim, quanto maior o grau de confiança, maior o valor de Z (vide Tabela 2). Como Z está no numerador da fórmula, quanto maior Z, maior o tamanho de N. b) da dispersão entre os valores individuais da população: Quanto maior a amplitude da amostra, maior o valor de N, já que R também está no numerador da fórmula. c) do erro tolerável: Quanto maior o valor do erro tolerável Er, menor o tamanho da amostra exigido, uma vez que Er esta no denominador da fórmula. d) da média das observações: Quanto maior for o valor da média, menor será o tamanho da amostra necessário, já que x está no denominador da fórmula. Isto está relacionado ao fato que o grau de precisão na mensuração do tempo de atividades longas é maior que na mensuração de atividades curtas. e) do tamanho da amostra inicial: Quanto maior o tamanho da amostra inicial, mais precisa será a mensuração. Como se pode perceber a partir da Tabela 2, d2 aumenta à medida que aumenta o número de cronometragens iniciais. Assim, como d2 se encontra no denominador da fórmula, quanto maior a amostragem inicial, menor será o valor de N.
 do grau de confiança desejado: Assim, quanto maior o grau de confiança, maior o valor de Z (vide Tabela 2). Como Z está no numerador da fórmula, quanto maior Z, maior o tamanho de N. b) da dispersão entre os valores individuais da população: Quanto maior a amplitude da amostra, maior o valor de N, já que R também está no numerador da fórmula. c) do erro tolerável: Quanto maior o valor do erro tolerável Er, menor o tamanho da amostra exigido, uma vez que Er esta no denominador da fórmula. d) da média das observações: Quanto maior for o valor da média, menor será o tamanho da amostra necessário, já que x está no denominador da fórmula. Isto está relacionado ao fato que o grau de precisão na mensuração do tempo de atividades longas é maior que na mensuração de atividades curtas. e) do tamanho da amostra inicial: Quanto maior o tamanho da amostra inicial, mais precisa será a mensuração. Como se pode perceber a partir da Tabela 2, d2 aumenta à medida que aumenta o número de cronometragens iniciais. Assim, como d2 se encontra no denominador da fórmula, quanto maior a amostragem inicial, menor será o valor de N.")
24
CRONOMETRAGEM Número de ciclos a serem cronometrados

25
CRONOMETRAGEM Número de ciclos a serem cronometrados Método estatístico No método estatístico deve-se efetuar um certo número de observações preliminares, ou seja, uma amostra piloto (n’) e aplicar a fórmula seguinte para um nível de confiança de 95% e um erro de 5%. Sendo: n = tamanho da amostra que desejamos determinar; n’= número de observações do estudo preliminar; x = valor das observações.
 e aplicar a fórmula seguinte para um nível de confiança de 95% e um erro de 5%. Sendo: n = tamanho da amostra que desejamos determinar; n’= número de observações do estudo preliminar; x = valor das observações.")
26
CRONOMETRAGEM Exemplo: suponhamos que para um elemento dado se efetuou cinco observações preliminares e que os valores dos respectivos tempos transcorridos, expressos em centésimos de minuto, são 7, 6, 7, 7 e 6. Calcularemos os quadrados e as somas dos quadrados desses números: x x2 7 49 6 36 Substituindo estes valores na fórmula anterior, se obtém o valor de n

27
CRONOMETRAGEM Exemplo: Um analista de processos de uma grande fábrica de produtos de linha branca cronometrou a operação de montagem de determinada porta de um modelo de refrigerador. Foram feitas sete cronometragens iniciais para as quais foram obtidos os seguintes valores em segundos: 10,5 – 10,3 – 9,3 – 9,2 – 9,5 – 9,9 – 10,0 A empresa determinou, como regra geral, o grau de confiança para os tempos cronometrados fosse de 95 %, com um erro relativo inferior a 5%.

28
Em outras palavras, foram realizadas sete cronometragens iniciais e a fórmula, utilizando estes valores preliminares, determinou que apenas quatro cronometragens seriam suficientes.

29
Estimativa do número de observações
CRONOMETRAGEM Estimativa do número de observações A estimativa do número de observações pode ser feita através dos seguintes passos: 1) Cronometre (a) dez leituras para ciclos de 2 min ou menos, (b) cinco leituras para ciclos de mais de 2 min. 2) Determine a amplitude R. Esta é obtida pela diferença entre o maior valor H e o menor valor L(H-L=R). 3) Determine a média X. Esta é a soma das leituras dividida pelo número total de observações (que será 5 ou 10). Esta média pode ser aproximada pelo valor maior mais o valor menor dividido por 2, isto é, (H+L)/2. 4) Determine R/X, ou seja, amplitude dividida pela média. 5) Determine o número de leituras necessárias da tabela 1. Leia na primeira coluna o valor R/X; na coluna relativa à dimensão da amostra será encontrado o número de observações necessário (para um nível de confiança de 95% e um erro relativo de 10%, divida o número encontrado por 4). 6) Continue as observações até que seja obtido o número requerido.
 Cronometre (a) dez leituras para ciclos de 2 min ou menos, (b) cinco leituras para ciclos de mais de 2 min. 2) Determine a amplitude R. Esta é obtida pela diferença entre o maior valor H e o menor valor L(H-L=R). 3) Determine a média X. Esta é a soma das leituras dividida pelo número total de observações (que será 5 ou 10). Esta média pode ser aproximada pelo valor maior mais o valor menor dividido por 2, isto é, (H+L)/2. 4) Determine R/X, ou seja, amplitude dividida pela média. 5) Determine o número de leituras necessárias da tabela 1. Leia na primeira coluna o valor R/X; na coluna relativa à dimensão da amostra será encontrado o número de observações necessário (para um nível de confiança de 95% e um erro relativo de 10%, divida o número encontrado por 4). 6) Continue as observações até que seja obtido o número requerido.")
30
Tabela 1 — Número de leituras de estudo de tempos N’requerido
para erro relativo de 5%e nível de confiança de 95%

31
Exemplo: A tabela abaixo mostra um estudo de tempos para dez ciclos consecutivos de uma operação constituída de três elementos. É o seguinte, o procedimento seguido para a determinação do número de leituras necessário a fim de fornecer um erro relativo de 5% e um nível de confiança de 95%. Elemento 1 0,07 0,09 0,06 0.08 0,08 Elemento 2 0,12 0,13 0,11 Elemento 3 0,56 0,57 0,55 0,54

32
Neste exemplo será usado o elemento 2.
1) Cronometre, a figura 18 fornece dez ciclos para cada elemento 2) Determine a amplitude R para o elemento 2. 3) determine a média X. 4) Determine o valor R/X. 5) Determine o número de leituras necessário da tabela 1. Como 0,395 é mais próximo de 0,40 do que de 0,38, o número de leituras correspondentes a 0,40 é 27. 6) Continue o estudo até obter um total de 27 leituras.
 Cronometre, a figura 18 fornece dez ciclos para cada elemento. 2) Determine a amplitude R para o elemento 2. 3) determine a média X. 4) Determine o valor R/X. 5) Determine o número de leituras necessário da tabela 1. Como 0,395 é mais próximo de 0,40 do que de 0,38, o número de leituras correspondentes a 0,40 é 27. 6) Continue o estudo até obter um total de 27 leituras.")
33
Velocidade do Operador
A velocidade V (também denominada de RÍTMO) do operador é determinada subjetivamente por parte do cronometrista, que a referencia à assim denominada velocidade normal de operação, à qual é atribuído um valor 1,00 (ou 100%). Assim, se: V = 100% Velocidade Normal V > 100% Velocidade Acelerada V < 100% Velocidade Lenta
 do operador é determinada subjetivamente por parte do cronometrista, que a referencia à assim denominada velocidade normal de operação, à qual é atribuído um valor 1,00 (ou 100%). Assim, se: V = 100% Velocidade Normal. V > 100% Velocidade Acelerada. V < 100% Velocidade Lenta.")
34
Determinação das Tolerâncias
Necessidades Pessoais: de 10 a 25 min por turno de 8 horas Alívio da Fadiga: depende basicamente das condições do trabalho, geralmente variando de 10% (trabalho leve e um bom ambiente) a 50% (trabalho pesado em condições inadequadas) da jornada de trabalho. O fator FT (Fator de Tolerância) é geralmente dado por: FT = 1/(1-p) Onde p é a relação entre o total de tempo parado devido às permissões e a jornada de trabalho.
 a 50% (trabalho pesado em condições inadequadas) da jornada de trabalho. O fator FT (Fator de Tolerância) é geralmente dado por: FT = 1/(1-p) Onde p é a relação entre o total de tempo parado devido às permissões e a jornada de trabalho.")
35
Determinação do Tempo Padrão
Uma vez obtidas as n cronometragens válidas, deve-se: Calcular a média da n cronometragens, obtendo-se Tempo Cronometrado (TC); Calcular o Tempo Normal (TN): TN = TC x V Calcular o Tempo Padrão (TP) TP = TN x FT
; Calcular o Tempo Normal (TN): TN = TC x V. Calcular o Tempo Padrão (TP) TP = TN x FT.")
41
Click to edit company slogan .
Thank You ! Click to edit company slogan .

Apresentações semelhantes


.>")
















