Carregar apresentação
A apresentação está carregando. Por favor, espere

1
UNIVERSIDADE ESTADUAL DE CAMPINAS UNIVERSIDADE ESTADUAL DE CAMPINAS FACULDADE DE ODONTOLOGIA DE PIRACICABA DE PIRACICABA ÁREA - MATERIAIS DENTÁRIOS FACULDADE DE ODONTOLOGIA DE PIRACICABA DE PIRACICABA ÁREA - MATERIAIS DENTÁRIOS

2
UNIVERSIDADE ESTADUAL DE CAMPINAS FACULDADE DE ODONTOLOGIA DE PIRACICABA SEMINÀRIO DO CURSO DE PÓS – GRADUAÇÃO EM MATERIAIS DENTÁRIOS Mestranda Daniela Rodrigues Fernandes

3
MATERIAIS DE MOLDAGEM ELASTOMÉRICOS NÃO-AQUOSOS

4
TERMINOLOGIATERMINOLOGIA MoldeiraMoldeira MoldagemMoldagem MoldeMolde ModeloModelo MoldeiraMoldeira MoldagemMoldagem MoldeMolde ModeloModelo

6
PROPRIEDADES IDEAIS DOS MATERIAIS DE MOLDAGEM Facilidade de misturaFacilidade de mistura Precisão de detalhesPrecisão de detalhes Sem distorçãoSem distorção Estabilidade dimensionalEstabilidade dimensional Resistência à rupturaResistência à ruptura Compatibilidade com o gessoCompatibilidade com o gesso BiocompatibilidadeBiocompatibilidade Facilidade de misturaFacilidade de mistura Precisão de detalhesPrecisão de detalhes Sem distorçãoSem distorção Estabilidade dimensionalEstabilidade dimensional Resistência à rupturaResistência à ruptura Compatibilidade com o gessoCompatibilidade com o gesso BiocompatibilidadeBiocompatibilidade

7
Tempo de trabalhoTempo de trabalho Começa com o início da mistura e termina pouco antes do material ter desenvolvido suas propriedades elásticas Começa com o início da mistura e termina pouco antes do material ter desenvolvido suas propriedades elásticas Tempo de presaTempo de presa Tempo decorrido entre o início da mistura até a cura do material que permita sua remoção da boca sem distorção significante Tempo decorrido entre o início da mistura até a cura do material que permita sua remoção da boca sem distorção significante Tempo de trabalhoTempo de trabalho Começa com o início da mistura e termina pouco antes do material ter desenvolvido suas propriedades elásticas Começa com o início da mistura e termina pouco antes do material ter desenvolvido suas propriedades elásticas Tempo de presaTempo de presa Tempo decorrido entre o início da mistura até a cura do material que permita sua remoção da boca sem distorção significante Tempo decorrido entre o início da mistura até a cura do material que permita sua remoção da boca sem distorção significante O tempo de presa não corresponde ao tempo de cura pois a polimerização pode continuar até um certo tempo

8
TIPOS DE MATERIAIS DE MOLDAGEM ReversíveisReversíveis IrreversíveisIrreversíveis AnelásticosAnelásticos ElásticosElásticos ReversíveisReversíveis IrreversíveisIrreversíveis AnelásticosAnelásticos ElásticosElásticos

9
SELEÇÃO DO MATERIAL DE MOLDAGEM Área a ser moldadaÁrea a ser moldada Necessidade de precisãoNecessidade de precisão Estabilidade dimensional do materialEstabilidade dimensional do material Habilidade do profissionalHabilidade do profissional Características de trabalho do materialCaracterísticas de trabalho do material TempoTempo Área a ser moldadaÁrea a ser moldada Necessidade de precisãoNecessidade de precisão Estabilidade dimensional do materialEstabilidade dimensional do material Habilidade do profissionalHabilidade do profissional Características de trabalho do materialCaracterísticas de trabalho do material TempoTempo

10
ELASTÔMEROSELASTÔMEROS Composição PolimerosComposição Polimeros DenominaçãoDenominação –Tipo de material –Processo de fabricação –Química –Fabricante Composição PolimerosComposição Polimeros DenominaçãoDenominação –Tipo de material –Processo de fabricação –Química –Fabricante

11
ELASTÔMEROSELASTÔMEROS Especificação da ADAEspecificação da ADA –Propriedades elasticas e alterações dimensionais ClassificaçãoClassificação –Leve –Médio ou regular –Pesado –Massa densa Especificação da ADAEspecificação da ADA –Propriedades elasticas e alterações dimensionais ClassificaçãoClassificação –Leve –Médio ou regular –Pesado –Massa densa

12
TIPOS DE POLIMERIZAÇÃO POLIMERIZAÇÃO POR ADIÇÃO POLIMERIZAÇÃO POR CONDENSAÇÃO POLIMERIZAÇÃO POR CONDENSAÇÃO ++

13
CARACTERÍSTICASCARACTERÍSTICAS Boa reprodução de detalhesBoa reprodução de detalhes Estável dimensionalmenteEstável dimensionalmente Resistência à rupturaResistência à ruptura Pouco irritantePouco irritante Compatível com o gessoCompatível com o gesso Boas propriedades de trabalhoBoas propriedades de trabalho Boa reprodução de detalhesBoa reprodução de detalhes Estável dimensionalmenteEstável dimensionalmente Resistência à rupturaResistência à ruptura Pouco irritantePouco irritante Compatível com o gessoCompatível com o gesso Boas propriedades de trabalhoBoas propriedades de trabalho

14
CLASSIFICAÇÃO Polissulfeto Silicone polimerizada por condensação Silicone polimerizada por adição Poliéter Polissulfeto Silicone polimerizada por condensação Silicone polimerizada por adição Poliéter

15
POLISSULFETOSPOLISSULFETOS HS-S H H S-SH HS-S-S-SH + H 2 O OO Ligações cruzadas com o agente oxidante (dióxido de chumbo )Ligações cruzadas com o agente oxidante (dióxido de chumbo ) Formação uma rede tridimensional viscosidadeFormação uma rede tridimensional viscosidade Reação exotérmicaReação exotérmica Influenciada pela umidade e temperaturaInfluenciada pela umidade e temperatura Ligações cruzadas com o agente oxidante (dióxido de chumbo )Ligações cruzadas com o agente oxidante (dióxido de chumbo ) Formação uma rede tridimensional viscosidadeFormação uma rede tridimensional viscosidade Reação exotérmicaReação exotérmica Influenciada pela umidade e temperaturaInfluenciada pela umidade e temperatura
Ligações cruzadas com o agente oxidante (dióxido de chumbo ) Formação uma rede tridimensional viscosidadeFormação uma rede tridimensional viscosidade Reação exotérmicaReação exotérmica Influenciada pela umidade e temperaturaInfluenciada pela umidade e temperatura Ligações cruzadas com o agente oxidante (dióxido de chumbo )Ligações cruzadas com o agente oxidante (dióxido de chumbo ) Formação uma rede tridimensional viscosidadeFormação uma rede tridimensional viscosidade Reação exotérmicaReação exotérmica Influenciada pela umidade e temperaturaInfluenciada pela umidade e temperatura")
16
COMPOSIÇÃO Pasta-base:Pasta-base: –Polímero de polissulfeto –Carga: sulfato de bário,sulfeto de zinco e dióxido de titânio resistência –Plastificador: dibutilftalato Viscosidade –Enxofre Pasta catalisadora ou aceleradora:Pasta catalisadora ou aceleradora: –Dióxido de chumbo –Ácido oléico ou esteárico Velocidade da reação Pasta-base:Pasta-base: –Polímero de polissulfeto –Carga: sulfato de bário,sulfeto de zinco e dióxido de titânio resistência –Plastificador: dibutilftalato Viscosidade –Enxofre Pasta catalisadora ou aceleradora:Pasta catalisadora ou aceleradora: –Dióxido de chumbo –Ácido oléico ou esteárico Velocidade da reação

17
CARACTERÍSTICASCARACTERÍSTICAS Boas propriedades elásticasBoas propriedades elásticas Alta resistência à rupturaAlta resistência à ruptura Pouca rigidezPouca rigidez Suceptibilidade à distorçãoSuceptibilidade à distorção Estabilidade dimensional quando armazenado ao arEstabilidade dimensional quando armazenado ao ar Boa compatibilidade com os tecidos e com o gessoBoa compatibilidade com os tecidos e com o gesso Boas propriedades elásticasBoas propriedades elásticas Alta resistência à rupturaAlta resistência à ruptura Pouca rigidezPouca rigidez Suceptibilidade à distorçãoSuceptibilidade à distorção Estabilidade dimensional quando armazenado ao arEstabilidade dimensional quando armazenado ao ar Boa compatibilidade com os tecidos e com o gessoBoa compatibilidade com os tecidos e com o gesso

18
CARACTERÍSTICASCARACTERÍSTICAS Necessidade de moldeira individualNecessidade de moldeira individual Tempo de presaTempo de presa –Temperatura –Velocidade de espatulação –Proporção base/acelerador Facilidade de desinfecçãoFacilidade de desinfecção –10 minutos em solução de hipoclorito a 10% Obtenção imediata do modeloObtenção imediata do modelo Necessidade de moldeira individualNecessidade de moldeira individual Tempo de presaTempo de presa –Temperatura –Velocidade de espatulação –Proporção base/acelerador Facilidade de desinfecçãoFacilidade de desinfecção –10 minutos em solução de hipoclorito a 10% Obtenção imediata do modeloObtenção imediata do modelo

19
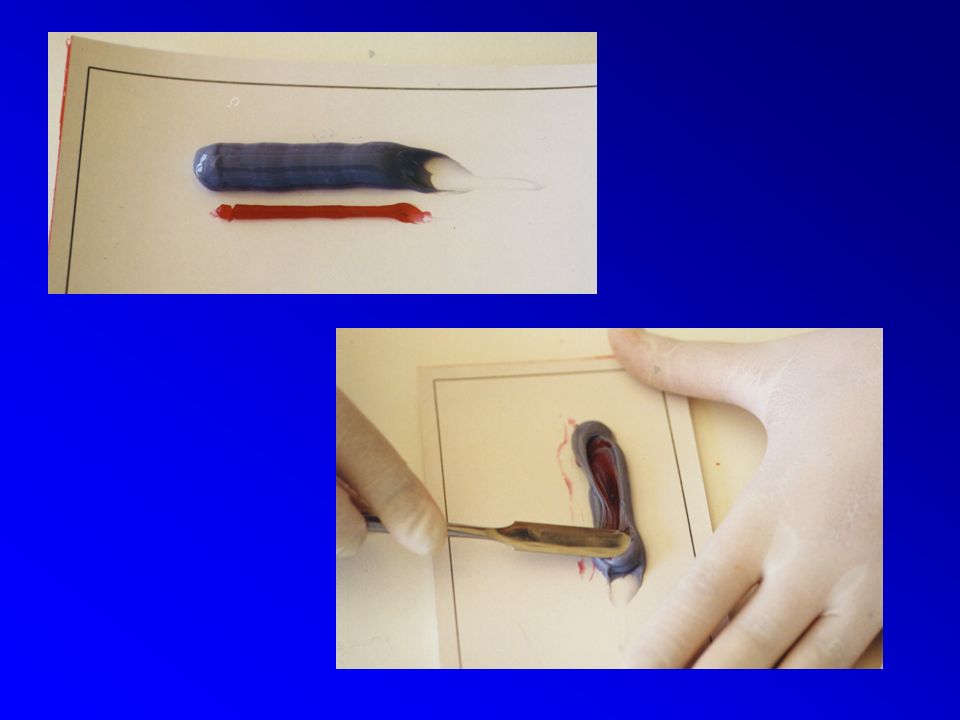
CARACTERÍSTICAS DE TRABALHO Pasta/pastaPasta/pasta Comprimentos iguais sobre a placa de vidroComprimentos iguais sobre a placa de vidro Espatulação com espátula metálicaEspatulação com espátula metálica Colocação do material na moldeiraColocação do material na moldeira Respeitar o tempo de polimerização dado pelo fabricante para sacar a moldagem.Respeitar o tempo de polimerização dado pelo fabricante para sacar a moldagem. Pasta/pastaPasta/pasta Comprimentos iguais sobre a placa de vidroComprimentos iguais sobre a placa de vidro Espatulação com espátula metálicaEspatulação com espátula metálica Colocação do material na moldeiraColocação do material na moldeira Respeitar o tempo de polimerização dado pelo fabricante para sacar a moldagem.Respeitar o tempo de polimerização dado pelo fabricante para sacar a moldagem.

20
VANTAGENSVANTAGENS Tempo de trabalho longoTempo de trabalho longo Precisão comprovadaPrecisão comprovada Alta resistência à rupturaAlta resistência à ruptura Menos hidrofílicoMenos hidrofílico Baixo custoBaixo custo Vida útil longaVida útil longa Tempo de trabalho longoTempo de trabalho longo Precisão comprovadaPrecisão comprovada Alta resistência à rupturaAlta resistência à ruptura Menos hidrofílicoMenos hidrofílico Baixo custoBaixo custo Vida útil longaVida útil longa

21
DESVANTAGENS Necessidade de moldeira individual Vazamento imediato Distorção significante em potencial Odor desagradável Mancha a roupa Segundo vazamento menos preciso Necessidade de moldeira individual Vazamento imediato Distorção significante em potencial Odor desagradável Mancha a roupa Segundo vazamento menos preciso

26
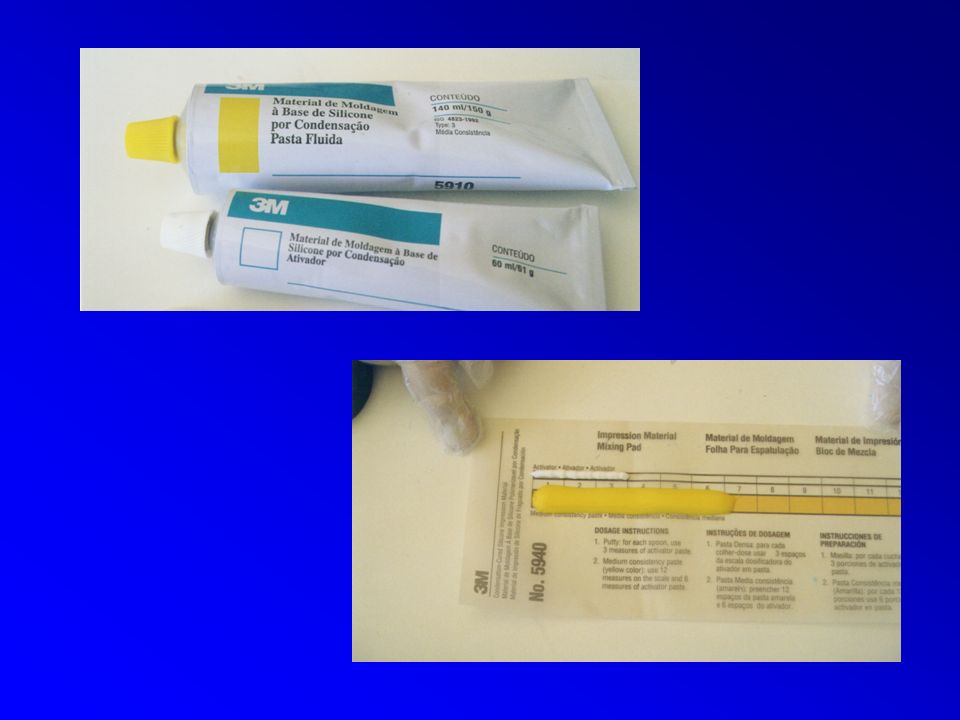
SILICONE POR CONDENSAÇÃO - - hidroxipolidimetilsiloxano - - hidroxipolidimetilsiloxano Alquilsilicato octalato de estanhoAlquilsilicato octalato de estanho Ligações cruzadas rede tridimensionalLigações cruzadas rede tridimensional Álcool etílicoÁlcool etílico - - hidroxipolidimetilsiloxano - - hidroxipolidimetilsiloxano Alquilsilicato octalato de estanhoAlquilsilicato octalato de estanho Ligações cruzadas rede tridimensionalLigações cruzadas rede tridimensional Álcool etílicoÁlcool etílico CH 3 CH 3 HO Si O Si O H + OCTOATO CH 3 CH 3

27
COMPOSIÇÃOCOMPOSIÇÃO Pasta-basePasta-base –tetraetilortosilicato –carga: sílica coloidal, óxidos metálicos Pasta ou líquido catalisadorPasta ou líquido catalisador –octoato de estanho Pasta-basePasta-base –tetraetilortosilicato –carga: sílica coloidal, óxidos metálicos Pasta ou líquido catalisadorPasta ou líquido catalisador –octoato de estanho

28
CARACTERÍSTICASCARACTERÍSTICAS Mais elásticos que os polissulfetosMais elásticos que os polissulfetos Mínima deformação permanenteMínima deformação permanente Baixa estabilidade dimensionalBaixa estabilidade dimensional Alta taxa de contração durante a presaAlta taxa de contração durante a presa Vazamento imediatoVazamento imediato Biologicamente inertesBiologicamente inertes Desinfecção por imersão por períodos curtos de tempoDesinfecção por imersão por períodos curtos de tempo Mais elásticos que os polissulfetosMais elásticos que os polissulfetos Mínima deformação permanenteMínima deformação permanente Baixa estabilidade dimensionalBaixa estabilidade dimensional Alta taxa de contração durante a presaAlta taxa de contração durante a presa Vazamento imediatoVazamento imediato Biologicamente inertesBiologicamente inertes Desinfecção por imersão por períodos curtos de tempoDesinfecção por imersão por períodos curtos de tempo

29
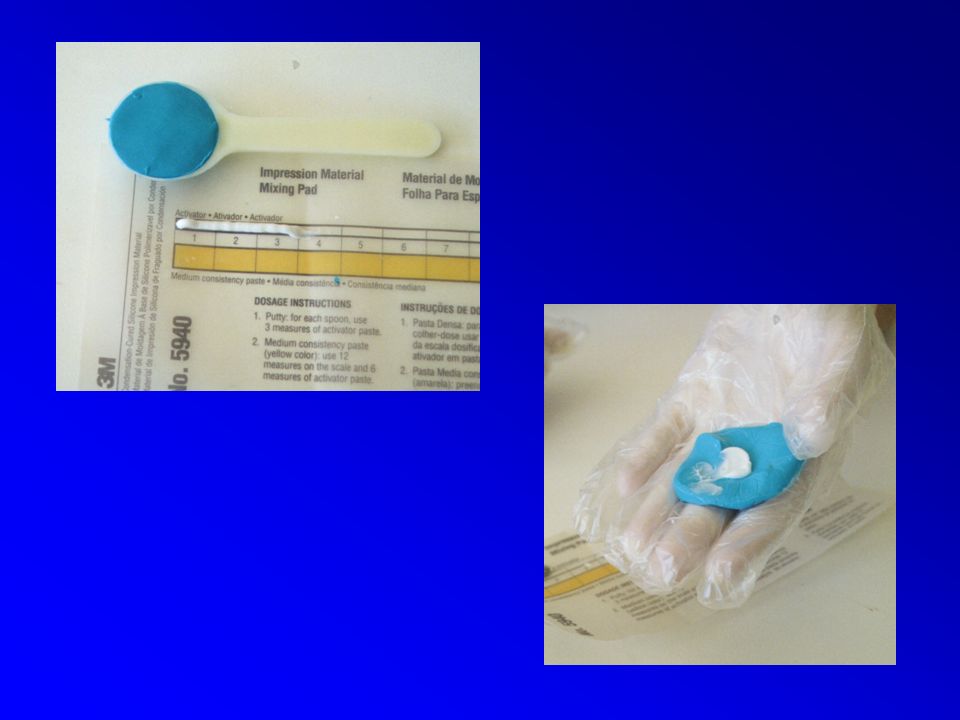
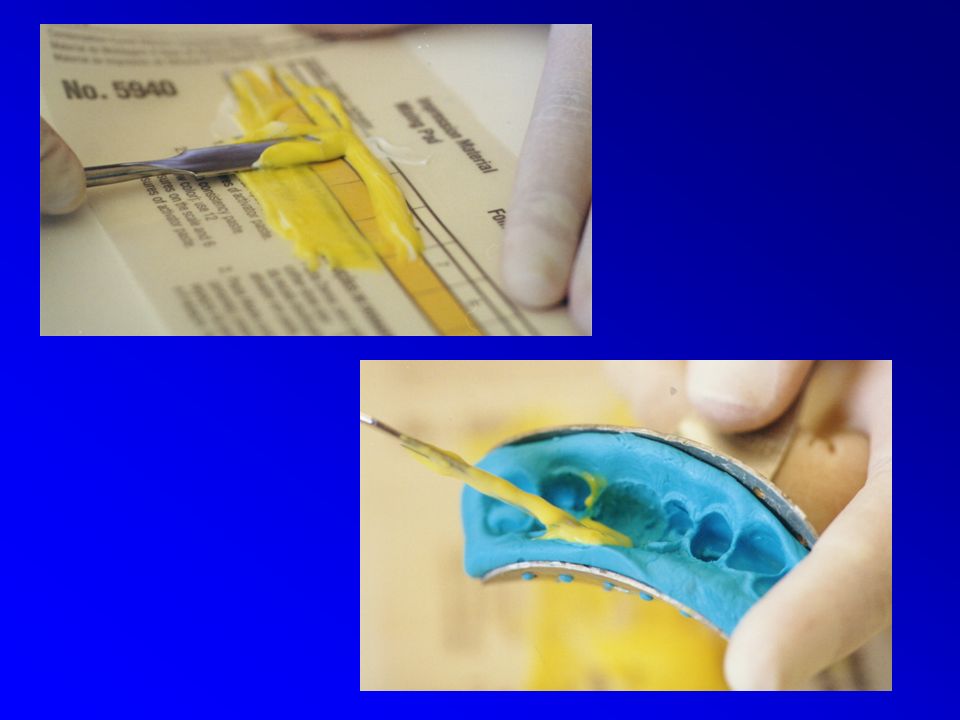
CARACTERÍSTICAS DE TRABALHO Manipulação da massa densaManipulação da massa densa Impressão preliminarImpressão preliminar Colocação do material leve sobre a massa densa para moldagem finalColocação do material leve sobre a massa densa para moldagem final Obtenção do molde precisoObtenção do molde preciso Vazamento imediato do moldeVazamento imediato do molde Manipulação da massa densaManipulação da massa densa Impressão preliminarImpressão preliminar Colocação do material leve sobre a massa densa para moldagem finalColocação do material leve sobre a massa densa para moldagem final Obtenção do molde precisoObtenção do molde preciso Vazamento imediato do moldeVazamento imediato do molde

30
VANTAGENSVANTAGENS Tempo de trabalho e presa adequadosTempo de trabalho e presa adequados Odor agradávelOdor agradável Não manchaNão mancha Resistência ao rasgamentoResistência ao rasgamento Melhores propriedades elásticas na remoçãoMelhores propriedades elásticas na remoção Menor distorção na remoçãoMenor distorção na remoção Tempo de trabalho e presa adequadosTempo de trabalho e presa adequados Odor agradávelOdor agradável Não manchaNão mancha Resistência ao rasgamentoResistência ao rasgamento Melhores propriedades elásticas na remoçãoMelhores propriedades elásticas na remoção Menor distorção na remoçãoMenor distorção na remoção

31
DESVANTAGENSDESVANTAGENS Precisão inadequada se não for vazado imediatamentePrecisão inadequada se não for vazado imediatamente Fraca estabilidade dimensionalFraca estabilidade dimensional Distorção em potencialDistorção em potencial Massa densa/base leve é mais sensível à técnicaMassa densa/base leve é mais sensível à técnica Custo mais elevadoCusto mais elevado Vida útil curtaVida útil curta Precisão inadequada se não for vazado imediatamentePrecisão inadequada se não for vazado imediatamente Fraca estabilidade dimensionalFraca estabilidade dimensional Distorção em potencialDistorção em potencial Massa densa/base leve é mais sensível à técnicaMassa densa/base leve é mais sensível à técnica Custo mais elevadoCusto mais elevado Vida útil curtaVida útil curta

39
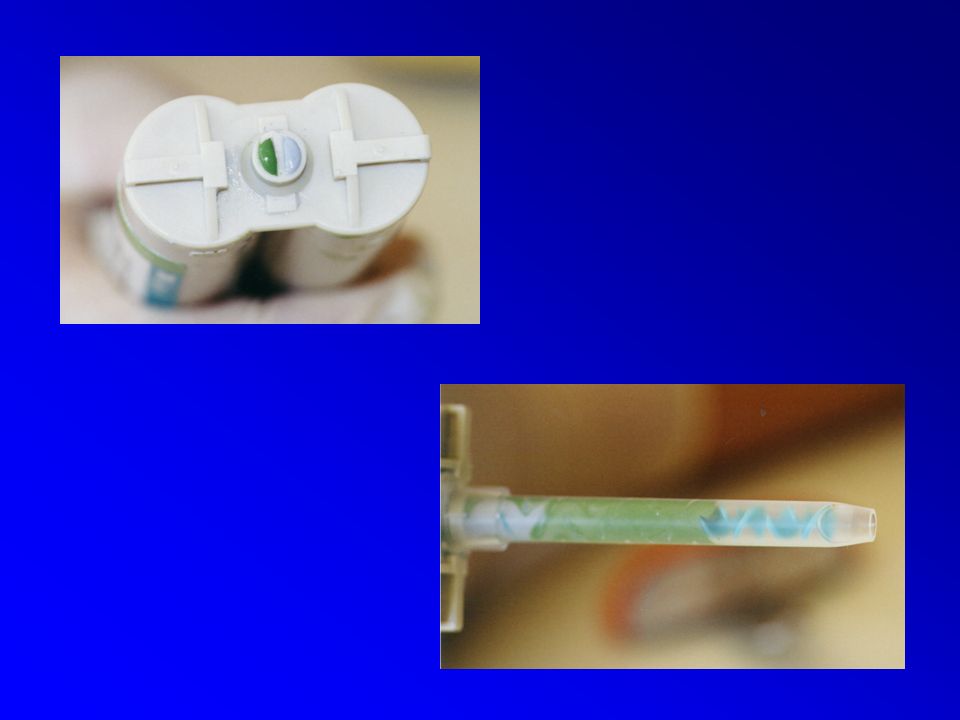
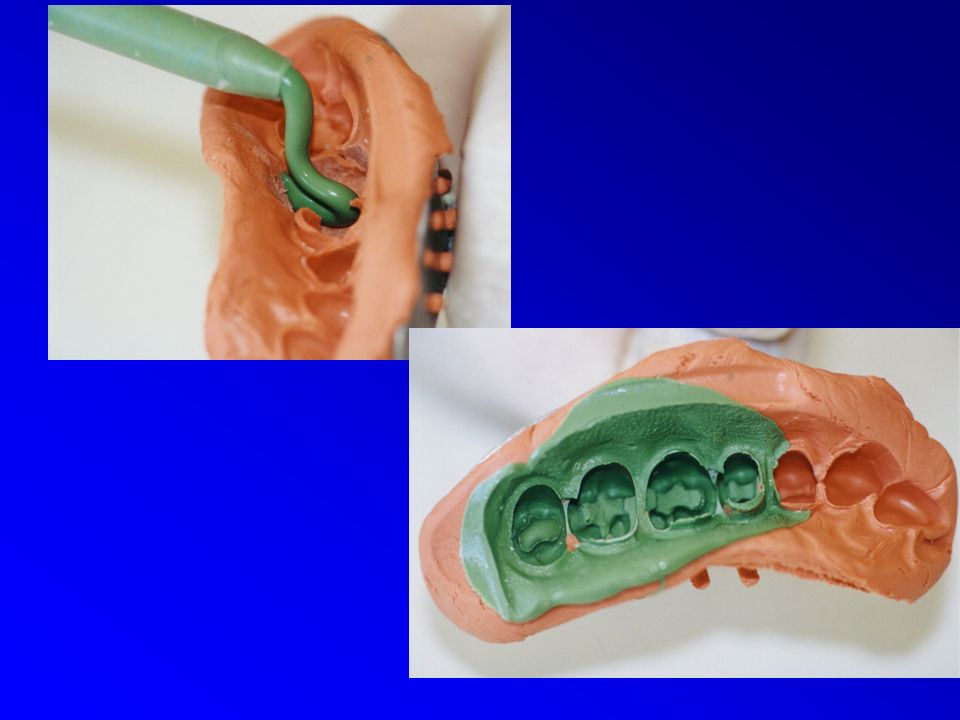
SILICONE POR ADIÇÃO Polivinilsiloxano ou vinilsiloxano Hidretos ativos por sais de platina Não há formacão de subprodutos Liberação de hidrogênio Polivinilsiloxano ou vinilsiloxano Hidretos ativos por sais de platina Não há formacão de subprodutos Liberação de hidrogênio O Si CH CH 2 + Sal de Platina CH 3

40
COMPOSIÇÃOCOMPOSIÇÃO Pasta basePasta base –polimetil-hidrogênio siloxano –silicone híbrida –carga Pasta catalisadoraPasta catalisadora –sal de platina –divinilpolidimetil siloxano –retardadores –carga Pasta basePasta base –polimetil-hidrogênio siloxano –silicone híbrida –carga Pasta catalisadoraPasta catalisadora –sal de platina –divinilpolidimetil siloxano –retardadores –carga

41
CARACTERÍSTICASCARACTERÍSTICAS Melhor elasticidadeMelhor elasticidade Baixos coeficientes de distorçãoBaixos coeficientes de distorção Adequada resistência á rupturaAdequada resistência á ruptura Estabilidade dimensionalEstabilidade dimensional Vazamento entre 24 horas e uma semanaVazamento entre 24 horas e uma semana Altamente biocompatíveisAltamente biocompatíveis Fácil desinfecçãoFácil desinfecção Melhor elasticidadeMelhor elasticidade Baixos coeficientes de distorçãoBaixos coeficientes de distorção Adequada resistência á rupturaAdequada resistência á ruptura Estabilidade dimensionalEstabilidade dimensional Vazamento entre 24 horas e uma semanaVazamento entre 24 horas e uma semana Altamente biocompatíveisAltamente biocompatíveis Fácil desinfecçãoFácil desinfecção

42
VANTAGENSVANTAGENS Tempo de presa curtoTempo de presa curto Fácil manipulaçãoFácil manipulação Resistência à ruptura adequadaResistência à ruptura adequada Alta precisão de detalhesAlta precisão de detalhes Distorção não detectável na remoçãoDistorção não detectável na remoção Dimensionalmente estável após uma semanaDimensionalmente estável após uma semana Boa compatibilidade com o gessoBoa compatibilidade com o gesso Tempo de presa curtoTempo de presa curto Fácil manipulaçãoFácil manipulação Resistência à ruptura adequadaResistência à ruptura adequada Alta precisão de detalhesAlta precisão de detalhes Distorção não detectável na remoçãoDistorção não detectável na remoção Dimensionalmente estável após uma semanaDimensionalmente estável após uma semana Boa compatibilidade com o gessoBoa compatibilidade com o gesso

43
DESVANTAGENSDESVANTAGENS Gás hidrogênio pode emanar do moldeGás hidrogênio pode emanar do molde Material hidrofílicoMaterial hidrofílico Necessita de cuidados e campo secoNecessita de cuidados e campo seco Alto custoAlto custo Gás hidrogênio pode emanar do moldeGás hidrogênio pode emanar do molde Material hidrofílicoMaterial hidrofílico Necessita de cuidados e campo secoNecessita de cuidados e campo seco Alto custoAlto custo

50
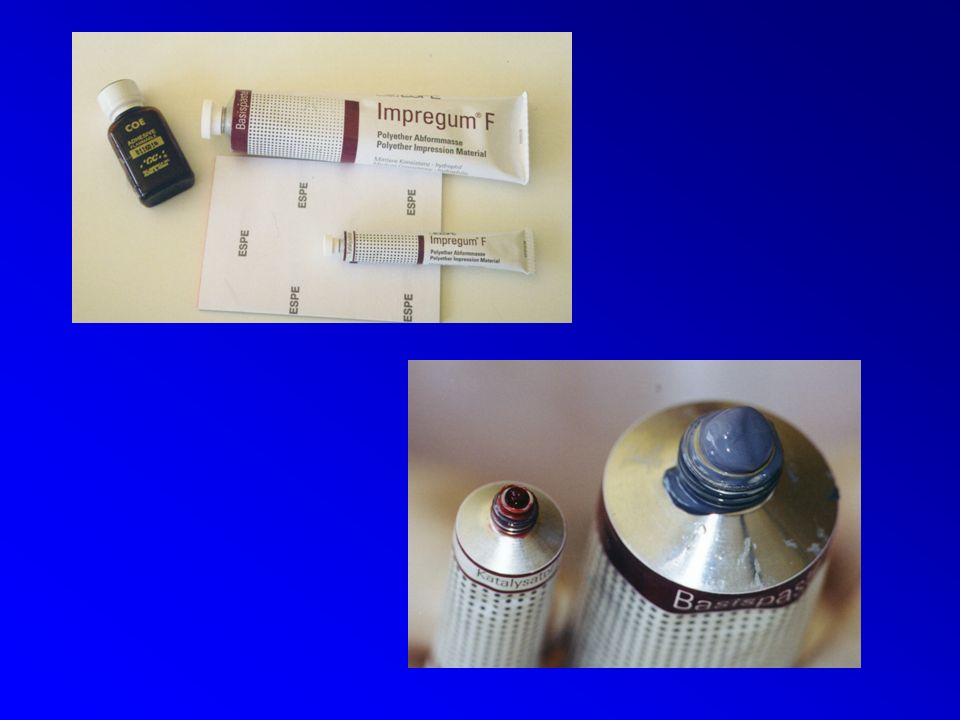
POLIÉTERPOLIÉTER Desenvolvido para moldagemDesenvolvido para moldagem Copolímero de óxido de etileno e tetraidrofuranoCopolímero de óxido de etileno e tetraidrofurano Ligação cruzada por éter sulfonado aromáticoLigação cruzada por éter sulfonado aromático Desenvolvido para moldagemDesenvolvido para moldagem Copolímero de óxido de etileno e tetraidrofuranoCopolímero de óxido de etileno e tetraidrofurano Ligação cruzada por éter sulfonado aromáticoLigação cruzada por éter sulfonado aromático R N H 2 C CH 2 NN ++

51
COMPOSIÇÃOCOMPOSIÇÃO Pasta basePasta base –polímero de poliéter –sílica coloidal –glicoéter Pasta aceleradoraPasta aceleradora –alquilsulfonato aromático –silica coloidal –glicoéter Pasta basePasta base –polímero de poliéter –sílica coloidal –glicoéter Pasta aceleradoraPasta aceleradora –alquilsulfonato aromático –silica coloidal –glicoéter

52
CARACTERÍSTICASCARACTERÍSTICAS Material de moldagem mais rígidoMaterial de moldagem mais rígido Alto módulo de elasticidadeAlto módulo de elasticidade Alta precisãoAlta precisão Boa recuperação elásticaBoa recuperação elástica Possibilidade de vazamentos consecutivosPossibilidade de vazamentos consecutivos Necessidade de moldeira individualNecessidade de moldeira individual Fácil desinfecçãoFácil desinfecção –Glutaraldeído a 2% por menos de 10 minutos Material de moldagem mais rígidoMaterial de moldagem mais rígido Alto módulo de elasticidadeAlto módulo de elasticidade Alta precisãoAlta precisão Boa recuperação elásticaBoa recuperação elástica Possibilidade de vazamentos consecutivosPossibilidade de vazamentos consecutivos Necessidade de moldeira individualNecessidade de moldeira individual Fácil desinfecçãoFácil desinfecção –Glutaraldeído a 2% por menos de 10 minutos

53
VANTAGENSVANTAGENS Tempo de trabalho e polimerização curtosTempo de trabalho e polimerização curtos Precisão comprovadaPrecisão comprovada Resistência à ruptura adequadaResistência à ruptura adequada Menos hidrófoboMenos hidrófobo Menor distorção na remoçãoMenor distorção na remoção Longo tempo de vida útilLongo tempo de vida útil Boa estabilidade dimensionalBoa estabilidade dimensional Vários vazamentos do moldeVários vazamentos do molde Tempo de trabalho e polimerização curtosTempo de trabalho e polimerização curtos Precisão comprovadaPrecisão comprovada Resistência à ruptura adequadaResistência à ruptura adequada Menos hidrófoboMenos hidrófobo Menor distorção na remoçãoMenor distorção na remoção Longo tempo de vida útilLongo tempo de vida útil Boa estabilidade dimensionalBoa estabilidade dimensional Vários vazamentos do moldeVários vazamentos do molde

54
DESVANTAGENSDESVANTAGENS Precisão adequada se vazado imediatamentePrecisão adequada se vazado imediatamente Pobre estabilidade dimensionalPobre estabilidade dimensional Gosto desagradávelGosto desagradável Alta rigidezAlta rigidez Custo pouco maiorCusto pouco maior Precisão adequada se vazado imediatamentePrecisão adequada se vazado imediatamente Pobre estabilidade dimensionalPobre estabilidade dimensional Gosto desagradávelGosto desagradável Alta rigidezAlta rigidez Custo pouco maiorCusto pouco maior

58
PROPRIEDADES GERAIS RigidezRigidez –Polissulfetos < silicone por condensação < silicone por adição < poliéter. Deformação permanenteDeformação permanente –Silicone por adição < silicone por condensação < poliéter < polissulfeto. Estabilidade dimensionalEstabilidade dimensional –Silicone por adição > poliéter > polissulfeto > silicone por condensação. RigidezRigidez –Polissulfetos < silicone por condensação < silicone por adição < poliéter. Deformação permanenteDeformação permanente –Silicone por adição < silicone por condensação < poliéter < polissulfeto. Estabilidade dimensionalEstabilidade dimensional –Silicone por adição > poliéter > polissulfeto > silicone por condensação.

59
Fonte: Anusavice, Phillips Materiais Dentários, 10 a edição, 1996. Fonte: Anusavice, Phillips Materiais Dentários, 10 a edição, 1996.

60
FALHAS COMUNS Moldagem rugosaMoldagem rugosa BolhasBolhas Porosidade, modelo rugoso ou de aspecto pulverulentoPorosidade, modelo rugoso ou de aspecto pulverulento DistorçãoDistorção Moldagem rugosaMoldagem rugosa BolhasBolhas Porosidade, modelo rugoso ou de aspecto pulverulentoPorosidade, modelo rugoso ou de aspecto pulverulento DistorçãoDistorção

61
MOLDAGEM RUGOSA Polimerização incompletaPolimerização incompleta Remoção prematura do molde da bocaRemoção prematura do molde da boca Proporção incorretaProporção incorreta Manipulação incorretaManipulação incorreta Presença de debris nos dentesPresença de debris nos dentes Polimerização incompletaPolimerização incompleta Remoção prematura do molde da bocaRemoção prematura do molde da boca Proporção incorretaProporção incorreta Manipulação incorretaManipulação incorreta Presença de debris nos dentesPresença de debris nos dentes

62
BOLHASBOLHAS Polimerização muito rápidaPolimerização muito rápida Ar incorporado à misturaAr incorporado à mistura Polimerização muito rápidaPolimerização muito rápida Ar incorporado à misturaAr incorporado à mistura

63
POROSIDADESPOROSIDADES Limpeza inadequada do moldeLimpeza inadequada do molde Excesso de água no moldeExcesso de água no molde Remoção prematura do modeloRemoção prematura do modelo Manipulação inadequada do gessoManipulação inadequada do gesso Excesso de agente umectante deixado no moldeExcesso de agente umectante deixado no molde Limpeza inadequada do moldeLimpeza inadequada do molde Excesso de água no moldeExcesso de água no molde Remoção prematura do modeloRemoção prematura do modelo Manipulação inadequada do gessoManipulação inadequada do gesso Excesso de agente umectante deixado no moldeExcesso de agente umectante deixado no molde

64
DISTORÇÃODISTORÇÃO Falta de adesão do material à moldeiraFalta de adesão do material à moldeira Grande espessura de materialGrande espessura de material Desenvolvimento das propriedades elásticas antes do material ser assentado na bocaDesenvolvimento das propriedades elásticas antes do material ser assentado na boca Pressão excessiva da moldeiraPressão excessiva da moldeira Falta de adesão do material à moldeiraFalta de adesão do material à moldeira Grande espessura de materialGrande espessura de material Desenvolvimento das propriedades elásticas antes do material ser assentado na bocaDesenvolvimento das propriedades elásticas antes do material ser assentado na boca Pressão excessiva da moldeiraPressão excessiva da moldeira

65
DISTORÇÃO Movimento da moldeira durante a polimerização Remoção prematura ou inadequada do molde Demora no vazamento dos moldes com polissulfetos ou silicone por condensação Movimento da moldeira durante a polimerização Remoção prematura ou inadequada do molde Demora no vazamento dos moldes com polissulfetos ou silicone por condensação

Apresentações semelhantes


























>")



